Podstawy narzędzi tokarskich: Klasyfikacje i wskazówki dotyczące ostrzenia
Ten blog omawia klasyfikacje narzędzi tokarskich i zawiera niezbędne wskazówki dotyczące ich skutecznego ostrzenia. Dowiesz się...
Wyobraź sobie narzędzie tak precyzyjne, że może perfekcyjnie kształtować otwór. To jest właśnie istota toczenia otworów, fundamentalnej techniki w inżynierii mechanicznej. W tym artykule poznasz podstawy toczenia otworów, od jego zasad po praktyczne zastosowania. Przygotuj się na zrozumienie, w jaki sposób proces ten może zwiększyć dokładność i wydajność projektów obróbki skrawaniem.

Toczenie zwykłych przedmiotów z otworami na tokarce pokazano na rysunku 2-137.
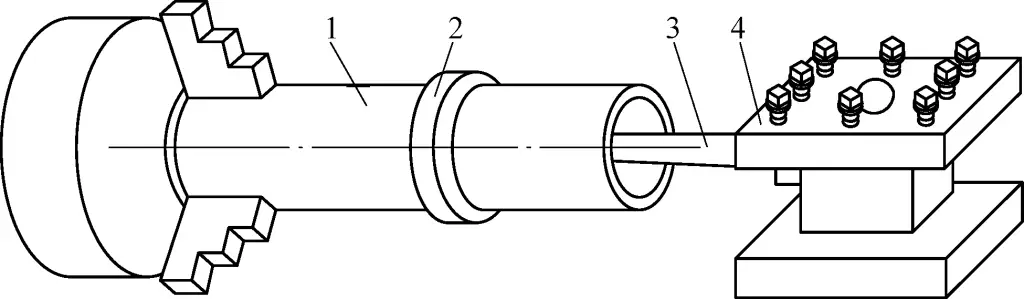
1-Pierścień antywibracyjny
2-częściowy
3-Uchwyt narzędzia do wytaczania
Słupek z 4 narzędziami
Ze względu na różne warunki wytaczania i materiały obrabianego przedmiotu, kąty geometryczne wybranych narzędzi do wytaczania również się różnią.
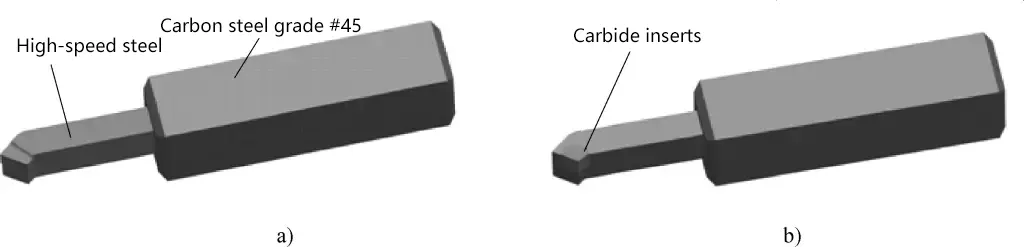
Rysunek 2 przedstawia narzędzia wytaczarskie używane do toczenia otworów wewnętrznych w stali hartowanej (twardość 55-60HRC), rysunek 2a przedstawia narzędzie do wytaczania zgrubnego, a rysunek 2b przedstawia narzędzie do wytaczania wykańczającego. Materiałem płytki narzędziowej jest węglik YT30, a materiałem oprawki narzędziowej jest wysokiej jakości stal węglowa 45, o twardości 35-45HRC po hartowaniu.
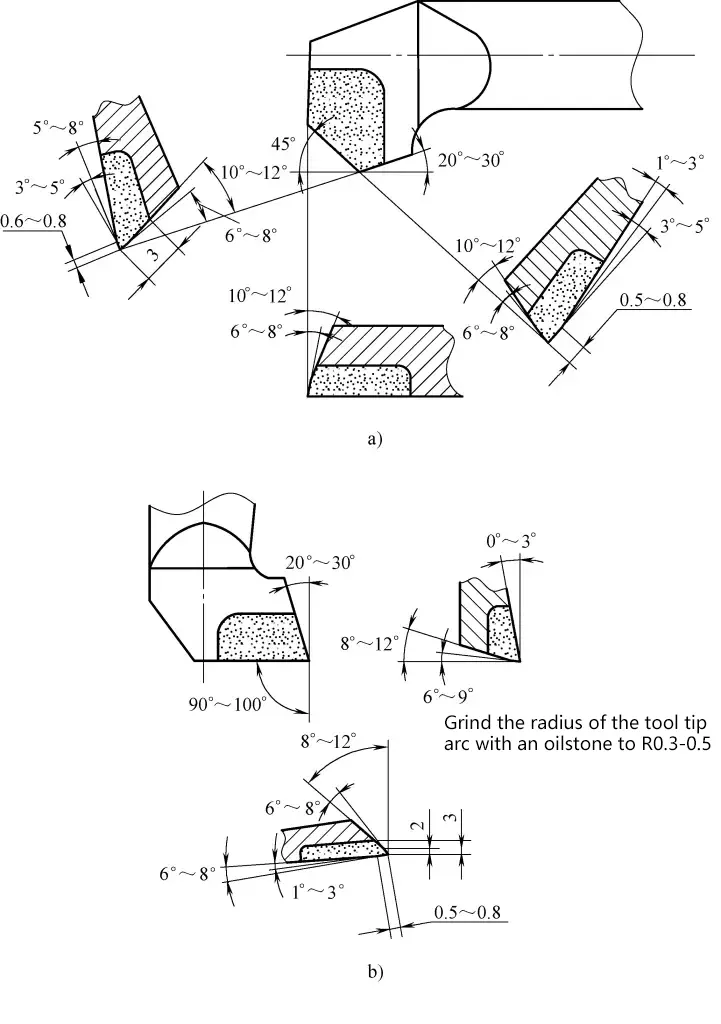
a) Narzędzie do wytaczania zgrubnego
b) Narzędzie do wytaczania wykańczającego
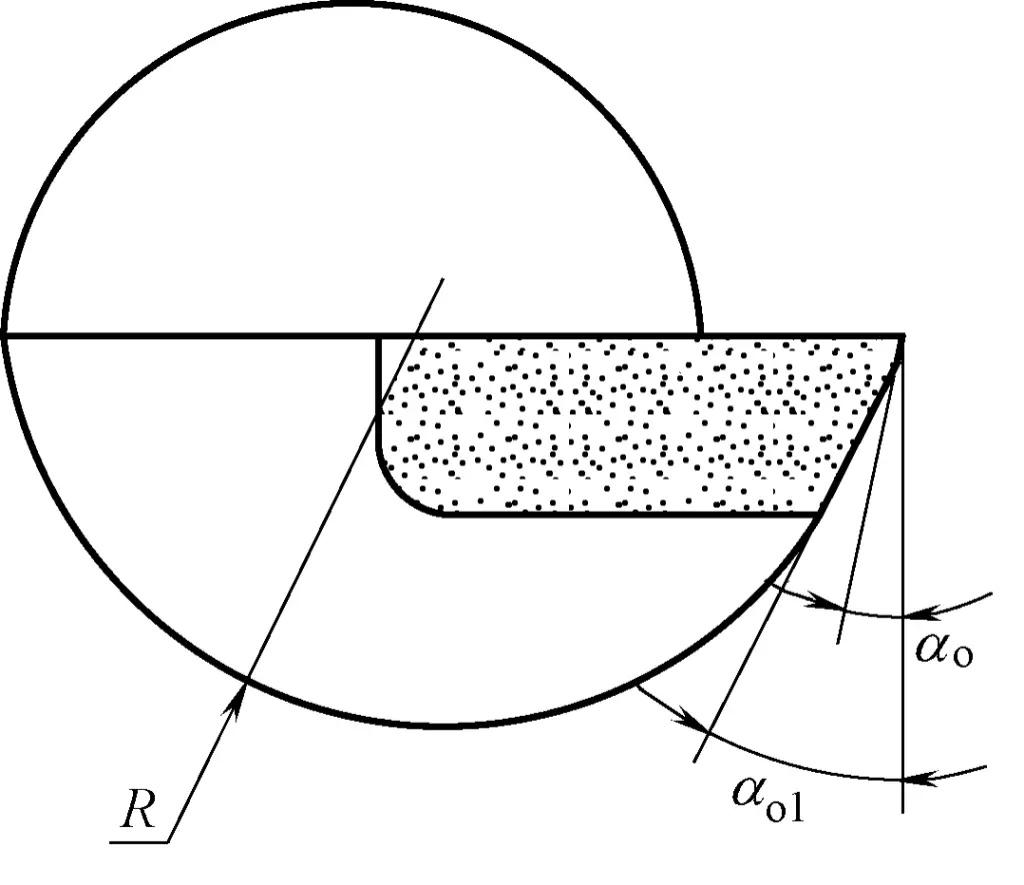
Chropowatość powierzchni Ra na krawędzi tnącej narzędzia do wytaczania wykańczającego wynosi 0,4 μm. Podczas wytaczania małych otworów, jeśli dolna powierzchnia uchwytu narzędzia styka się i ociera o wewnętrzną powierzchnię otworu, dolna część uchwytu narzędzia może zostać zeszlifowana do okrągłego kształtu w kształcie litery R, jak pokazano na rysunku 3.
Zastosowano następujące parametry skrawania. Ponieważ obrabiany przedmiot jest wykonany z hartowanej stali, parametr prędkość cięcia v powinno być niższe. Dla wytaczania zgrubnego, v=8-12m/min; dla wytaczania wykańczającego, v=12-16m/min. Dla wytaczania zgrubnego, f=0.1-0.15mm/r; dla wytaczania wykańczającego, f=0.05-0.1mm/r. W przypadku wytaczania zgrubnego głębokość skrawania a nie powinna przekraczać 0,05 mm. Płyn tnący nie jest używany.
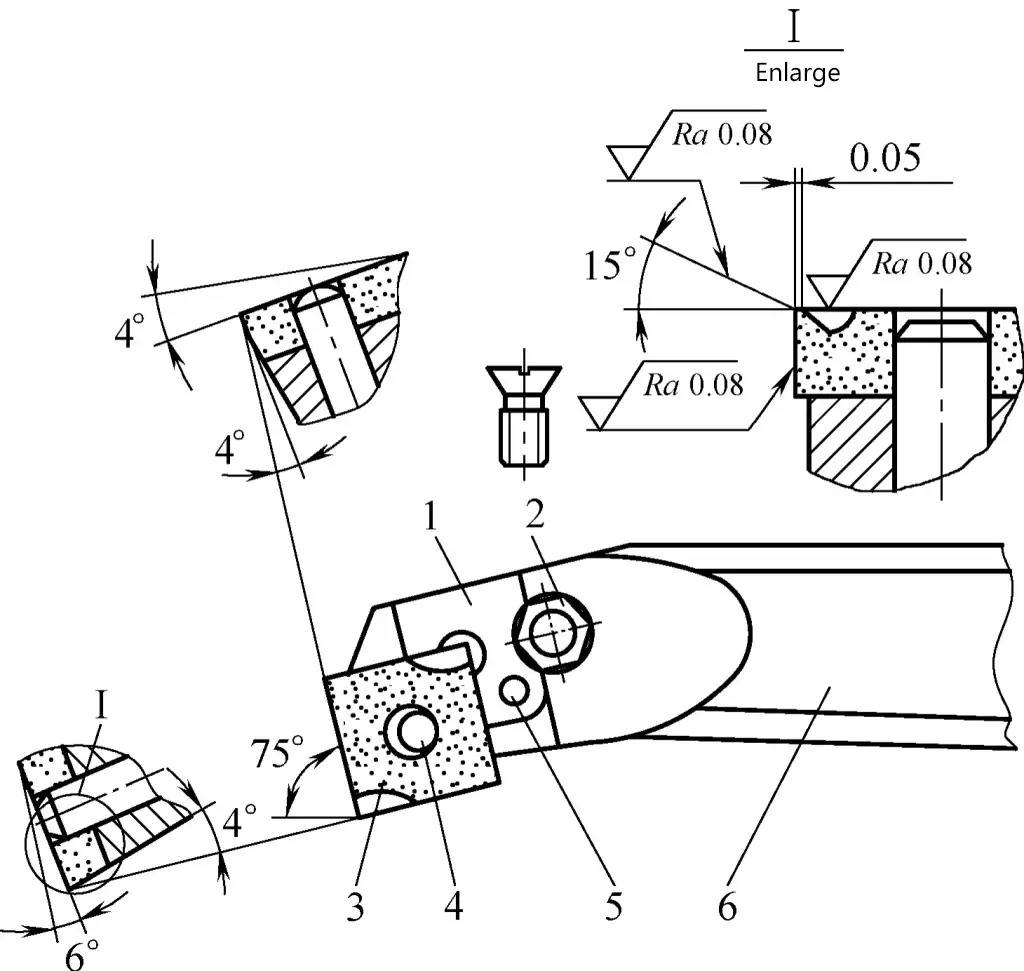
1-Włóż blok zaciskowy
2-Wkręt mocujący
3-Insert
4-Cylindryczny sworzeń
5-Pivot pin
6-Chwyt narzędzia
Rysunek 6 przedstawia mocowane maszynowo narzędzie do wytaczania cienkościennych rur o kącie natarcia γ=15°, kącie głównej krawędzi skrawającej K=75°, szerokości rowka łamacza wiórów 2 mm i chropowatości powierzchni czołowej Ra <0,8 μm. Podczas wytaczania cięcie jest płynne i szybkie, a wióry mają srebrno-biały kolor. Wybrane parametry skrawania to: prędkość skrawania v=80m/min, posuw f=0,1mm/r.
Geometrię wytaczadła do szybkiego toczenia otworów odlewanych pokazano na rysunku 5. Zastosowano płytki węglikowe typu YG. Krawędź skrawająca składa się z głównej krawędzi skrawającej o długości 4 mm, krawędzi pośredniej o długości 1 mm i krawędzi polerującej o szerokości 1,2f (f to prędkość posuwu). Główna krawędź skrawająca służy do obróbki zgrubnej, krawędź pośrednia do obróbki półwykańczającej, a krawędź polerująca do polerowania już obróconej powierzchni otworu wewnętrznego.
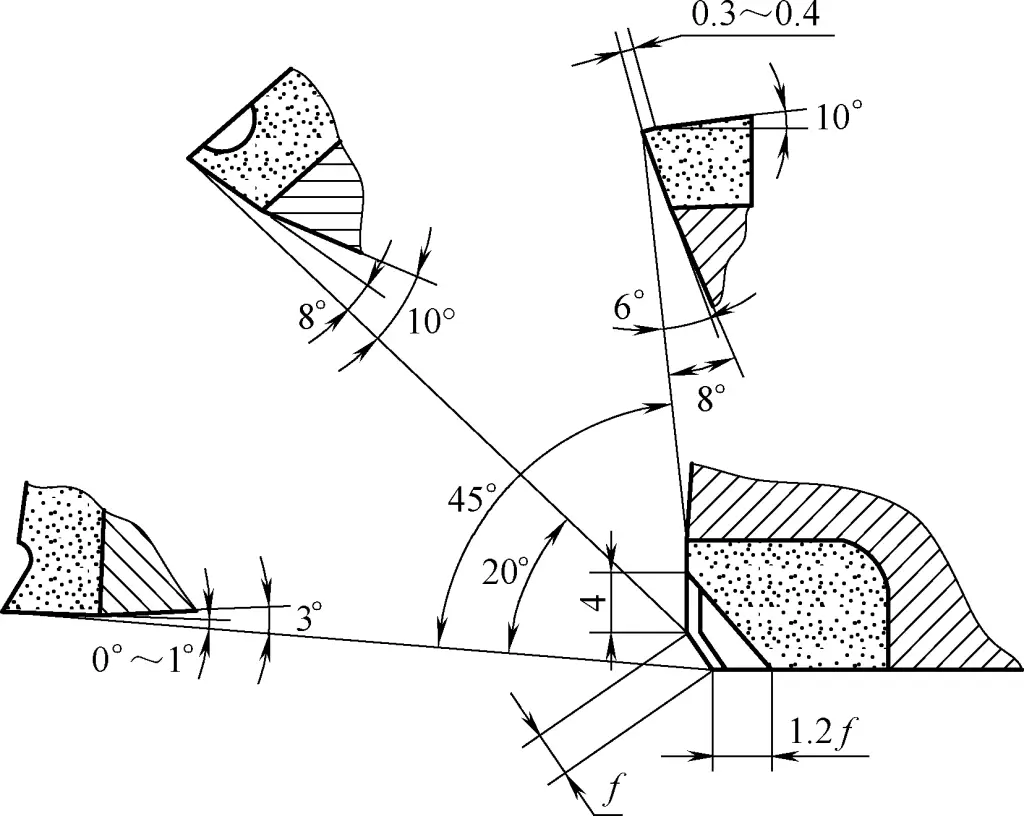
To narzędzie do wytaczania ma kąt natarcia γ=10°, kąt luzu α=8°, ale kąt luzu krawędzi polerującej wynosi tylko 1°. Jeśli ociera się ona o ścianę otworu podczas wytaczania, dolna powierzchnia narzędzia może być szlifowana na okrągło. Zastosowane parametry skrawania to: prędkość skrawania v=200m/min, posuw f=0,5mm/r.
Rysunek 6 przedstawia wytaczadło o dużej mocy z łamaną krawędzią skrawającą, wykorzystujące płytki węglikowe YT15. Wytaczadło to jest bardzo skuteczne w przypadku stosowania na tokarkach poziomych CA6140 i tokarkach średniej wielkości do toczenia krótkich, grubych otworów wewnętrznych o średnicach 60-150 mm w stalowych przedmiotach obrabianych.
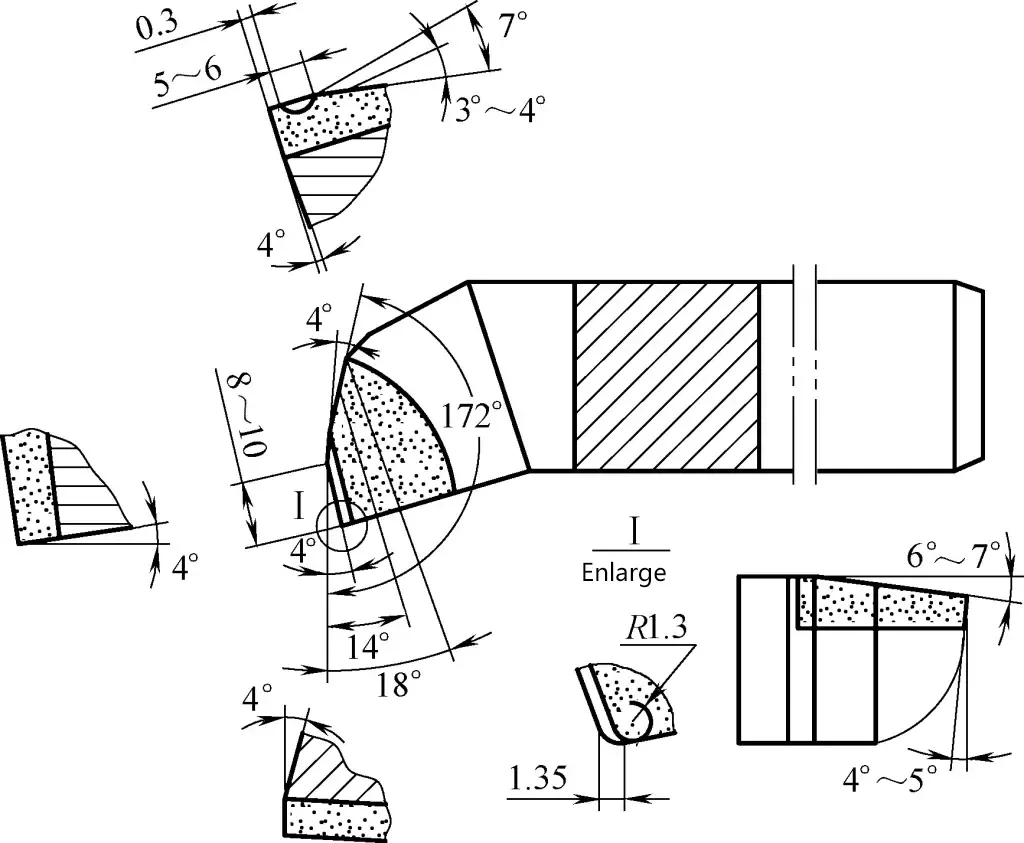
To narzędzie do wytaczania wykorzystuje nierówne kąty natarcia, a główna krawędź skrawająca ma kształt linii łamanej. Podczas wytaczania lewa i prawa krawędź są poddawane działaniu sił, odpowiednio równoważąc i kompensując siły skrawania, zmniejszając promieniową siłę skrawania i czyniąc proces skrawania bardziej stabilnym. Główna krawędź skrawająca tworzy kąt z platformą łamacza wiórów i nachyloną powierzchnią odprowadzania wiórów, poprawiając odprowadzanie wiórów i umożliwiając naturalne łamanie wiórów.
Kąt głównej krawędzi skrawającej jest podwójny, a kąt jest stosunkowo duży. W porównaniu z narzędziami do wytaczania ogólnego, kąt klina końcówki narzędzia wynosi 172° i jest szlifowany z ujemną fazą i promieniem końcówki narzędzia, co poprawia wytrzymałość narzędzia i wydłuża jego żywotność. Materiał uchwytu narzędzia to stal węglowa o jakości 45. Ponieważ jest to narzędzie do wytaczania o dużej mocy, wymiary uchwytu narzędziowego powinny być odpowiednio większe, aby zwiększyć sztywność i zmniejszyć wibracje.
Zastosowane parametry skrawania to: prędkość skrawania v=140-150m/min; głębokość skrawania a=12-15mm; posuw f=0.3-0.5mm/r.
Podczas montażu narzędzie do wytaczania powinno znajdować się 1,5-2 mm wyżej niż środek przedmiotu obrabianego.
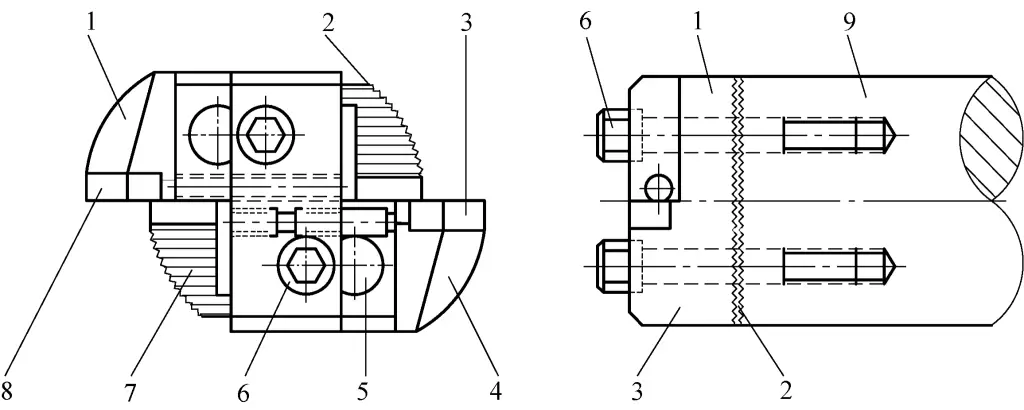
W przypadku produkcji na dużą skalę, w celu poprawy wydajności i zapewnienia jakości wytaczania, można również zastosować wytaczadło pokazane na rysunku 7. Jest to wysokowydajne narzędzie do wytaczania, które może być używane, gdy naddatek na obróbkę jest duży lub podczas toczenia długich otworów z nierównym naddatkiem na obróbkę.
Jego konstrukcja to frez narzędziowy z obosieczną głowicą narzędziową. Cztery bloki nośne ze stopu są równomiernie przyspawane do tylnej części głowicy narzędziowej, przy czym zewnętrzna średnica bloków nośnych ze stopu jest o około 0,04 mm mniejsza niż wewnętrzna średnica otworu wierconego przez głowicę narzędziową.
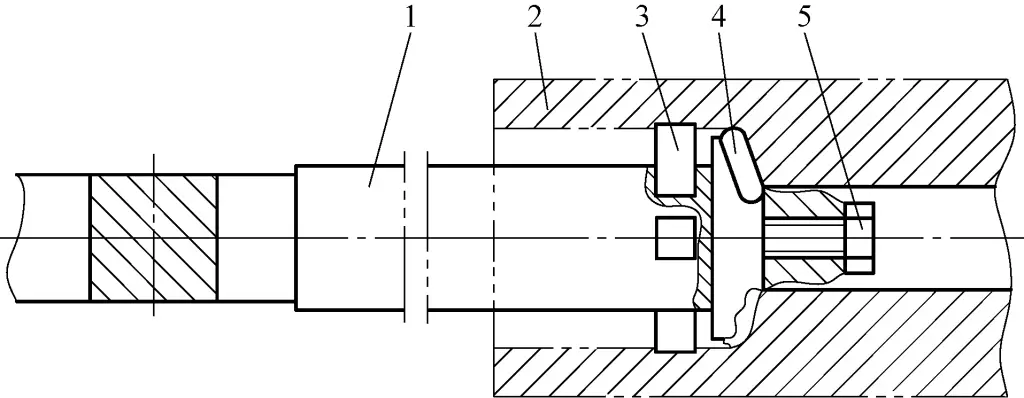
1-Uchwyt na narzędzia
2-częściowy
3-Blok wsporczy ze stopu
4-Dwuostrzowa głowica wytaczarska
5-Wkręt mocujący
Podczas obróbki trzonek narzędzia jest zaciśnięty na uchwycie narzędzia, a jego oś jest wyrównana ze środkiem obrotu. Podczas wytaczania, obosieczna głowica narzędzia wcina się jako pierwsza, a zaraz za nią podąża stopowy blok podtrzymujący wewnętrzny otwór.
Zewnętrzna średnica czterech bloków podporowych ze stopu powinna być nieco mniejsza niż średnica otworu wywierconego przez głowicę narzędzia. Podczas procesu wytaczania, bloki podporowe ze stopu zapewniają podparcie, zapewniając sztywność trzonka narzędzia, jednocześnie działając jako skrobaki poprawiające cylindryczność otworu wewnętrznego i zmniejszające jego chropowatość powierzchni.
Podczas obróbki długich otworów lub wykonywania skrawania z dużym naddatkiem, zwiększony naddatek na obróbkę spowoduje poszerzenie wiórów. W takim przypadku za główną krawędzią skrawającą można wykonać kilka rowków łamiących wióry, aby ułatwić usuwanie wiórów i zapewnić dopływ cieczy chłodząco-smarującej.
Prędkość cięcia v c tego wytaczadła wynosi 140 m/min, z posuwem f=0,2 mm/r. W przypadku elementów obrabianych z naddatkiem około 40 mm, cięcie można wykonać w jednym przejściu.
Konstrukcje chwytów narzędzi tokarskich są zróżnicowane i zależą od warunków obrabianego przedmiotu oraz wymagań dotyczących obróbki. Poniżej przedstawiono ponad 10 typów chwytów narzędzi do wytaczania.
Jak pokazano na rysunku 8, jest on kuty z wygiętej blachy stalowej, z końcówką narzędzia z węglików spawane do głowicy narzędzia do użytku; alternatywnie, materiał ze stali szybkotnącej może być integralnie kuty do wymaganego kształtu narzędzia wytaczarskiego (bez potrzeby spawania głowicy narzędzia).
a) Zintegrowane wytaczadło ze stali szybkotnącej
b) Spawane narzędzie do wytaczania
Podczas wytaczania użyj pokrętła na uchwycie suwaka krzyżowego, aby kontrolować głębokość cięcia z tyłu.
Jak pokazano na rysunku 9, głowica narzędzia i chwyt tego wytaczadła są oddzielne. Głowicę narzędzia można zdjąć poprzez poluzowanie śruby, co ułatwia szlifowanie i wymianę narzędzia.
a) Formularz I
b) Formularz II
c) Formularz III
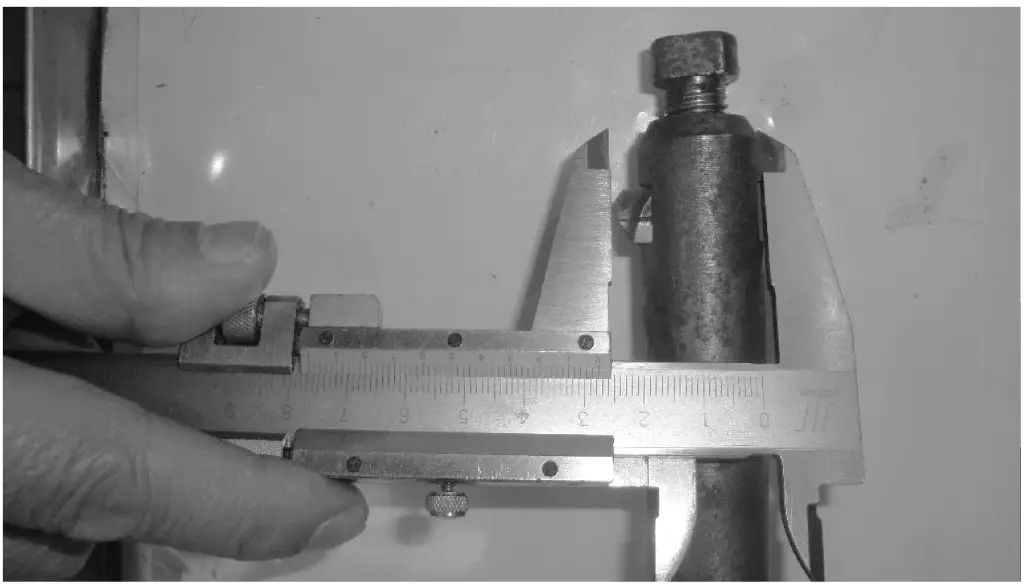
Konstrukcja zwykłych trzonków narzędzi do wytaczania jest najprostsza. Podczas regulacji długości przedłużenia głowicy narzędzia, należy zazwyczaj stuknąć głowicę narzędzia, a następnie użyć suwmiarki, aby zmierzyć, czy długość przedłużenia spełnia wymagania (Rysunek 10). Jeśli nie jest odpowiednia, należy stuknąć ją jeszcze kilka razy, aż do uzyskania odpowiedniej średnicy otworu.
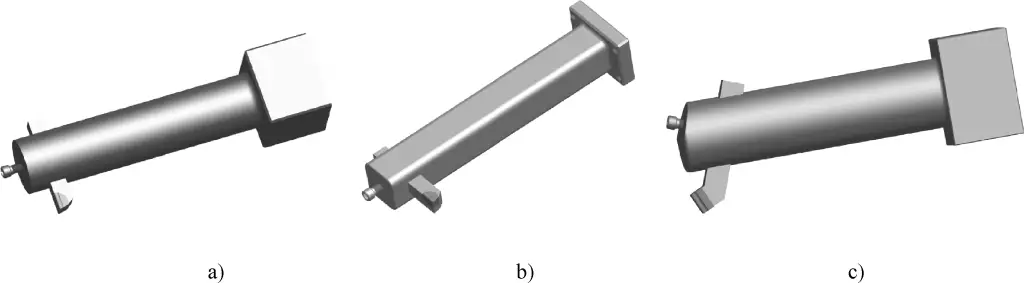
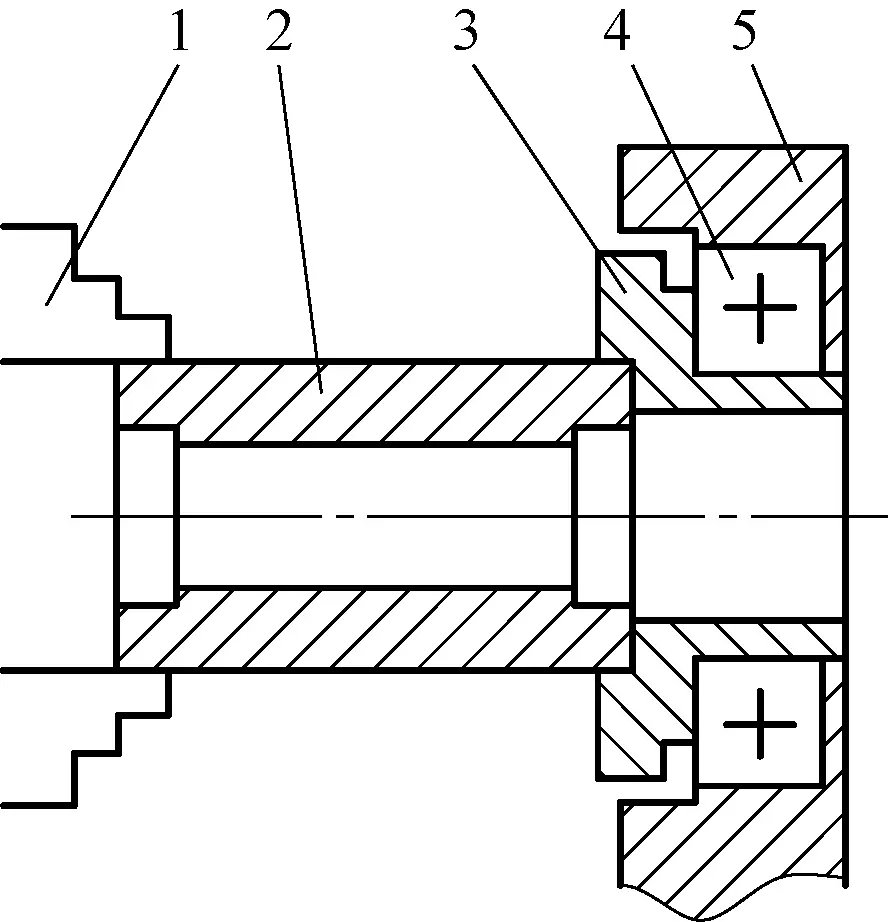
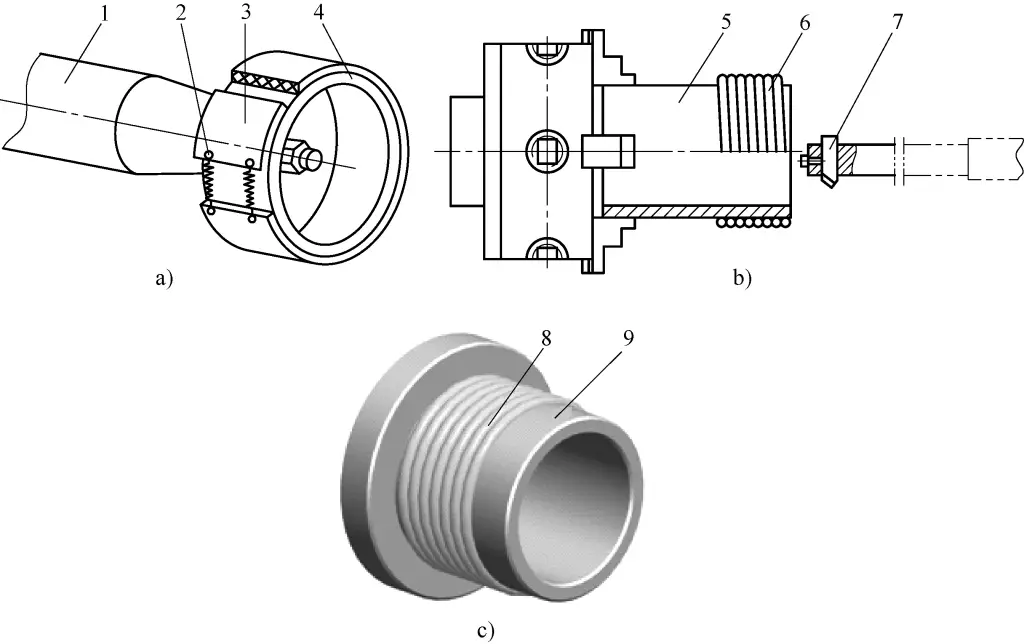
Rysunek 11a przedstawia główny korpus trzpienia narzędzia do wytaczania małych otworów. Podczas użytkowania należy włożyć narzędzie do wytaczania małych otworów (Rysunek 11c) do otworu w głównym korpusie i dokręcić nakrętkę (Rysunek 11b), aby zabezpieczyć narzędzie do wytaczania.
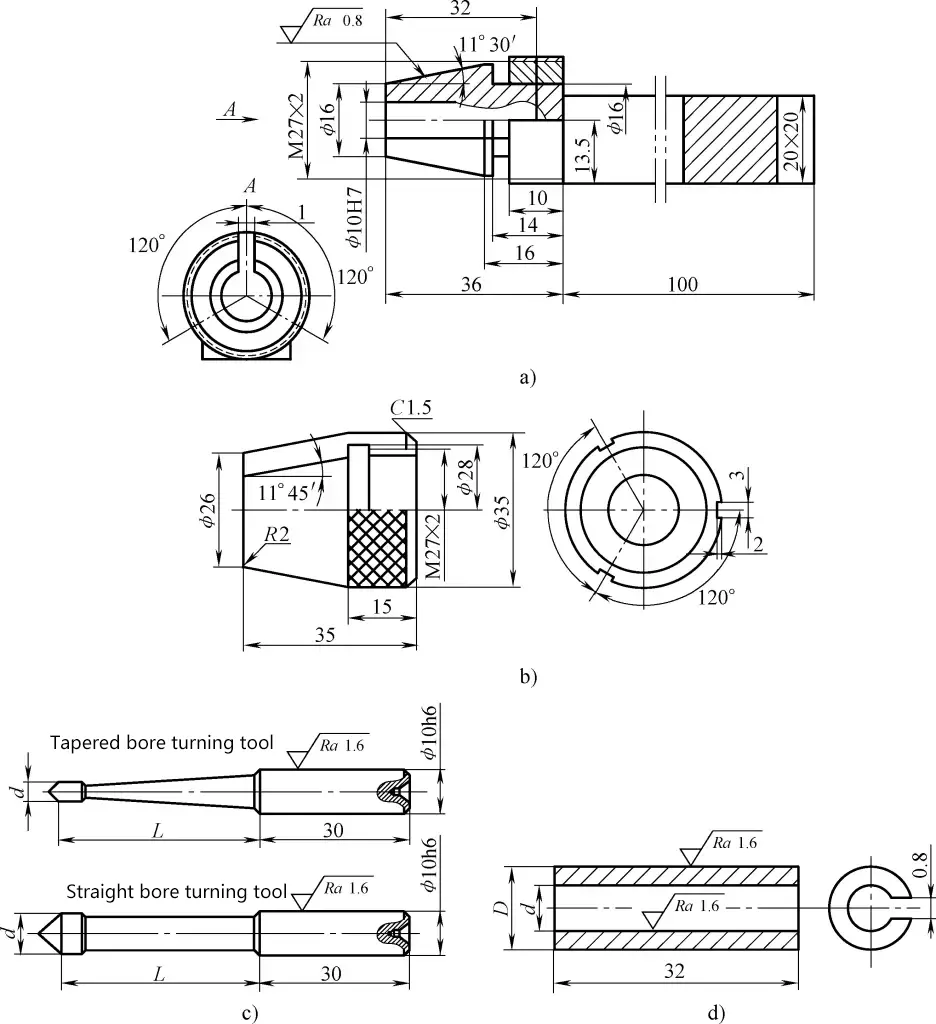
a) Główny trzon narzędzia do wytaczania
b) Nakrętka trzpienia narzędzia wytaczarskiego
c) Narzędzie do wytaczania małych otworów
d) Gniazdo otwarte
Podczas montażu narzędzia do wytaczania należy użyć małego klucza wygiętego, aby zaczepić otwarty otwór na nakrętce. Ponieważ lewy koniec głównego trzonu wytaczadła jest hartowanym, elastycznym korpusem, może on bezpiecznie zacisnąć wytaczadło.
Jeden chwyt wytaczadła może być wyposażony w różne specyfikacje wytaczadeł, aby spełnić potrzeby obróbki małych otworów o różnych średnicach. Ten typ uchwytu wytaczaka, gdy jest używany z gniazdem otwartym (rysunek 11d), może również pomieścić małe wiertła centrujące, wiertła, rozwiertaki itp. do innych form obróbki.
Podczas użytkowania należy włożyć mały trzonek narzędzia do otworu narzędzia w trzonku wytaczadła i dokręcić nakrętkę, aby zabezpieczyć mały trzonek narzędzia. Ten typ trzpienia (Rysunek 12) jest bardzo odpowiedni do wytaczania otworów o średnicy 20-40 mm. Podczas skrawania należy obficie stosować płyn chłodząco-smarujący.
1-Nut
Zacisk na 2 narzędzia
3-Mały trzpień narzędzia
Otwór na 4 narzędzia
5-Chwyt narzędzia wiertarskiego
Chwyt wytaczarski ze spiralnym rowkiem umożliwia odprowadzanie wiórów wzdłuż spiralnego rowka, co zapobiega ich zatykaniu. Aby zredukować wibracje i zwiększyć głębokość skrawania, średnica chwytu narzędzia powinna zostać odpowiednio zwiększona podczas produkcji. Ten chwyt wytaczarski nadaje się do wytaczania otworów przelotowych i powinien być używany z płynem tnącym.
Jak pokazano na rysunku 13, obraca się on wokół sworznia jako osi obrotu. Po dokręceniu lewej śruby i poluzowaniu prawej śruby średnica wytaczania zwiększa się; po dokręceniu prawej śruby i poluzowaniu lewej śruby średnica wytaczania zmniejsza się. Włożyć głowicę uchwytu do stożkowego otworu konika lub wykonać stożkową część korpusu uchwytu, aby włożyć ją bezpośrednio do stożkowego otworu konika.
1-Workpiece
2-Narzędzie do wytaczania
3-śrubowy
4-stykowy
5-Chuck body
Głowica z 6 uchwytami
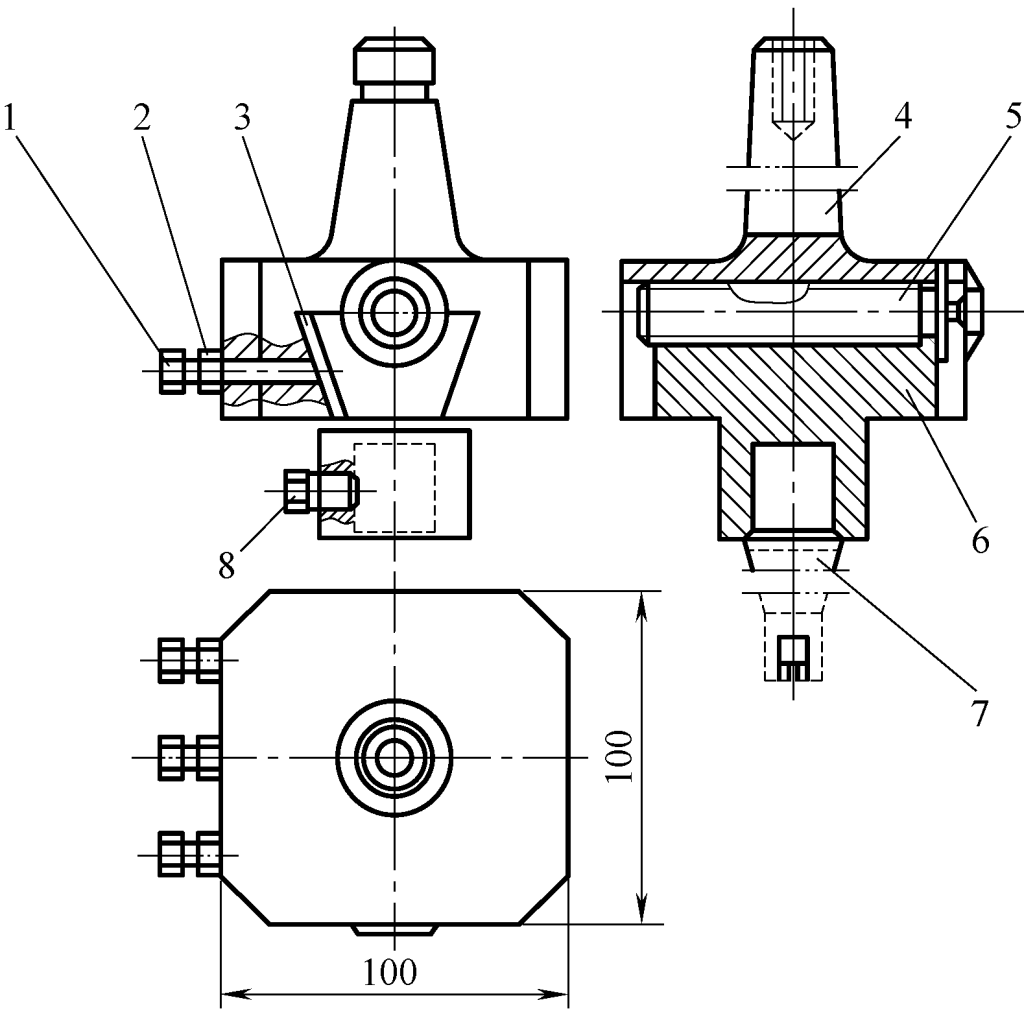
Jak pokazano na rysunku 14, trzpień tego narzędzia do wytaczania ma kształt kwadratu. Podczas użytkowania należy włożyć go do kwadratowego otworu w korpusie narzędzia i zacisnąć za pomocą śruby mocującej i obrotowej śruby dociskowej. Śruba dociskowa działa również jako punkt obrotu. Podczas użytkowania należy obrócić śrubę regulacyjną, aby obrócić trzon wytaczadła wokół śruby dociskowej o odpowiedni kąt w celu dokładnej regulacji.
1-Korpus narzędzia
2-Wkręt mocujący
3 - Obrotowa śruba dociskowa
4-Chwyt narzędzia wiercącego
Głowica z 5 narzędziami
6-kwadratowe żelazko
7-Blok połączeniowy
8-Śruba regulacyjna
Trzpień tego wytaczadła został zaprojektowany w oparciu o zasadę dźwigni.
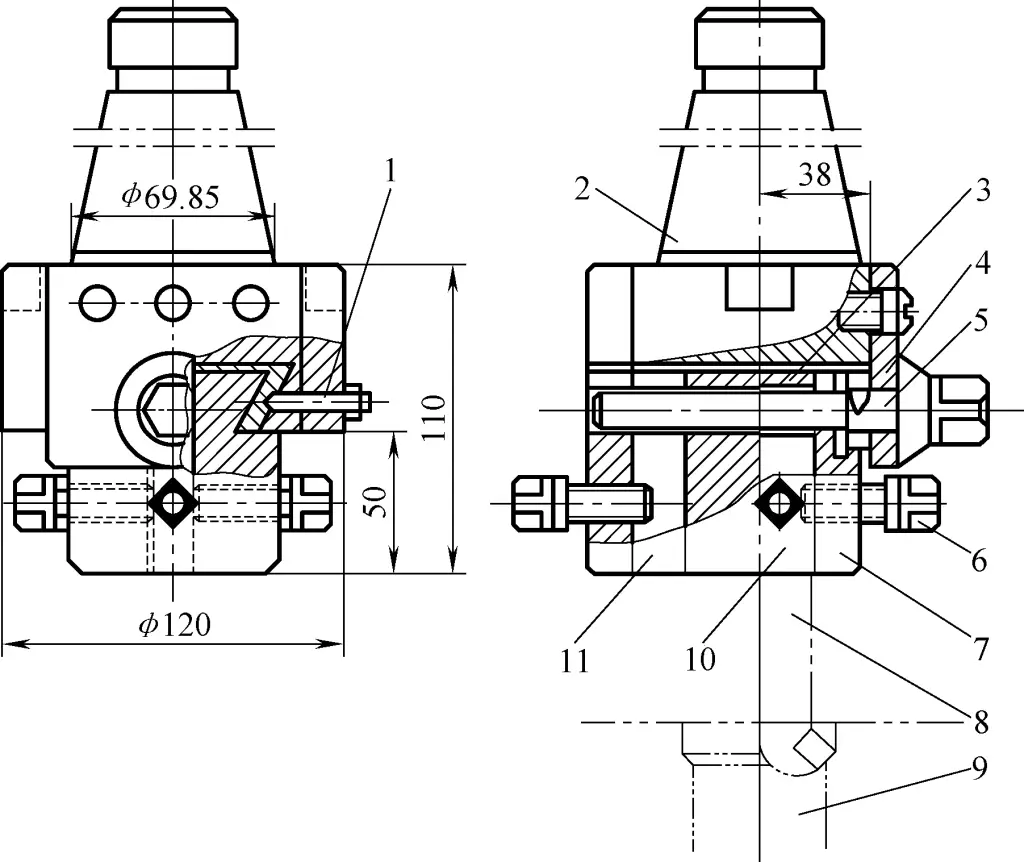
Jak pokazano na rysunku 15, jej główny korpus jest połączony z kołnierzem wrzeciona tokarki. Wewnętrzny otwór tulei mimośrodowej ma mimośrodowość e w stosunku do zewnętrznego okręgu (mimośrodowość e jest określana w zależności od konkretnych sytuacji). Aby wyregulować rozmiar wytaczania, należy poluzować śrubę mocującą i obrócić tuleję mimośrodową.
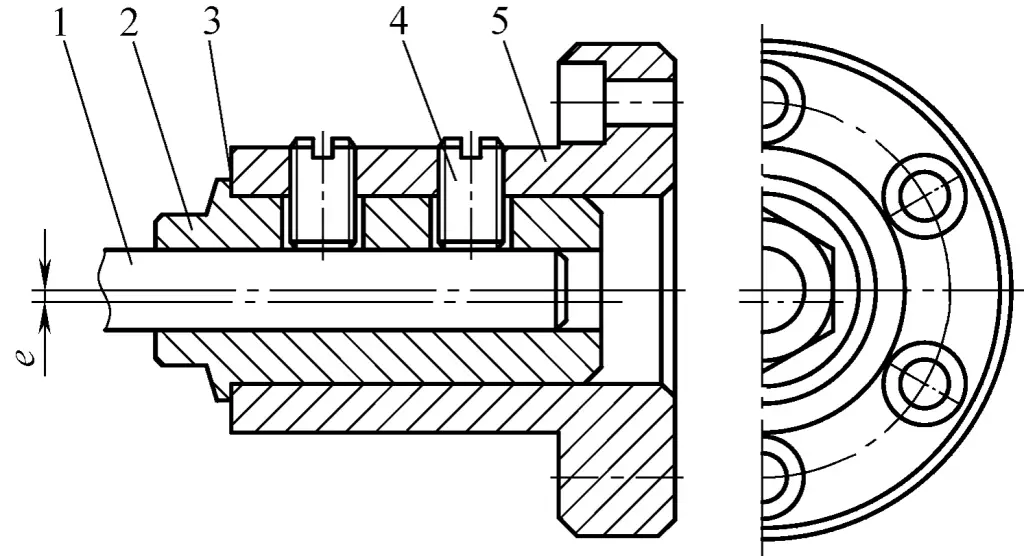
1-Chwyt narzędzia
2-Tuleja mimośrodowa
Linia 3-skalowa
4-Wkręt mocujący
5-Ciało główne
Linie skali znajdują się zarówno na powierzchni czołowej tulei mimośrodowej, jak i na korpusie. Wielkość regulacji można odczytać z linii skali. Po zakończeniu regulacji należy dokręcić śrubę mocującą. Ten trzpień wytaczarski nadaje się do wytaczania stosunkowo małych otworów.
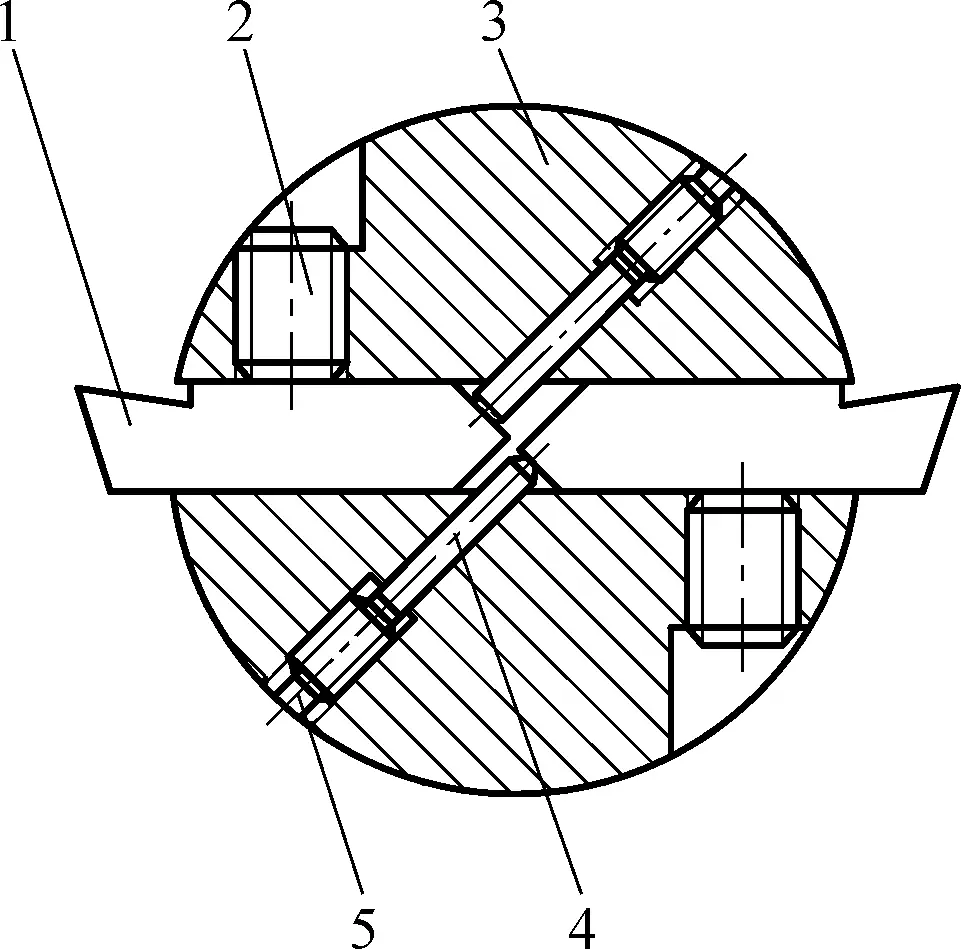
Jak pokazano na rysunku 16, zarówno na powierzchni czołowej trzonka wytaczadła, jak i na spodzie głowicy narzędzia znajdują się równomiernie rozmieszczone spiczaste zęby, które zazębiają się ze sobą. Dwie głowice narzędziowe, 1 i 2, są zamontowane pod kątem 180° względem siebie na przednim końcu trzpienia wytaczadła.
1-Głowica narzędzia 1
2-punktowe zęby
3-Wkładka narzędziowa 2
Głowica 4-narzędziowa 2
5-zębowy rowek
6-śrubowy
7-Narzędzie do wytaczania
Wkładka 8-narzędziowa 1
9-Chwyt narzędzia wiercącego
Wkładki narzędziowe są przyspawane do głowicy narzędziowej, która ma długi rowek. Aby wyregulować odległość wysuwu wkładki narzędziowej, należy poluzować śrubę, a głowica narzędziowa może poruszać się promieniowo wzdłuż rowka zębatego. Po zakończeniu regulacji należy dokręcić śrubę. Spiczaste zęby powinny być hartowane do określonej twardości, aby zapobiec uszkodzeniom i odkształceniom.
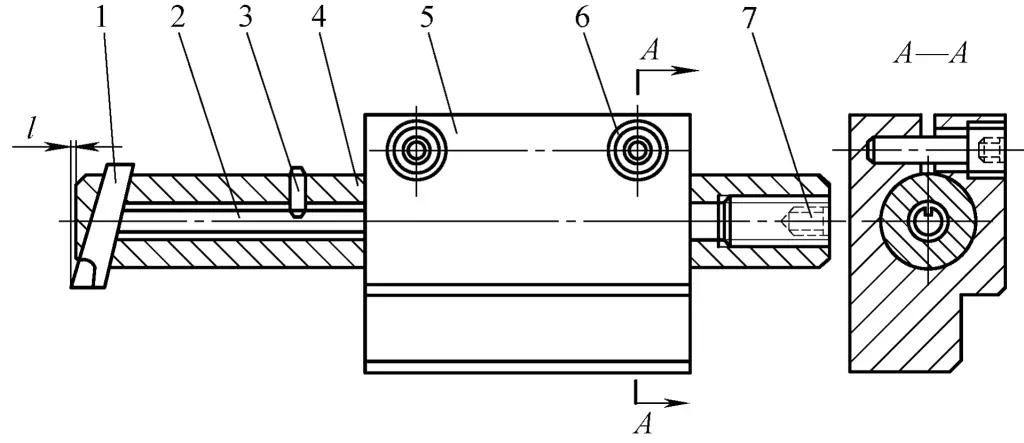
Jak pokazano na rysunku 17, trzpień wytaczadła 2 jest zamontowany w stożkowym otworze wrzeciona 1, trzpień narzędzia 8 jest zamontowany w gwintowanym otworze wewnętrznego cylindra 5, a zewnętrzna tuleja 3 jest połączona z trzpieniem wytaczadła 2 za pomocą gwintów. Cylinder wewnętrzny 5 i tuleja zewnętrzna 3 mają pasowanie ślizgowe.
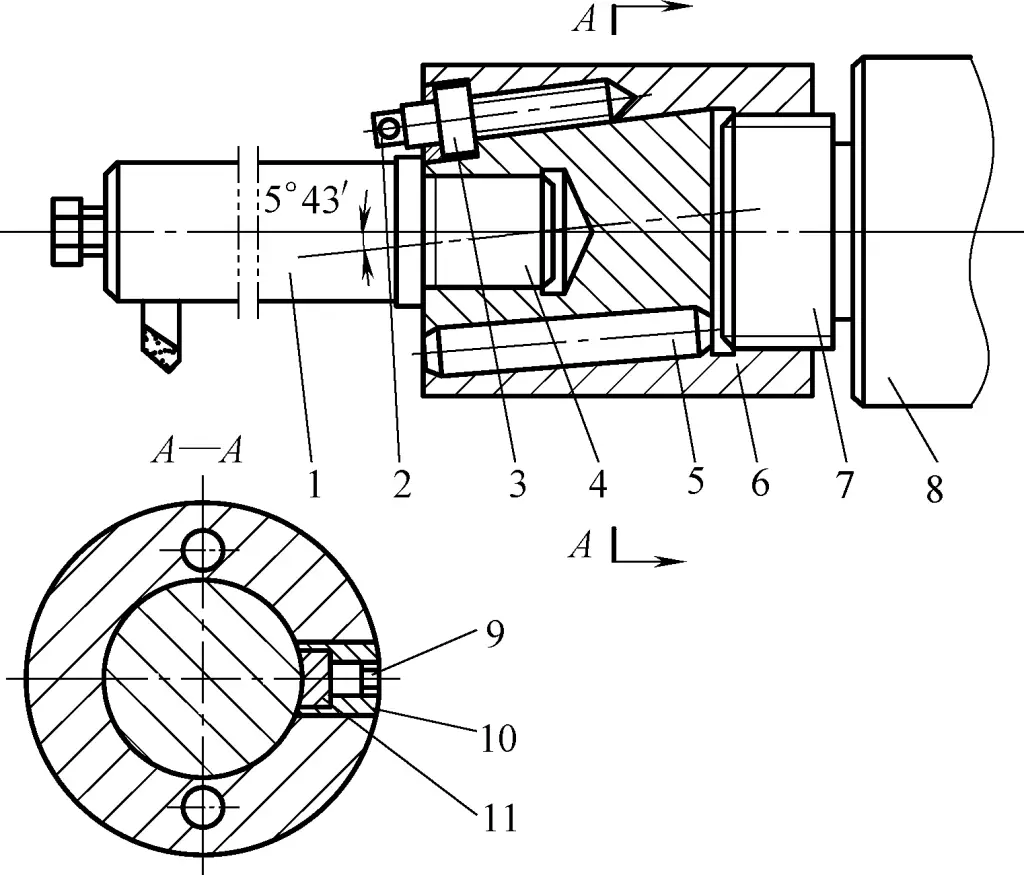
1-wrzeciono
2-Chwyt narzędzia wiercącego
3-Outer sleeve
4-Cylindryczny sworzeń
5-Cylinder wewnętrzny
Pierścień 6-Zero
7 - Śruba regulacyjna
8-Chwyt narzędzia
Śruba z gniazdem 9-kątnym
10-gwintowana tuleja
11-Mosiężna podkładka mocująca
Linia środkowa otworu wewnętrznego tulei zewnętrznej 3 jest nachylona pod kątem 5°43′ do osi trzpienia wytaczadła 2. Aby wyregulować narzędzie wytaczarskie, należy najpierw poluzować śrubę z gniazdem sześciokątnym 9, a następnie obrócić pręt śruby precyzyjnej 7, aby przesunąć wewnętrzny cylinder 5 wewnątrz zewnętrznej tulei 3 w kierunku promieniowym wzdłuż nachylonej linii środkowej. Po wyregulowaniu dokręcić śrubę z gniazdem sześciokątnym 9.
Ramię pręta śruby dostrajającej 7 ma równomiernie rozmieszczone okrągłe podziałki. Gdy jego skok wynosi 1,5 mm, jeden pełny obrót powoduje ruch promieniowy a cylindra 5 wynoszący: 15mm×sin5°43’=1.5mm×0.0996=0.1494mm≈0.15mm. Jeśli pręt śruby dostrajającej 7 ma 30 podziałek, wówczas ruch promieniowy dla jednej podziałki wynosi a/30=0,1494mm/30≈0,005mm.
Jak pokazano na rysunku 18, skośny otwór tego trzpienia wytaczadła tworzy kąt 60° z osią trzpienia narzędzia. Otwór ukośny ma podwójny rowek wpustowy i zawiera pręt śruby mocującej narzędzie. Podwójny wypukły wpust może przesuwać się w podwójnym rowku skośnego otworu, przy czym część cylindryczna jest dopasowana ślizgowo do skośnego otworu. Okrągła żelazna podkładka jest zamocowana w ukośnym otworze trzpienia wytaczadła.
Nakrętka indeksująca służy do regulacji odległości wysunięcia głowicy narzędzia. Po wyregulowaniu pręta śruby zaciskowej narzędzia do wymaganego rozmiaru, należy zablokować śrubę i okrągłą podkładkę żelazną. Podkładka, uszczelka i elastyczny pierścień służą do ochrony przed pyłem i tłumienia drgań.
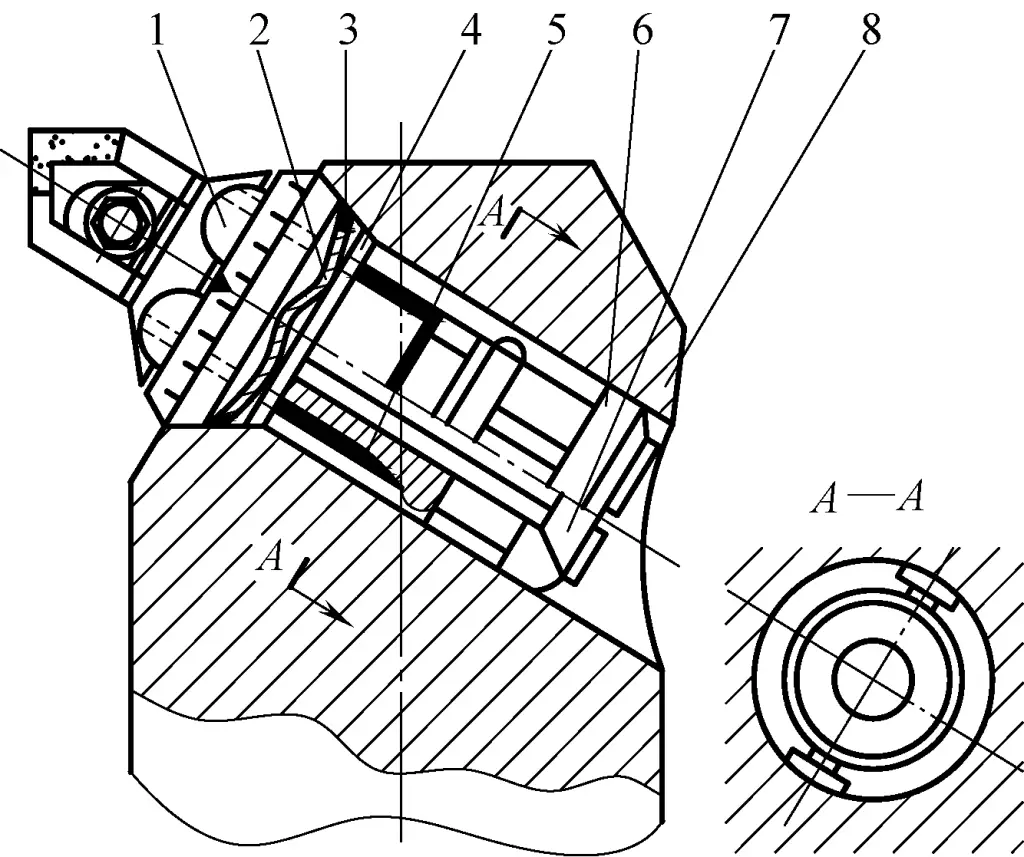
1-Nakrętka indeksująca
2-Elastyczny pierścień
3-Pierścień uszczelniający
4-Washer
5-Wkręt mocujący narzędzie
6-okrągła podkładka żelazna
7-śrubowy
8-Chwyt narzędzia wiertarskiego
Na nakrętce indeksującej znajdują się podziałki. Gdy nakrętka indeksująca obraca się o jeden pełny obrót, pręt śruby mocującej narzędzie przesuwa się o jedną podziałkę. Na przykład: jeśli gwint ma rozmiar M18×1,5, ponieważ jest nachylony pod kątem 60° do osi trzpienia wytaczadła, promieniowe przemieszczenie końcówki narzędzia wynosi: 1.5mm×sin60°=1.299~1.33mm. Jeśli na nakrętce indeksującej znajduje się 65 podziałek, to jedna podziałka obrotu nakrętki indeksującej powoduje promieniowe przesunięcie końcówki narzędzia o 0,02 mm.
Jak pokazano na rysunku 19, kierunek regulacji przedłużenia głowicy narzędzia dla tego trzpienia wytaczadła jest prostopadły do osi trzpienia narzędzia. Na rysunku tuleja korpusu jest zamontowana na trzpieniu wytaczadła i zamocowana za pomocą długiej śruby. Głowica narzędzia jest zamontowana w otworze tulei zaciskowej narzędzia i dokręcona małą śrubą.
Mały koniec pręta gwintowanego jest wkręcany w gwintowany otwór tulei zaciskowej narzędzia, a duży koniec jest wkręcany w gwintowany otwór tulei korpusu. Skoki dużego i małego końca pręta gwintowanego są różne. Aby wyregulować, należy obrócić
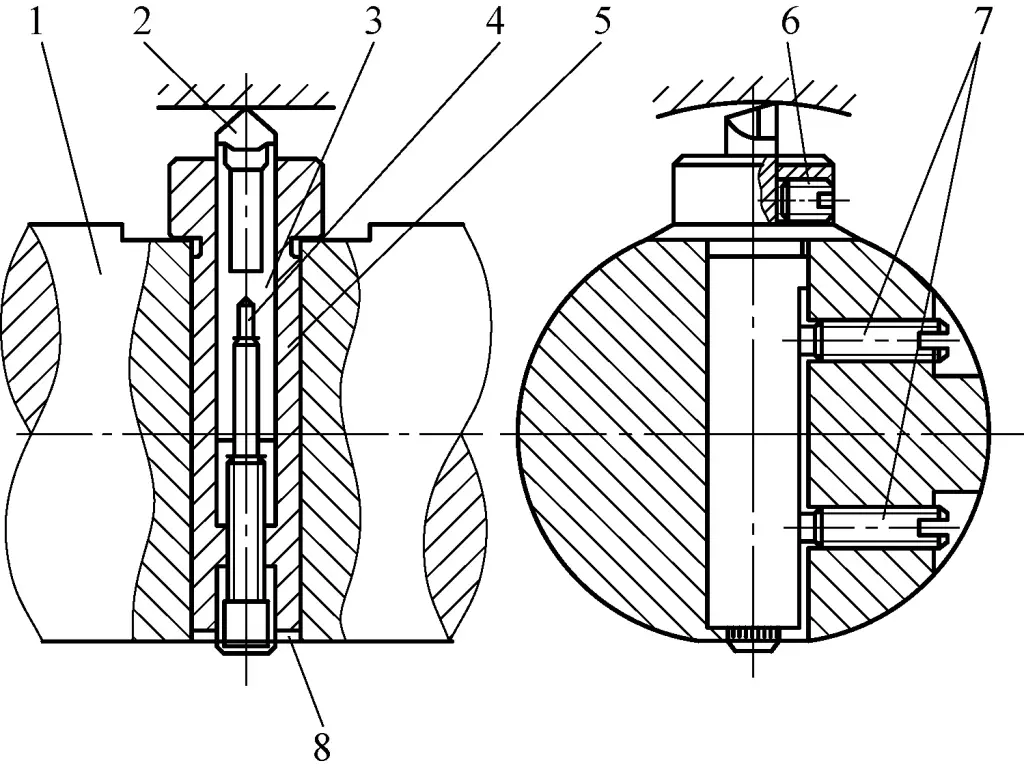
1 - Drążek do wytaczania
2 - Głowica narzędzia
3 - Tuleja uchwytu narzędzia
4 - Pręt gwintowany
5 - Tuleja korpusu
6 - Mała śruba
7 - Długa śruba
8 - Linie stopniowane
Aby dokonać regulacji, należy najpierw poluzować małą śrubę mocującą głowicę narzędzia. Stopniowane linie na gwintowanej głowicy pręta umożliwiają precyzyjną kontrolę ruchu głowicy narzędzia.
Jak pokazano na rysunku 20, głowica wytaczarska na pręcie jest cylindryczna. Obracanie śruby precyzyjnej regulacji 6 przesuwa głowicę wytaczadła 4 promieniowo wzdłuż wytaczadła. Dokręcanie lub luzowanie śruby z gniazdem sześciokątnym 5 powoduje przesuwanie bloków przesuwnych 2 i 3 w celu zaciśnięcia lub zwolnienia głowicy wytaczarskiej 4.
1-Prowadnica
2, 3-Slider
4-Głowica tnąca
Śruba z gniazdem 5-Hex
6 - Śruba precyzyjnej regulacji
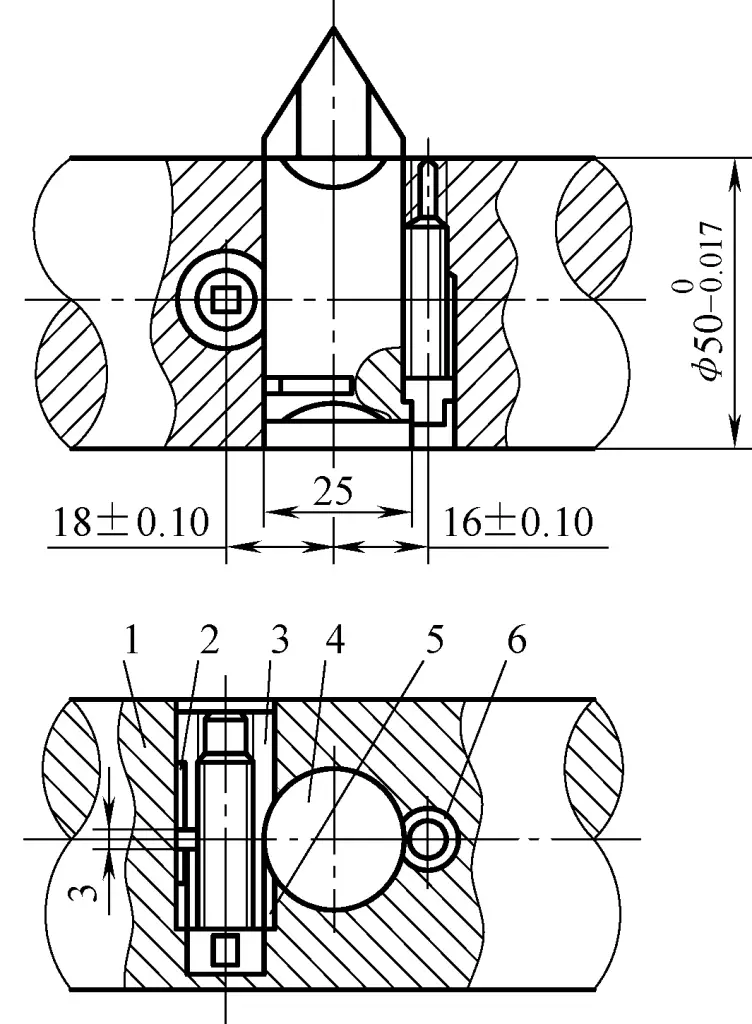
Jak pokazano na rysunku 21, kwadratowy otwór jest obrabiany poprzecznie na końcu wytaczadła. Krótkie wytaczadło ze stali szybkotnącej jest wkładane z każdego końca. Wewnętrzny koniec krótkiego wytaczadła jest szlifowany w kształcie litery V i mocowany za pomocą śrub mocujących. Podczas regulacji długości występu krótkiego wytaczadła, śruba regulacyjna pod kątem 45° może być obracana w celu popchnięcia cylindrycznego sworznia do przodu, przesuwając krótkie wytaczadło.
1-Narzędzie do wytaczania
2-Wkręt mocujący
3-Prowadnica
4-Cylindryczny sworzeń
5-Wkręt regulacyjny
Podczas wytaczania, każde z dwóch krótkich narzędzi wytaczarskich wykonuje połowę głębokości skrawania, lub jedno służy jako narzędzie do wytaczania zgrubnego, podczas gdy drugie służy jako narzędzie do wytaczania dokładnego.
(Rysunek 22) Podczas pracy jej stożkowy trzon pasuje do stożkowego otworu wrzeciona. Po włożeniu do otworu stożkowego należy użyć dyszla na tylnym końcu wrzeciona tokarki, aby pociągnąć głowicę wytaczarską, zwiększając sztywność i zapobiegając jej odłączeniu. Pod stożkowym trzpieniem znajduje się rowek w kształcie jaskółczego ogona, w który wsuwa się blok w kształcie jaskółczego ogona. Gdy śruba pociągowa jest obracana, blok na jaskółczy ogon może przesuwać się wzdłuż rowka na jaskółczy ogon, regulując średnicę obrotową głowicy skrawającej.
1-Wkręt blokujący
2-Nakrętka blokująca
3-Płytka regulacyjna
4-Ciało główne
Śruba 5-przewodowa
6-Blok rowkowy
7-Boring bar
8-Wkręt mocujący
Na jednym końcu śruby pociągowej zainstalowane jest pokrętło z podziałką do kontroli głębokości cięcia wstecznego. Tarcza ma linie skali ze 100 podziałkami. Gwint na śrubie pociągowej ma rozmiar M20×2, a każdy obrócony podział zwiększa głębokość cięcia o 0,02 mm. Wytaczadło jest zabezpieczone śrubami mocującymi. Podczas regulacji wymiarów należy najpierw poluzować śrubę blokującą, a następnie obrócić śrubę pociągową. Po zakończeniu regulacji należy dokręcić śrubę blokującą i nakrętkę blokującą.
Podczas produkcji tej głowicy wytaczarskiej należy upewnić się, że gwinty wewnętrzne na bloku jaskółczego ogona i korpusie głównym są obrobione razem, aby zagwarantować ścisłe dopasowanie do śruby pociągowej.
Precyzyjne konstrukcje wytaczadeł nadają się do wytaczania otworów o dużych średnicach.
(Rysunek 23) Podczas obracania śruby pociągowej kwadratowa nakrętka przesuwa blok jaskółczego ogona na uchwycie narzędzia promieniowo wzdłuż rowka jaskółczego ogona, regulując średnicę obrotową wytaczadła. Po każdej regulacji należy dokręcić nakrętkę śruby blokującej.
1-Wkręt blokujący, nakrętka
2-Stożkowy trzon
3 - Nakrętka kwadratowa
4-Płytka pozycjonująca
Śruba 5-przewodowa
6-śrubowy
Uchwyt na 7 narzędzi
8-Boring bar
9-Workpiece
10-Pierwszy otwór montażowy narzędzia
11-sekundowy otwór montażowy narzędzia
Na uchwycie narzędzia znajdują się dwa otwory montażowe, w różnych odległościach od środka stożkowego trzpienia wytaczadła. W przypadku wytaczania dużych otworów należy zamontować wytaczadło w drugim otworze montażowym; w przypadku małych otworów należy użyć pierwszego otworu montażowego. Z boku każdego otworu montażowego znajduje się jedna śruba (lub dwie) do mocowania wytaczadła.
Śruba pociągowa ma prostokątny gwint o skoku 3 mm. Stożkowa tarcza ma 100 równo rozmieszczonych linii skali. Każdy obrócony znak przesuwa uchwyt narzędzia o 0,03 mm.
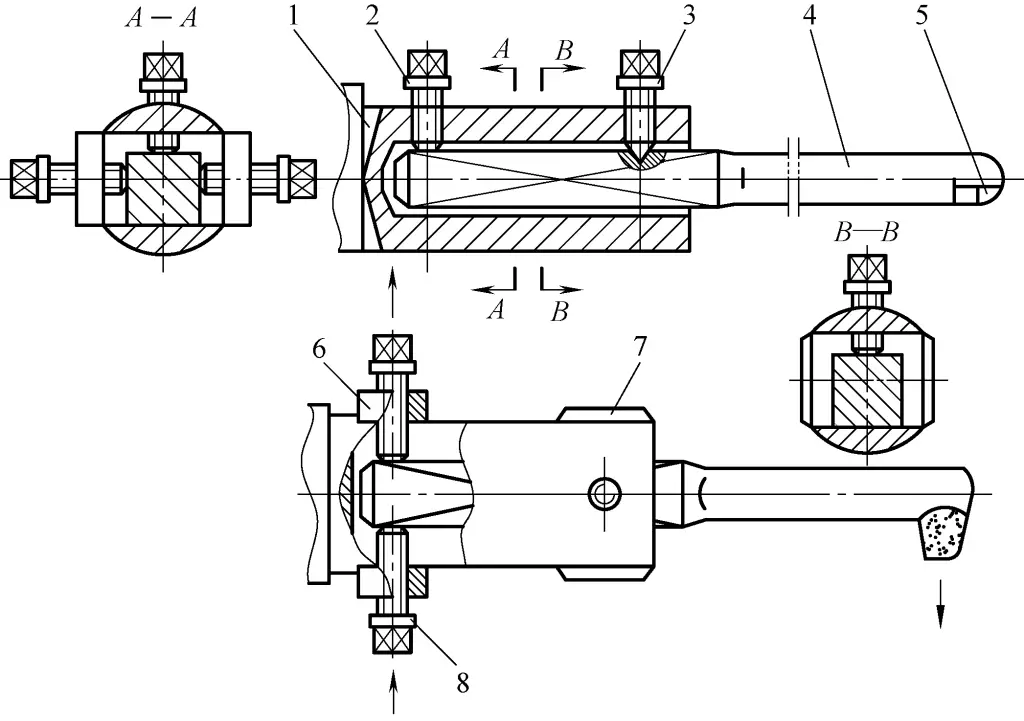
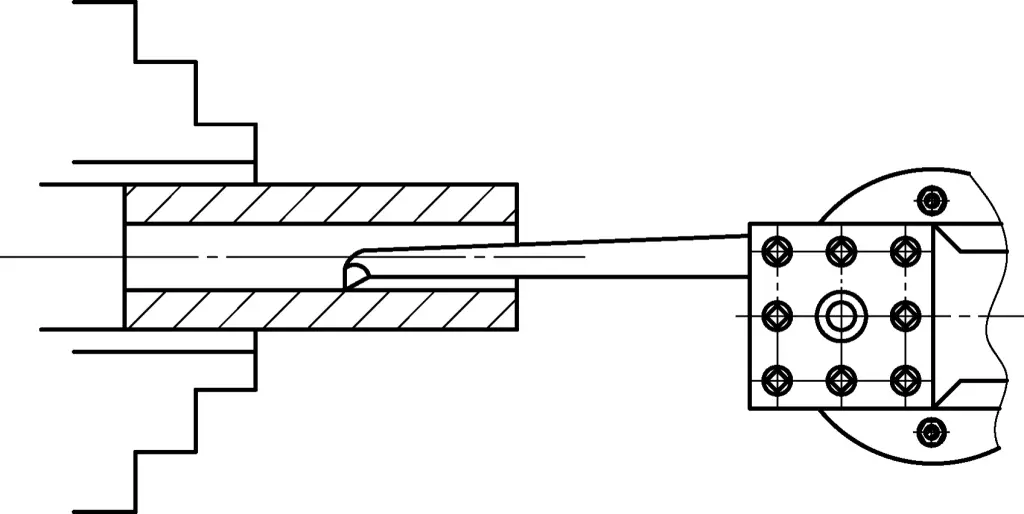
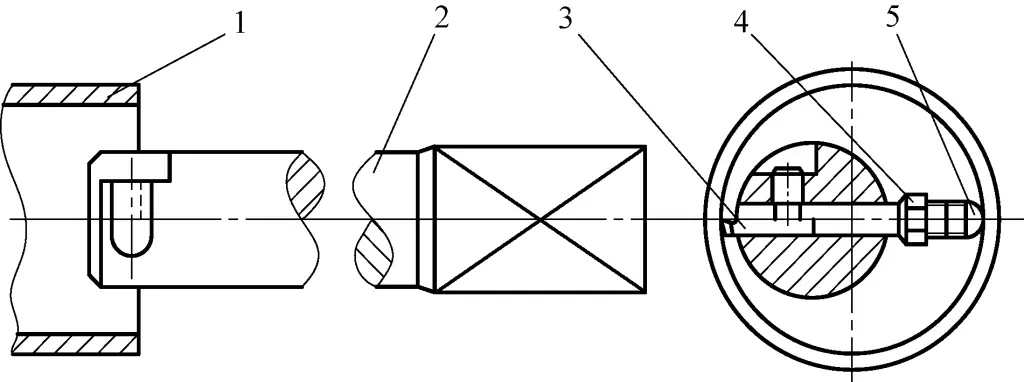
Do wytaczania otworów o dużej średnicy można użyć wytaczaka do dużych otworów (zwanego również wytaczakiem kombinowanym) pokazanego na Rysunek 24. Zdemontować małą prowadnicę tokarki i zamontować główny korpus wytaczadła do dużych otworów. Zacisnąć wytaczadło w korpusie, włożyć głowicę wytaczadła do kwadratowego otworu na lewym końcu wytaczadła, dokręcić śrubę mocującą i zabezpieczyć głowicę wytaczadła prętem oporowym. Poluzować śrubę z gniazdem sześciokątnym, aby zmienić długość występu wytaczadła.
1-Głowica wiercąca
2-Pręt oporowy
3-Pin ustalający
4-Boring bar
5-Ciało główne
Śruba z gniazdem sześciokątnym
7-Wkręt mocujący
Długość sworznia ustalającego wystającego z wytaczadła powinna umożliwiać swobodny ruch pręta oporowego wewnątrz wytaczadła. Po wyregulowaniu długości występu wytaczadła należy dokręcić śrubę z gniazdem sześciokątnym.
Główny korpus wytaczarki do dużych otworów jest wykonany z żeliwa, co zapewnia dobre właściwości tłumienia drgań.
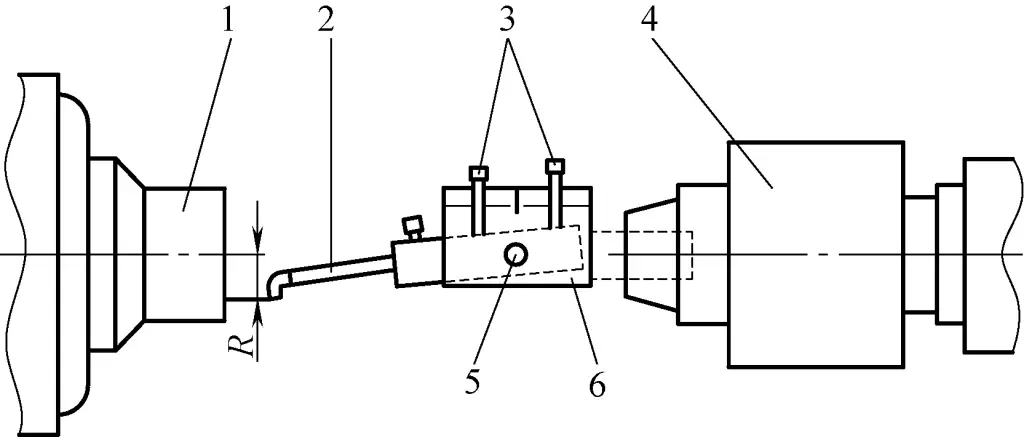
Rysunek 25 przedstawia najbardziej podstawową metodę wytaczania na tokarce. Gdy obrabiany przedmiot jest zbyt duży lub długi, aby można go było wygodnie zamontować na tokarce, często stosuje się metodę montażu przedmiotu obrabianego na suporcie złożonym w celu wytaczania.
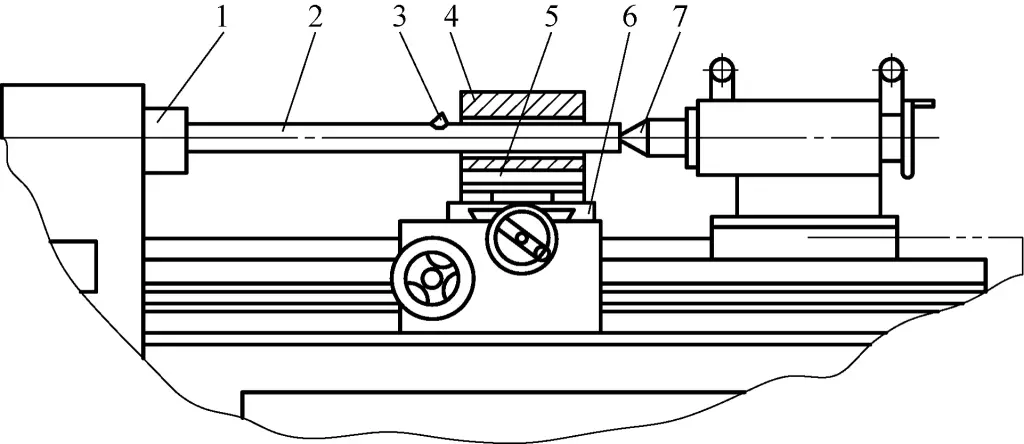
1-wrzeciono
2-Prowadnica
3-Głowica tnąca
4-Workpiece
5-Fixture
6-Prowadnica złożona
7-Środek konika
Zdjąć małą prowadnicę i słupek narzędziowy z suwaka złożonego. Uchwyt 5 jest przymocowany do suportu złożonego za pomocą rowków teowych. Wytaczadło jest zainstalowane między środkami wrzeciona i konika, umożliwiając obracanie wytaczadła, podczas gdy obrabiany przedmiot pozostaje nieruchomy podczas obróbki.
Aby określić pozycję wytaczania, na obu końcach przedmiotu obrabianego można narysować linie obróbki. Igła z drutu stalowego jest przymocowana do głowicy tnącej 3. Obracanie wrzeciona i wytaczadła umożliwia wyrównanie końcówki igły ze znakami linii obróbki na obu końcach przedmiotu obrabianego w celu pozycjonowania. Pozycja boczna przedmiotu obrabianego jest regulowana za pomocą suwaka złożonego, natomiast wysokość jest regulowana za pomocą podkładek regulacyjnych lub płyt uszczelniających.
Ta metoda wytaczania wymaga wysokiej precyzji otworów centrujących na obu końcach wytaczadła 2 i należy stosować stałe centra (centra obrotowe mają większe błędy obrotu).
Podczas precyzyjnego wytaczania, gdy głębokość skrawania należy zwiększyć o niewielką wartość (np. 0,05~0,1 mm), trudno jest kontrolować ją za pomocą skali na uchwycie suwaka złożonego.
W tym przypadku, oprócz wcześniej wprowadzonej metody sterowania wskaźnikiem zegarowym i obracania małego kąta suwaka w celu sterowania posuwem promieniowym, można zastosować metodę pionowego montażu narzędzia pokazaną na rysunku 26b. Powoduje to ustawienie głowicy wytaczarskiej pionowo na przedmiocie obrabianym (zamiast poziomo, jak pokazano na rysunku 26a), umożliwiając wytaczakowi cięcie w górnej części przedmiotu obrabianego. Podczas posuwu suwak złożony porusza się stycznie wzdłuż obrabianego otworu.
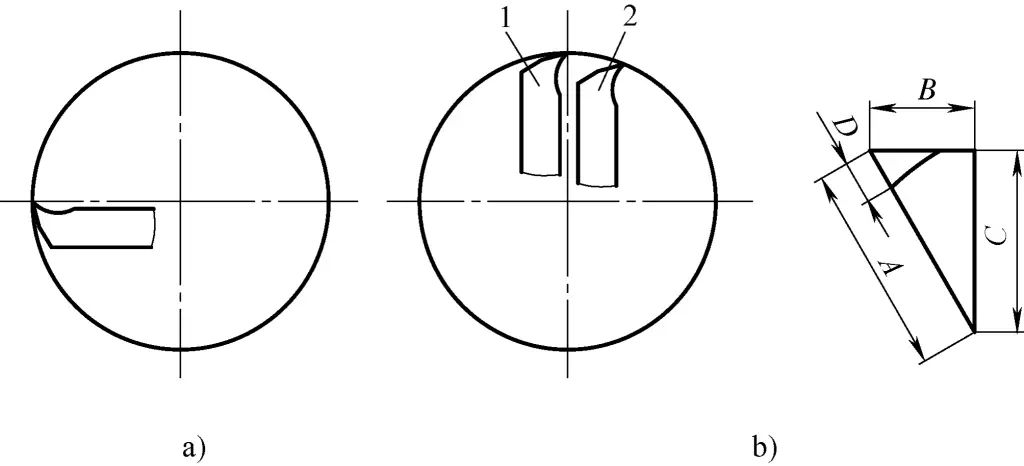
a) Normalna metoda montażu
b) Metoda montażu pionowego
1-Pozycja narzędzia przed obróbką
2-Pozycja narzędzia po obróbce
Na rysunku 26b, D jest naddatkiem na obróbkę otworu, a C jest wymaganym ruchem słupka narzędzia, aby osiągnąć naddatek na obróbkę D. W tym przypadku:
Podczas wytaczania narzędzie wytaczarskie pracuje w stanie półzamkniętym, a wystająca część wytaczadła jest stosunkowo długa, co może powodować wibracje.
Istnieje wiele przyczyn drgań, takich jak nieprawidłowe mocowanie przedmiotu obrabianego, słaba sztywność uchwytu, znaczne zużycie łożysk wrzeciona, zużycie szyny prowadzącej, luźna regulacja luzu prowadnicy, tępe krawędzie skrawające, nadmierny występ wytaczadła (Rysunek 27), niewystarczająca sztywność wytaczadła, nieprawidłowe parametry skrawania lub nieprawidłowe metody obróbki. W przypadku wykrycia drgań należy zidentyfikować przyczynę i odpowiednio ją wyeliminować.
Aby zapobiegać i eliminować drgania podczas wytaczania, można podjąć następujące środki z perspektywy systemu technologicznego:
Brak sztywności wytaczadła może powodować nie tylko wibracje podczas wytaczania, ale także zjawisko "ugięcia narzędzia", co skutkuje stożkowym otworem o zmniejszającej się średnicy w kierunku do wewnątrz. Jeśli nie ma problemów z precyzją tokarki, należy zastosować metody zwiększające sztywność wytaczadła.
Metody zwiększenia sztywności wytaczadła obejmują zwiększenie szerokości i grubości wytaczadła, ale może to spowodować, że stanie się ono zbyt nieporęczne i nie rozwiąże w pełni problemu. Innym podejściem jest zastosowanie podpór pomocniczych. Poniższe metody mają pewne różnice konstrukcyjne, ale działają na tej samej zasadzie.
Jak pokazano na Rysunku 28, należy wykonać otwór gwintowany M10 w wytaczadle i wkręcić śrubę z łbem okrągłym o odpowiedniej długości. Podczas wytaczania należy najpierw wykonać próbne cięcie, aby utworzyć wstępnie wywiercony otwór o długości 20-30 mm, a następnie zatrzymać maszynę i wyregulować śrubę z okrągłym łbem na wytaczarce tak, aby okrągły łeb stykał się ze ścianą wstępnie wywierconego otworu. Zabezpiecz śrubę z okrągłym łbem nakrętką zabezpieczającą (nie pokazano na rysunku), a następnie kontynuuj wytaczanie.
1 Śruba z łbem okrągłym
2-Prowadnica
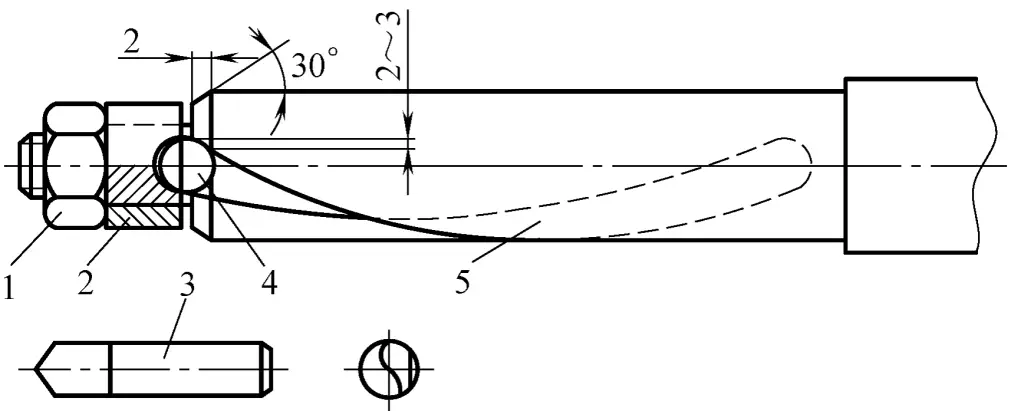
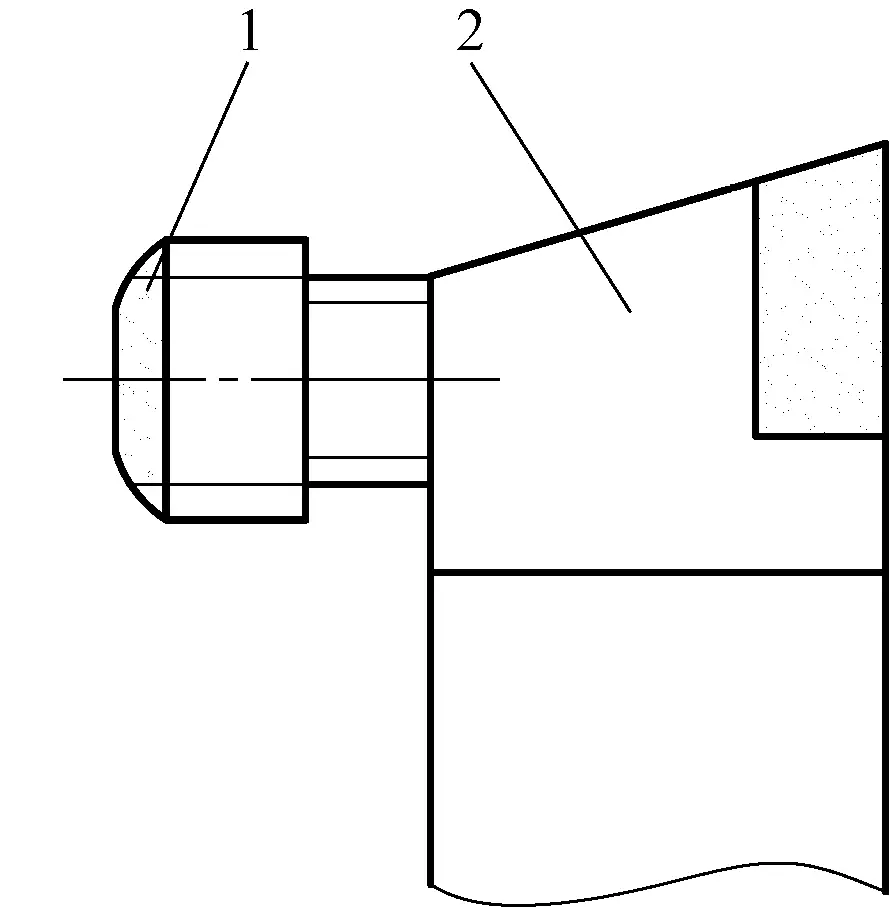
Jak pokazano na Rysunku 29, zainstaluj rurowe złącze gwintowane na tylnej powierzchni końcówki narzędzia do wytaczania pod kątem 180°. Gwintowany łącznik rurowy ma stalową kulkę. Podczas wytaczania stalowa kula może się swobodnie obracać i utrzymywać kontakt z obrabianą powierzchnią, zwiększając sztywność wytaczadła.
1-Workpiece
2-Prowadnica
3-Głowica tnąca
4-Rurowe złącze gwintowane
5-kulka stalowa
W przypadku otworów o dużej średnicy i długości podczas wytaczania można zastosować metodę pokazaną na rysunku 30. Zamontować jedną śrubę regulacyjną 180° za końcówką wytaczadła, a drugą prostopadle do niej. Łeb jednej śruby znajduje się na tej samej powierzchni obrotowej co końcówka wytaczadła, a druga nieco za nią.
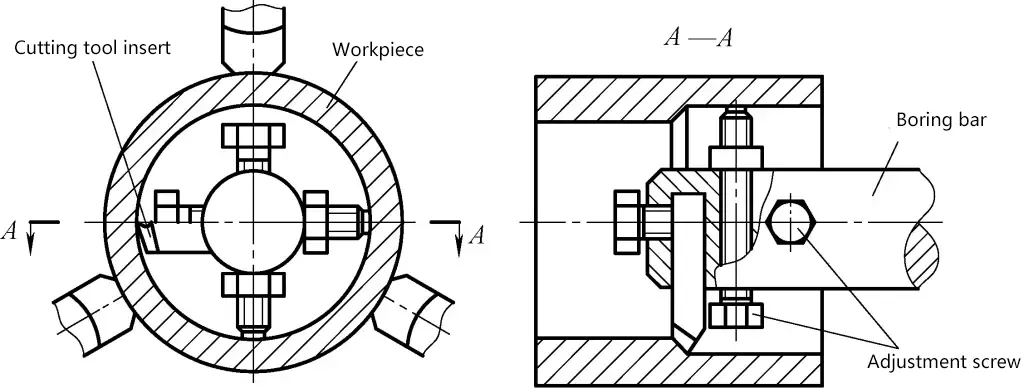
Po każdorazowym wyregulowaniu odległości wystawania łbów śrub należy dokręcić nakrętki zabezpieczające. Podczas wytaczania łby śrub stykają się z obrabianą powierzchnią, zapewniając podparcie dla wytaczadła.
Metoda wykorzystania podpór pomocniczych w celu zwiększenia sztywności wytaczadła jest odpowiednia do wytaczania zgrubnego i półwykończeniowego.
Podczas toczenia dłuższych elementów z otworami można użyć stabilnego podparcia, aby podeprzeć obrabiany element i zwiększyć jego sztywność, jak pokazano na rysunku 31.

W przypadku obróbki wsadowej przedmiotów obrabianych z otworami o mniejszej średnicy można zastosować metodę podpory pomocniczej pokazaną na rysunku 32. Podczas wytaczania należy zamocować podporę pomocniczą na łożu tokarki (podobnie jak w przypadku mocowania podpory stałej), przy czym rowek na pierścieniu podporowym powinien stykać się z powierzchnią czołową i średnicą zewnętrzną przedmiotu obrabianego (średnica otworu pierścienia podporowego powinna być większa niż średnica wytaczania). W ten sposób, gdy obrabiany przedmiot będzie się obracać, spowoduje to również obrót pierścienia podporowego podczas operacji wytaczania.
1-Chuck szczęki
2-częściowy
3-Pierścień podtrzymujący
4 - Łożysko toczne
5-Wsparcie dodatkowe
Rysunek 33a przedstawia arkusz gumy o grubości 5 mm (lub gumową opaskę) owinięty wokół zewnętrznego okręgu przedmiotu obrabianego, naprężony sprężyną, co może zapewnić dobry efekt tłumienia drgań. W zależności od średnicy i szerokości cienkościennego rurowego przedmiotu obrabianego, elastyczna taśma rurowa może być przyszyta i zamontowana na zewnętrznym okręgu przedmiotu obrabianego, jak pokazano na rysunku 33b, a następnie poddana precyzyjnej obróbce otworów.
a) Wykorzystanie gumowego arkusza do tłumienia drgań
b) Wykorzystanie elastycznej taśmy do tłumienia drgań
c) Wykorzystanie gumowej rurki do tłumienia drgań
1-Mandrel
2-Spring
3-Gumowy arkusz
4, 5-Workpiece
6-Elastyczna opaska
7-Narzędzie do wytaczania
8-gumowa rurka
9-Rurowy przedmiot obrabiany
Rysunek 33c przedstawia owinięcie gumowej rurki wokół zewnętrznego okręgu przedmiotu obrabianego, co również może mieć pewien efekt. Ponieważ wszystkie materiały gumowe są elastomerami, równoważnymi tłumiącym reduktorom drgań, wykorzystują one tłumienie do rozpraszania energii, zmniejszania amplitudy rezonansu i osiągania eliminacji lub redukcji drgań.
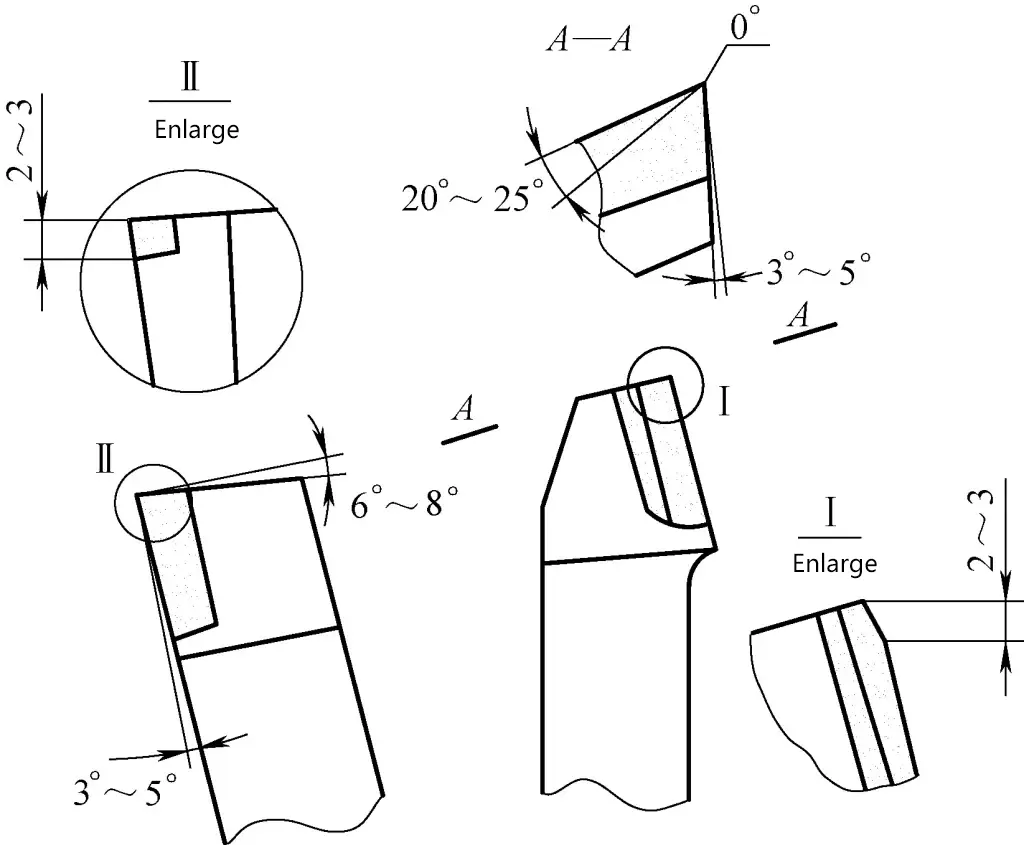
Po zeszlifowaniu kątów wytaczadła na ściernicy należy zeszlifować kąt 0° na 2-3 mm w pobliżu głównej krawędzi skrawającej końcówki narzędzia, jak pokazano na rysunku 34. Celem jest, aby podczas procesu cięcia, ze względu na elastyczne odkształcenie trzpienia narzędzia, na końcówce narzędzia utworzył się mały kąt odciążenia, co jest korzystne dla cięcia i zmniejszenia wibracji.