Przekładnie walcowe: Pośredni przewodnik techniczny
Wyobraź sobie świat, w którym maszyny działają płynniej i ciszej, z większą wydajnością i mniejszym zużyciem. To nie jest...

Koła zębate są jednym z ważnych elementów przekładni mechanicznej. Ze względu na dokładne przełożenie, wysoki transfer mocy, wysoką wydajność, zwartą konstrukcję, dobrą niezawodność i trwałość, są one szeroko stosowane. Kluczem do obróbki kół zębatych jest obróbka ich zębów. Ponieważ obróbka skrawaniem pozwala osiągnąć wyższą dokładność profilu zęba i mniejsze wartości chropowatości powierzchni zęba, jest to obecnie główna metoda obróbki kół zębatych.
Istnieje wiele metod obróbki skrawaniem kół zębatych, ale pod względem zasad ich obróbki istnieją dwa rodzaje: metoda formowania i metoda generowania.
Metoda formowania kół zębatych wykorzystuje frez o kształcie ostrza zgodnym z przekrojem obrabianego gniazda zęba koła zębatego do obróbki profilu zęba koła zębatego na półfabrykacie koła zębatego. Ten typ frezu formującego obejmuje zazwyczaj frezy o profilu jednozębnym i frezy o profilu wielozębnym, frezy kształtowe itp.
Powszechnie stosowane frezy do kół zębatych o profilu jednozębnym obejmują frezy tarczowe do kół zębatych i frezy palcowe do kół zębatych, jak pokazano na rysunku 1. Frezy tarczowe do kół zębatych nadają się do obróbki cylindrycznych kół zębatych stożkowych prostych i cylindrycznych kół zębatych walcowych o module mniejszym niż 8 mm.
Frezy palcowe do kół zębatych nadają się do obróbki cylindrycznych kół zębatych stożkowych prostych, cylindrycznych kół zębatych walcowych, zwłaszcza kół zębatych w jodełkę, o module 8-40 mm. Zaletą tej metody jest to, że stosowane narzędzia i osprzęt są stosunkowo proste, obrabiane na zwykłej frezarce uniwersalnej, a koszt produkcji jest niski. Ponieważ jednak profil zęba koła zębatego jest ewolwentowy, w przypadku kół zębatych o tym samym module, o ile liczba zębów jest różna, ich ewolwentowe kształty profilu zębów nie są takie same, co wymaga różnych frezów formujących.
W rzeczywistej produkcji każdy moduł ma zwykle tylko zestaw 8 lub 15 frezów formujących, z których każdy nadaje się do obróbki określonego zakresu liczb zębów. W związku z tym profil obrabianego zęba jest przybliżony, więc dokładność obróbki jest niska, a czas pomocniczy frezowania zębów jest długi, co skutkuje niższą produktywnością. W związku z tym stosowanie frezów profilowych z pojedynczym zębem jest odpowiednie tylko do obróbki kół zębatych o precyzji poniżej klasy 9 w produkcji jednoczęściowej, małoseryjnej lub naprawach, gdzie precyzja nie jest wysoka.
Przy użyciu frezów profilowych z wieloma zębami, takich jak frezy do kół zębatych lub frezy kształtowe do kół zębatych, kształt zęba ewolwentowego frezu może być wytwarzany zgodnie z precyzją profilu zęba przedmiotu obrabianego. Podczas obróbki można wykonać jeden lub kilka profili zębów kół zębatych w jednym cyklu roboczym maszyny, przy czym zarówno precyzja, jak i wydajność są stosunkowo wysokie.
Jednak frezy do kół zębatych i frezarki do kół zębatych są narzędziami specjalnymi, o złożonej strukturze, trudnymi w produkcji i wysokimi kosztami. Każdy zestaw narzędzi może obrabiać tylko koła zębate o jednym module i jednej liczbie zębów, a używany sprzęt również musi być specjalistyczny. Dlatego metoda ta nadaje się tylko do produkcji masowej.
Metoda generowania obróbki kół zębatych opiera się na zasadzie zazębiania kół zębatych, to znaczy przekształcania jednego z kół zębatych w parze zazębiania kół zębatych w narzędzie, traktowania drugiego jako przedmiotu obrabianego i zmuszania narzędzia i przedmiotu obrabianego do wykonywania ścisłego ruchu zazębiania, wycinając w ten sposób profil zęba koła zębatego na przedmiocie obrabianym, ruch ten nazywany jest ruchem generującym. Na przykład proces frezowania obwiedniowego kół zębatych jest równoważny procesowi zazębiania się pary kół zębatych śrubowych, jak pokazano na rysunku 2.
a) Frezowanie kół zębatych
b) Tworzenie krzywej profilu zęba
W zazębiającej się parze kół zębatych jedno koło zębate walcowe ma bardzo mało zębów, a kąt pochylenia linii śrubowej na jego kole podziałowym jest również bardzo mały, więc przybiera kształt ślimaka. Po nacięciu, dłutowaniu, hartowaniu i szlifowaniu ślimak staje się płytą zębatą.
Gdy koło zębate porusza się z podaną prędkością prędkość cięcia i wykonuje ruch generujący z nacinanym kołem zębatym, ewolwentowy profil zęba jest stopniowo wycinany na obrabianym przedmiocie, oczywiście ten profil zęba jest otoczony przez szereg ciągłych pozycji profilu zęba płyty podczas ruchu generującego.
Podczas obróbki kół zębatych zgodnie z zasadą metody generowania, kształt krawędzi skrawającej narzędzia nie odpowiada kształtowi przekroju obrabianego gniazda zęba koła zębatego, a jego profil ewolwentowy krawędzi skrawającej odnosi się tylko do liczby zębów samego narzędzia, bez związku z liczbą zębów obrabianego koła zębatego. Dlatego też, jeśli moduł i kąt nacisku są takie same, do obróbki kół zębatych o różnej liczbie zębów potrzebne jest tylko jedno narzędzie.
Ponadto możliwa jest również obróbka zmodyfikowanych kół zębatych poprzez zmianę odległości między narzędziem a obrabianym przedmiotem. Dokładność i produktywność obróbki kół zębatych metodą generowania są stosunkowo wysokie, ale wymagane są specjalistyczne obrabiarki i narzędzia do cięcia kół zębatych. Ogólnie rzecz biorąc, struktura specjalistycznych obrabiarek do obróbki kół zębatych jest stosunkowo złożona, z wieloma mechanizmami przekładni i wysokimi kosztami sprzętu.
Istnieje wiele metod obróbki kół zębatych wykorzystujących zasadę metody generowania, z których najpopularniejsze to frezowanie obwiedniowe, kształtowanie, golenie, honowanie, szlifowanie itp. Chociaż narzędzia i obrabiarki stosowane w różnych metodach są różne, wszystkie mogą być stosowane do obróbki precyzyjnych kół zębatych w różnych rodzajach produkcji.
Frezowanie kół zębatych jest najczęściej stosowaną metodą obróbki kół zębatych, charakteryzującą się dobrą wszechstronnością, wysoką produktywnością i dobrą jakością obróbki.
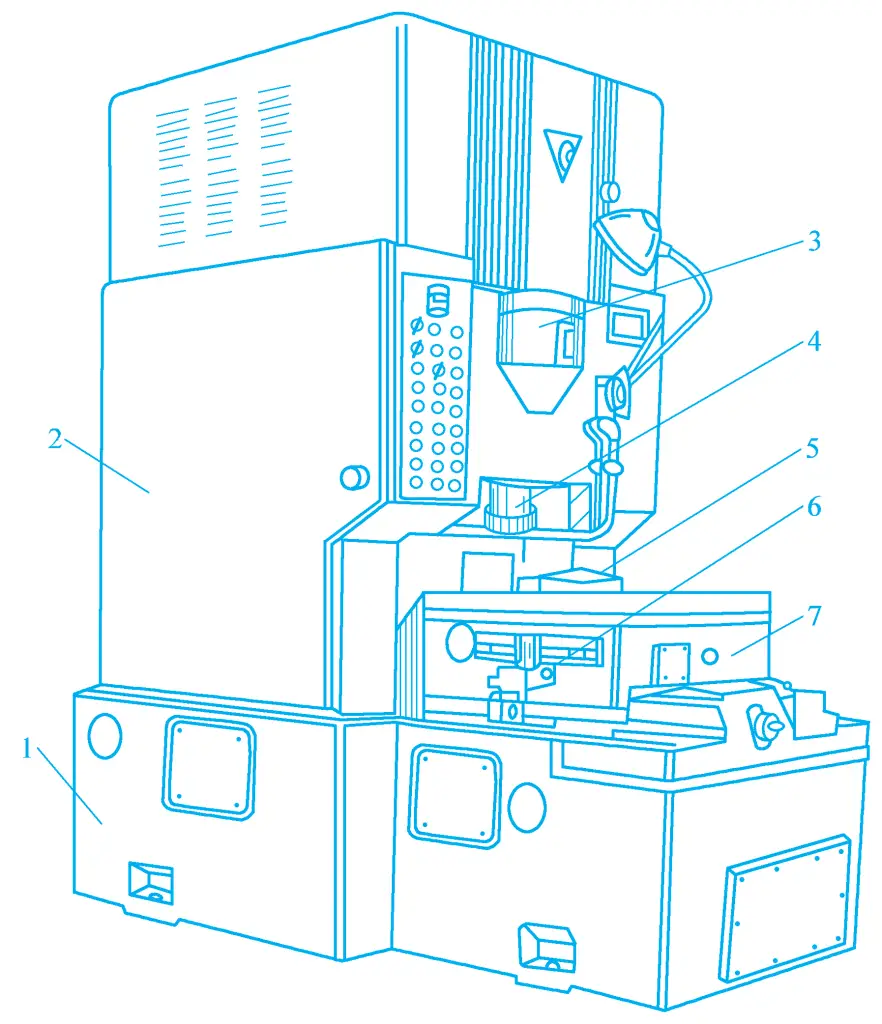
Obrabiarka do kół zębatych Y3150E jest średniej wielkości uniwersalną obrabiarką do kół zębatych, używaną głównie do obróbki prostych i śrubowych cylindrycznych kół zębatych, a także może wykorzystywać ręczną metodę posuwu promieniowego do obróbki przekładni ślimakowych. Obrabiarka ta może obrabiać koła zębate o maksymalnej średnicy 500 mm, maksymalnej szerokości 250 mm, maksymalnym module 8 mm i minimalnej liczbie zębów 5k (k to liczba głowic frezarskich).
Rysunek 3 przedstawia zewnętrzny kształt frezarki obwiedniowej do kół zębatych Y3150E, która składa się z głównych elementów, takich jak łoże 1, kolumna 2, suwak narzędziowy 3, korpus narzędzia 5, tylna kolumna 8 i stół roboczy 9. Kolumna 2 jest zamocowana na łożu 1, a suwak narzędziowy 3 napędza korpus narzędzia 5 w celu wykonania pionowego ruchu posuwowego lub szybkiego ruchu wzdłuż szyny prowadzącej kolumny. Płyta grzewcza jest zainstalowana na belce narzędziowej 4, napędzanej przez wrzeciono korpusu narzędzia 5, aby obracać się jako główny ruch.
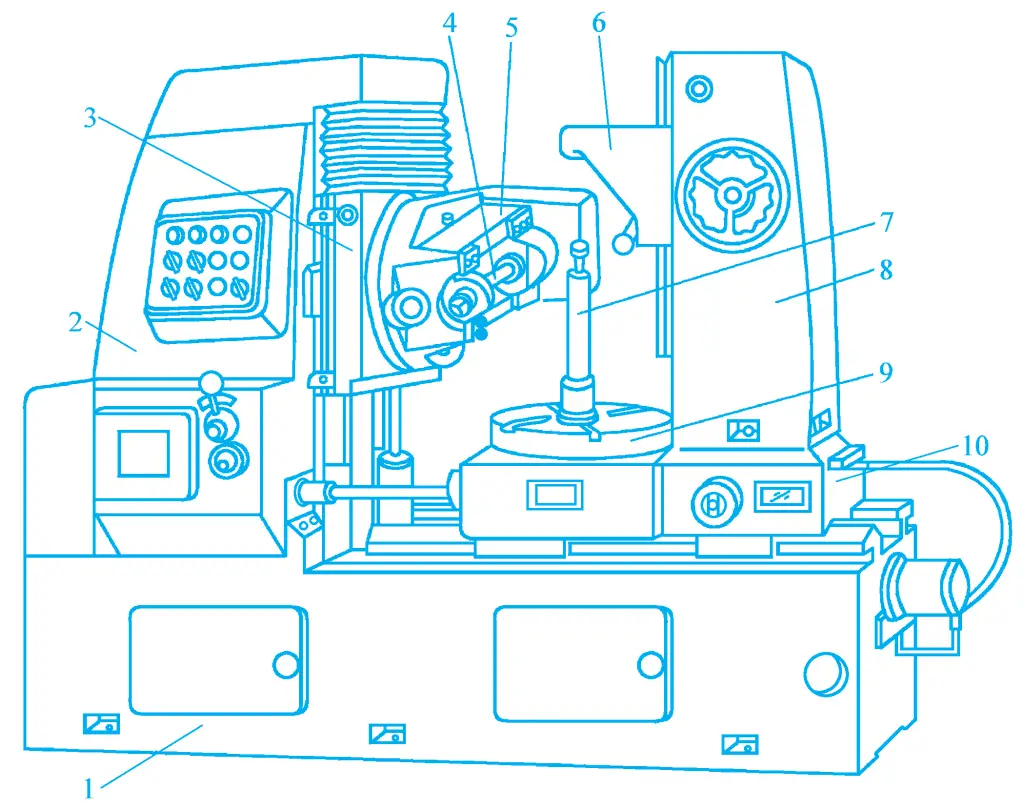
1-osobowe
2-kolumnowy
Suwak na 3 narzędzia
Pasek na 4 narzędzia
Korpus z 5 narzędziami
6-Bracket
7-wrzeciono
8-Kolumna tylna
9-Stół roboczy
10-maszynowe siodełko
Korpus narzędzia może obracać się wokół osi poziomej w celu dostosowania kąta montażu płyty. Obrabiany przedmiot jest mocowany na wrzecionie 7 stołu roboczego 9 lub bezpośrednio mocowany na stole roboczym, obracając się razem ze stołem roboczym.
Stół roboczy i tylna kolumna 8 są zamontowane na siodle maszyny 10, które może poruszać się wzdłuż poziomej szyny prowadzącej łoża w celu regulacji położenia promieniowego przedmiotu obrabianego lub wykonywania ręcznego ruchu posuwu promieniowego. Wspornik na tylnej kolumnie może podpierać górny koniec wrzeciona przedmiotu obrabianego za pomocą końcówki środkowej lub tulei wału, aby poprawić stabilność frezowania obwiedniowego.
Podczas obróbki kół zębatych za pomocą frezarki obwiedniowej zgodnie z zasadą metody generowania, konieczne jest ścisłe utrzymanie relacji ruchu między frezem a obrabianym przedmiotem. Dlatego ruchy robocze frezarki obwiedniowej podczas obróbki prostych cylindrycznych kół zębatych są następujące:
1) Ruch główny
Jest to ruch obrotowy płyty n 刀 (r/min). Prędkość płyty zależy od rozsądnej prędkości cięcia v(m/min) i średnicy płyty D 刀 (mm).
2) Generowanie ruchu
Jest to ruch złożony ruchu obrotowego płyty i ruchu obrotowego przedmiotu obrabianego, czyli ruch zazębienia między płytą a przedmiotem obrabianym, a relacja przenoszenia pary zazębiających się kół zębatych musi być dokładnie utrzymana między nimi. Zakładając, że liczba głowic frezarskich wynosi k, a liczba zębów na obrabianym przedmiocie wynosi z, to na jeden obrót frezu obrabiany przedmiot powinien obrócić się o k/z obrotów.
3) Osiowy ruch posuwowy
Jest to ciągły ruch posuwowy płyty wzdłuż kierunku osiowego przedmiotu obrabianego, wycinający profil zęba na całej szerokości zęba przedmiotu obrabianego. Zależność przekładni polega na tym, że na jeden obrót przedmiotu obrabianego frez posuwa się osiowo f(mm/r).
Oprócz powyższych trzech ruchów, konieczne jest również ręczne dostosowanie głębokości cięcia promieniowo wzdłuż przedmiotu obrabianego, aby wyciąć całą wysokość zęba.
Profil zęba walcowych kół zębatych walcowych jest linią śrubową, więc podczas frezowania walcowych kół zębatych walcowych, oprócz ruchu głównego, ruchu generującego i ruchu posuwu osiowego wymaganego do obróbki prostych cylindrycznych kół zębatych, aby utworzyć śrubową linię zęba, obrabiany przedmiot musi wykonać dodatkowy ruch, podczas gdy płyta wykonuje ruch posuwu osiowego, a oba muszą zachować pewną zależność, to znaczy, gdy płyta porusza się osiowo, obrabiany przedmiot powinien dokładnie dodać jeden obrót na jedno prowadzenie L linii śrubowej.
Przekładnie ślimakowe mogą być obrabiane na frezarce obwiedniowej Y3150E przy użyciu metody posuwu promieniowego. Obróbka przekładni ślimakowych wymaga trzech ruchów: ruchu głównego, ruchu generującego i ruchu posuwu promieniowego. Łańcuch transmisji ruchu głównego i ruch generujący są całkowicie takie same jak w przypadku obróbki prostych cylindrycznych kół zębatych, a ruch posuwu promieniowego można wykonać tylko ręcznie. Moduł, liczba głowic i średnica podziałowa ślimacznicy powinny być takie same jak ślimaka.
Podczas montażu frezu oś frezu powinna być prostopadła do osi obrabianej przekładni ślimakowej i znajdować się w płaszczyźnie środkowej przekładni ślimakowej. Gdy frez ślimakowy stopniowo wcina się od wierzchołka zęba do pełnej głębokości zęba obrabianego przedmiotu, należy zatrzymać posuw promieniowy, a obrabiany przedmiot nadal utrzymuje ruch zazębienia z frezem ślimakowym i tnie przez kilka obrotów, aby skorygować profil zęba.
Zębatka to frez w kształcie ślimaka, z kilkoma rowkami równo podzielonymi na obwodzie, prostopadłymi do linii spiralnej ślimaka lub równoległymi do osi zębatki. Po ukształtowaniu profilu zęba i wycięciu tylnej części zęba w celu uzyskania prawidłowego kształtu zęba i kąta tylnego, a następnie hartowaniu i szlifowaniu przedniej części, powstaje frez zębaty, jak pokazano na rysunku 4.
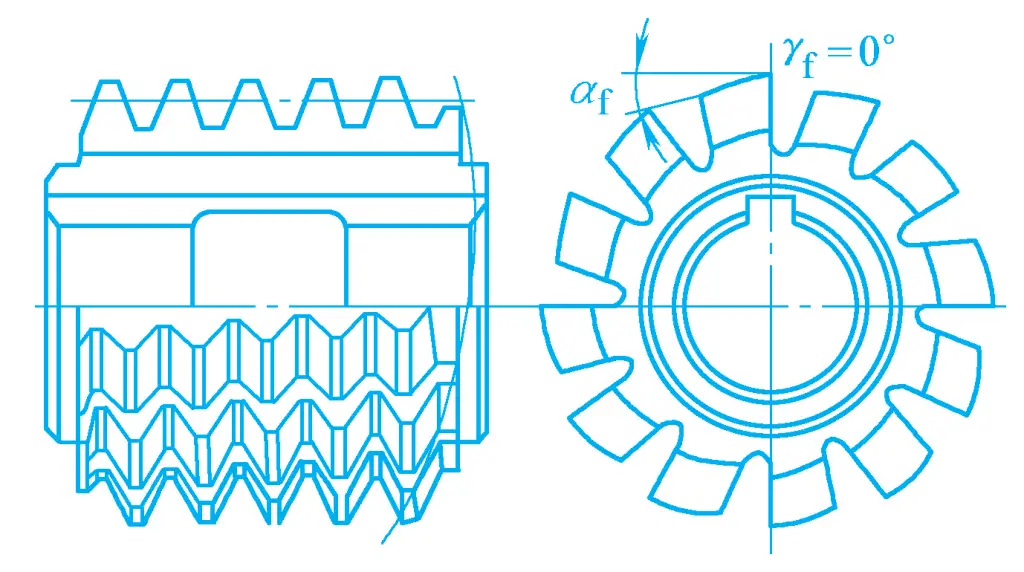
Koło zębate składa się z kilku pierścieni zębów tnących, z których każdy ma ostrze górne i dwa ostrza boczne po lewej i prawej stronie, przy czym zarówno ostrze górne, jak i ostrza boczne mają określony kąt nachylenia. Dwa boczne ostrza zęba tnącego są rozmieszczone na spiralnej powierzchni, która stanowi podstawowy ślimak płyty.
Płyty zębate są podzielone na klasy dokładności AA, A, B, C. Z grubsza, zależność między klasą dokładności płyty i klasą dokładności przetwarzanego koła zębatego jest pokazana w tabeli 1, w celu odniesienia przy wyborze płyty.
Tabela 1 Zależność między klasą dokładności płyty roboczej a klasą dokładności przekładni
| Hob Precision Grade | AA | A | B | C |
| Klasa precyzji przekładni | 6~7 | 7~8 | 8~9 | 9~10 |
Przy wyborze frezu zębatego, moduł i kąt profilu zęba frezu powinny być takie same jak normalny moduł i normalny kąt profilu zęba obrabianego koła zębatego, a jego klasa dokładności powinna również odpowiadać klasie dokładności obrabianego koła zębatego.
Podczas obróbki kół zębatych o małej średnicy, obrabiany przedmiot jest zaciskany na trzpieniu poprzez zlokalizowanie wewnętrznego otworu, a cylindryczny korpus na górnym końcu trzpienia jest podtrzymywany przez górną końcówkę lub tuleję na tylnym wsporniku kolumny w celu zwiększenia sztywności mocowania obrabianego przedmiotu. Podczas obróbki kół zębatych o większej średnicy, są one zwykle mocowane za pomocą podstawy i trzpienia z większą powierzchnią czołową lub koło zębate jest bezpośrednio mocowane na stole roboczym frezarki obwiedniowej.
Frezowanie kół zębatych jest szeroko stosowane, a jego główne cechy są odzwierciedlone w następujących aspektach:
1) Dobra zdolność adaptacji
Ponieważ frezowanie obwiedniowe kół zębatych wykorzystuje zasadę metody generowania, jedna frezarka może przetwarzać koła zębate o różnej liczbie zębów, które mają ten sam moduł i kąt profilu zęba, co znacznie rozszerza zakres obróbki kół zębatych.
2) Wysoka wydajność
Ponieważ płyta stale obraca się podczas obróbki, wykonując ciągłe cięcie przedmiotu obrabianego bez skoków jałowych, a płyty wielogłowicowe mogą być używane do poprawy wydajności obróbki zgrubnej.
3) Mały błąd skoku przekładni
Podczas frezowania obwiedniowego kół zębatych, kilka zębów frezu uczestniczy w cięciu w tym samym czasie, a wszystkie rowki zębate na obrabianym przedmiocie są wycinane przez te zęby frezu, co skutkuje niewielkim błędem skoku.
4) Bardziej szorstka powierzchnia zęba przekładni
Podczas frezowania obwiedniowego kół zębatych obrabiany przedmiot obraca się o 1 ząb, a frez obraca się o 1/k obrotów (k to liczba głowic frezarskich). Ponieważ liczba zębów frezu na koło na frezie obwiedniowym jest ograniczona, polilinia profilu zęba narzędzia, która tworzy linię obwiedni profilu zęba przedmiotu obrabianego, jest również bardzo ograniczona, znacznie mniejsza niż w przypadku kształtowania kół zębatych, więc wartość chropowatości powierzchni profilu koła zębatego przetwarzanego przez frezowanie obwiedniowe jest ogólnie większa niż w przypadku kształtowania kół zębatych.
5) Stosowany głównie do obróbki cylindrycznych kół zębatych o zębach prostych, cylindrycznych kół zębatych walcowych i przekładni ślimakowych.
Frezowanie nie może przetwarzać wewnętrznych kół zębatych i kół zębatych o mniejszych średnicach w zespołach wieloprzekładniowych.
Kształtowanie kół zębatych jest stosowane głównie do obróbki cylindrycznych kół zębatych o prostych zębach, szczególnie odpowiednich do obróbki wewnętrznych kół zębatych i kół zębatych o mniejszych średnicach w zespołach wieloprzekładniowych, których nie można obrabiać za pomocą frezowania obwiedniowego.
Wygląd maszyny do kształtowania kół zębatych typu Y5132 pokazano na rysunku 5. Składa się ona głównie z łoża 1, kolumny 2, słupka narzędziowego 3, wrzeciona 4, stołu roboczego 5, siodła 7 i innych elementów. Kolumna jest zamocowana na łóżku, frez do kształtowania kół zębatych jest zainstalowany na wrzecionie narzędzia, obrabiany przedmiot jest zaciśnięty na stole roboczym, a siodło może poruszać się promieniowo wzdłuż szyny prowadzącej łóżka, aby podawać obrabiany przedmiot do cięcia i szybko zbliżać się lub cofać.
1-osobowe
2-kolumnowy
Słupek z 3 narzędziami
4-Wrzeciono główne
5-Workbench
6-Wspornik bloku zatrzymania
7-osobowe siodło
Kształtowanie kół zębatych opiera się na zasadzie metody generowania. Frez do kształtowania kół zębatych jest zasadniczo kołem zębatym, którego powierzchnia czołowa jest szlifowana pod kątem przednim, a zarówno górna, jak i boczne zęby są szlifowane pod kątem tylnym, jak pokazano na rysunku 6a. Podczas kształtowania koła zębatego frez kształtowy i obrabiany przedmiot wykonują ruch zazębiający bez szczelin, stopniowo wycinając kształt zęba na obrabianym przedmiocie. Krzywa profilu zęba jest tworzona przez obwiednię chwilowych położeń krawędzi tnącej podczas wielokrotnych cięć przez frez kształtowy, jak pokazano na rysunku 6b.
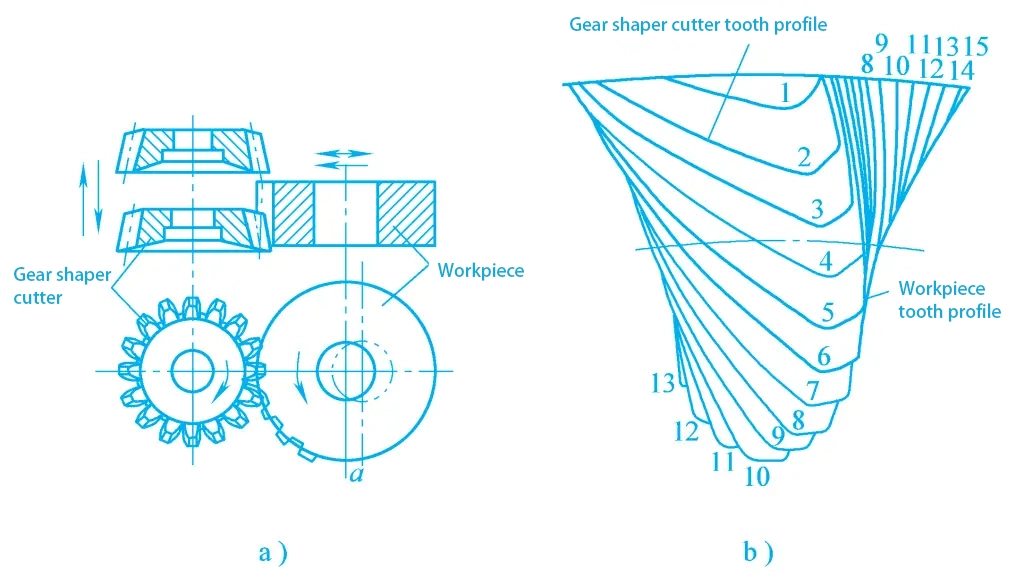
a) Kształtowanie przekładni
b) Tworzenie krzywej profilu zęba
Ruchy wymagane do obróbki cylindrycznych kół zębatych stożkowych prostych:
1) Ruch główny
Głównym ruchem podczas kształtowania kół zębatych jest posuwisto-zwrotny ruch liniowy wykonywany przez frez do kształtowania kół zębatych wzdłuż kierunku osiowego przedmiotu obrabianego. Ruch w dół frezu kształtowego to skok roboczy, a ruch w górę to skok jałowy. Główny ruch jest reprezentowany przez liczbę ruchów posuwisto-zwrotnych na minutę, tj. ruchów posuwisto-zwrotnych/min.
2) Generowanie ruchu
Podczas kształtowania kół zębatych, frez do kształtowania kół zębatych i obrabiany przedmiot muszą utrzymywać bezszczelinową relację ruchu zazębienia jako para cylindrycznych kół zębatych. Gdy frez kształtowy obraca się o jeden ząb, obrabiany przedmiot również musi obrócić się o jeden ząb. Zazębiający się ruch obrotowy wykonywany przez frez kształtowy i obrabiany przedmiot nazywany jest ruchem generującym.
3) Ruch posuwu okrężnego
Ruch posuwowy po okręgu to ruch obrotowy frezu kształtowego wokół własnej osi. Prędkość obrotowa określa prędkość obrotową przedmiotu obrabianego, a także wpływa na obciążenie frezu kształtowego, jakość powierzchni przedmiotu obrabianego, wydajność obróbki i żywotność frezu kształtowego. Wielkość posuwu kołowego jest reprezentowana przez długość łuku obracanego przez frez kształtowy na kole podziałowym dla każdego skoku posuwisto-zwrotnego, w jednostkach mm/na podwójny skok.
4) Promieniowy ruch posuwowy
Aby uniknąć uszkodzenia narzędzia i przedmiotu obrabianego z powodu nadmiernego obciążenia skrawającego, przedmiot obrabiany powinien stopniowo przesuwać się promieniowo w kierunku frezu kształtowego. Gdy obrabiany przedmiot zostanie nacięty na pełną głębokość zęba przez frez kształtowy, promieniowy ruch posuwowy zatrzymuje się, a obrabiany przedmiot obraca się ponownie, aby uzyskać pełny profil zęba. Wielkość posuwu promieniowego jest reprezentowana przez odległość posuwu promieniowego przedmiotu obrabianego dla każdego skoku posuwisto-zwrotnego frezu kształtowego, w jednostkach mm/na podwójny skok.
Promieniowy ruch posuwowy maszyny do kształtowania kół zębatych Y5132 uzyskuje się poprzez przesuwanie przedmiotu obrabianego w kierunku frezu do kształtowania kół zębatych napędzanego przez stół warsztatowy. Podczas obróbki stół warsztatowy przesuwa się szybko na większą odległość, aby zbliżyć obrabiany przedmiot do narzędzia, a następnie rozpoczyna promieniowe podawanie. Po zakończeniu obróbki przedmiotu obrabianego stół warsztatowy szybko powraca do swojej pierwotnej pozycji.
5) Ruch wycofywania narzędzia
Gdy frez do kształtowania kół zębatych porusza się w górę podczas suwu jałowego, aby uniknąć zarysowania powierzchni przedmiotu obrabianego i zmniejszyć zużycie narzędzia, między narzędziem a przedmiotem obrabianym powinna być szczelina około 0,5 mm. Zanim frez do kształtowania kół zębatych rozpocznie skok roboczy w dół, szybko powraca do swojej pierwotnej pozycji, aby umożliwić narzędziu wykonanie następnego cięcia. Ten ruch cofania i powrotu do pierwotnej pozycji nazywany jest ruchem cofania narzędzia. Ta obrabiarka wykonuje ruch wycofywania narzędzia poprzez wychylanie wrzeciona narzędziowego.
Istnieją głównie trzy rodzaje frezów do kształtowania kół zębatych o zębach prostych stosowanych w kształtowaniu kół zębatych: frez do kształtowania kół zębatych o zębach prostych typu tarczowego, frez do kształtowania kół zębatych o zębach prostych typu miseczkowego i frez do kształtowania kół zębatych o zębach prostych z chwytem stożkowym, jak pokazano na rysunku 7.
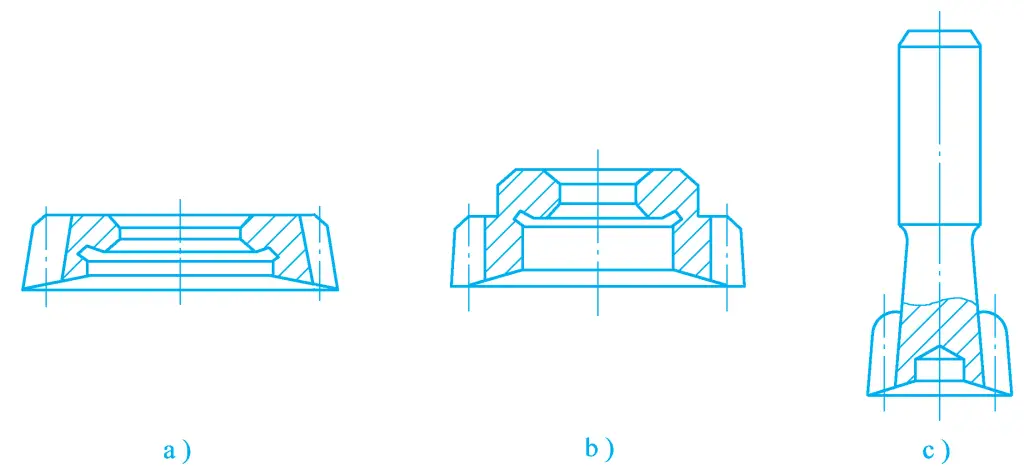
a) Frez tarczowy z zębami prostymi do kształtowania kół zębatych
b) Frez kształtowy z zębami prostymi typu miseczkowego
c) Frez do kształtowania kół zębatych z chwytem stożkowym o zębach prostych
Kształtowy frez tarczowy do kół zębatych o zębach prostych jest umieszczony w otworze wewnętrznym i na wsporczej powierzchni czołowej i jest przymocowany do wrzeciona maszyny za pomocą nakrętki. Stosowany jest głównie do obróbki zewnętrznych kół zębatych o zębach prostych i wewnętrznych kół zębatych o zębach prostych o dużej średnicy. Powszechnie stosowane średnice koła podziałowego to cztery typy: 75mm, 100mm, 160mm, 200mm, odpowiednie do obróbki kół zębatych o module 1~12mm.
Frez do kształtowania kół zębatych z zębami prostymi typu miseczkowego jest używany głównie do obróbki kół zębatych wielowahaczowych i kół zębatych z wypukłymi ramionami. Ten typ frezu do kształtowania kół zębatych jest pozycjonowany przez jego wewnętrzny otwór, a nakrętka mocująca może być umieszczona wewnątrz korpusu frezu. Powszechnie stosowane średnice koła podziałowego również dzielą się na cztery typy: 50mm, 75mm, 100mm, 125mm, odpowiednie do obróbki kół zębatych o module 1~8mm.
Frez stożkowy do kształtowania kół zębatych o zębach prostych jest integralną konstrukcją z chwytem stożkowym (chwyt stożkowy Morse'a) i jest połączony z wrzecionem maszyny za pomocą specjalnego złącza z wewnętrznym otworem stożkowym. Jest on używany głównie do obróbki wewnętrznych kół zębatych o zębach prostych. Nominalne średnice koła podziałowego są dwojakiego rodzaju: 25 mm i 38 mm, odpowiednie do obróbki kół zębatych o module 1 ~ 3,75 mm.
Istnieją trzy klasy dokładności frezów do kół zębatych: AA, A i B, które są używane w normalnych warunkach obróbki do obróbki kół zębatych o klasach dokładności odpowiednio 6, 7 i 8.
1) Wysoka dokładność profilu zęba
Zęby frezu do kół zębatych mogą być szlifowane przez precyzyjną szlifierkę do kół zębatych w celu uzyskania dokładnego ewolwentowego profilu zęba, dzięki czemu obrabiany profil zęba ma wysoką dokładność.
2) Uzyskana wartość chropowatości powierzchni profilu zęba jest stosunkowo mała
Podczas kształtowania kół zębatych, frez kształtowy w sposób ciągły wycina wióry na całej długości koła zębatego, podczas gdy podczas frezowania obwiedniowego kół zębatych, frez obwiedniowy za każdym razem wycina niewielką część profilu zęba w kierunku długości koła zębatego, a cała długość zęba jest formowana przez wielokrotne, przerywane cięcie frezu obwiedniowego. Dlatego też kształtowanie kół zębatych osiąga mniejszą wartość chropowatości powierzchni niż frezowanie obwiedniowe kół zębatych.
3) Sprzyja poprawie dokładności profilu zęba i zmniejszeniu wartości chropowatości powierzchni.
Podczas kształtowania kół zębatych, poprzez zmniejszenie posuwu obwodowego i zwiększenie liczby linii łamanych tworzących obwiednię ewolwentowego profilu zęba, poprawia się dokładność profilu zęba i wartość chropowatości powierzchni. Podczas frezowania obwiedniowego kół zębatych ewolwenta tego samego profilu zęba przedmiotu obrabianego jest otoczona mniejszą liczbą linii łamanych, przez co dokładność profilu zęba nie jest wysoka, a wartość chropowatości powierzchni jest większa.
4) Zmiana wspólnej normalnej długości przedmiotu obrabianego jest stosunkowo duża.
Podczas kształtowania kół zębatych, ze względu na obecność błędów skoku samego frezu do kształtowania kół zębatych, błędów instalacji frezu do kształtowania kół zębatych oraz skumulowanych błędów skoku koła ślimakowego napędzającego frez do kształtowania kół zębatych w celu obracania się na maszynie do kształtowania kół zębatych, wystąpi stosunkowo duży błąd kątowy, gdy frez do kształtowania kół zębatych obraca się. W związku z tym zmiana wspólnej normalnej długości kół zębatych przetwarzanych przez kształtowanie kół zębatych jest większa niż w przypadku kół zębatych przetwarzanych przez frezowanie obwiedniowe kół zębatych.
5) Niska produktywność
Podczas kształtowania kół zębatych, ponieważ narzędzie porusza się ruchem posuwisto-zwrotnym, wzrost prędkości skrawania jest ograniczony i występuje ruch jałowy. Dlatego też, w ogólnych warunkach, wydajność kształtowania kół zębatych jest niższa niż w przypadku frezowania obwiedniowego kół zębatych.
6) Obróbka przekładni śrubowych jest bardzo niewygodna, a przekładni ślimakowych nie można obrabiać.
Obróbka walcowych kół zębatych za pomocą maszyny do kształtowania kół zębatych jest bardzo niewygodna, ponieważ wymaga wymiany pochyłych szyn prowadzących i długiego czasu pomocniczego. Ponadto, maszyny do kształtowania kół zębatych nie mogą obrabiać przekładni ślimakowych.
W przypadku kół zębatych o klasie dokładności powyżej 6, obróbka zgrubna jest często wykonywana najpierw za pomocą frezowania obwiedniowego lub kształtowego, a następnie dokładnej obróbki powierzchni zęba. W przypadku obróbki hartowanych powierzchni kół zębatych, obróbka cieplna jest często wykonywana po frezowaniu obwiedniowym lub kształtowym, a następnie dokładnej obróbce powierzchni zęba. Typowe metody precyzyjnej obróbki powierzchni zębów obejmują golenie, honowanie i szlifowanie.
Golenie kół zębatych jest powszechnie stosowane do precyzyjnej obróbki profilu zęba nieutwardzonych cylindrycznych kół zębatych, z wysoką wydajnością i jest szeroko stosowane w produkcji seryjnej.
Golenie kół zębatych również należy do procesu generowania. Ruch generujący golenia kół zębatych jest równoważny zazębianiu się pary cylindrycznych kół zębatych walcowych o krzyżujących się osiach, a frez do golenia kół zębatych jest zasadniczo precyzyjnym kołem zębatym walcowym. Małe rowki są otwarte wzdłuż kierunku ewolwentowego na powierzchni zęba, a boczne powierzchnie tych małych rowków tworzą krawędzie tnące frezu do golenia kół zębatych, jak pokazano na rysunku 8a.
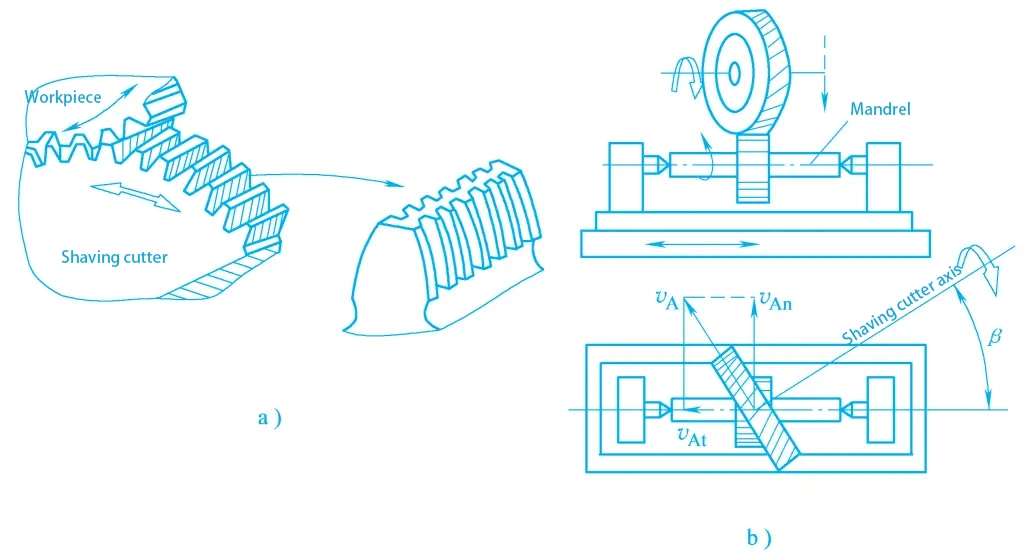
a) Maszynka do golenia
b) Ilustracja procesu golenia kół zębatych
Podczas golenia kół zębatych obrabiany przedmiot jest najpierw mocowany na osi środkowej między dwoma środkami na obrabiarce, a następnie frez do golenia kół zębatych jest instalowany na głównym wrzecionie obrabiarki, napędzany przez główne wrzeciono w celu obracania, realizując główny ruch. Oś frezu do golenia kół zębatych tworzy kąt przecięcia osi β z osią przedmiotu obrabianego, przedmiot obrabiany zazębia się z frezem do golenia kół zębatych pod pewnym naciskiem i jest napędzany w celu obracania się przez frez do golenia kół zębatych, wykonując swobodny ruch zazębiania bez szczelin z frezem do golenia kół zębatych, jak pokazano na rysunku 8b.
Ponieważ frez do golenia kół zębatych i obrabiany przedmiot są równoważne zazębieniu pary walcowych kół zębatych o krzyżujących się osiach, kierunek prędkości w punkcie zazębienia jest niespójny, powodując względny poślizg wzdłuż kierunku długości zęba między frezem do golenia kół zębatych a powierzchnią zęba obrabianego przedmiotu. Ta prędkość poślizgu wynosi v0 = v1 sinβ, co jest prędkością skrawania uzębienia. Ze względu na obecność tej prędkości, krawędź tnąca frezu zębatego może odciąć mikrodrobne wióry z powierzchni zęba przedmiotu obrabianego, uzyskując dokładną obróbkę powierzchni zęba przedmiotu obrabianego.
Aby uzyskać taki sam efekt golenia po obu stronach profilu zęba obrabianego przedmiotu, frez do golenia kół zębatych powinien naprzemiennie zmieniać kierunek obrotów podczas procesu golenia. Podczas golenia kół zębatych, aby ogolić całą długość zęba przedmiotu obrabianego, stół roboczy musi wykonywać prostoliniowy ruch posuwisto-zwrotny.
Po każdym jednokierunkowym ruchu stołu roboczego, frez do golenia kół zębatych odwraca się, stół roboczy porusza się w przeciwnym kierunku, goląc drugą stronę koła zębatego. Po dwukierunkowym ruchu stołu roboczego, frez do golenia kół zębatych wykonuje przerywany posuw promieniowy, stopniowo usuwając nadmiar materiału z powierzchni zęba, ostatecznie spełniając wymagania rysunkowe.
Golenie kół zębatych ma następujące cechy:
1) Wysoka wydajność, niski koszt
Ogólnie rzecz biorąc, obróbka koła zębatego zajmuje tylko 2 ~ 4 minuty, a koszt jest średnio o 90% niższy niż w przypadku szlifowania kół zębatych. Golenie kół zębatych nadaje się do precyzyjnej obróbki profilu zęba nieutwardzonych kół zębatych.
2) Słaba zdolność korekcji błędów stycznych kół zębatych
Jeśli chodzi o organizację procesu, bardziej odpowiednie jest zastosowanie frezowania obwiedniowego kół zębatych jako procesu poprzedzającego golenie kół zębatych, ponieważ dokładność ruchu kół zębatych przetwarzanych przez frezowanie obwiedniowe jest wyższa niż kół zębatych przetwarzanych przez kształtowanie kół zębatych. Chociaż błąd kształtu kół zębatych obrabianych przez frezowanie jest większy niż kół zębatych obrabianych przez kształtowanie, nie jest to trudne do skorygowania podczas golenia kół zębatych.
3) Sprzyja poprawie dokładności profilu zęba przekładni
Wynika to z faktu, że golenie kół zębatych ma silną zdolność korekcji błędów profilu zęba koła zębatego i błędów skoku. Tak długo, jak sam frez do golenia ma wysoką precyzję, a jakość szlifowania jest dobra, może golić koła zębate o wartości chropowatości powierzchni Ra1.25 ~ 0.32 μm i precyzji do klasy 7 ~ 6.
Honowanie kół zębatych jest jedną z metod dokładnej obróbki hartowanych profili kół zębatych, stosowaną głównie do usuwania warstwy tlenku na powierzchni zębów po obróbce cieplnej, zmniejszania chropowatości powierzchni zębów kół zębatych, a tym samym zmniejszania hałasu przekładni zębatej.
Narzędziem używanym do honowania kół zębatych jest tarcza do honowania, znana również jako pierścień do honowania, który składa się z półfabrykatu tarczy i pierścienia zębatego, jak pokazano na rysunku 9a. Półfabrykat koła wykonany jest ze stali, a część pierścienia zębatego jest odlewana lub prasowana na gorąco z materiałami ściernymi (tlenek glinu, węglik krzemu), spoiwem (żywica epoksydowa) i środkiem utwardzającym (etylenodiamina), jego struktura jest podobna do struktury narzędzi szlifierskich, tylko że prędkość cięcia honowania jest znacznie niższa niż szlifowania, ale wyższa niż golenia.
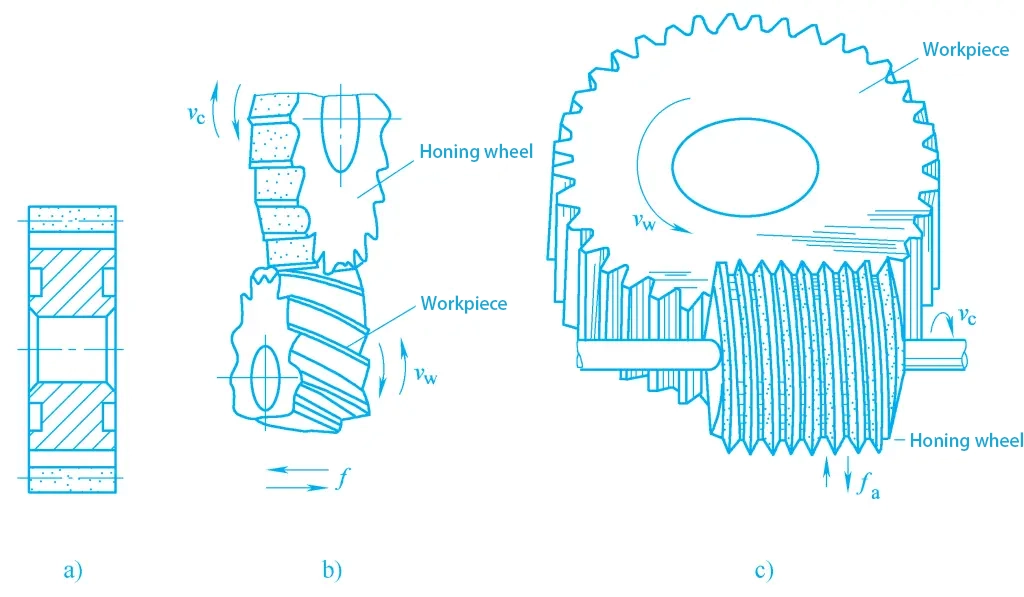
a) Ściernica osełkowa
b) Schemat obróbki przekładni honującej
c) Ślimakowa tarcza osełkująca z przekładnią osełkującą
Ruch kół zębatych do honowania jest taki sam jak w przypadku kół zębatych do golenia. Podczas obróbki koła zębatego do honowania, ściernica do honowania i obrabiany przedmiot są w swobodnym zazębieniu, opierając się na nacisku i względnym poślizgu między powierzchniami zębów, cięcie jest wykonywane przez materiał ścierny, jak pokazano na rysunku 9b.
W produkcji masowej do honowania kół zębatych powszechnie stosowane są ściernice w kształcie ślimaka, jak pokazano na rysunku 9c. Ściernica do honowania jest ślimakiem o dużej średnicy, o średnicy 200 ~ 500 mm, a jej profil zęba może być precyzyjnie szlifowany z dokładnością powyżej 5 klasy na szlifierce do gwintów.
Ze względu na wysoką dokładność profilu zęba i wysoką prędkość honowania, jego zdolność do korygowania błędów przedmiotu obrabianego jest zwiększona, szczególnie w przypadku błędów profilu zęba przedmiotu obrabianego, odchyleń skoku i błędów bicia promieniowego pierścienia zębatego. Obróbka honowania kół zębatych może bezpośrednio szlifować koła zębate od klasy dokładności 9~8 do klasy dokładności 6, co może wyeliminować proces wstępnego honowania.
Obróbka kół zębatych ma następujące cechy:
1) Dobra jakość powierzchni
Podczas honowania, ze względu na niską prędkość skrawania, proces obróbki jest połączeniem szlifowania z niską prędkością, docierania i polerowania, szlifowany przedmiot nie powoduje przypaleń i pęknięć, jakość powierzchni jest bardzo dobra, z wartością chropowatości powierzchni Ra1,25 ~ 0,16 μm.
2) Słaba zdolność korekcji błędów
Ponieważ ściernica do honowania jest bardzo elastyczna, a naddatek na obróbkę jest niewielki, tylko 0,025 mm, a wielkość ziarna ściernego jest duża, zdolność korekcji błędów w przypadku kół zębatych do honowania jest gorsza niż w przypadku kół zębatych do szlifowania. Błąd samej tarczy gładzącej ma jednak niewielki wpływ na dokładność obróbki. Przed honowaniem, obróbka kół zębatych powinna najlepiej wykorzystywać frezowanie obwiedniowe, które ma wyższą dokładność ruchu niż kształtowanie, zmniejszając w ten sposób wymagania dotyczące korekcji skumulowanych błędów skoku itp.
3) Dokładność modelowania tarczy gładzącej
Wysoki Profil zębów ściernicy do honowania jest prosty, co ułatwia osiągnięcie wysokiej dokładności modelowania.
4) Wysoka wydajność, długa żywotność tarczy szlifierskiej
Wydajność honowania kół zębatych jest na ogół 10-20 razy większa niż w przypadku szlifowania kół zębatych, a żywotność narzędzia jest bardzo wysoka, przy czym koło honujące jest w stanie naostrzyć 60-80 kół zębatych po każdym obciągnięciu.
Szlifowanie kół zębatych jest stosowane głównie do precyzyjnej obróbki kół zębatych o wysokiej precyzji lub kół zębatych hartowanych, przy czym precyzja kół zębatych osiąga klasę 6 lub wyższą. Zgodnie z metodą formowania profilu zęba, metody obróbki szlifowania kół zębatych obejmują również metodę generowania i metodę szlifowania kształtu. Ponieważ precyzja kół zębatych szlifowanych metodą formowania jest niższa, większość szlifowania kół zębatych odbywa się przy użyciu metody generowania. Istnieje kilka metod szlifowania kół zębatych metodą generowania.
1) Metoda generowania metody szlifowania kół zębatych
Metoda generowania szlifowania kół zębatych obejmuje głównie metodę ciągłego indeksowania i metodę generowania indeksowania pojedynczego zęba.
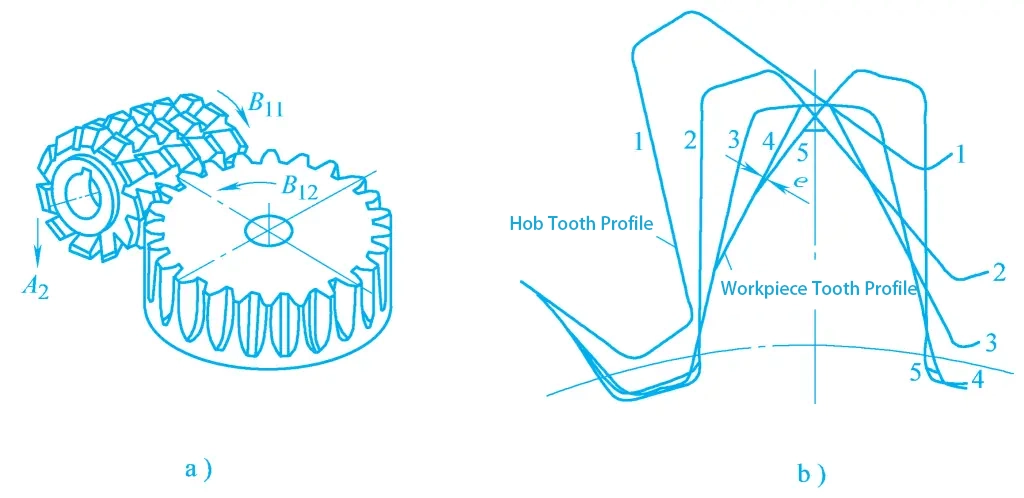
Ciągłe indeksowanie generujące szlifowanie zębów. Szlifowanie generujące ciągłe indeksowanie to proces szlifowania zębów kół zębatych za pomocą ściernicy w kształcie ślimaka, który jest podobny do procesu walcowania kół zębatych, jak pokazano na rysunku 10.
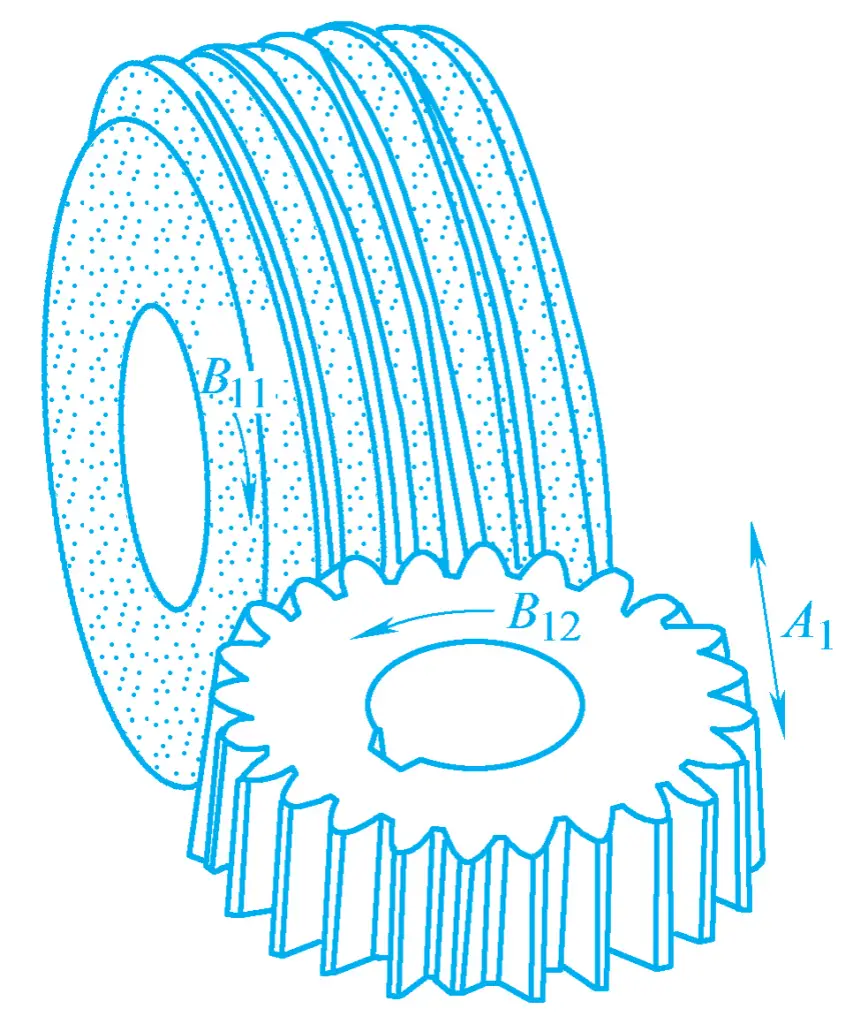
Ruch obrotowy B₁₁ ściernicy ślimakowej jest ruchem głównym, ruch obrotowy B₁₂ przedmiotu obrabianego zazębiającego się ze ściernicą jest ruchem generującym, a osiowy ruch posuwowy A₁ jest zwykle uzupełniany przez przesuwanie przedmiotu obrabianego w górę lub w dół. Ponieważ ściernica w kształcie ślimaka stale szlifuje profil zęba przedmiotu obrabianego podczas obróbki, jej wydajność jest najwyższa spośród wszystkich metod szlifowania kół zębatych.
Wadą tej metody szlifowania kół zębatych jest to, że trudno jest ponownie naostrzyć ściernicę w kształcie ślimaka, często nie osiągając wysokiej precyzji. Podczas szlifowania kół zębatych o różnych modułach konieczna jest zmiana ściernicy w kształcie ślimaka. Ponadto części przekładni używanego sprzętu mają bardzo duże prędkości, przekładnia mechaniczna może łatwo wytwarzać hałas, a części przekładni szybko się zużywają. Ta metoda szlifowania kół zębatych jest odpowiednia do produkcji seryjnej i masowej kół zębatych o średnich i małych modułach.
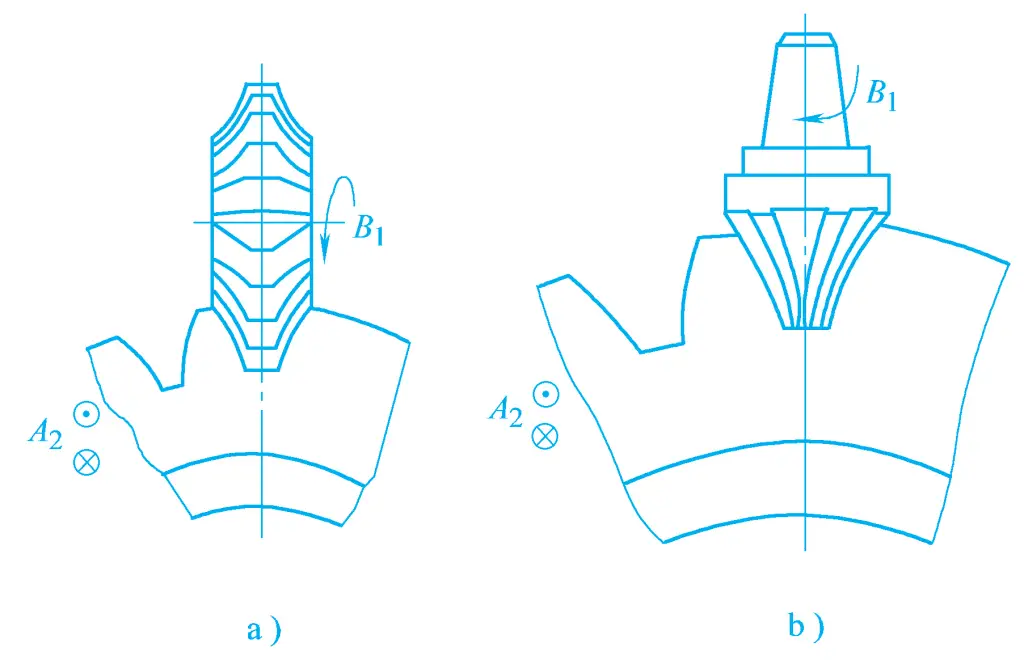
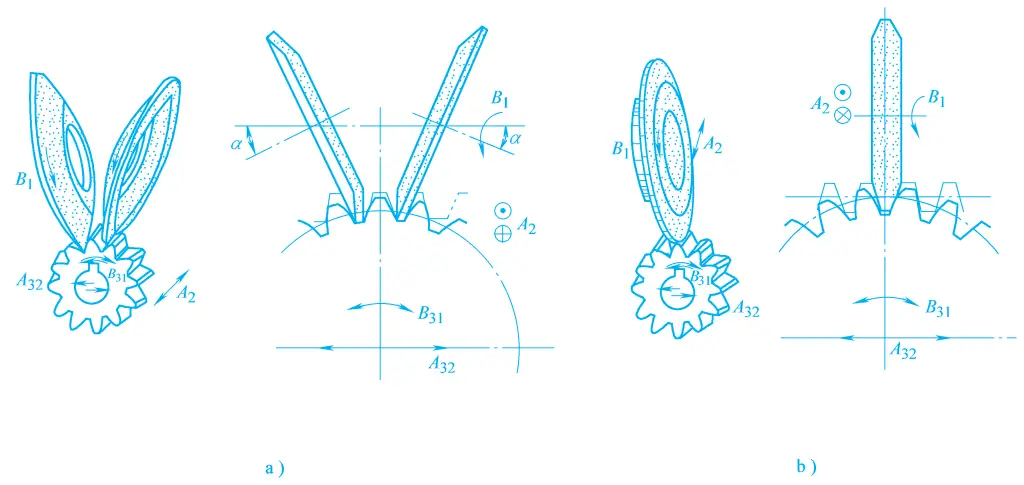
Pojedyncze indeksowanie zębów generujące szlifowanie zębów. Szlifowanie generujące indeksowanie pojedynczych zębów może być wykonywane przy użyciu ściernic o różnych kształtach, takich jak ściernice tarczowe, stożkowe itp. jak pokazano na rysunku 11. Ich procesy szlifowania Wszystkie wykorzystują zasadę zazębienia między zębatką a kołem zębatym do szlifowania koła zębatego.
2) Charakterystyka procesu szlifowania kół zębatych
Główną cechą szlifowania kół zębatych jest to, że może ono wytwarzać koła zębate o wysokiej precyzji. W ogólnych warunkach precyzja obrabianych kół zębatych może osiągnąć poziom od 6 do 4, a chropowatość powierzchni może osiągnąć Ra0,8 do 0,2 μm. Ponieważ proces szlifowania kół zębatych wykorzystuje wymuszony ruch zazębienia ściernicy i przedmiotu obrabianego, nie tylko ma dużą zdolność do korygowania błędów przekładni, ale jest również szczególnie odpowiedni do obróbki kół zębatych o bardzo wysokiej twardości powierzchni zębów.
Jednak z wyjątkiem szlifowania kół zębatych w kształcie ślimaka, wydajność ogólnego szlifowania kół zębatych jest stosunkowo niska, struktura sprzętu jest stosunkowo złożona, dostosowanie sprzętu jest trudne, a koszt przetwarzania jest wysoki. Obecnie szlifowanie kół zębatych jest stosowane głównie do obróbki kół zębatych o bardzo wysokich wymaganiach dotyczących precyzji, zwłaszcza kół zębatych o twardych powierzchniach zębów.