
Jak obliczyć masę blachy: Podstawowe wzory
Czy zastanawiałeś się kiedyś, jak szybko obliczyć wagę blachy? Ten artykuł przedstawia prostą formułę, która...
Co by było, gdyby pojedynczy element mógł zmienić bezpieczeństwo i wydajność operacji podnoszenia ciężkich ładunków? Liny stalowe, często pomijane, są niezbędne w budownictwie, górnictwie i zastosowaniach morskich. W tym artykule omówiono różne rodzaje lin stalowych, ich specyficzne zastosowania i sposób wyboru odpowiedniego do potrzeb. Zanurz się, aby zrozumieć kluczowe specyfikacje i wskazówki dotyczące konserwacji, które zapewniają, że te liny działają najlepiej, minimalizując ryzyko i maksymalizując produktywność.

Lina stalowa jest wytwarzana poprzez skręcanie wielu wysokowytrzymałych drutów ze stali węglowej o średnicy od 0,3 do 3 mm w pasma, a następnie skręcanie kilku pasm wokół rdzenia w celu utworzenia liny. Istnieje wiele rodzajów lin stalowych, które można podzielić na różne kategorie według różnych metod.
Zgodnie z różnymi metodami skręcania, można je podzielić na cztery typy: układ lewy, układ prawy, układ lewy naprzemienny i układ prawy naprzemienny. Liny stalowe o prawym układzie naprzemiennym są powszechnie stosowane w operacjach podnoszenia.
Zgodnie z różnymi materiałami rdzenia, można je podzielić na trzy typy: rdzeń konopny, rdzeń azbestowy i rdzeń metalowy. Liny z rdzeniem konopnym, które są impregnowane olejem smarowym, są powszechnie stosowane w operacjach podnoszenia w celu zmniejszenia tarcia między splotkami i drutami oraz zapobiegania korozji.
Ze względu na różną liczbę splotów i drutów, można je podzielić na trzy typy: 6×19, 6×37 i 6×61. Najczęściej stosowane w operacjach podnoszenia są liny stalowe 6×19 i 6×37.
W zależności od różnych rodzajów obróbki powierzchni drutu, można je podzielić na dwa rodzaje: gładkie i ocynkowane. Gładkie liny stalowe są powszechnie stosowane w operacjach podnoszenia.
Zgodnie ze strukturą splotek liny stalowej, można ją podzielić na liny o styku punktowym, liny o styku liniowym i liny o styku powierzchniowym.
Liny ze stykiem punktowym mają taką samą średnicę drutów stalowych w każdej warstwie, ale różne skoki spirali, więc druty krzyżują się, tworząc styki punktowe. Naprężenie styku jest bardzo wysokie podczas pracy, co sprawia, że druty są podatne na zużycie i pękanie, ale ich proces produkcyjny jest prosty.
Liny o styku liniowym mają stalowe druty o różnej grubości w splocie, z cienkimi drutami umieszczonymi w rowkach grubszych drutów, tworząc stan styku liniowego między grubymi i cienkimi drutami. Ponieważ naprężenie stykowe lin stalowych o styku liniowym jest mniejsze, żywotność liny stalowej jest dłuższa, a jednocześnie zwiększa się jej elastyczność.
Ze względu na gęsty kontakt liny stalowej, ta sama średnica liny stalowej ma większe napięcie zrywające. Jednokierunkowo skręcana lina stalowa o tej samej średnicy drutów stalowych wewnątrz splotki również należy do typu styku liniowego.
Sploty liny stykowej mają specjalny kształt, wykorzystujący profilowane druty stalowe, które stykają się ze sobą w sposób płaski. Jej zalety to gładka powierzchnia, dobra odporność na korozję i zużycie, a także może wytrzymać większe siły boczne; jest jednak droga, więc jest używana tylko w specjalnych okazjach.
Do ogólnych operacji podnoszenia można stosować liny stalowe 6×19 i 6×37 z GB/T8918-1996 "Liny stalowe", a ich specyfikacje przedstawiono w Tabeli 1 i Tabeli 2.
Tabela 1 Napięcie zrywające liny stalowej
| Średnica | Wytrzymałość na rozciąganie liny stalowej / MPa | |||||
| Lina stalowa / mm | Drut stalowy / mm | 1400 | 1550 | 1700 | 1850 | 2000 |
| Całkowite naprężenie zrywające drutu stalowego /kN | ||||||
| 6.2 | 0.4 | 20.00 | 22.10 | 24.30 | 26.40 | 28.60 |
| 7.7 | 0.5 | 31.30 | 34.60 | 38.00 | 41.30 | 44.70 |
| 9.3 | 0.6 | 45.10 | 49.60 | 54.70 | 59.60 | 64.40 |
| 11.0 | 0.7 | 61.30 | 67.90 | 74.50 | 81.10 | 87.70 |
| 12.5 | 0.8 | 80.10 | 88.70 | 97.30 | 105.50 | 114.50 |
| 14.0 | 0.9 | 101.00 | 112.00 | 123.00 | 134.00 | 114.50 |
| 15.5 | 1.0 | 125.00 | 138.50 | 152.00 | 165.50 | 178.50 |
| 17.0 | 1.1 | 151.50 | 167.50 | 184.00 | 200.00 | 216.50 |
| 18.5 | 1.2 | 180.00 | 199.50 | 219.00 | 238.00 | 257.50 |
| 20.0 | 1.3 | 21150 | 234.00 | 257.00 | 279.50 | 302.00 |
| 21.5 | 1.4 | 245.50 | 271.50 | 298.00 | 324.00 | 350.50 |
| 23.0 | 1.5 | 281.50 | 312.00 | 342.00 | 372.00 | 402.50 |
| 24.5 | 1.6 | 320.50 | 355.00 | 389.00 | 423.50 | 458.00 |
| 26.0 | 1.7 | 362.00 | 400.50 | 439.50 | 478.00 | 517.00 |
| 28.0 | 1.8 | 405.50 | 499.00 | 492.50 | 536.00 | 579.50 |
| 31.0 | 2.0 | 501.00 | 554.50 | 608.50 | 662.00 | 715.50 |
| 34.0 | 2.2 | 606.00 | 671.00 | 736.00 | 801.00 | - |
| 37.0 | 2.4 | 721.50 | 798.50 | 876.00 | 953.50 | - |
| 40.0 | 2.6 | 846.50 | 937.50 | 1025.00 | 1115.00 | - |
Tabela 2 Napięcie zrywające liny stalowej
| Średnica | Wytrzymałość na rozciąganie liny stalowej / MPa | |||||
| Lina stalowa / mm | Drut stalowy / mm | 1400 | 1550 | 1700 | 1850 | 2000 |
| Całkowite naprężenie zrywające drutu stalowego /kN | ||||||
| 8.7 | 0.4 | 39.00 | 43.20 | 47.30 | 51.50 | 55.70 |
| 11.0 | 0.5 | 60.00 | 67.50 | 74.00 | 80.60 | 87.10 |
| 13.0 | 0.6 | 87.80 | 97.20 | 106.50 | 116.00 | 125.00 |
| 15.0 | 0.7 | 119.50 | 132.00 | 145.00 | 157.50 | 170.50 |
| 17.5 | 0.8 | 156.00 | 172.50 | 189.50 | 206.00 | 223.00 |
| 19.5 | 0.9 | 197.50 | 218.50 | 239.50 | 261.00 | 282.00 |
| 21.5 | 1.0 | 243.50 | 270.00 | 296.00 | 322.00 | 348.50 |
| 24.0 | 1.1 | 295.00 | 326.50 | 358.00 | 390.00 | 421.50 |
| 26.0 | 1.2 | 351.00 | 388.50 | 426.50 | 464.00 | 501.50 |
| 28.0 | 1.3 | 412.00 | 456.50 | 500.50 | 544.50 | 589.00 |
| 30.0 | 1.4 | 478.00 | 529.00 | 580.50 | 631.50 | 683.00 |
| 32.5 | 1.5 | 548.50 | 607.50 | 666.50 | 725.00 | 784.00 |
| 34.5 | 1.6 | 624.50 | 691.50 | 758.00 | 825.00 | 892.00 |
| 36.5 | 1.7 | 705.00 | 780.50 | 856.00 | 931.50 | 1005.00 |
| 39.0 | 1.8 | 790.00 | 875.00 | 959.50 | 1040.00 | 1125.00 |
| 43.0 | 2.0 | 975.50 | 1080.00 | 1185.00 | 1285.00 | 1390.00 |
| 47.5 | 2.2 | 1180.00 | 1305.00 | 1430.00 | 1560.00 | - |
| 52.0 | 2.4 | 1405.00 | 1555.00 | 1705.00 | 1855.00 | - |
| 56.0 | 2.6 | 1645.00 | 1825.00 | 2000.00 | 2175.00 | - |
Liny stalowe stosowane obecnie w żurawiach mają głównie wspólną konstrukcję, liny 6×19 i liny 6×37.
Zgodnie z krajową normą "Round Strand Steel Wire Ropes" (GB1102-74), metoda znakowania lin stalowych jest następująca:
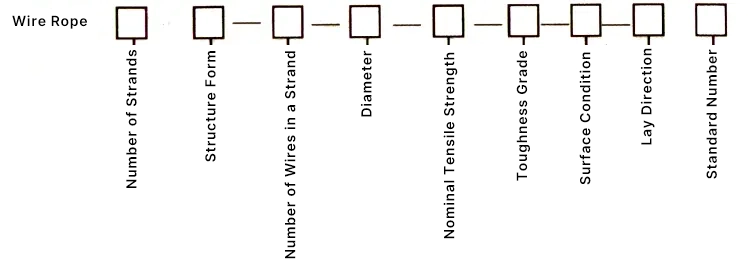
Na przykład, lina stalowa 6×37-15.0-170-I z jedną powłoką cynkowo-prawą GB1102-74
Oznacza to, że okrągła lina stalowa jest wykonana z 6 splotek, ze strukturą styku punktowego, 37 drutami na splotkę, rdzeniem z włókna, średnicą liny stalowej 15,0 mm, wykonaną z drutu stalowego ocynkowanego klasy I o nominalnej wytrzymałości na rozciąganie 1700 MPa, a układ liny stalowej jest prawym regularnym układem.
Gdy liny stalowe mają tę samą średnicę, im niższa nominalna wytrzymałość na rozciąganie, tym więcej drutów na splotkę i im drobniejsza średnica drutów, tym lepsza elastyczność liny, ale lina stalowa jest bardziej podatna na zużycie. I odwrotnie, im grubsza średnica drutu w każdym splocie, tym gorsza elastyczność liny stalowej, ale bardziej odporna na zużycie.
Dlatego też różne rodzaje lin stalowych mają różne zakresy zastosowania. W oparciu o rzeczywiste potrzeby operacji podnoszenia i olinowania, wybór lin stalowych może ogólnie uwzględniać następujące zasady:
Liny stalowe o tym samym kierunku ułożenia mają gładszą powierzchnię, są bardziej miękkie i mają dobrą odporność na zmęczenie przy zginaniu, co czyni je bardziej trwałymi; jednak wadą jest to, że splotki mają tendencję do poluzowywania się na zerwanym końcu liny, powodując obracanie się podczas zawieszania ciężkich przedmiotów i są podatne na zwijanie się i skręcanie, więc nie powinny być używane samodzielnie w operacjach podnoszenia. Liny stalowe o zmiennym splocie są powszechnie stosowane w operacjach podnoszenia.
Maksymalna siła rozciągająca, jaką może wytrzymać lina stalowa o określonej specyfikacji, ma pewien limit. Przekroczenie tego limitu spowoduje uszkodzenie lub zerwanie liny stalowej, dlatego konieczne jest obliczenie naprężenia liny stalowej podczas pracy.
Siłę zrywającą linę stalową można znaleźć w tabelach 1 i 2. Biorąc pod uwagę nierównomierną siłę działającą na każdy drut z powodu skręcenia liny stalowej, siłę zrywającą całej liny stalowej należy obliczyć w następujący sposób:
SP =ΨΣSi
Gdzie
Jednak w miejscu pracy zazwyczaj brakuje danych graficznych, a dokładne obliczenia nie są wymagane. W takim przypadku do oszacowania siły zrywającej linę stalową można użyć innych powiązanych wzorów (tylko do oszacowania danych, a nie standardowych wzorów).
Aby zapewnić bezpieczeństwo operacji podnoszenia, dopuszczalna siła rozciągająca liny stalowej jest tylko ułamkiem jej siły zrywającej. Stosunek zrywającej siły rozciągającej do dopuszczalnej siły rozciągającej stanowi współczynnik bezpieczeństwa. Poniższa tabela 3 zawiera listę współczynników bezpieczeństwa dla lin stalowych o różnych zastosowaniach.
Tabela 3 Współczynnik bezpieczeństwa liny stalowej
| Użycie | Współczynnik bezpieczeństwa | Użycie | Współczynnik bezpieczeństwa |
| Używane jako liny odciągowe i holownicze | 3.5 | Urządzenia podnoszące z napędem mechanicznym | 5-6 |
| Ręcznie napędzane urządzenia podnoszące | 4.5 | Używane jako zawiesia do podnoszenia (bez zginania) | 6-7 |
| Używane jako zawiesia do podnoszenia wiązań | 8 do 10 | Używany w windach pasażerskich | 14 |
P = SP / K
W formule
Gdy lina stalowa jest uszkodzona w pewnym stopniu, musi zostać zezłomowana zgodnie z przepisami. Standardy złomowania są następujące:
1. Lina powinna zostać złomowana, gdy liczba zerwanych drutów w obrębie jednego skoku (zwanego również warstwą, odnoszącą się do osiowej długości dowolnego splotu nawiniętego jednokrotnie) przekracza liczbę określoną w tabeli 4. Lina powinna być również złomowana, jeśli liczba zerwanych drutów jest niewielka, ale szybko wzrasta.
2. Linę należy złomować, gdy zużycie lub korozja liny osiągnie lub przekroczy 40% oryginalnej średnicy liny. Jeśli wartość ta mieści się w zakresie 40%, lina powinna zostać zdegradowana zgodnie z Tabelą 5. Gdy cała powierzchnia liny stalowej jest skorodowana w takim stopniu, że wżery są dobrze widoczne gołym okiem, linę należy zezłomować.
Tabela 4 Liczba przerw w złomie liny stalowej
| Współczynnik bezpieczeństwa K | Forma strukturalna | |||
| 6 ×19 | 6 ×37 | |||
| Układ alternatywny | Regular Lay | Układ alternatywny | Regular Lay | |
| <6 | 12 | 6 | 22 | 11 |
| 6~7 | 14 | 7 | 26 | 13 |
| >7 | 16 | 8 | 30 | 15 |
Tabela 5 Współczynnik redukcji
| Zużycie lub korozja powierzchni drutu (%) | Współczynnik redukcji (%) | Kontrola zużycia lub korozji powierzchni drutu (%) | Współczynnik redukcji (%) |
| 10 | 85 | 25 | 60 |
| 15 | 75 | 30-40 | 50 |
| 20 | 70 | >40 | O |
3. Liny stalowe, które zostały spalone lub dotknięte miejscowymi łukami elektrycznymi, powinny zostać złomowane.
4. Liny stalowe należy złomować, jeśli są spłaszczone, zdeformowane, mają wystające splotki lub druty, zniekształcenia przypominające klatkę, miejscowy wzrost średnicy liny, załamania lub zagięcia.
5. Liny stalowe powinny być złomowane, jeśli rdzeń jest uszkodzony, co skutkuje znacznym zmniejszeniem średnicy liny (osiągając 7%).
6. Dla lin stalowych używanych do podnoszenia gorących metale lub materiałów niebezpiecznych, liczba zerwanych drutów do złomowania powinna być o połowę mniejsza niż w przypadku ogólnych lin stalowych maszyn podnoszących, w tym redukcja spowodowana zużyciem powierzchni drutu lub korozją.
1. Liny stalowe muszą być prawidłowo rozwinięte. Aby uniknąć skręcenia i osłabienia liny stalowej podczas rozwijanie, musi być mocno zamocowany, aby zapobiec poluzowaniu podczas cięcia.
2. Liny stalowe nie mogą być przeciążone, nie powinny pracować pod obciążeniem udarowym, a prędkość robocza powinna być stabilna.
3. Podczas wiązania lub podnoszenia przedmiotów liny stalowe powinny unikać bezpośredniego kontaktu z ostrymi krawędziami i narożnikami przedmiotów, a w punktach styku powinny być wyściełane drewnianymi klockami, płótnem lub innymi materiałami wyściełającymi.
4. Kontakt lin stalowych z przewodami elektrycznymi jest surowo zabroniony, aby uniknąć uszkodzenia lub porażenia prądem. W pobliżu obiektów o wysokiej temperaturze należy podjąć środki izolacyjne.
5. Liny stalowe powinny unikać skręcania podczas użytkowania, a jeśli są skręcone, należy je natychmiast wyprostować. Podczas użytkowania należy zminimalizować liczbę zgięć i w miarę możliwości unikać zginania wstecznego.
6. Gdy liny stalowe są używane z bębnami lub krążkami, średnica bębna lub krążka powinna być co najmniej 16 razy większa niż średnica liny stalowej. Nie należy przewlekać liny przez uszkodzone koło pasowe, aby uniknąć przetarcia liny lub jej wysunięcia się z koła pasowego, co mogłoby spowodować wypadek.
7. Gdy liny stalowe przechodzą przez koła pasowe, średnica rowka koła pasowego powinna być o 1 do 2,5 mm większa niż średnica liny stalowej. Jeśli średnica rowka koła pasowego jest zbyt duża, lina łatwo ulega spłaszczeniu; jeśli jest zbyt mała, lina łatwo się zużywa.
8. Liny stalowe powinny być chronione przed zużyciem, korozją lub innymi warunkami fizycznymi i chemicznymi, które powodują pogorszenie wydajności. Liny stalowe używane do podnoszenia stopionych i żarzących się metali powinny być wyposażone w środki zapobiegające uszkodzeniom spowodowanym wysoką temperaturą.
9. Przed użyciem należy wybrać linę stalową o odpowiedniej średnicy w zależności od sytuacji użytkowania; podczas użytkowania należy często sprawdzać jej nośność i stan uszkodzenia; po użyciu należy ją konserwować na czas i prawidłowo przechowywać.
Inspekcje lin stalowych można podzielić na inspekcje rutynowe, okresowe i specjalne. Inspekcja rutynowa to inspekcja własna; inspekcja okresowa może być określona jako miesięczna lub roczna w oparciu o rodzaj sprzętu, częstotliwość użytkowania, środowisko i wyniki ostatniej inspekcji. Zakres kontroli i wymagania dotyczące lin stalowych przedstawiono w tabeli 6 poniżej.
Konkretne metody kontroli są następujące:
Należy policzyć liczbę przerwanych przewodów na jednej długości, w tym zarówno zewnętrznych, jak i wewnętrznych. Nawet jeśli na tym samym przewodzie występują 2 przerwy, należy je liczyć jako 2 przerwane przewody. Jeśli przerwana część przewodu przekracza połowę jego promienia, należy ją traktować jako przerwany przewód.
(1) Podczas inspekcji należy zwrócić uwagę na lokalizację uszkodzonych przewodów (np. odległość od końca) i stężenie uszkodzonych przewodów w celu określenia metody leczenia.
(2) Zwróć uwagę na lokalizację i kształt przerwanych drutów, tj. czy przerwa występuje w wystającej części splotu, czy w dolinie. Przyczynę przerwania przewodów można określić na podstawie ich kształtu.
Tabela 6 Części kontrolne liny stalowej
| Przedmioty | Rutynowa inspekcja | Kontrole okresowe i specjalne | |
| Lina do biegania | Liny stalowe do podnoszenia, opuszczania i holowania dźwigów | Obserwuj całą linę stalową przy niskiej prędkości, zwracając szczególną uwagę na następujące części: 1. Końcowa część stała 2. Część przechodząca przez koło pasowe | Oprócz kompleksowej kontroli przy niskiej prędkości, należy zwrócić szczególną uwagę na następujące części: 1. Stała część łącząca na bębnie 2. Lina nawinięta na bęben 3. Przez linę stalową koła pasowego 4. Lina stalowa na kole balansowym 5. Inne części stałego połączenia |
| Lina stalowa do dźwigów linowych | Oprócz części, które zwykle można obserwować, należy zwrócić szczególną uwagę na końcowe części mocujące | Dokładna inspekcja całej długości | |
| Lina statyczna | Lina | Oprócz części, które zwykle można obserwować, należy zwrócić szczególną uwagę na końcowe części mocujące | Dokładna inspekcja całej długości |
| Lina wiążąca | Oprócz obserwacji całej długości, należy zwrócić szczególną uwagę na następujące części: 1. Część wiązana 2. Część łącząca z podnośnikiem | ||
Kontrola zużycia obejmuje głównie stan zużycia i pomiar średnicy.
Istnieją dwa rodzaje stanów zużycia: zużycie koncentryczne i zużycie mimośrodowe. Zużycie mimośrodowe lin stalowych występuje głównie w sytuacjach, w których ruch liny jest niewielki, sprzęt do podnoszenia jest ciężki i występują duże zmiany napięcia. Na przykład lina podnosząca elektromagnetycznego żurawia przyssawkowego jest podatna na tego rodzaju zużycie. Zarówno zużycie mimośrodowe, jak i koncentryczne zmniejszają wytrzymałość liny stalowej.
Istnieją dwa rodzaje korozji: korozja zewnętrzna i korozja wewnętrzna.
Kontrola korozji zewnętrznej i korozji wewnętrznej: wizualna kontrola rdzy i wżerów na linie stalowej oraz stanu rozluźnienia liny. Korozja wewnętrzna nie jest łatwa do sprawdzenia.
Korozja wewnętrzna nie jest łatwa do sprawdzenia. Jeśli średnica liny stalowej jest cienka (≤20 mm), można ją zgiąć ręcznie w celu przeprowadzenia inspekcji; jeśli średnica jest większa, inspekcję wewnętrzną można przeprowadzić za pomocą splotu liny stalowej. Po inspekcji lina stalowa powinna zostać przywrócona do pierwotnego stanu, uważając, aby nie uszkodzić rdzenia i należy nałożyć smar.
Lina stalowa nie powinna być zawiązana, ani nie powinna wykazywać znacznych odkształceń falowych.
Uszkodzenia spawalnicze powinny być traktowane jak zerwane przewody.
Zgodnie z testami, dobrze nasmarowana lina stalowa może wytrzymać 48 500 cykli testów zmęczeniowych i wielokrotnego zginania przy 10% całkowitej liczby drutów zerwanych w jednej warstwie, podczas gdy ta sama specyfikacja liny stalowej bez smarowania wytrzymuje tylko 22 500 cykli, co podkreśla znaczenie smarowania.







