
Łączenie metali: Objaśnienie spawania, nitowania i gwintowania
Jak budujemy maszyny, które napędzają nasz świat? Zanurz się w sztuce mechanicznego łączenia, gdzie metal spotyka się z...
W jaki sposób skomplikowane części maszyn, takie jak bloki silnika i korpusy pomp, są tworzone ze stopionego metalu? Ten artykuł zagłębia się w fascynujący świat odlewania, od tradycyjnego odlewania piaskowego po innowacyjne techniki specjalne. Badając procesy, materiały i stosowane metody, czytelnicy uzyskają kompleksowe zrozumienie tego, jak złożone części metalowe są formowane z precyzją i wydajnością. Niezależnie od tego, czy jesteś ciekawy podstaw formowania, czy specyfiki odlewania inwestycyjnego, ten przewodnik zapewnia cenny wgląd w podstawowe techniki, które kształtują nasz krajobraz przemysłowy.
Metoda formowania odlewów (półfabrykatów lub części) o określonych kształtach i właściwościach poprzez topienie metalu, wykonywanie form i wlewanie stopionego metalu do wnęki formy, czekając aż ostygnie i zestali się, nazywana jest odlewaniem. Odlewanie jest szeroko stosowane w przemyśle maszynowym i jest jedną z głównych metod produkcji półfabrykatów lub części.
Proces formowania odlewów ma następujące cechy:
Proces produkcji odlewów obejmuje wiele etapów, a czynniki wpływające na jakość odlewów są złożone. Łatwo jest wytworzyć wady odlewnicze, takie jak niewystarczające zalanie, ubytki skurczowe, porowatość, otwory piaskowe i pęknięcia, co skutkuje wysokim wskaźnikiem złomu.
Formowanie odlewów dzieli się na dwie główne kategorie: odlewanie piaskowe i odlewanie specjalne, w oparciu o materiały formy, metody formowania i warunki zalewania. Odlewanie piaskowe to tradycyjna metoda odlewania z elastycznymi procesami i niskimi kosztami. Odlewanie specjalne odnosi się do metod odlewania innych niż odlewanie piaskowe.
Wydajność odlewania stopu to wydajność procesu wykazywana przez stop podczas procesu formowania odlewu. Jakość odlewu wpływa bezpośrednio na wewnętrzną i zewnętrzną jakość odlewu. Główne aspekty wydajności odlewania obejmują płynność, skurcz, utlenianie, absorpcję gazu i tendencję do segregacji stopu odlewniczego.
Metoda odlewania wykorzystująca piasek formierski jako materiał do przygotowania formy nazywana jest odlewaniem piaskowym, które polega na wlaniu stopionego metalu do wnęki formy piaskowej i uzyskaniu odlewu po jego schłodzeniu i zestaleniu.
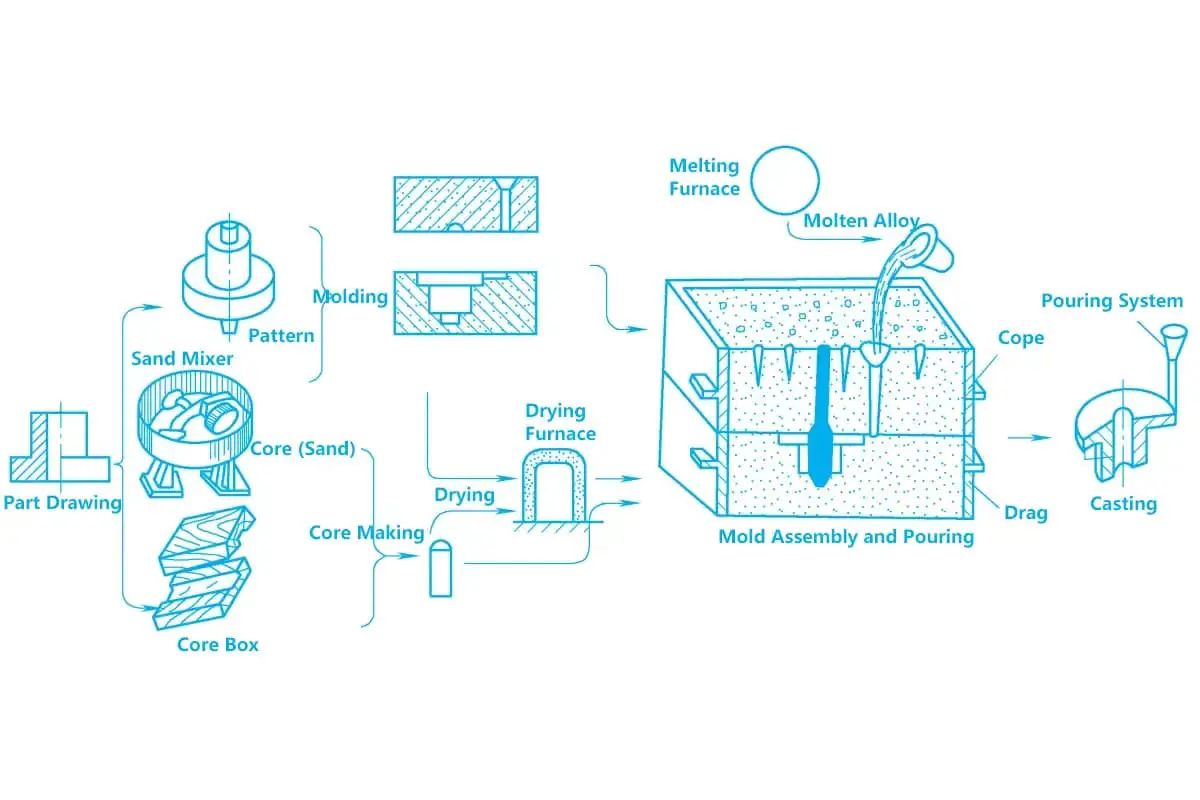
W produkcji odlewów część używana do formowania zewnętrznego konturu odlewu nazywana jest formą, a część używana do formowania wewnętrznej wnęki lub lokalnego kształtu odlewu nazywana jest rdzeniem. Materiał użyty do wykonania formy nazywany jest masą formierską, a materiał użyty do wykonania rdzenia nazywany jest masą rdzeniową. Masa formierska i masa rdzeniowa nazywane są łącznie materiałami formierskimi. Proces odlewania w formach piaskowych przedstawiono na rysunku 1.
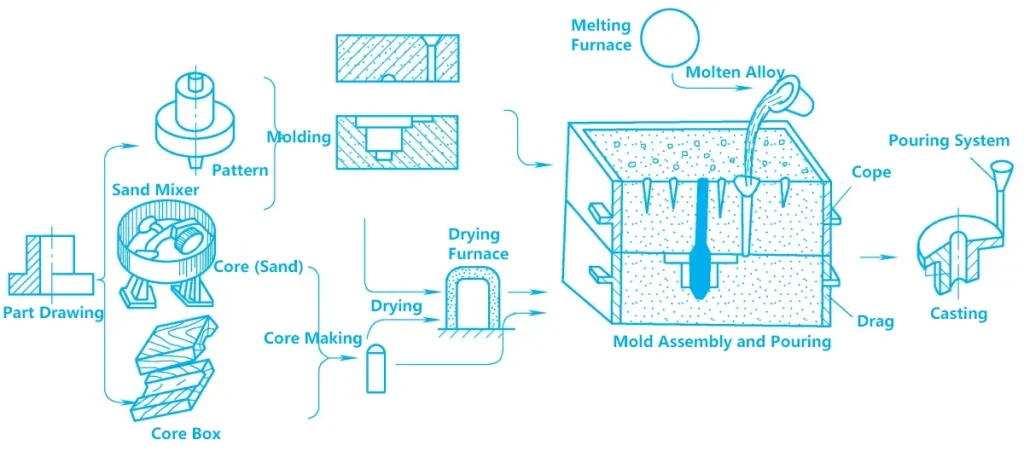
Formowanie to proces formowania wewnętrznej wnęki formy piaskowej za pomocą wzoru, który tworzy zewnętrzny kontur odlewu po zalaniu. Jest to najbardziej podstawowy proces w odlewnictwie piaskowym i dzieli się na dwie kategorie: formowanie ręczne i formowanie maszynowe. Formowanie ręczne jest stosowane głównie do produkcji jednoczęściowej lub małoseryjnej, podczas gdy formowanie maszynowe jest stosowane głównie do produkcji masowej.
Istnieje wiele metod formowania ręcznego. Zgodnie z charakterystyką piaskownicy, istnieje formowanie dwupudełkowe, formowanie trójpudełkowe i formowanie wgłębne; zgodnie z charakterystyką modelu, istnieje formowanie z pełnym wzorem, formowanie z podzielonym wzorem, formowanie z kopaniem piasku, formowanie z fałszywym pudełkiem, formowanie luźnych elementów i formowanie skrobakiem.
W odlewnictwie, ten sam odlew może być formowany różnymi metodami. Wybór konkretnej metody zależy od takich czynników, jak charakterystyka strukturalna, rozmiar, partia produkcyjna i warunki produkcji odlewu.
Formowanie maszynowe obejmuje wszystkie operacje, takie jak napełnianie formy piaskiem (wypełnianie piaskiem), zagęszczanie piasku i usuwanie wzoru za pomocą maszyn do formowania. Formowanie maszynowe charakteryzuje się niską pracochłonnością, wysoką produktywnością, stabilną jakością odlewów i niewielkimi naddatkami na obróbkę. Jednak zagęszczanie piasku za pomocą formowania maszynowego nie może przeniknąć przez środkową skrzynkę, więc nie może być stosowane do formowania trójskrzynkowego.
Tworzenie rdzenia to proces napełniania piasku rdzeniowego do skrzynki rdzeniowej, zagęszczania, przycinania i innych procedur w celu utworzenia rdzenia. Ponieważ rdzeń jest łatwo uderzany przez stopiony metal i otoczony stopionym metalem o wysokiej temperaturze podczas wylewania, rdzeń musi mieć wyższą wytrzymałość, przepuszczalność, ogniotrwałość i zapadalność.
Aby zwiększyć wytrzymałość rdzenia, podczas jego produkcji można dodać kości rdzeniowe. Małe kości rdzeniowe często wykorzystują drut żelazny lub gwoździe, podczas gdy średnie i duże kości rdzeniowe często wykorzystują żeliwo do tworzenia szkieletu. Aby poprawić przepuszczalność rdzenia, można wykopać kanały wentylacyjne w środku rdzenia, aby połączyć się z zewnętrzną częścią formy. W przypadku większych rdzeni, w środku rdzenia można umieścić linie woskowe, koks, żużel itp.
Proces wlewania ciekłego metalu do formy nazywany jest zalewaniem. Zalewanie jest jednym z ważnych etapów zapewniających jakość odlewów. Odlewy złomowane z powodu zalewania stanowią od 20% do 30% całkowitej liczby złomowanych odlewów. W związku z tym podczas zalewania należy ściśle kontrolować temperaturę i prędkość zalewania.
Proces usuwania odlewów z formy piaskowej nazywany jest wytrząsaniem. Proces ten dzieli się na ręczny i maszynowy. Pierwszy z nich wykorzystywany jest w przypadku produkcji pojedynczych sztuk w małych partiach, podczas gdy drugi stosowany jest w produkcji masowej.
Kluczem do wytrząsania jest uchwycenie właściwego czasu otwarcia formy. Jeśli forma zostanie otwarta zbyt wcześnie, odlew nie ostygnie wystarczająco, powodując wady, takie jak deformacja i utwardzenie powierzchni, a w odlewie powstaną naprężenia wewnętrzne i pęknięcia. Jeśli forma zostanie otwarta zbyt późno, zajmie przestrzeń produkcyjną i oprzyrządowanie, zmniejszając produktywność. Czas wytrząsania jest związany z rozmiarem i kształtem odlewu oraz rodzajem stopu.
Procesy odcinania układu wlewowego, usuwania rdzenia, usuwania wypływek i zadziorów oraz czyszczenia przylegającego piasku po wytrząsaniu nazywane są czyszczeniem, aby powierzchnia odlewu spełniała wymagania.
Odlewanie piaskowe ma wiele zalet i jest szeroko stosowane, ale ma też pewne wady, takie jak niska dokładność wymiarowa odlewów, szorstka powierzchniaNiska produktywność, niestabilna jakość i wysoka pracochłonność.
Aby jeszcze bardziej poprawić jakość i wydajność produkcji odlewów, opracowano kilka zaawansowanych metod odlewania, które znacznie różnią się od zwykłego odlewania piaskowego. Te metody odlewania, które znacznie różnią się od zwykłego odlewania piaskowego, są zbiorczo określane jako odlewanie specjalne.
Istnieje wiele metod odlewania specjalnego, takich jak odlewanie inwestycyjne, odlewanie w formach metalowych, odlewanie ciśnieniowe, odlewanie odśrodkowe, odlewanie niskociśnieniowe, odlewanie w formach skorupowych, odlewanie w formach ceramicznych, odlewanie ciągłe, odlewanie próżniowe i odlewanie w formach magnetycznych. Poniżej przedstawiamy najczęściej stosowane metody, takie jak odlewanie inwestycyjne, odlewanie w formach metalowych, odlewanie ciśnieniowe i odlewanie odśrodkowe.
Odlewanie precyzyjne jest najczęściej stosowaną metodą odlewania precyzyjnego. Wykorzystuje ona materiały topliwe (takie jak wosk) do wykonania wzoru (wzór woskowy), pokrywa wzór kilkoma warstwami powłok ogniotrwałych, a po utwardzeniu i wysuszeniu topi wzór i odprowadza go z formy, aby uzyskać formę (skorupę) bez linii podziału. Po wypaleniu w wysokiej temperaturze i wylaniu uzyskuje się pożądany odlew. Ponieważ wosk jest często używany do wykonywania wzorów woskowych w odlewnictwie inwestycyjnym, jest on również powszechnie znany jako odlewanie metodą traconego wosku.
Charakterystyka i zastosowania odlewów inwestycyjnych:
Odlewanie inwestycyjne jest stosowane głównie do produkcji małych części o złożonych kształtach, wysokich wymaganiach dotyczących precyzji i trudnej obróbce, takich jak łopatki silnika, małe części w samochodach, ciągnikach i obrabiarkach. Jest również szeroko stosowany w przemyśle telekomunikacyjnym, maszynowym, oprzyrządowania i produkcji narzędzi.
Metoda wlewania ciekłego metalu do formy wykonanej z metalu w celu uzyskania odlewów nazywana jest odlewaniem w formach metalowych. Ponieważ formy metalowe mogą być stale ponownie wykorzystywane setki do tysięcy razy, odlewanie w formach metalowych jest również nazywane odlewaniem w formach trwałych.
Charakterystyka i zastosowania odlewania w formach metalowych:
Odlewanie w formach metalowych nadaje się głównie do masowej produkcji średnich i małych odlewów ze stopów metali nieżelaznych (takich jak aluminium, magnez, miedź itp.) o stosunkowo jednolitej grubości ścianki, takich jak aluminiowe tłoki, bloki cylindrów, głowice cylindrów samochodów, ciągników i silników spalinowych, obudowy silników, pokrywy skrzynek przyłączeniowych, tuleje ze stopów miedzi i tuleje. Może również produkować odlewy z metali żelaznych o prostych kształtach.
Odlewanie ciśnieniowe (określane jako odlewanie ciśnieniowe) to metoda, w której ciekły metal jest szybko wtłaczany do metalowej formy pod wysokim ciśnieniem i zestalany pod ciśnieniem w celu uzyskania odlewów. Odlewanie ciśnieniowe to szybko rozwijający się, niskoprzetwornikowy i bezprzetwornikowy proces formowania w nowoczesnej technologii obróbki metali.
Charakterystyka i zastosowania odlewów ciśnieniowych:
Odlewanie ciśnieniowe jest szeroko stosowane w przemyśle motoryzacyjnym, ciągnikach, instrumentach, instrumentach elektronicznych, przemyśle obronnym, sprzęcie medycznym itp., takich jak bloki cylindrów silnika, głowice cylindrów, obudowy skrzyni biegów, pokrywy silnika, obudowy instrumentów i kamer oraz wsporniki, złącza rurowe, koła zębate itp.
Obecnie jest on stosowany głównie do małych (poniżej 10 kg) odlewów z metali nieżelaznych w produkcji masowej, przy czym najczęściej stosowane są odlewy ciśnieniowe ze stopów cynku i aluminium.
Odlewanie odśrodkowe to metoda odlewania, w której ciekły metal jest wlewany do szybko obracającej się formy, wypełniając ją i krzepnąc pod wpływem siły odśrodkowej.
Charakterystyka i zastosowania odlewania odśrodkowego:
Odlewanie odśrodkowe jest stosowane głównie do produkcji pustych odlewów korpusów obrotowych, takich jak tuleje cylindrowe i tuleje. Ponadto może odlewać różne gęste i wysokowytrzymałe odlewy kształtowe, takie jak małe wirniki i kształtowe narzędzia tnące. Odlewanie odśrodkowe nadaje się do różnych materiałów metalowych, produkując odlewy o wadze do kilku ton lub o minimalnej średnicy otworu 7 mm.

