Rozwiązywanie typowych problemów z prasą krawędziową: Kompleksowy przewodnik
Wyobraź sobie, że jesteś w trakcie kluczowej operacji gięcia, gdy nagle prasa krawędziowa odmawia ruchu, pozostawiając...
Jeśli chodzi o wybór odpowiedniej stali do danego projektu, kluczowe znaczenie ma zrozumienie niuansów jej właściwości i zastosowań. Stal SAE/AISI 1008, stal niskowęglowa znana z doskonałej formowalności i spawalności, często wyróżnia się różnymi zastosowaniami przemysłowymi. Ale co dokładnie sprawia, że stal SAE 1008 jest preferowanym wyborem w sektorach takich jak produkcja motoryzacyjna, produkcja blach i nie tylko? Niniejszy kompleksowy przewodnik omawia właściwości mechaniczne, skład chemiczny i wpływ procesów takich jak ciągnienie na zimno na stal SAE/AISI 1008. Dzięki temu uzyskasz głębszy wgląd w jej wszechstronne zastosowania i porównasz ją z innymi stalami węglowymi. Gotowy do odkrycia pełnego potencjału stali SAE 1008? Zanurzmy się.
Stal SAE/AISI 1008 jest powszechnie stosowaną stalą niskowęglową. Znana jest z doskonałej formowalności i spawalności. Materiał ten jest często stosowany w różnych gałęziach przemysłu ze względu na równowagę właściwości mechanicznych i łatwość obróbki.
Stal SAE/AISI 1008 składa się głównie z następujących elementów:
Niska zawartość węgla zapewnia wysoką ciągliwość, dzięki czemu idealnie nadaje się do procesów formowania i kształtowania, podczas gdy mangan przyczynia się do jego wytrzymałości na rozciąganie i hartowności.
Wytrzymałość na rozciąganie stali SAE/AISI 1008 różni się w zależności od metody obróbki:
Podobnie, granica plastyczności zależy od zastosowanej metody przetwarzania:
Stal SAE/AISI 1008 wykazuje doskonałą ciągliwość:
Stal SAE/AISI 1008 jest używana w różnych zastosowaniach, w tym w komponentach samochodowych, materiałach budowlanych i towarach konsumpcyjnych, takich jak urządzenia, sprzęt i ramy mebli.
Ciągnienie na zimno zwiększa wytrzymałość stali SAE/AISI 1008, ale zmniejsza jej wydłużenie, dzięki czemu nadaje się ona do zastosowań wymagających większej wytrzymałości.
Obróbka cieplna jest rzadko stosowana w przypadku stali SAE/AISI 1008 ze względu na jej niską hartowność. Wyżarzanie może jednak poprawić skrawalność w określonych zastosowaniach.
Odporność na korozję stali SAE/AISI 1008 jest ograniczona, co wymaga stosowania powłok ochronnych, takich jak cynkowanie w środowiskach zewnętrznych lub korozyjnych.
Stal SAE/AISI 1008 ma różną wytrzymałość na rozciąganie w zależności od sposobu obróbki, zwykle w zakresie od 303 MPa do 358 MPa (43900 psi do 51900 psi). W przypadku wariantów ciągnionych na zimno wytrzymałość na rozciąganie wynosi około 340 MPa (49300 psi). Cecha ta jest niezbędna w zastosowaniach, w których materiał musi wytrzymać znaczne siły ciągnące bez pękania.
Granica plastyczności stali SAE/AISI 1008, która wskazuje naprężenie, przy którym materiał zaczyna odkształcać się plastycznie, waha się od 180 MPa do 240 MPa (26100 psi do 34800 psi), z wersjami ciągnionymi na zimno około 285 MPa (41300 psi). Granica plastyczności jest kluczowym czynnikiem określającym przydatność materiału do zastosowań konstrukcyjnych, w których odkształcenie musi być zminimalizowane.
Sztywność stali SAE/AISI 1008, mierzona jej modułem sprężystości, wynosi zazwyczaj od 190 GPa do 210 GPa (27557 ksi do 30458 ksi). Właściwość ta jest niezbędna w zastosowaniach wymagających sztywności i odporności na odkształcenia sprężyste.
Twardość Brinella stali SAE/AISI 1008 wynosi zwykle około 95, choć może się różnić w zależności od metod obróbki. Twardość wpływa na odporność materiału na zużycie i skrawalność.
Współczynnik Poissona dla stali SAE/AISI 1008 wynosi zazwyczaj od 0,27 do 0,30, a w niektórych wariantach mierzony jest na poziomie 0,29. Współczynnik ten jest istotny dla zrozumienia zachowania materiału pod obciążeniem i jego zdolności do zachowania integralności strukturalnej.
Wydłużenie przy zerwaniu mierzy ciągliwość stali SAE/AISI 1008. W zależności od warunków przetwarzania, wartość ta może wahać się od 20% do 48% na długości 50 mm. Wysokie wydłużenie przy zerwaniu jest korzystne w zastosowaniach wymagających znacznego odkształcenia bez pękania.
Zmniejszenie powierzchni jest miarą zdolności materiału do odkształcenia plastycznego przed pęknięciem. W przypadku stali SAE/AISI 1008 wartość ta wynosi zazwyczaj około 45%. Właściwość ta jest niezbędna w zastosowaniach obejmujących procesy formowania i ciągnienia.
Moduł ścinania stali SAE/AISI 1008, który mierzy reakcję materiału na naprężenia ścinające, wynosi zazwyczaj około 80 GPa (11600 ksi). Właściwość ta jest istotna dla zastosowań obejmujących obciążenia skrętne.
Skrawalność stali SAE/AISI 1008 wynosi około 55% w porównaniu do stali AISI 1212. Ocena ta wskazuje łatwość, z jaką materiał może być obrabiany, wpływając na wydajność produkcji i zużycie narzędzi.
W temperaturze pokojowej (20°C lub 68°F) rezystywność elektryczna wyżarzonej stali SAE/AISI 1008 wynosi około 0,0000142 om-cm. Właściwość ta jest istotna w zastosowaniach związanych z przewodnictwem elektrycznym.
Współczynnik rozszerzalności cieplnej stali SAE/AISI 1008 wynosi około 12,6 µm/m°C (7 µin/in°F), co jest istotne w zastosowaniach narażonych na zmiany temperatury. Dodatkowo, jej przewodność cieplna w temperaturze 0°C wynosi około 65,2 W/mK (452 BTU in/hr.ft².°F), co wpływa na rozpraszanie ciepła w różnych zastosowaniach.
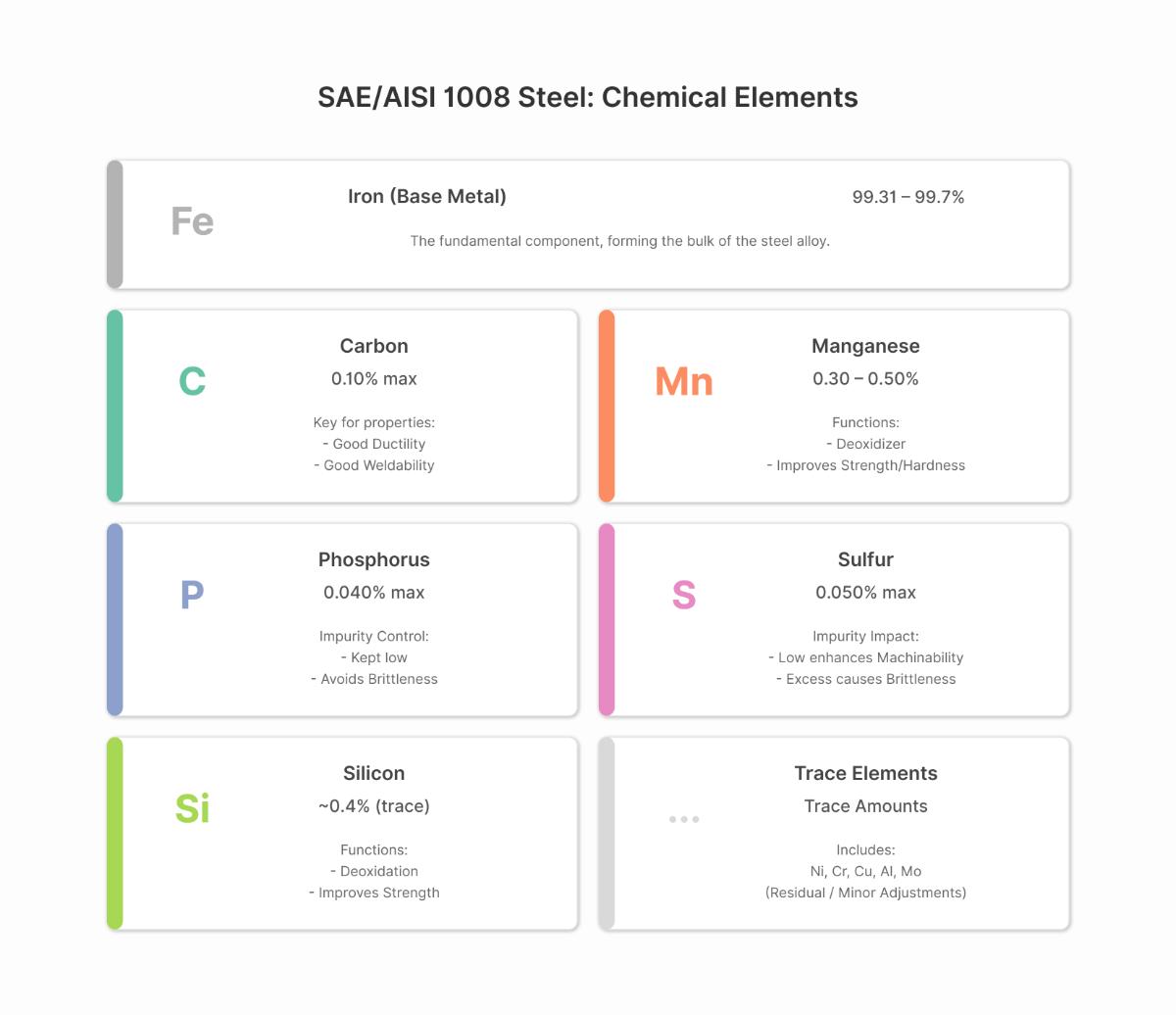
Stal SAE/AISI 1008 jest stalą niskowęglową z określonymi elementami, które przyczyniają się do jej właściwości mechanicznych i przydatności do różnych zastosowań. Podstawowe składniki i ich odpowiedni udział procentowy są następujące:
Oprócz pierwiastków podstawowych, stal SAE/AISI 1008 może zawierać śladowe ilości następujących pierwiastków:
Pierwiastki te występują w niewielkich ilościach, ale mogą wpływać na odporność stali na korozję i skrawalność.
Żelazo (Fe) jest głównym składnikiem stali, zapewniając jej podstawową strukturę. Węgiel (C) zwiększa twardość i wytrzymałość, ale zmniejsza plastyczność. Niska zawartość węgla w stali SAE/AISI 1008 zapewnia wysoką plastyczność i odkształcalność. Mangan (Mn) poprawia wytrzymałość na rozciąganie, ciągliwość i hartowność. Odtlenia również stal i pomaga usuwać zanieczyszczenia siarką. Siarka (S) jest zwykle uważana za zanieczyszczenie; wysokie poziomy mogą zmniejszyć plastyczność i wytrzymałość. Kontrolowane maksimum zapewnia, że stal zachowuje pożądane właściwości mechaniczne. Fosfor (P) to kolejne zanieczyszczenie, które może zwiększać wytrzymałość i twardość, ale zmniejszać ciągliwość i wytrzymałość. Jego kontrolowany poziom pomaga zrównoważyć te efekty.
Stal SAE/AISI 1008 jest zgodna z kilkoma normami ASTM, które określają jej skład, właściwości mechaniczne i wymagania dotyczące przetwarzania. Normy te zapewniają stałą jakość w różnych zastosowaniach i u różnych producentów.
Przestrzeganie norm ASTM gwarantuje, że stal SAE/AISI 1008 spełnia wymagania jakościowe i wydajnościowe.
| Element | Zawartość (%) |
|---|---|
| Żelazo (Fe) | 99.31-99.7 |
| Węgiel (C) | 0.10 |
| Mangan (Mn) | 0.30-0.50 |
| Siarka (S) | 0.050 |
| Fosfor (P) | 0.040 |
Precyzyjna kontrola tych elementów sprawia, że stal SAE/AISI 1008 zachowuje pożądane właściwości, odpowiednie dla wielu zastosowań.
Ciągnienie na zimno jest ważną techniką stosowaną w obróbce metali, szczególnie w przypadku stali SAE/AISI 1008. Polega ona na przeciąganiu stali przez matrycę w temperaturze pokojowej, co wywołuje odkształcenie plastyczne. Proces ten zmniejsza przekrój poprzeczny stali, jednocześnie zwiększając jej dokładność wymiarową, wykończenie powierzchni i właściwości mechaniczne. W przeciwieństwie do procesów obróbki na gorąco, ciągnienie na zimno nie wymaga obróbki cieplnej w wysokiej temperaturze, dzięki czemu jest wydajne i opłacalne.
Ciągnienie na zimno znacznie zwiększa wytrzymałość na rozciąganie i twardość stali SAE/AISI 1008. Efekt utwardzania odkształceniowego, spowodowany ruchami dyslokacji i interakcjami w sieci krystalicznej stali, poprawia te właściwości. W rezultacie stal staje się mocniejsza i bardziej odporna na zużycie. Jednak jednym z kompromisów jest zmniejszenie plastyczności. Wprowadzenie defektów sieci i naprężeń szczątkowych podczas ciągnienia na zimno zmniejsza zdolność stali do odkształcania plastycznego.
Ciągnienie na zimno poprawia gładkość powierzchni stali SAE/AISI 1008, nadając jej lepsze wykończenie, co jest niezbędne w przypadku precyzyjnych komponentów. Dodatkowo, proces ten zaostrza tolerancje wymiarowe, zapewniając spójną geometrię produkowanych części. To ulepszenie jest szczególnie ważne dla branż, które wymagają dokładnych specyfikacji i wysokiej jakości wykończenia powierzchni.
Ciągnienie na zimno poprawia strukturę ziarna stali SAE/AISI 1008, orientując ziarna w kierunku ciągnienia. Takie ułożenie poprawia właściwości rozciągające wzdłuż kierunku ciągnienia, choć może zmniejszać właściwości w kierunkach poprzecznych. Proces ten zwiększa gęstość dyslokacji i wydłuża ziarna, przyczyniając się do ogólnej poprawy właściwości mechanicznych.
Po ciągnieniu na zimno stal SAE/AISI 1008 nadal dobrze się spawa, głównie ze względu na niską zawartość węgla. Obsługuje różne metody spawania, w tym spawanie doczołowe, punktowe, stapianie i lutospawanie. Jednak zwiększona twardość i naprężenia szczątkowe powstające podczas ciągnienia na zimno mogą wymagać wstępnego podgrzewania lub obróbki cieplnej po spawaniu, aby uniknąć pękania w niektórych zastosowaniach.
Chociaż proces ciągnienia na zimno zwiększa wytrzymałość i twardość, co może zmniejszyć skrawalność, stal SAE/AISI 1008 pozostaje stosunkowo łatwa w obróbce ze względu na niską zawartość węgla. Równowaga ta pozwala na wydajną obróbkę przy zachowaniu lepszych właściwości mechanicznych.
Stal SAE/AISI 1008 jest zwykle używana w stanie walcowanym lub kutym bez dodatkowego wyżarzania. Jednak w przypadku procesów silnego odkształcania, takich jak głębokie tłoczenie, można zastosować specjalistyczne cykle obróbki cieplnej, w tym ciągłe wyżarzanie zwojów, w celu zmniejszenia naprężeń i przywrócenia plastyczności. Wyżarzanie poprocesowe może być również konieczne po ciągnieniu na zimno, aby zrównoważyć wytrzymałość i plastyczność w oparciu o wymagania dotyczące ostatecznego zastosowania.
Wykorzystując proces ciągnienia na zimno, stal SAE/AISI 1008 osiąga znaczną poprawę właściwości mechanicznych, wykończenia powierzchni i precyzji wymiarowej, dzięki czemu nadaje się do szerokiej gamy wymagających zastosowań.
Stal SAE/AISI 1008 może występować w różnych stanach w oparciu o metody przetwarzania, w szczególności wyżarzanie i ciągnienie na zimno. Zrozumienie różnic we właściwościach mechanicznych i zastosowaniach między tymi stanami ma kluczowe znaczenie dla wyboru odpowiedniej formy dla konkretnych potrzeb przemysłowych.
Wyżarzanie polega na podgrzaniu stali do określonej temperatury, a następnie powolnym schłodzeniu. Proces ten zmniejsza naprężenia wewnętrzne, poprawia mikrostrukturę i sprawia, że materiał jest bardziej miękki i plastyczny.
Zwiększona odkształcalność i plastyczność wyżarzonego stali SAE/AISI 1008 sprawiają, że idealnie nadaje się ona do zastosowań wymagających znacznego odkształcenia, takich jak głębokie tłoczenie i formowanie złożonych kształtów. Typowe zastosowania obejmują części samochodowe, urządzenia gospodarstwa domowego i komponenty wymagające intensywnego formowania.
Ciągnienie na zimno polega na przeciąganiu stali przez matrycę w celu zmniejszenia jej średnicy i poprawy właściwości mechanicznych. Proces ten odbywa się w temperaturze pokojowej i zwiększa wytrzymałość i twardość poprzez odkształcenie plastyczne i utwardzanie robocze.
Ze względu na wyższą wytrzymałość i twardość, stal ciągniona na zimno SAE/AISI 1008 jest idealna do części wymagających większej wytrzymałości mechanicznej przy mniejszej plastyczności. Jest powszechnie stosowany w produkcji komponentów o wysokiej wytrzymałości, takich jak elementy konstrukcyjne, części maszyn i elementy złączne.
Podstawowe różnice pomiędzy wyżarzaną i ciągnioną na zimno stalą SAE/AISI 1008 można podsumować w poniższej tabeli:
| Właściwości | Wyżarzony | Ciągnione na zimno |
|---|---|---|
| Plastyczność | Wyższy | Niższy |
| Twardość | Niższy | Wyższy |
| Wytrzymałość na rozciąganie | Niższy | Wyższy |
| Formowalność | Lepiej | Zmniejszony |
| Zastosowania | Głębokie tłoczenie i formowanie | Części o wysokiej wytrzymałości, elementy maszyn |
Zarówno wyżarzona, jak i ciągniona na zimno stal SAE/AISI 1008 wykazuje dobrą spawalność, głównie ze względu na niską zawartość węgla. Jednakże, zwiększona twardość i naprężenia szczątkowe w stali ciągnionej na zimno mogą wymagać specjalnych technik spawania lub obróbki przed i po spawaniu, aby uniknąć pękania i zapewnić optymalną wytrzymałość połączenia. Z kolei wyżarzona stal, o wyższej plastyczności i niższych naprężeniach szczątkowych, może być łatwiej spawana przy użyciu standardowych metod.
Niska zawartość węgla w stali SAE/AISI 1008 czyni ją idealną do zastosowań spawalniczych, zmniejszając ryzyko pękania spoin. Stal ta może być efektywnie wykorzystywana w różnych procesach spawania, takich jak spawanie punktowe, spawanie rzutowe, spawanie doczołowe oraz spawanie i lutospawanie.
Mimo że skrawalność stali SAE/AISI 1008 nie jest tak wysoka jak w przypadku innych gatunków, nadal nadaje się ona do różnych procesów obróbki skrawaniem, takich jak toczenie, w wyniku którego powstają precyzyjne części cylindryczne. Inne procesy obróbki skrawaniem obejmują wiercenie, frezowanie oraz gwintowanie, z których wszystkie są wykorzystywane do tworzenia komponentów o dobrej dokładności wymiarowej i złożonej geometrii.
Doskonała formowalność i spawalność sprawiają, że stal SAE/AISI 1008 jest ulubionym materiałem w przemyśle motoryzacyjnym. Powszechne zastosowania obejmują panele nadwozia, zbiorniki paliwa, wsporniki i mocowania oraz ramy i elementy konstrukcyjne. Właściwości te pozwalają na wydajne procesy linii montażowej i wysokiej jakości produkty końcowe.
Formowalność stali SAE/AISI 1008 i gładkie wykończenie powierzchni sprawiają, że idealnie nadaje się ona do produkcji blach, powszechnie stosowanych w obudowach komponentów elektronicznych i elektrycznych, szafkach i regałach oraz kanałach i komponentach HVAC.
Producent z branży motoryzacyjnej wdrożył stal SAE/AISI 1008 do produkcji paneli nadwozia i elementów konstrukcyjnych. Spawalność i formowalność stali pozwoliły na wydajne procesy linii montażowej i wysokiej jakości produkty końcowe.
Firma budowlana wykorzystała stal SAE/AISI 1008 do pokryć dachowych i sidingów. Stosunek wytrzymałości stali do jej wagi zapewnia trwałość przy jednoczesnym zachowaniu łatwości montażu i obsługi.
Producent urządzeń gospodarstwa domowego zastosował stal SAE/AISI 1008 do produkcji obudów urządzeń i elementów wewnętrznych. Formowalność materiału i gładkie wykończenie powierzchni przyczyniły się zarówno do estetyki, jak i funkcjonalności.
Stal SAE/AISI 1008 jest również szeroko stosowana w produkcji różnych elementów złącznych i wyrobów z drutu, w tym gwoździ i zszywek, siatek drucianych oraz śrub i wkrętów. Zastosowania te korzystają z ciągliwości i wytrzymałości stali.
Różnorodne zastosowania stali SAE/AISI 1008 w wielu gałęziach przemysłu zapewniają wydajną produkcję i wysoką jakość produktów.
Wytrzymałość na rozciąganie stali SAE/AISI 1008 wynosi od 303 MPa do 358 MPa. Jest to wartość niższa niż w przypadku innych stali węglowych ze względu na niską zawartość węgla. Na przykład stal AISI 1020, która zawiera więcej węgla, ma wyższą wytrzymałość na rozciąganie, zwykle około 420 MPa. AISI 1045, z jeszcze wyższą zawartością węgla, wykazuje wytrzymałość na rozciąganie około 620 MPa.
Granica plastyczności stali SAE/AISI 1008 wynosi od 180 MPa do 240 MPa, podczas gdy AISI 1020 i AISI 1045 wykazują granicę plastyczności wynoszącą odpowiednio około 350 MPa i 505 MPa. Wyższa zawartość węgla w stalach AISI 1020 i AISI 1045 przyczynia się do ich wyższej granicy plastyczności.
Twardość Brinella stali SAE/AISI 1008 wynosi zazwyczaj około 95. Dla AISI 1020 twardość wynosi około 126 HB, a dla AISI 1045 około 163 HB. Stale o wyższej zawartości węgla, takie jak AISI 1045, są twardsze i bardziej odporne na zużycie, ale mniej plastyczne.
Stal SAE/AISI 1008 zawiera około 0,10% węgla, podczas gdy stale AISI 1010, 1020 i 1045 zawierają odpowiednio 0,05-0,15%, 0,18-0,23% i 0,43-0,50% węgla. Zawartość węgla bezpośrednio wpływa na właściwości mechaniczne, przy czym stale o wyższej zawartości węgla wykazują większą wytrzymałość i twardość.
Stal SAE/AISI 1008 zawiera 0,30-0,50% manganu. AISI 1010 ma podobną zawartość manganu, podczas gdy AISI 1020 i AISI 1045 zawierają nieco większe ilości, odpowiednio około 0,30-0,60% i 0,60-0,90%. Mangan zwiększa wytrzymałość na rozciąganie i ciągliwość tych stali.
Idealny do zastosowań wymagających wysokiej ciągliwości i doskonałej spawalności, SAE/AISI 1008 jest stosowany w komponentach samochodowych, materiałach budowlanych i towarach konsumpcyjnych. Ze względu na niską zawartość węgla nadaje się szczególnie do części poddawanych procesom formowania i ciągnienia.
Z właściwościami podobnymi do SAE/AISI 1008, ale nieco mniej plastycznymi, AISI 1010 jest często używany do głębokiego tłoczenia i ogólnego kucia. Jego zrównoważone właściwości mechaniczne sprawiają, że jest to wszechstronny wybór do różnych zastosowań przemysłowych.
Stal AISI 1020 jest preferowana ze względu na wyższą wytrzymałość i dobrą obrabialność, dzięki czemu nadaje się do produkcji części maszyn, kół zębatych i wałów. Jego zastosowania często wiążą się z umiarkowanymi wymaganiami wytrzymałościowymi i dobrą ciągliwością.
Ze względu na wysoką wytrzymałość i twardość, stal AISI 1045 jest wykorzystywana do produkcji komponentów wymagających wyższej odporności na zużycie, takich jak osie, koła zębate i inne wytrzymałe części. Jednak jej mniejsza ciągliwość w porównaniu do stali niskowęglowych ogranicza jej zastosowanie w procesach formowania.
Stal SAE/AISI 1008 jest bardziej opłacalna niż stale o wyższej zawartości węgla, takie jak AISI 1045. Niższa zawartość węgla zmniejsza koszty przetwarzania, dzięki czemu idealnie nadaje się do produkcji na dużą skalę i zastosowań, w których wysoka wytrzymałość nie jest niezbędna. Stale o wyższej zawartości węgla, choć droższe, oferują lepsze właściwości mechaniczne, które uzasadniają ich koszt w zastosowaniach wymagających najwyższej wytrzymałości i odporności na zużycie.
Ciągnienie na zimno jest kluczowym procesem poprawiającym właściwości mechaniczne stali SAE/AISI 1008. Polega on na przeciąganiu materiału przez matrycę w temperaturze pokojowej, co zmniejsza jego przekrój poprzeczny, jednocześnie poprawiając wykończenie powierzchni i dokładność wymiarową. Proces ten znacznie zwiększa wytrzymałość na rozciąganie i twardość dzięki utwardzaniu odkształceniowemu, choć zmniejsza plastyczność. Stal SAE/AISI 1008 ciągniona na zimno jest szczególnie odpowiednia do zastosowań wymagających wysokiej wytrzymałości i precyzji, takich jak produkcja drutu, prętów i rur.
Wyżarzanie to proces obróbki cieplnej, który zmiękcza stal SAE/AISI 1008, zwiększając jej plastyczność i czyniąc ją bardziej podatną na obróbkę. Stal jest podgrzewana do określonej temperatury, a następnie powoli chłodzona, łagodząc naprężenia wewnętrzne i udoskonalając mikrostrukturę. Proces ten jest szczególnie korzystny w przypadku części wymagających intensywnego formowania lub ciągnienia. Wyżarzona stal SAE/AISI 1008 jest często używana w zastosowaniach takich jak głębokie tłoczenie, gdzie niezbędna jest wysoka ciągliwość.
Obróbka cieplna stali SAE/AISI 1008 zazwyczaj obejmuje normalizację, która polega na podgrzaniu stali do temperatury około 925°C (1700°F), a następnie schłodzeniu powietrzem. Pomaga to ujednolicić mikrostrukturę i poprawić właściwości mechaniczne. Odprężanie, wykonywane w niższych temperaturach, jest stosowane w celu zmniejszenia naprężeń szczątkowych bez znaczącej zmiany twardości lub wytrzymałości stali. Obróbka ta jest niezbędna do zapewnienia stabilności i wydajności materiału w krytycznych zastosowaniach.
Obróbka stali SAE/AISI 1008 wymaga starannego doboru narzędzi i warunków skrawania w celu osiągnięcia optymalnych rezultatów. Ze względu na stosunkowo niską twardość, materiał ten może być obrabiany przy użyciu narzędzi ze stali szybkotnącej lub węglików spiekanych. Zalecane prędkości skrawania różnią się w zależności od operacji:
Powlekane narzędzia z węglików spiekanych zwiększają trwałość narzędzia i poprawiają wykończenie powierzchni. Odpowiednie smarowanie i chłodzenie są również niezbędne do zminimalizowania zużycia narzędzia i uniknięcia deformacji termicznej.
Stal SAE/AISI 1008 doskonale nadaje się do różnych procesów formowania ze względu na doskonałą plastyczność i odkształcalność. Typowe metody formowania obejmują głębokie tłoczenie, gięcie i tłoczenie. Niska zawartość węgla sprawia, że materiał ten może ulegać znacznym odkształceniom bez pękania. Metody obróbki na zimno, takie jak wytłaczanie i spęczanie, są skuteczne w przypadku bardziej złożonych kształtów. Procesy te wykorzystują zdolność stali do zachowania wytrzymałości i dokładności wymiarowej pod wpływem naprężeń.
Spawanie stali SAE/AISI 1008 jest proste ze względu na niską zawartość węgla, która minimalizuje ryzyko hartowania i pękania. Materiał ten obsługuje różne techniki spawania, w tym spawanie punktowe, spawanie rzutowe i spawanie. Ważne jest jednak, aby zapewnić stały poziom węgla i przeprowadzać kontrole po spawaniu w celu sprawdzenia integralności spoin. Wstępne podgrzewanie może być konieczne w przypadku grubszych sekcji, aby zapobiec naprężeniom termicznym i zapewnić jednolitą jakość spoiny.
Kucie stali SAE/AISI 1008 polega na podgrzaniu materiału do temperatury około 1315°C (2400°F), a następnie odkształceniu go do pożądanego kształtu. Proces ten zwiększa wytrzymałość i ciągliwość materiału poprzez udoskonalenie struktury ziarna. Kucie jest szczególnie przydatne do tworzenia komponentów wymagających wysokiej wytrzymałości i trwałości, takich jak części samochodowe i elementy maszyn przemysłowych.
Aby zwiększyć odporność na korozję i estetyczny wygląd, na stal SAE/AISI 1008 można nałożyć powłoki powierzchniowe, takie jak cynkowanie lub powlekanie. Cynkowanie polega na pokryciu stali warstwą cynku, która zapewnia ochronę przed korozją. Inne metody obróbki powierzchni, takie jak malowanie lub malowanie proszkowe, mogą być również stosowane w celu ochrony stali i przedłużenia jej żywotności w trudnych warunkach.
Poniżej znajdują się odpowiedzi na najczęściej zadawane pytania:
Stal SAE/AISI 1008 to stal niskowęglowa znana z doskonałych właściwości mechanicznych. Kluczowe właściwości mechaniczne obejmują:
Właściwości te sprawiają, że stal SAE/AISI 1008 nadaje się do różnych zastosowań, w tym do produkcji części samochodowych, maszyn i elementów konstrukcyjnych.
Ciągnienie na zimno znacząco wpływa na właściwości stali SAE/AISI 1008, poprawiając jej charakterystykę mechaniczną. Proces ten polega na przeciąganiu stali przez matryce, co zmniejsza jej powierzchnię przekroju poprzecznego i indukuje utwardzanie odkształceniowe. Skutkuje to niewielkim wzrostem wytrzymałości na rozciąganie, zwykle w zakresie od 43 900 do 51 900 psi, w porównaniu do stanu po walcowaniu. Granica plastyczności również wzrasta w wyniku hartowania, zapewniając lepszą odporność na odkształcenia. Dokładność wymiarowa i wykończenie powierzchni są znacznie lepsze, dzięki czemu stal jest bardziej odpowiednia do zastosowań precyzyjnych. Chociaż twardość nieznacznie wzrasta do około 100 Brinella, ciągliwość pozostaje dobra, z wydłużeniem przy zerwaniu na poziomie około 22%. Ogólnie rzecz biorąc, ciągnienie na zimno poprawia wytrzymałość i jakość stali SAE/AISI 1008, czyniąc ją bardziej wszechstronną w różnych zastosowaniach przemysłowych.
Stal AISI 1008 to stop stali niskowęglowej znany z doskonałej spawalności, plastyczności i ciągliwości, dzięki czemu jest bardzo wszechstronny w różnych zastosowaniach w wielu branżach. W przemyśle motoryzacyjnym jest ona powszechnie stosowana do produkcji paneli nadwozia, zbiorników paliwa, ram i wsporników ze względu na jej zdolność do poddawania się intensywnemu kształtowaniu i spawaniu. W sektorze budowlanym służy jako materiał na elementy konstrukcyjne, ramy, pokrycia dachowe, siding i infrastrukturę, taką jak mosty i stacje kolejowe. Towary konsumpcyjne i urządzenia korzystają z jego precyzyjnych wymiarów i gładkich wykończeń, dzięki czemu nadaje się do urządzeń domowych, mebli, elementów złącznych i produktów z drutu. Zastosowania w sprzęcie przemysłowym obejmują części maszyn o niskim obciążeniu i systemy HVAC, a jej korzystne właściwości sprawiają, że idealnie nadaje się do komponentów elektrycznych. Dodatkowo, stal AISI 1008 wykorzystywana jest do produkcji rur i przewodów, wykorzystując swoją plastyczność i spawalność.
Skład chemiczny stali SAE/AISI 1008 charakteryzuje się niską zawartością węgla i obecnością niewielkich ilości innych pierwiastków stopowych i zanieczyszczeń, dzięki czemu jest to łagodna stal węglowa o doskonałej spawalności i odkształcalności. Szczegółowy skład chemiczny jest następujący:
Skład ten definiuje SAE/AISI 1008 jako stal niskowęglową z minimalnymi dodatkami stopowymi, głównie żelazem o zawartości węgla około 0,10%, manganem między 0,30% a 0,50% oraz śladowymi zanieczyszczeniami utrzymywanymi w ścisłych granicach w celu utrzymania dobrych właściwości mechanicznych i doskonałej spawalności.
Normy ASTM mają kluczowe znaczenie dla zapewnienia, że stal SAE/AISI 1008 spełnia określone kryteria składu i właściwości mechanicznych dla swoich zamierzonych zastosowań. Stal SAE/AISI 1008, znana z doskonałej spawalności i odkształcalności, jest zgodna z kilkoma normami ASTM, takimi jak ASTM A568 i ASTM A513. Normy te określają dopuszczalne poziomy pierwiastków, takich jak węgiel (do 0,10%), mangan (do 0,50%), siarka i fosfor. Zapewnia to stałą jakość i wydajność w różnych partiach i u różnych producentów. Ponadto normy ASTM zawierają wytyczne dotyczące właściwości mechanicznych, takich jak wytrzymałość na rozciąganie i granica plastyczności, zapewniając przydatność materiału do zastosowań takich jak blachy walcowane na zimno i różne komponenty przemysłowe. Normy ASTM odgrywają zatem istotną rolę w utrzymaniu niezawodności i możliwości zastosowania stali SAE/AISI 1008 w różnych procesach inżynieryjnych i produkcyjnych.
Różnice między wyżarzaną i ciągnioną na zimno stalą SAE/AISI 1008 obejmują przede wszystkim różnice we właściwościach mechanicznych i mikrostrukturze wynikające z odpowiednich metod przetwarzania.
Wyżarzona stal SAE/AISI 1008, która jest poddawana procesowi obróbki cieplnej, wykazuje niższą wytrzymałość na rozciąganie (około 340 MPa) i granicę plastyczności (190-250 MPa), ale wyższą ciągliwość, z wydłużeniem przy zerwaniu w zakresie od 22% do 33%. Mikrostruktura charakteryzuje się bardziej wyrównaną i jednolitą strukturą ziarna, co prowadzi do lepszej skrawalności i plastyczności.
Z kolei ciągniona na zimno stal SAE/AISI 1008 ulega odkształceniu plastycznemu w temperaturze pokojowej, co skutkuje zwiększoną wytrzymałością na rozciąganie (około 370 MPa) i granicą plastyczności (250-310 MPa) z powodu utwardzania odkształceniowego. Proces ten zwiększa również nieznacznie twardość i zmniejsza ciągliwość, przy wydłużeniu wynoszącym zazwyczaj około 22%. Mikrostruktura staje się drobniejsza z większą gęstością dyslokacji.
Różnice te sprawiają, że wyżarzony SAE/AISI 1008 nadaje się do zastosowań wymagających dobrej formowalności i spawalności, takich jak panele nadwozia samochodowego i elementy konstrukcyjne. Ciągnienie na zimno SAE/AISI 1008 jest preferowane w zastosowaniach wymagających większej wytrzymałości i precyzyjnych tolerancji wymiarowych, takich jak precyzyjne wały i części zimnogięte.