
Jak obliczyć masę blachy: Podstawowe wzory
Czy zastanawiałeś się kiedyś, jak szybko obliczyć wagę blachy? Ten artykuł przedstawia prostą formułę, która...
Czy kiedykolwiek zastanawiałeś się, jak powstają precyzyjne części? Wszystko zaczyna się od znakowania - kluczowego pierwszego kroku w obróbce skrawaniem. W tym artykule omówiono sztukę znakowania, od wyboru punktów odniesienia po wyrównywanie obrabianych przedmiotów. Poznasz kluczowe techniki stosowane przez wykwalifikowanych mechaników w celu zapewnienia dokładności. Niezależnie od tego, czy jesteś hobbystą, czy profesjonalistą, zrozumienie wytyczania wzniesie Twoje umiejętności obróbki metalu na wyższy poziom.

Rysowanie linii na powierzchni szorstkiego lub obrobionego przedmiotu w celu zaznaczenia granic obróbki zgodnie z rysunkiem nazywa się wytyczaniem.
Po zaznaczeniu przedmiotu obrabianego dostępne są wyraźne wskaźniki do obróbki. Wyraźnie pokazuje naddatek na obróbkę na powierzchni przedmiotu obrabianego i pomaga zlokalizować otwory lub powierzchnie za pomocą narysowanych linii. Dzięki wytyczaniu możliwe jest wcześniejsze sprawdzenie, czy wymiary każdej części półfabrykatu spełniają wymagania. W przypadku niektórych półfabrykatów o małych tolerancjach wytyczanie może również pomóc w znalezieniu sposobów na ich odzyskanie, unikając odpadów.
Zaznaczanie może również z wyprzedzeniem zidentyfikować problemy z półfabrykatem, unikając marnowania siły roboczej i zasobów. Zgodnie z ich funkcją w obróbce, narysowane linie można podzielić na trzy rodzaje: linie obróbki, linie weryfikacji i linie wyrównania. Linie narysowane na powierzchni części jako granice obróbki zgodnie z wymaganiami rysunkowymi nazywane są liniami obróbki.
Linie używane do sprawdzania różnych błędów po przetworzeniu części, a nawet do analizowania przyczyn wad, nazywane są liniami weryfikacyjnymi. Zasadniczo odległość między liniami weryfikacyjnymi a liniami obróbki wynosi 5-10 mm w zależności od rozmiaru i kształtu części, ale linie weryfikacyjne można pominąć, jeśli mogą zostać pomylone z innymi liniami. Linie narysowane poza liniami obróbki nazywane są liniami wyrównania, używanymi do wyrównania części przed obróbką.
Odległość między liniami wyrównania i liniami obróbki wynosi zazwyczaj 3-10 mm w zależności od rozmiaru części, ale w szczególnych przypadkach może być większa niż 10 mm. W ogólnych sytuacjach linie obróbki mogą być również używane jako linie wyrównania. Narysowane linie muszą być wyraźne i dokładne. Aby zapobiec wymazaniu lub rozmyciu ważnych linii po wielokrotnym transferze i przetwarzaniu, na liniach należy wykonać znaczniki.
Znakowanie można podzielić na znakowanie planarne i trójwymiarowe. Znakowanie planarne jest wykonywane na jednej powierzchni części, tj. na płaszczyźnie; znakowanie trójwymiarowe jest wykonywane na kilku różnych płaszczyznach części, tj. znakowanie w trzech wymiarach.
Narzędzia do znakowania obejmują rysiki, mierniki do znakowania, mierniki powierzchni, suwmiarki, a także młotki, punktaki itp. Podczas korzystania z narzędzi do znakowania należy pamiętać, że: końcówki igieł używane do znakowania są hartowane lub zakończone twardym stopem i nie powinny być uderzane ani uderzane; miernik wysokości jest bardziej precyzyjnym narzędziem do znakowania i powinien być używany tylko do pomiaru, a nie do bezpośredniego znakowania na powierzchni półfabrykatu.
Stemple centrujące są wykonane ze stali narzędziowej i hartowane przez hartowanie, a ich kąty wierzchołkowe są zazwyczaj szlifowane pod kątem 45°-60°. Po oznaczeniu, stemple centrujące są zwykle używane do wykonywania małych, jednolitych znaków na liniach w celu łatwej obserwacji. Podczas wiercenia otworów lub rysowania łuków, stemple centrujące są również używane do oznaczania środka, co ułatwia wyrównanie wiertła lub punktu kompasu ze środkiem.
Narzędzia do zaciskania i podpierania obejmują bloki V, zaciski C, podnośniki i różne podkładki, używane do zaciskania i podpierania przedmiotu obrabianego.
Układ odniesienia używany do określania położenia punktów, linii i powierzchni na rysunku części nazywany jest układem odniesienia projektu. Punkt odniesienia wytyczania odnosi się do pewnych punktów, linii i powierzchni na części używanych do określania wymiarów, kształtów geometrycznych i względnych pozycji różnych elementów na obrabianym przedmiocie podczas wytyczania. Inne linie wymiarowe są mierzone począwszy od tych punktów, linii i powierzchni.
Prawidłowy wybór punktu odniesienia jest niezbędny dla dobrego znakowania linii. Rozsądny punkt odniesienia może sprawić, że znakowanie będzie wygodne i dokładne, podczas gdy źle dobrany punkt odniesienia może prowadzić do nieudanego znakowania. W związku z tym konieczne jest dokładne przeanalizowanie rysunku i technologii obróbki, aby wybrać odpowiedni punkt odniesienia dla części przed znakowaniem.
Ogólne zasady wyboru punktu odniesienia są następujące: po pierwsze, postaraj się, aby punkt odniesienia wytyczania był zgodny z punktem odniesienia projektu; po drugie, weź pod uwagę kształt półfabrykatu, najlepiej używając otworów w półfabrykacie lub dużych płaskich powierzchni jako punktu odniesienia wytyczania.
Powszechnie stosowane są następujące trzy rodzaje wyboru układu odniesienia:
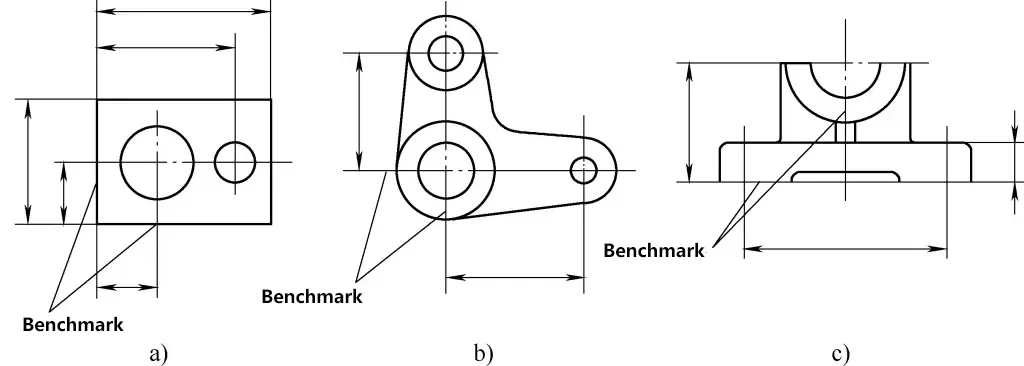
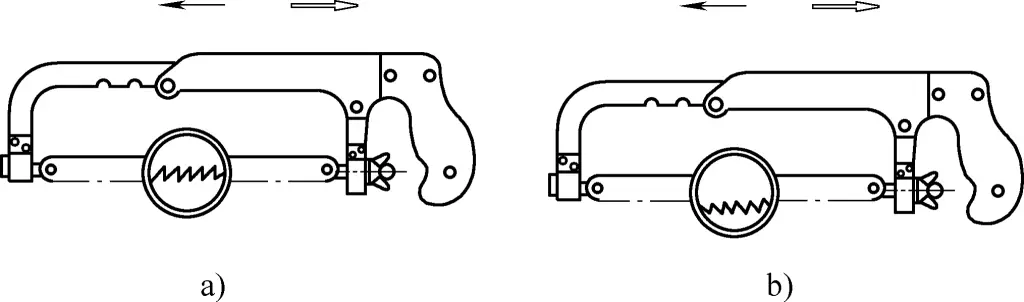
Jak pokazano na rysunku 1a, większość wymiarów w każdym kierunku jest oznaczona na podstawie tych dwóch powierzchni (punkt odniesienia projektu na rysunku). W tym przypadku te dwie powierzchnie mogą być użyte jako punkt odniesienia do wytyczania.
Jak pokazano na rysunku 1b, większość wymiarów tej części jest oznaczona od tych dwóch linii środkowych, a wymiary w obu kierunkach są symetryczne względem odpowiednich linii środkowych. W związku z tym te dwie linie środkowe mogą być użyte jako punkt odniesienia.
Jak pokazano na rysunku 1c, wymiary pionowe tej części są określane na podstawie dolnej linii, podczas gdy wymiary poziome są symetryczne względem linii środkowej.
Ze względów technologicznych odlewane, kute i spawane półfabrykaty do obróbki mają pewne błędy i wady wymiarów i kształtu. Jeśli błędy te są duże, może to spowodować konieczność złomowania przedmiotu obrabianego. W związku z tym przed znakowaniem należy przeprowadzić wyrównanie półfabrykatów, a wyrównanie należy przeprowadzić po określeniu odniesienia znakowania.
Podczas wyrównywania należy przestrzegać następujących zasad:
1) Jeśli na półfabrykacie znajdują się nieobrobione powierzchnie, przed znakowaniem należy je wyrównać zgodnie z nieobrobioną powierzchnią. Pozwoli to zachować stałą grubość między nieobrobioną powierzchnią a powierzchnią przeznaczoną do obróbki.
Rysunek 2 przedstawia półfabrykat obudowy łożyska. Okrąg zewnętrzny i powierzchnia A nie wymagają obróbki. Podczas zaznaczania linii obróbki otworu wewnętrznego należy najpierw wyrównać ją w oparciu o okrąg zewnętrzny, włożyć do otworu wypełniacz (blok prowadzący lub regulowane narzędzie centrujące), użyć miernika do zaznaczania, aby znaleźć środek, a następnie zaznaczyć linię obróbki otworu wewnętrznego zgodnie ze środkiem.
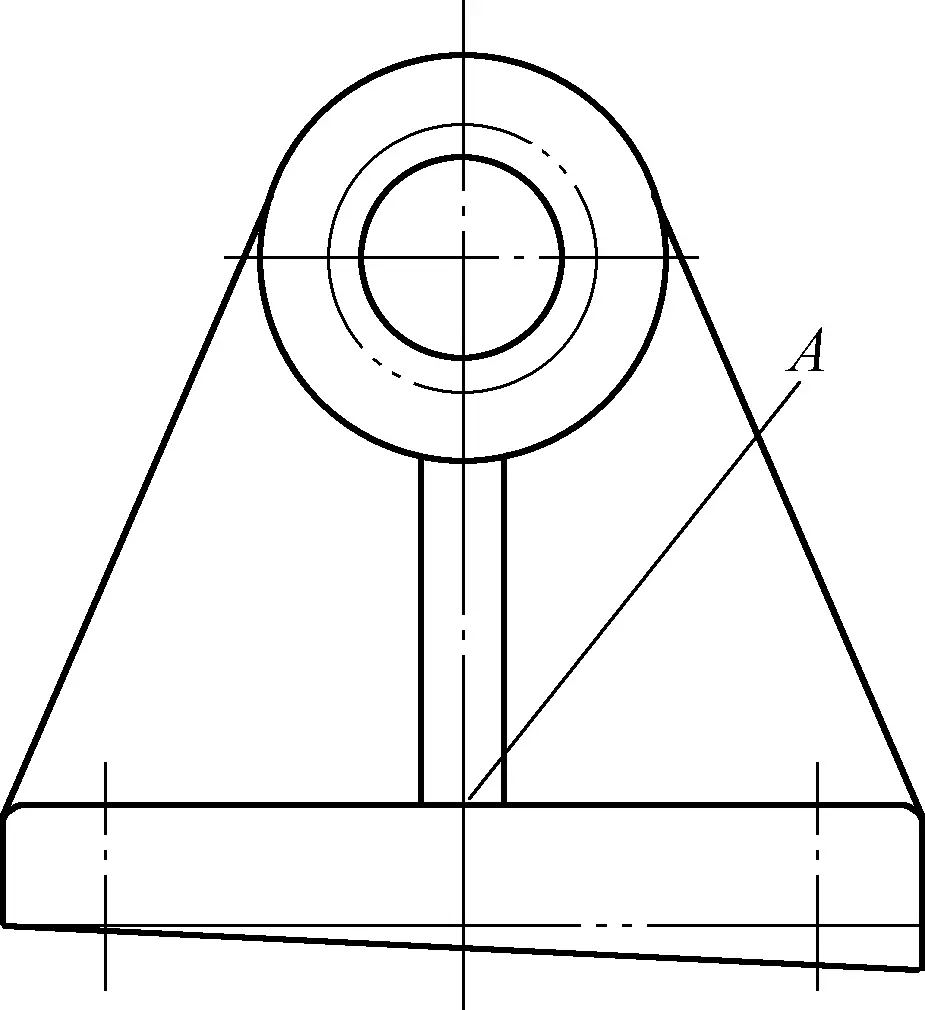
W ten sposób wewnętrzny otwór i zewnętrzny okrąg mogą zasadniczo osiągnąć współosiowość. Podobnie, przed zaznaczeniem linii obróbki dolnej powierzchni, należy najpierw wyrównać górną płaszczyznę A (nieobrobioną powierzchnię) i zaznaczyć linię obróbki dolnej powierzchni. Zapewnia to względnie jednolitą grubość całej podstawy.
2) Jeśli obrabiane mają być wszystkie powierzchnie półfabrykatu, przed znakowaniem należy wyrównać położenie każdej obrabianej powierzchni. Pozwoli to na rozsądne i równomierne rozłożenie naddatku na obróbkę na każdej obrabianej powierzchni, unikając nierównego lub przekrzywionego naddatku.
Ze względu na różne kształty strukturalne części, prace osiowania powinny być wykonywane zgodnie z rzeczywistą sytuacją przedmiotu obrabianego. Jeśli na obrabianym przedmiocie znajdują się dwie lub więcej nieobrobionych powierzchni, należy wybrać większą, ważniejszą lub o wyższej jakości wyglądu powierzchnię jako główne odniesienie wyrównania, biorąc pod uwagę inne mniej ważne nieobrobione powierzchnie. Ma to na celu zapewnienie, że wymiary między głównymi nieprzetworzonymi powierzchniami a powierzchniami, które mają zostać przetworzone (takimi jak grubość ścianki obudowy, wysokość występów itp.), Są tak jednolite, jak to możliwe, i odzwierciedlają trudne do skompensowania błędy na drugorzędnych lub mniej oczywistych obszarach.
Jeśli na części znajdują się już przetworzone powierzchnie, przetworzona powierzchnia powinna zostać użyta jako odniesienie wyrównania.
Gdy błędy i wady w kształcie, rozmiarze i położeniu półfabrykatu nie mogą zostać usunięte po wyrównaniu, należy rozważyć zastosowanie metody pożyczania materiału w celu naprawienia sytuacji.
Gdy niezgodny półfabrykat ma niewielkie odchylenie tolerancji, poprzez próbne znakowanie i regulację, należy ponownie rozdzielić naddatek na obróbkę każdej powierzchni, która ma być przetwarzana na półfabrykacie, minimalizując wpływ pierwotnego błędu i przekształcając go w kwalifikowany produkt. Ta metoda naprawcza nazywana jest pożyczaniem materiału.
Podczas pożyczania materiału należy najpierw sprawdzić wymiary i przesunięcia różnych części półfabrykatu, aby określić kierunek i rozmiar pożyczania materiału, a następnie zaznaczyć linie odniesienia. Następnie należy próbnie zaznaczyć pozostałe linie.
Rysunek 3 przedstawia obudowę skrzyni biegów, w której błąd odlewniczy spowodował przesunięcie otworu A o 6 mm w prawo, zmieniając odległość środkową z zaprojektowanych 200 mm na 194 mm. Konwencjonalnie, jeśli oba otwory zostałyby wyrównane w oparciu o ich nieobrobione zewnętrzne okręgi występów, prawa strona otworu A nie miałaby naddatku na obróbkę, powodując złom.
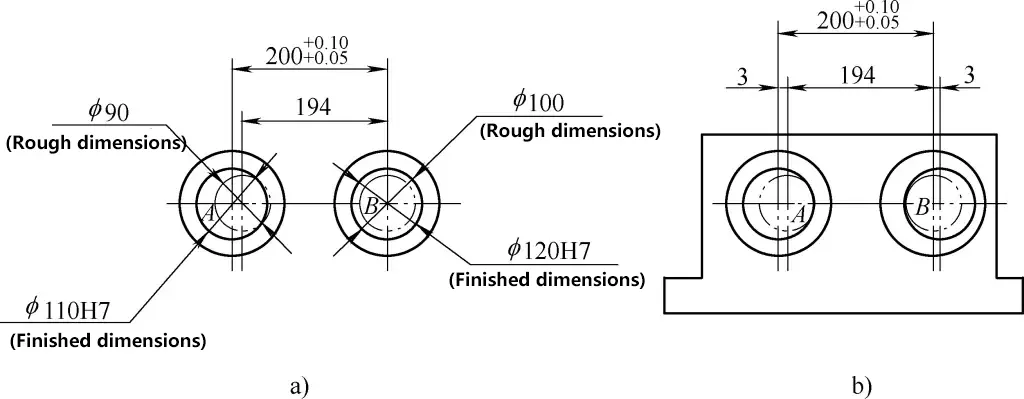
Teraz, korzystając z metody pożyczania materiału, przesuń otwory A i B odpowiednio o 3 mm w lewo i w prawo. Zaznacz próbnie linie środkowe obu otworów i linie wymiarowe obwodu otworu wewnętrznego. W ten sposób oba otwory mają odpowiedni naddatek na obróbkę. Takie podejście rozkłada błąd odlewu równomiernie na zewnętrzne okręgi występów obu otworów, powodując niewielki mimośród między występami zewnętrznego okręgu a otworami wewnętrznymi (patrz rysunek 3b). Jednak stopień mimośrodowości nie jest znaczący i generalnie ma niewielki wpływ na jakość wyglądu, zwykle spełniając wymagania części.
1) Dokładnie przeanalizuj rysunek, wyjaśnij funkcję i wymagania części oraz odpowiednie obszary znakowania w maszynie. Niektóre bardziej złożone części wymagają wielokrotnego znakowania i obróbki. Dlatego przed znakowaniem należy zapoznać się z całym procesem części i oznaczyć linie dla tego procesu zgodnie z wymaganiami. Podczas znakowania należy unikać oznaczania linii, które zostaną usunięte podczas przetwarzania i oznaczania niepotrzebnych linii.
2) Wybierz oznaczenie referencyjne.
3) Oczyść i sprawdź obrabiany przedmiot. Usunąć nadlewki, wypływki, piasek, olej itp.
4) Nałożenie koloru na obrabiany przedmiot. W przypadku odlewanych i kutych półfabrykatów do barwienia powszechnie stosuje się białą zawiesinę wapienną (wytwarzaną przez zmieszanie białego wapna, kleju wodnego lub gumy brzoskwiniowej z wodą). Gdy chropowatość powierzchni przedmiotu obrabianego jest wysoka, a ilość jest bardzo mała, do barwienia przedmiotu obrabianego można również użyć białej kredy.
Przetworzone powierzchnie są często barwione jasnozłotą wodą (mieszanina lakieru szelakowego i roztworu alkoholu) z dodatkiem barwnika (barwnik podstawowy). Niezależnie od rodzaju zastosowanej powłoki, należy ją nakładać cienko i równomiernie, aby zapewnić wyraźne oznakowanie. Zbyt gruba warstwa może się łuszczyć.
5) Zaznacz linie.
6) Dokładnie sprawdź, czy zaznaczone linie są prawidłowe i czy nie brakuje żadnych linii.
7) Znaczniki na liniach. Podczas korzystania z dziurkacza centralnego końcówka powinna być wyrównana ze środkiem linii lub otworu, a siła uderzenia powinna być odpowiednia i równomierna. Znaki stempla powinny znajdować się na środku linii i otworów, nie powinny być przekrzywione. Odległość między znakami stempla i ich rozmiar należy określić na podstawie rozmiaru przedmiotu obrabianego, długości linii i rozmiaru otworów, zapewniając, że są one wyraźnie widoczne podczas obróbki.
Ogólnie rzecz biorąc, znaczniki na liniach przetwarzania nie powinny być zbyt duże ani głębokie. Gęstość znaczników powinna być zgodna z zasadą "rzadkie na liniach prostych, gęste na krzywych i wyraźne w punktach przecięcia". W przypadku szorstkich półfabrykatów i centrów otworów lepsze są większe i głębsze znaczniki, ponieważ pomagają one w centrowaniu podczas wiercenia. W przypadku cienkich płyt lub cienkich elementów nie należy używać zbyt dużej siły, aby zapobiec deformacji. Znaki przebicia są zabronione w przypadku bardziej miękkich materiałów i precyzyjnie obrobionych powierzchni.
1) Struktura głowicy dzielącej
Głowica dzieląca jest narzędziem służącym do równego podziału obwodu i jest często używana do znakowania. Rysunek 4a przedstawia zewnętrzną formę uniwersalnej głowicy dzielącej. Uniwersalna głowica dzieląca składa się głównie z obudowy, wrzeciona, obrotowego korpusu w kształcie bębna, płyty dzielącej i widełek dzielących.
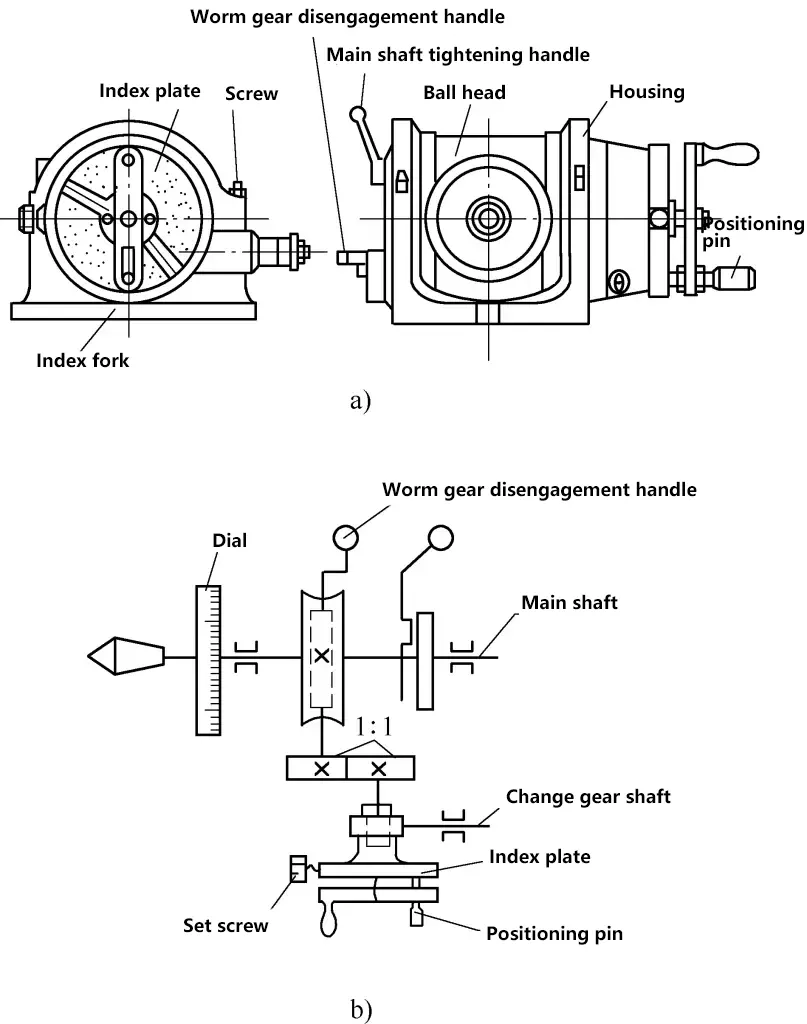
a) Forma zewnętrzna
b) Układ napędowy
Przedni koniec wrzeciona ma wewnętrzny otwór stożkowy i gwinty zewnętrzne, które można wykorzystać do włożenia centrownicy i zamontowania uchwytu samocentrującego. Płytka podziałowa jest również zamocowana na wrzecionie i obraca się wraz z nim, z podziałką od 0° do 360° używaną do podziału.
Kulista głowica wrzeciona może obracać się w pierścieniowej szynie prowadzącej obudowy, umożliwiając jej przechylenie w górę o 90° i w dół o 10° względem powierzchni stołu roboczego, obracając się pod dowolnym kątem w tym zakresie. Po wybraniu odpowiedniego kąta można go przymocować śrubami do obudowy w celu wygodnego znakowania.
Układ napędowy głowicy dzielącej pokazano na rysunku 4b. Jeden koniec uchwytu głowicy dzielącej jest zainstalowany w tulei na środku płyty dzielącej, podczas gdy drugi koniec koła zębatego zazębia się z kołem zębatym na wale ślimakowym.
W przypadku prostego podziału należy użyć śruby mocującej, aby zabezpieczyć płytę dzielącą, obrócić uchwyt, a poprzez przekładnię ślimak napędza koło ślimakowe, aby obrócić się w celu podziału. Wałek zmiany biegów za płytą dzielącą służy do złożonego podziału, w którym można zainstalować zmianę biegów do podziału.
2) Zasada podziału i obliczenia
Głowica dzieląca może być używana do równego podziału obwodu lub oznaczania linii kątowych. Zamontuj obrabiany przedmiot na przednim końcu wrzeciona głowicy dzielącej, umieść głowicę dzielącą na platformie znakującej i użyj jej w połączeniu z blokiem traserskim do zaznaczania linii poziomych, pionowych i różnych linii kątowych.
Ustaw liczbę zębów koła ślimakowego na głowicy dzielącej na 40, ze ślimakiem z pojedynczym rozruchem. Gdy uchwyt obraca się o jeden obrót, głowica dzieląca obraca się o 1/40 obrotu. Jeśli obrabiany przedmiot zamontowany na wrzecionie musi zostać podzielony na z równych części, tj. rysując linię co 1/z obrotu, liczbę obrotów uchwytu można obliczyć zgodnie ze wzorem zależności przekładni. To znaczy
1/40=1/(zn)
n = 40/z
Gdzie
Przykład 1 Podziel obwód na osiem równych części za pomocą głowicy dzielącej.
Rozwiązanie Biorąc pod uwagę z=8, n=40/z=40/8=5, co oznacza, że uchwyt wykonuje 5 obrotów, aby narysować linię na obwodzie.
Przykład 2 Podziel obwód na sześć równych części za pomocą głowicy dzielącej.
Rozwiązanie Biorąc pod uwagę z=6, n=40/z=40/6=63, co oznacza, że uchwyt obraca się o (6+2/3) obrotów, aby obrabiany przedmiot obrócił się o 1/6 obrotu.
Jak pokazano w przykładzie 2, w produkcji często zdarzają się sytuacje, w których uchwyt musi obrócić się o niecałkowitą liczbę obrotów. W takich przypadkach do obliczeń należy użyć następującego wzoru. Czyli
40/z=a+P/Q
Gdzie
3) Wybór płyt dzielących
Płytki dzielące są używane do liczenia z podziałem. Na płytce dzielącej znajduje się kilka okręgów z bardzo dokładnymi małymi otworami o różnych numerach. Gdy obliczona wartość n po podzieleniu ma postać ułamka, licznik i mianownik tego ułamka należy rozszerzyć (lub zmniejszyć) o ten sam współczynnik, aby mianownik był równy liczbie otworów w określonym okręgu na płytce dzielącej. Wynikowa wartość licznika jest wtedy liczbą odstępów między otworami, które powinien obrócić uchwyt.
Podobnie jak w przykładzie 2 powyżej, po wykonaniu przez uchwyt 6 obrotów, musi on wykonać jeszcze 2/3 obrotu. Odnosząc się do Tabeli 1, mianownik i licznik można pomnożyć przez 8, rozszerzając 2/3 do 16/24, co oznacza obrócenie 16 rozstawów otworów na okręgu z 24 otworami.
Oczywiście 2/3 można również rozszerzyć do 44/66, co oznacza obrócenie 44 otworów na 66-otworowym okręgu, co podobnie skutkuje obróceniem głównego wału o 2/3 obrotu. Można to rozszerzyć do wielu innych wielokrotności, ale ponieważ koła z większą liczbą otworów znajdują się dalej od środka osi, wygodniej jest obrócić uchwyt, więc są one często używane. Uniwersalna głowica dzieląca jest zwykle dostarczana z więcej niż jedną płytką dzielącą, a liczbę otworów na różnych płytkach dzielących można zobaczyć w tabeli 1.
Tabela 1 Liczba otworów na płytach dzielących
| Liczba płyt w zestawie | Liczba otworów na płytach dzielących |
| 1 płyta | Przód: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 Tył: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 |
| 2 płyty | Przód 1. płyty: 24, 25, 28, 30, 34, 37 Tył: 38, 39, 41, 42, 43 Przód 2. płyty: 46, 47, 49, 51, 53, 54 Tył: 57, 58, 59, 62, 66 |
| 3 płyty | Blok 1: 15, 16, 17, 18, 19, 20 Blok 2: 21, 23, 27, 29, 31, 33 Blok 3: 37, 39, 41, 43, 47, 49 |
Widełki dzielące umożliwiają dokładne i szybkie dzielenie. Widełki dzielące należy wyregulować przed obróceniem uchwytu. Kąt między dwiema nóżkami widełek można regulować w zależności od liczby odstępów między otworami.
Podczas regulacji liczba otworów między kątami powinna być o jeden większa niż wymagana liczba odstępów między otworami, ponieważ pierwszy otwór jest liczony jako zero, a tylko drugi otwór jest liczony jako jeden odstęp między otworami. Po każdym obrocie uchwytu widełki dzielące należy obrócić do nowej pozycji pozycjonowania (pozycji początkowej drugiego podziału) w kierunku obrotu uchwytu.
Podczas korzystania z głowicy dzielącej przed każdym podziałem należy poluzować uchwyt blokujący wrzeciona. Podczas dzielenia uchwyt dzielący musi być obracany w jednym kierunku, aby zapewnić dokładne dzielenie. Gdy uchwyt dzielący ma się obrócić do ustalonej pozycji otworu, należy uważać, aby nie obrócić go zbyt daleko; trzpień pozycjonujący powinien po prostu wpasować się w otwór.
Jeśli okaże się, że wrzeciono przesunęło się zbyt daleko, należy cofnąć je o około pół obrotu, a następnie ponownie obrócić do ustalonej pozycji otworu. Podczas dzielenia i rysowania linii należy dokręcić wrzeciono, aby zapobiec jego poluzowaniu podczas rysowania linii.
Metoda obróbki polegająca na cięciu lub nacinaniu surowców lub przedmiotów obrabianych za pomocą piły nazywana jest piłowaniem.
Brzeszczot jest częścią tnącą. Brzeszczoty do pił ręcznych mają zazwyczaj długość 300 mm, są zwykle wykonane z węglowej stali narzędziowej lub stali stopowej i utwardzane przez obróbkę cieplną. Piły ręczne tną podczas pchania do przodu, więc brzeszczot musi być zamontowany z zębami skierowanymi do przodu. Jeśli brzeszczot jest zamontowany tyłem, nie tylko nie może normalnie ciąć, ale także przyspiesza zużycie zębów. Sposób montażu brzeszczotu pokazano na rysunku 5.
a) Prawidłowo
b) Nieprawidłowo
Grubość zębów piły jest wyrażona liczbą zębów na 25 mm długości brzeszczotu, z opcjami 14, 18, 24 i 32. Brzeszczoty o grubym uzębieniu mają większe rowki wiórowe i nadają się do cięcia miękkich materiałów i większych przekrojów; brzeszczoty o drobnym uzębieniu nadają się do cięcia twardych materiałów, cienkich płyt lub rur. Specyfikacje i zastosowania brzeszczotów o grubym uzębieniu przedstawiono w tabeli 2.
Tabela 2 Specyfikacje i zastosowania grubości brzeszczotu
| Grubość zęba piły | Liczba zębów na 25 mm długości | Zastosowanie |
| Gruboziarnisty | 14~18 | Cięcie miękkiej stali, mosiądzu, aluminium, żeliwa, czystej miedzi i materiałów z żywicy sztucznej |
| Średni | 22~24 | Cięcie stali o średniej twardości, grubościennych rur stalowych, rur miedzianych |
| Dobrze | 32 | Cienki i czysty metalecienkościenne rury |
| Delikatny do średniego | 32~20 | Powszechnie używane w fabrykach do rozpoczynania cięć |
Napięcie brzeszczotu powinno być umiarkowane i może być regulowane za pomocą nakrętki motylkowej na ramie piły. Zbyt ciasno zamocowany brzeszczot będzie poddawany dużym naprężeniom i utraci swoją niezbędną elastyczność, przez co będzie podatny na złamania; zbyt luźno zamocowany brzeszczot może się łatwo wygiąć i złamać, a cięcie może zostać przekrzywione. Zamontowany brzeszczot powinien być utrzymywany w tej samej płaszczyźnie środkowej co rama piły, co jest niezbędne do zapewnienia prostego cięcia i zapobiegania pękaniu brzeszczotu.
Istnieją dwa rodzaje ruchu ramy piły podczas pchania piły: jeden to ruch liniowy, odpowiedni do szczelin o płaskich powierzchniach dolnych lub cienkościennych elementów obrabianych; drugi pozwala ramie piły kołysać się w górę iw dół, co może zmniejszyć opór cięcia, poprawić wydajność pracy i jest bardziej naturalne w obsłudze, zmniejszając zmęczenie dłoni.
Gdy prędkość cięcia jest zbyt duża, cięty materiał jest zbyt twardy lub odpowiedni płyn tnący może spowodować przegrzanie części zęba, szybkie zużycie boków zęba, zwiększenie tarcia między brzeszczotem a cięciem piły, prowadząc do dalszego przyspieszonego zużycia zębów piły.
Jeśli podczas rozpoczęcia cięcia kąt początkowy jest zbyt duży, zęby piły zahaczają o ostrą krawędź przedmiotu obrabianego lub jeśli wybrana grubość zęba brzeszczotu jest nieodpowiednia, lub jeśli kąt pchania nagle zmienia się podczas cięcia, lub jeśli w ciętym materiale nagle napotyka się twarde zanieczyszczenia, może to prowadzić do złamania zęba; zbyt luźne lub zbyt ciasne zamocowanie brzeszczotu, niedokładne zamocowanie przedmiotu obrabianego, niestabilne cięcie powodujące wibracje lub zbyt gwałtowna korekta skośnego cięcia mogą prowadzić do pęknięcia brzeszczotu.
Do cięcia rur i cienkich płyt należy używać brzeszczotów o drobnych zębach. W przeciwnym razie, jeśli podziałka zębów jest większa niż grubość płyty, spowoduje to zahaczenie zębów piły i utratę lub złamanie zęba. Dlatego też, podczas piłowania, co najmniej dwa lub więcej zębów piły powinno ciąć jednocześnie na przekroju, aby uniknąć zjawiska zahaczania zębów piły i powodowania pęknięć.
Podczas piłowania, w zależności od kształtu i grubości materiału, metody piłowania można podzielić na następujące typy.
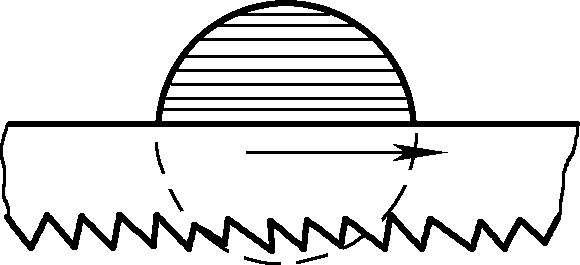
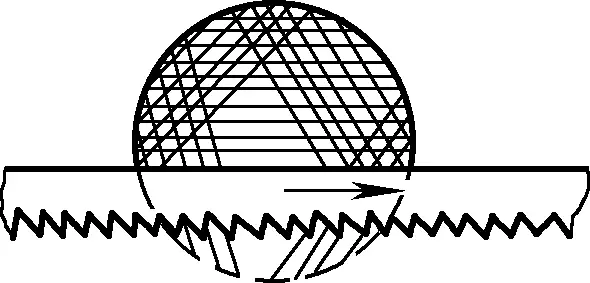
Jeśli do piłowania wymagany jest gładki przekrój, należy go piłować w sposób ciągły od początku do końca (patrz rysunek 6); jeśli wymagania dotyczące piłowanego przekroju nie są wysokie, można go piłować w kilku kierunkach (patrz rysunek 7), co ułatwia piłowanie ze względu na mniejszą powierzchnię piłowania, poprawiając w ten sposób wydajność pracy.
Przed rozpoczęciem cięcia rury należy narysować linię cięcia prostopadłą do osi. Ponieważ wymagania dotyczące linii cięcia nie są wysokie, najprostszą metodą jest owinięcie prostokątnego paska papieru (z prostą krawędzią do znakowania) wokół zewnętrznego obwodu przedmiotu obrabianego zgodnie z wymiarami cięcia, a następnie zaznaczenie go rysikiem. Podczas cięcia rura musi być prawidłowo zamocowana. W przypadku cienkich rur i rur precyzyjnie obrobionych należy je zacisnąć między dwiema drewnianymi podkładkami z rowkami w kształcie litery V, aby zapobiec spłaszczeniu rury lub uszkodzeniu jej powierzchni.
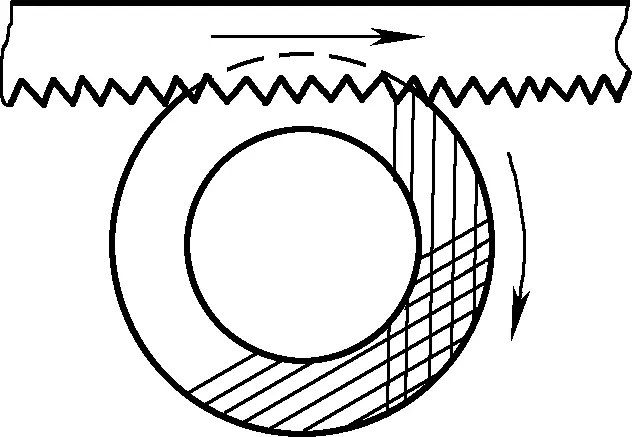
Podczas cięcia rur cienkościennych nie należy ciąć w jednym kierunku od początku do końca. W przeciwnym razie zęby piły zahaczą o ściankę rury i spowodują jej wyszczerbienie. Prawidłową metodą jest najpierw piłowanie w jednym kierunku do wewnętrznej ścianki rury; następnie obrócenie rury o pewien kąt w kierunku pchania piły, połączenie z pierwotnym rzazem piły i ponowne piłowanie do wewnętrznej ścianki rury. Stopniowo zmieniaj kierunek i kontynuuj obracanie i piłowanie, aż do przecięcia, jak pokazano na rysunku 8.
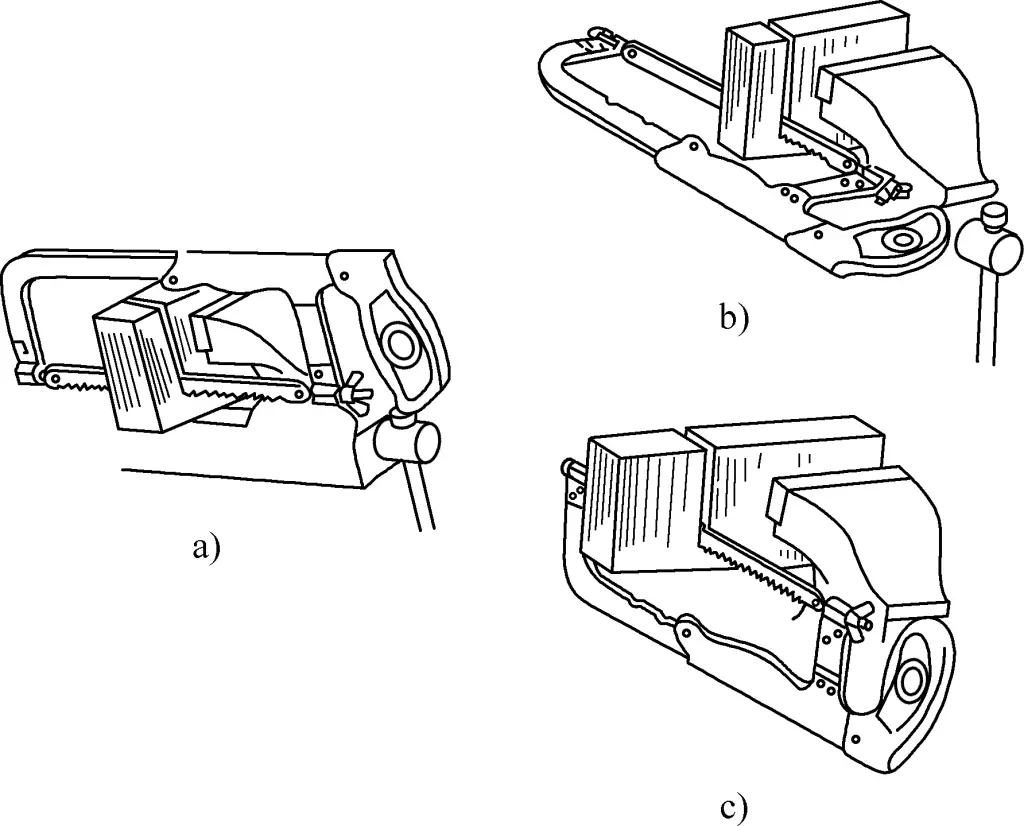
Podczas cięcia stosunkowo cienkich arkuszy materiału może dojść do zginania i wibracji, co uniemożliwi kontynuowanie cięcia. Podczas piłowania należy starać się ciąć jak najszerzej od szerokiej powierzchni. Jeśli możliwe jest cięcie tylko od wąskiej powierzchni arkusza, można użyć dwóch drewnianych desek, aby go zacisnąć i przeciąć razem z drewnianymi deskami. Ma to na celu uniknięcie zahaczania zębów piły, a także zwiększenie sztywności cienkiego arkusza, zapobiegając wibracjom podczas piłowania, jak pokazano na rysunku 9a.
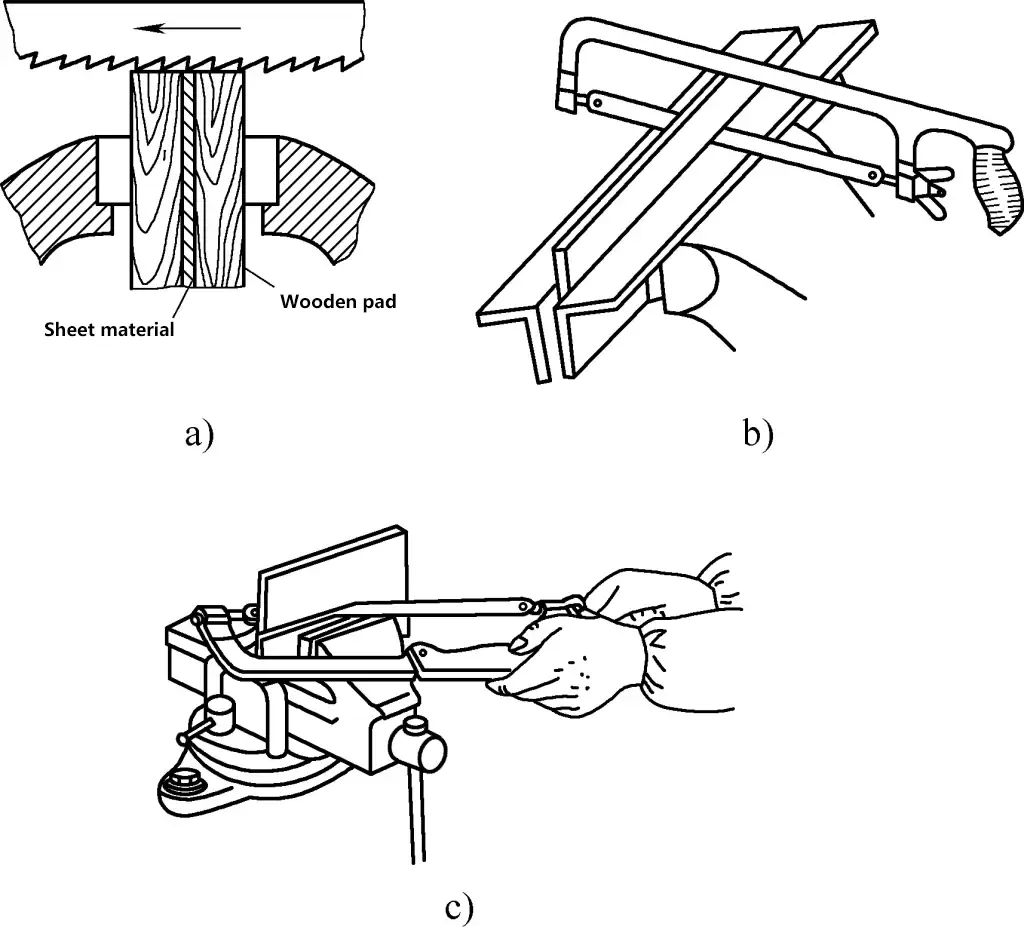
W przypadku cięcia dłuższego arkusza materiału można użyć dwóch kątowników jako płyt oporowych dla szczęk imadła, mocno zaciskając arkusz materiału, a następnie piłując wzdłuż kątownika, jak pokazano na rysunku 9b. Alternatywnie, cienki arkusz materiału można zacisnąć na imadle stołowym i ciąć poziomo piłą ręczną, zwiększając liczbę zębów stykających się z cienkim arkuszem, aby uniknąć wyszczerbienia zębów piły, jak pokazano na rysunku 9c.
Gdy głębokość rzazu przekroczy szerokość ramy piły, brzeszczot należy obrócić o 90° i ponownie zamontować, obracając ramę piły w stronę obrabianego elementu. Gdy wysokość ramy piły jest nadal niewystarczająca przy ramie obróconej na bok, brzeszczot piły można również zainstalować z zębami skierowanymi w stronę piły (obracając brzeszczot o 180° w ramie) w celu piłowania, jak pokazano na rysunku 10.
Dłutowanie to metoda obróbki przedmiotów poprzez uderzanie dłuta młotkiem. Operacja ta nazywana jest dłutowaniem. Dłutowanie jest stosowane głównie w sytuacjach, w których obróbka mechaniczna jest niewygodna, w tym do usuwania zadziorów z odlewów, cięcia materiałów arkuszowych, usuwania zużytych nitów i zardzewiałych śrub, dłutowania niewspółosiowych występów na współpracujących częściach, wycinania rowków olejowych itp. Czasami używane jest również do obróbki zgrubnej stosunkowo niewielkich obszarów.
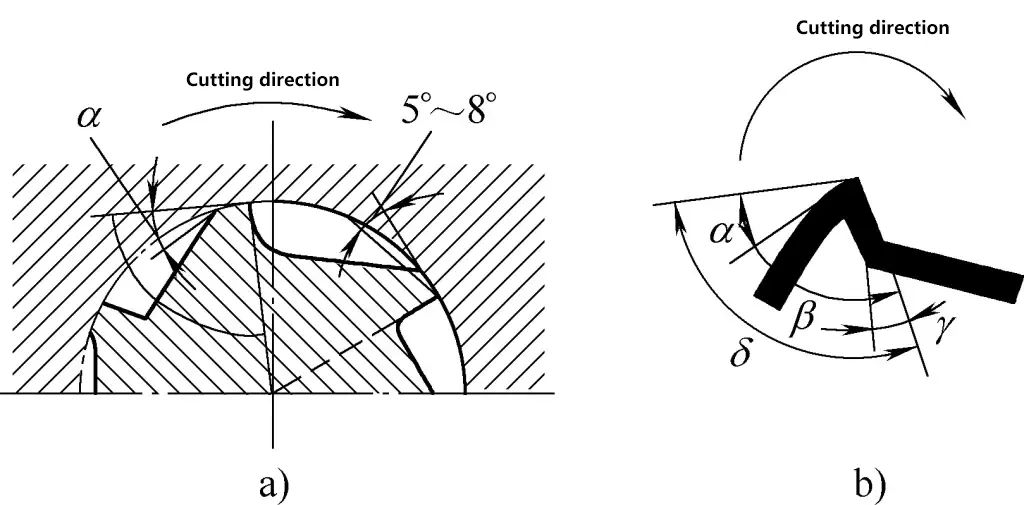
Jakość dłuta ma bezpośredni wpływ na jakość i wydajność dłutowania. Głównymi czynnikami wpływającymi na jakość dłuta są racjonalny kształt i twardość krawędzi tnącej.
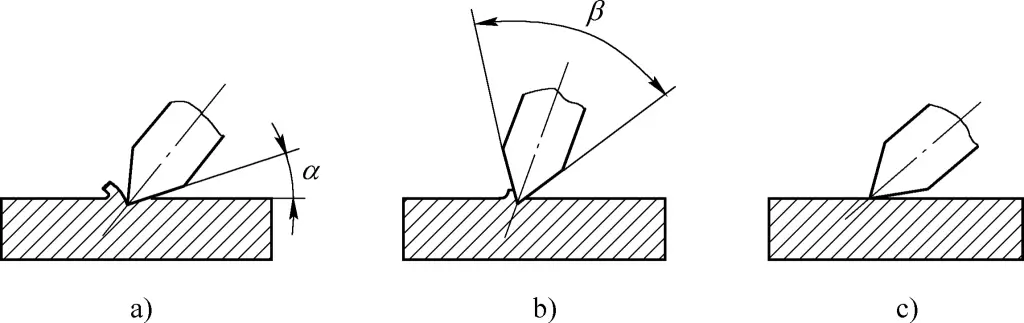
Kształt krawędzi tnącej (części tnącej) jest reprezentowany przez kąt klina β, który jest kątem między przednią i tylną powierzchnią krawędzi tnącej. Im większy kąt zaklinowania, tym większa wytrzymałość krawędzi tnącej, ale również większy opór skrawania; im mniejszy kąt zaklinowania, tym ostrzejsza krawędź tnąca. Dlatego przy wyborze kąta klina należy przyjąć najmniejszą możliwą wartość, zapewniając jednocześnie wystarczającą wytrzymałość. Podczas dłutowania twardych materiałów, kąt klina powinien być większy, a podczas dłutowania miękkich materiałów, kąt klina powinien być mniejszy.
Podczas dłutowania twardych materiałów, takich jak stal lub żeliwo, kąt klina wynosi zazwyczaj od 60° do 70°; w przypadku materiałów o średniej twardości kąt klina wynosi od 50° do 60°; w przypadku miękkich materiałów, takich jak miedź lub aluminium, kąt klina wynosi od 30° do 50°.
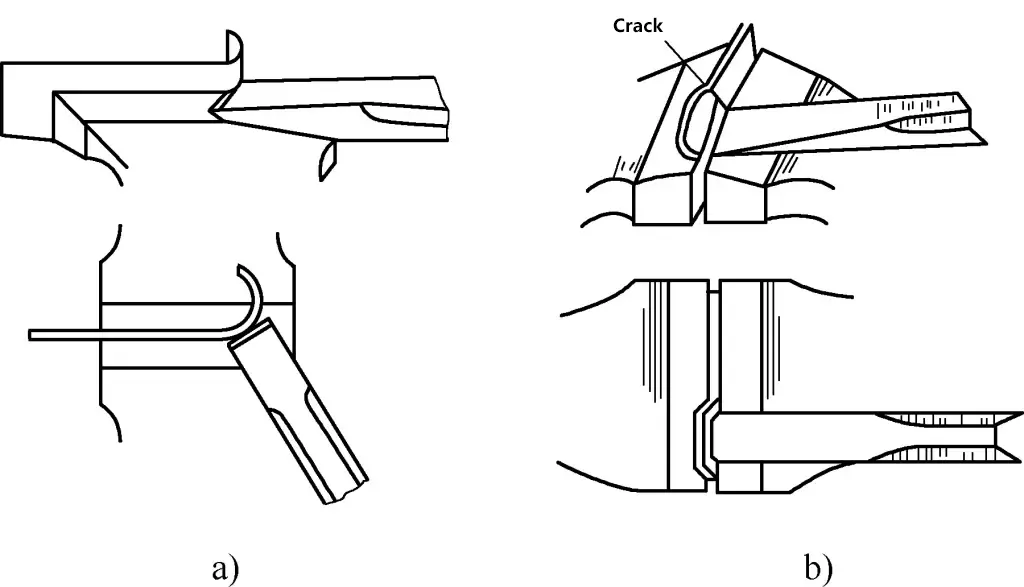
Kąt pomiędzy tylną powierzchnią dłuta a płaszczyzną cięcia nazywany jest kątem tylnym. Wielkość kąta tylnego zależy od pozycji, w jakiej trzymane jest dłuto. Celem kąta grzbietu jest zmniejszenie tarcia między powierzchnią grzbietu a powierzchnią cięcia oraz ułatwienie dłutu penetracji materiału. Kąt grzbietu jest zwykle określany na podstawie doświadczenia, zwykle od 5° do 8°. Jeśli jest zbyt mały, dłuto może się ślizgać; jeśli jest zbyt duży, może ciąć zbyt głęboko, jak pokazano na rysunku 11.
Twardość krawędzi dłuta powinna być wyższa niż twardość ciętego przedmiotu. Im twardsza, ostrzejsza i mniej podatna na wykrzywianie jest krawędź dłuta, tym lepiej. Jeśli jednak twardość jest zbyt wysoka, może to spowodować, że krawędź dłuta stanie się krucha i łatwo się wykruszy, a nawet spowoduje, że fragmenty odlecą i zranią kogoś. Dlatego też twardość dłuta musi być odpowiednia.
Dłuta są zazwyczaj kute ze stali narzędziowej T7A i poddawane obróbce cieplnej. Obróbka cieplna dłut obejmuje procesy hartowania i odpuszczania. Dłuta hartowane do "żółtego ciepła" mają wyższą twardość, ale niższą wytrzymałość; te hartowane do "niebieskiego ciepła" mają niższą twardość, ale wyższą wytrzymałość. Ogólnie rzecz biorąc, stosuje się twardość pomiędzy tymi dwoma - hartowaną do "złotożółtego ciepła".
Konkretna metoda jest następująca: Podgrzać część tnącą dłuta o długości około 20 mm w piecu grzewczym do temperatury 750-800°C (kolor wiśniowo-czerwony), a następnie szybko ją wyjąć i umieścić dłuto pionowo w zimnej wodzie w celu schłodzenia (głębokość zanurzenia 5-6 mm), aby zakończyć proces hartowania.
Podczas chłodzenia dłuta w wodzie należy nim delikatnie kołysać wzdłuż powierzchni wody. Ma to na celu przyspieszenie chłodzenia, zwiększenie twardości hartowania, uniknięcie wyraźnej granicy między hartowanymi i niehartowanymi częściami, aby uniknąć pęknięcia dłuta na tej linii, usunięcie pęcherzyków powietrza przylegających do powierzchni dłuta i zapobieganie tworzeniu się miękkich miejsc podczas hartowania. Po hartowaniu dłuto musi być również odpuszczone, co odbywa się przy użyciu jego własnego ciepła resztkowego.
Gdy część hartowanego dłuta nad powierzchnią wody stanie się czarna, wyjmij je z wody, zetrzyj zgorzelinę tlenkową i obserwuj zmianę koloru krawędzi dłuta. W przypadku szerokich dłut, gdy część krawędzi zmieni kolor na fioletowy (pomiędzy fioletowo-czerwonym a ciemnoniebieskim), a w przypadku wąskich dłut, gdy część krawędzi zmieni kolor na brązowo-czerwony (pomiędzy żółtawo-brązowym a czerwonym), zanurz dłuto ponownie w wodzie w celu schłodzenia. To kończy cały proces hartowania i odpuszczania dłuta.
Czas pełnego zanurzenia dłuta w zimnej wodzie ma ogromny wpływ na twardość krawędzi tnącej. Jeśli nastąpi to zbyt wcześnie, krawędź stanie się zbyt krucha; jeśli nastąpi to zbyt późno, krawędź stanie się zbyt miękka. Tylko poprzez ciągłą praktykę można umiejętnie osiągnąć idealną twardość dłuta. Zimą do hartowania należy używać ciepłej wody, w przeciwnym razie krawędź tnąca może łatwo pęknąć.
Podczas ostrzenia dłuta należy upewnić się, że przednia i tylna powierzchnia są gładkie i płaskie, a kąt klina jest prawidłowy i ostry. W razie potrzeby, po szlifowaniu na ściernicy, należy je dokładnie oszlifować na osełce. Podczas szlifowania ważne jest ciągłe chłodzenie wodą, aby zapobiec wyżarzaniu z powodu wysokich temperatur.
Istnieje kilka rodzajów dłut, w tym dłuta płaskie, dłuta punktowe i dłuta do rowków olejowych, jak pokazano na rysunku 12.
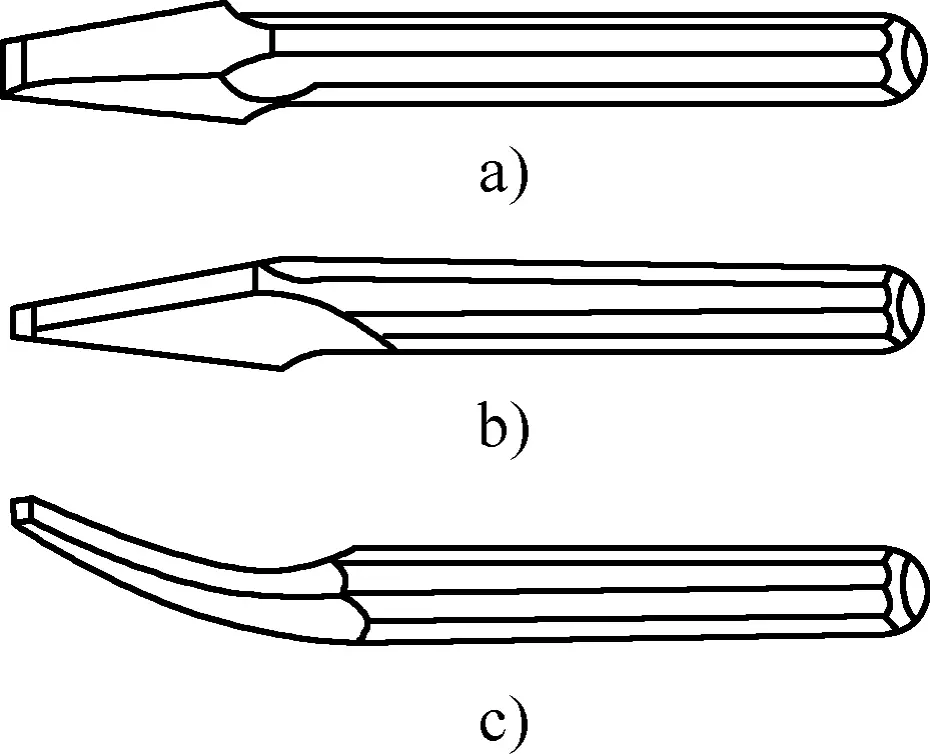
a) Dłuto płaskie
b) Przecinak punktowy
c) Dłuto do rowków olejowych
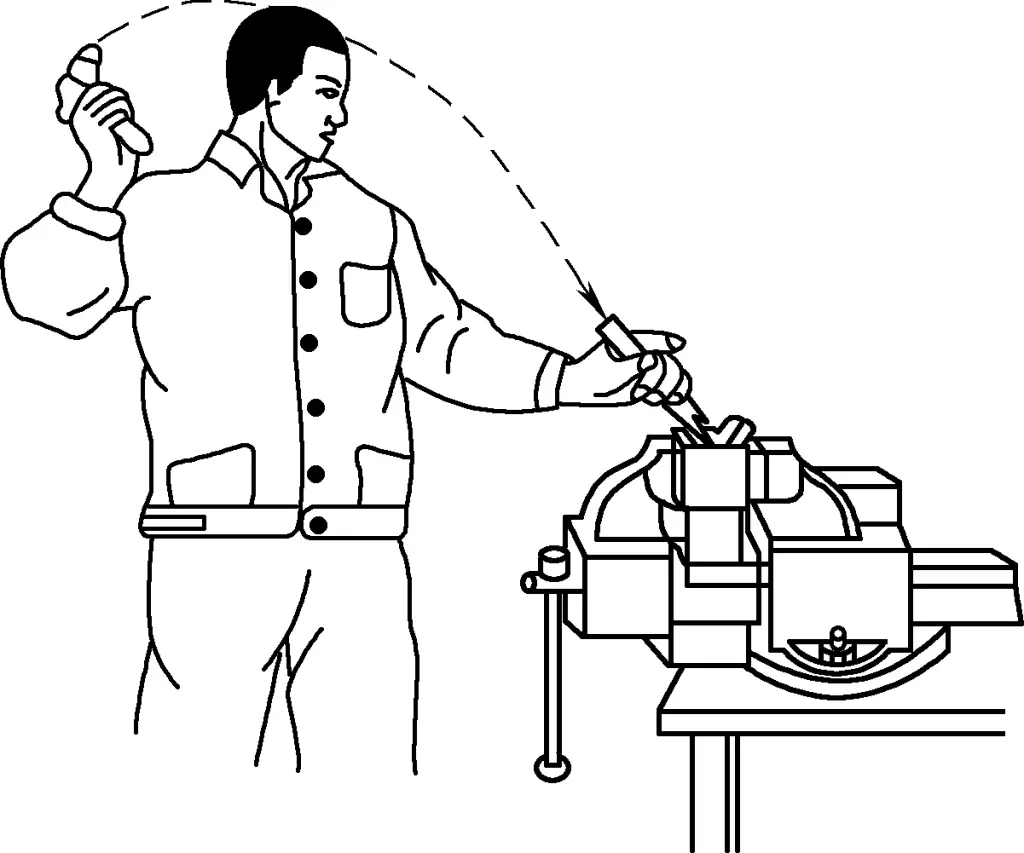
Podczas dłutowania wzrok powinien skupiać się na krawędzi dłuta. Początkujący często obserwują uchwyt młotka lub dłuta, co jest nieprawidłowe. Podczas wymachiwania młotkiem ramię powinno być rozluźnione i należy nauczyć się używać siły nadgarstka. Kąt między dłutem a obrabianym przedmiotem powinien być odpowiedni; jeśli dłuto jest zbyt mocno pochylone, będzie ciąć zbyt głęboko; jeśli jest zbyt słabo pochylone, nie może ciąć i może się ześlizgnąć. Prawidłową metodę dłutowania pokazano na rysunku 13.
Używając dłuta płaskiego, łatwiej jest zacząć od ostrego narożnika. Zbliżając się do końca cięcia, należy uważać, aby nie dopuścić do pęknięcia końca obrabianego przedmiotu. Ogólnie rzecz biorąc, gdy około 10 mm od końca, można odwrócić się i dłutować pozostałą część z drugiej strony.
Podczas dłutowania wąskiej płaskiej powierzchni, krawędź dłuta może być nachylona pod kątem do kierunku postępu, aby ułatwić cięcie. Podczas dłutowania szerszej płaskiej powierzchni, generalnie bardziej wydajne jest najpierw użycie wąskiego (punktowego) dłuta do utworzenia rowka, a następnie użycie płaskiego dłuta do usunięcia pozostałego materiału.
Przed dłutowaniem należy najpierw dokładnie naostrzyć część tnącą dłuta do rowków olejowych zgodnie z kształtem powierzchni czołowej rowka olejowego na rysunku. Podczas dłutowania kąt nachylenia dłuta powinien zmieniać się wraz z zakrzywioną powierzchnią, aby zapewnić gładkość i jednolitą głębokość dłutowanego rowka olejowego. Może być konieczna regulacja, a po dłutowaniu należy wygładzić wszelkie zadziory na krawędziach rowka.
Jak pokazano na Rysunku 14, podczas dłutowania cienkich blach linia cięcia przedmiotu obrabianego powinna znajdować się w jednej płaszczyźnie ze szczękami imadła. Mocno zamocuj obrabiany przedmiot i użyj płaskiego dłuta wzdłuż szczęk imadła pod kątem (około 45°) do powierzchni blachy. Grubość przecinanej blachy nie powinna być zbyt duża, zazwyczaj poniżej 4 mm.
a) Prawidłowo
b) Nieprawidłowo
Podczas cięcia dużych arkuszy blachy na kowadle należy umieścić pod nim miękką podkładkę żelazną, aby zapobiec uszkodzeniu krawędzi dłuta.
Aby dłutować zakrzywioną blachę, należy najpierw wywiercić serię ściśle rozmieszczonych otworów wzdłuż linii konturu, a następnie stopniowo przecinać płaskim dłutem.
Tabela 3 Rodzaje defektów w dłutowanych powierzchniach płaskich i ich przyczyny
| Rodzaj usterki | Przyczyny |
| Szorstka powierzchnia | 1. Krawędź dłuta jest wyszczerbiona lub zawinięta i nie jest ostra. 2. Nierówne uderzenia młotkiem 3. Główka dłuta została wbita na płasko, powodując ciągłą zmianę kierunku działania siły |
| Nierówna powierzchnia | 1. Kąt oparcia jest zbyt duży w pewnej sekcji podczas dłutowania, co powoduje, że dłutowana powierzchnia jest wklęsła 2. Kąt oparcia jest zbyt mały w pewnej sekcji podczas dłutowania, co powoduje, że dłutowana powierzchnia jest wypukła |
| Powierzchnia z wypukłościami | 1. Lewa ręka nie ustawiła i nie przytrzymała dłuta prawidłowo, co spowodowało przechylenie krawędzi dłuta i zagłębianie się krawędzi podczas ponownego dłutowania 2. Podczas ostrzenia krawędź dłuta została zeszlifowana tak, aby była wklęsła pośrodku |
| Odpryski i załamania narożników | 1. Nieobracanie dłuta po osiągnięciu końca, co powoduje wykruszanie krawędzi. 2. Wykonanie zbyt dużego cięcia, powodującego załamanie narożnika |
| Niedokładność wymiarowa | 1. Niedokładne wymiary podczas rozpoczynania dłutowania 2. Brak terminowych pomiarów i kontroli |
Używanie pilnika do usuwania nadmiaru metalu z powierzchni części w celu uzyskania wymaganych wymiarów, kształtu i chropowatości powierzchni zgodnie z rysunkiem nazywa się piłowaniem. Może być stosowany do precyzyjnej obróbki części po dłutowaniu lub piłowaniu. Nadaje się zarówno do obróbki powierzchni płaskich, jak i zakrzywionych.
Frezowanie jest stosunkowo dokładną metodą obróbki ręcznej, z dokładnością do 0,01 mm i chropowatością powierzchni do Ra0,8 μm. Frezowanie jest jedną z głównych metod operacyjnych w pracy montera, podstawową umiejętnością dla monterów i jest często stosowane w produkcji.
Pilniki wykonane są z wysokowęglowej stali narzędziowej T12 lub T13 i są hartowane, zazwyczaj o twardości 62-67HRC. Zęby pilników dostępne są w wersji jedno- i dwuostrzowej.
Pilniki jednoostrzowe mają zęby tylko w jednym kierunku i są zwykle używane do piłowania miękkich metali, takich jak aluminium i cyna, lub do powierzchni wymagających gładszego wykończenia.
Pilniki z podwójnym nacięciem mają zęby ułożone w dwóch przecinających się kierunkach. Zgodnie z procesem produkcyjnym, płytsze zęby wycięte jako pierwsze to zęby dolne, które tworzą kąt 55° z linią środkową pilnika; głębsze zęby wycięte później to zęby górne, które tworzą kąt 75° z linią środkową pilnika. Ze względu na różne kąty zębów dolnych i górnych, ślady pilnika nie nakładają się na siebie podczas piłowania, co skutkuje gładszą powierzchnią.
Jeśli dolne i górne kąty zębów byłyby takie same, zęby pilnika ustawiłyby się wzdłuż linii środkowej pilnika bez przesunięcia, co skutkowałoby rowkami na spiłowanej powierzchni i bardziej szorstkim wykończeniem. Drobność zębów pilnika jest wyrażana przez wielkość odstępów między zębami. Stopnie rozdrobnienia są klasyfikowane w następujący sposób:
Używany do gruboziarnistych pilników o rozstawie zębów 2,3-0,83 mm.
Używany do średnich pilników o rozstawie zębów 0,77-0,42 mm.
Używany do drobnych pilników o rozstawie zębów 0,33-0,25 mm.
Używany do bardzo drobnych pilników o rozstawie zębów 0,25-0,20 mm.
Używany do bardzo drobnych pilników o rozstawie zębów 0,20-0,16 mm.
Wybór grubości pilnika zasadniczo zależy od naddatku na obróbkę przedmiotu obrabianego, wymaganej dokładności obróbki i twardości materiału. Pilniki gruboziarniste mają większe przestrzenie na wióry i generalnie nadają się do piłowania miękkich materiałów, a także przedmiotów o większych naddatkach na obróbkę lub niższych wymaganiach dotyczących precyzji i chropowatości powierzchni. Pilniki drobne są ich przeciwieństwem.
Podczas używania pilników drobnoziarnistych do obróbki miękkich materiałów, wióry mogą łatwo zapchać pilnik, nie tylko zarysowując powierzchnię obrabianego przedmiotu, ale także potencjalnie czyniąc pilnik bezużytecznym w ciężkich przypadkach. Z tego względu pilniki drobnoziarniste nie nadają się do obróbki miękkich metali.
Aby wydłużyć żywotność pilników, nie używaj nowych pilników do twardych metali; nie używaj pilników do hartowanych elementów; w przypadku części kutych z twardą skórą lub części odlewanych z piaskiem, usuń je najpierw przed użyciem półostrego pilnika; najpierw użyj jednej strony nowego pilnika, a gdy stanie się tępy, użyj drugiej strony; unikaj używania pilników z nadmierną prędkością, aby zapobiec przedwczesnemu zużyciu.
Pilniki powinny być regularnie czyszczone mosiężną szczotką drucianą w celu usunięcia wiórów z zębów. Należy je również przechowywać z dala od wody i oleju, aby zapobiec rdzewieniu i ślizganiu się. Nieużywane pilniki należy przechowywać w suchym miejscu.
Piłowanie ciągnące (patrz Rysunek 15a) polega na piłowaniu przedmiotu obrabianego w tym samym kierunku. Tworzy to proste ślady pilnika, które są schludne i atrakcyjne, odpowiednie do końcowego polerowania.
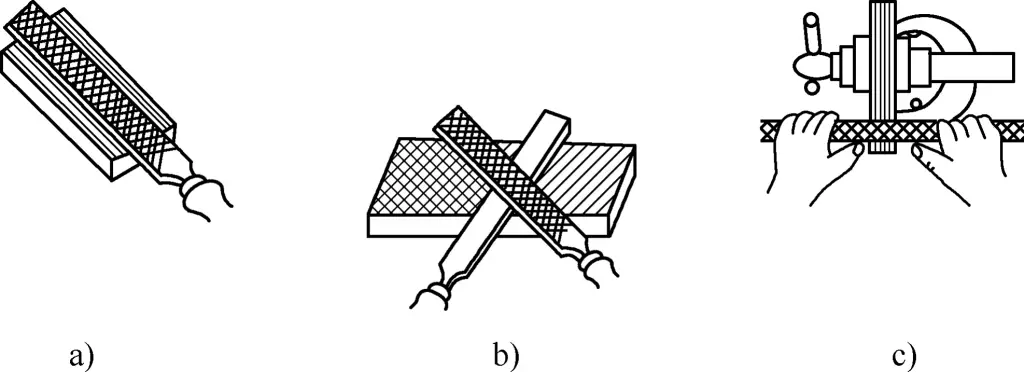
a) Rysowanie plików
b) Zgłoszenie wzajemne
c) Trawersowanie
Piłowanie poprzeczne (patrz Rysunek 15b) polega na piłowaniu przedmiotu obrabianego z dwóch przecinających się kierunków. Podczas piłowania występuje większy kontakt między pilnikiem a obrabianym przedmiotem, co ułatwia utrzymanie stabilnego pilnika. Ślady pilnika mogą również wskazywać wysokie i niskie punkty na powierzchni, ułatwiając uzyskanie płaskiej powierzchni. Przełącz się na pilnikowanie ciągnące, gdy zbliżasz się do końca.
Piłowanie poprzeczne (patrz rysunek 15c) polega na trzymaniu pilnika symetrycznie obiema rękami i używaniu kciuków do przesuwania pilnika wzdłuż obrabianego przedmiotu. Nadaje się do piłowania wąskich, długich płaskich powierzchni i do regulacji wymiarów.
Podczas szlifowania płaskich powierzchni należy użyć metalowej liniału lub liniału nożowego w celu sprawdzenia płaskości. Poszukaj lekkich szczelin w kierunku wzdłużnym, poprzecznym i ukośnym, aby zidentyfikować nierówne obszary.
Podczas piłowania płaskich powierzchni, szczególnie w przypadku używania dużych pilników na małych płaskich powierzchniach, może być trudno utrzymać poziom pilnika, co często skutkuje wypukłym środkiem. W takim przypadku należy pocierać dłonią niskie obszary, aby pozostawić niewielki ślad oleju. Podczas ponownego piłowania obszary te będą się ślizgać i będą mniej spiłowane, podczas gdy obszary wypukłe będą bardziej spiłowane, co spowoduje uzyskanie płaskiej powierzchni.
Gdy zbliżasz się do końca piłowania, aby uzyskać gładszą powierzchnię, nałóż trochę pyłu kredowego na zęby drobnego pilnika używanego do wykańczania. Pył kredowy wypełnia przestrzenie między zębami pilnika, zmniejszając głębokość cięcia i zapewniając gładszą, bardziej równą powierzchnię.
Operacja używania wiertła do tworzenia otworów w materiałach nazywana jest wierceniem.
Niezależnie od typu maszyny, części nie mogą być montowane bez otworów. Łącząc ze sobą dwie lub więcej części, należy wywiercić różne otwory, a następnie użyć śrub, nitów lub innych elementów złącznych do ich połączenia. Dlatego wiercenie odgrywa ważną rolę w produkcji.
Podczas wiercenia przedmiot obrabiany pozostaje nieruchomy, podczas gdy wiertło jednocześnie wykonuje ruchy obrotowe i ruchy w dół, które są ruchem tnącym i ruchem posuwowym do przedmiotu obrabianego. Ponieważ oba ruchy wykonywane są w sposób ciągły i jednoczesny, wiertło podczas wiercenia otworów porusza się po spiralnej ścieżce.
Wiertło kręte jest powszechnie stosowanym typem wiertła, składającym się z trzpienia, szyjki i części roboczej, jak pokazano na rysunku 16.
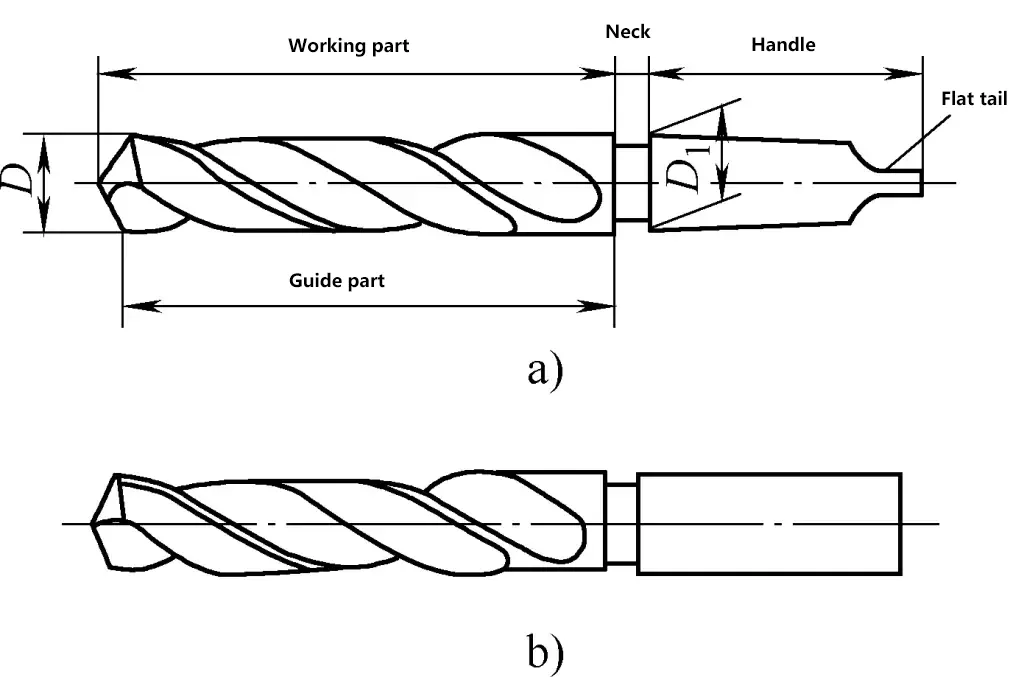
a) Trzpień stożkowy
b) Prosty trzpień
Część roboczą wiertła krętego można podzielić na część tnącą i część prowadzącą. Część tnąca wykonuje główną pracę cięcia i ma dwie główne krawędzie tnące, jedną krawędź dłuta, dwie powierzchnie natarcia i dwie powierzchnie boczne. Jak pokazano na rysunku 17, część prowadząca utrzymuje prosty kierunek wiercenia wiertła podczas procesu cięcia, a także służy jako wsparcie dla części tnącej.
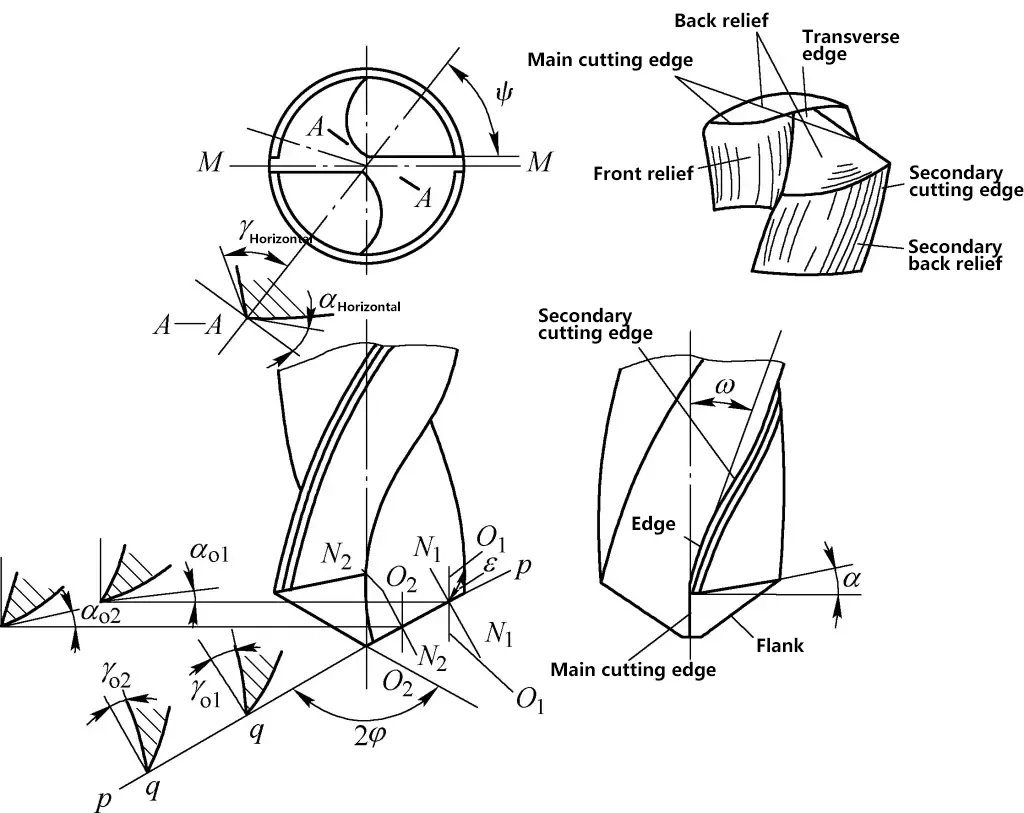
Część prowadząca służy również do wygładzania ściany otworu i pomaga w usuwaniu wiórów i dostarczaniu płynu tnącego. Wiertło ma dwa spiralne rowki wiórowe i dwa wąskie spiralne obrzeża, przy czym powierzchnie rowków wiórowych przecinają się, tworząc dwie krawędzie (wtórne krawędzie skrawające). Średnica wiertła stopniowo zmniejsza się od wierzchołka w kierunku chwytu, ze stożkiem wynoszącym zwykle 0,05-0,10 mm na długości 10 mm, co zmniejsza tarcie między wiertłem a ścianą otworu.
Solidna część wzdłuż osi części roboczej wiertła krętego nazywana jest rdzeniem wiertła. Jego zadaniem jest połączenie dwóch spiralnych rowków w celu utrzymania wytrzymałości i sztywności wiertła. Rdzeń wiertła stopniowo rozszerza się od części tnącej w kierunku trzpienia.
Materiał części roboczej wiertła jest zazwyczaj wykonany ze stali szybkotnącej, hartowanej do 62-68 HRC.
Jak pokazano na rysunku 17, płaszczyzna cięcia podczas wiercenia to płaszczyzna p-p na rysunku, a płaszczyzna bazowa to q-q. Obie płaszczyzny są do siebie prostopadłe. Parametry geometryczne wiertła krętego podczas cięcia są następujące:
Kąt wierzchołkowy to kąt utworzony przez rzut dwóch głównych krawędzi tnących wiertła na równoległą płaszczyznę M-M, znany również jako kąt wierzchołkowy lub kąt wierzchołkowy. Kąt wierzchołkowy standardowego wiertła krętego wynosi 2φ = 118° ± 2°.
Wybór kąta wierzchołkowego jest związany z charakterem materiału. Kąt wierzchołkowy wpływa na siłę posuwu na głównej krawędzi skrawającej; im mniejszy kąt wierzchołkowy, tym mniejsza siła posuwu, a jednocześnie większy kąt krawędzi na zewnętrznej krawędzi wiertła, co jest korzystne dla rozpraszania ciepła i poprawy żywotności wiertła.
Jednak w tych samych warunkach zmniejszenie kąta wierzchołkowego zwiększy moment skrawania wiertła i spowoduje trudności w usuwaniu wiórów oraz utrudni przedostawanie się płynu skrawającego. Ogólnie rzecz biorąc, większy kąt wierzchołkowy jest wybierany do wiercenia twardych materiałów w porównaniu z miękkimi materiałami. Kąty skrawania dla wierteł krętych przedstawiono w tabeli 4.
Tabela 4 Wybór kątów skręcania wiertła [Jednostka: (°)]
| Materiał wiertniczy | Kąt wierzchołkowy 2φ | Kąt odciążenia αo | Kąt helisy ω |
| Ogólne materiały stalowe | 116~118 | 12~15 | 20~32 |
| Ogólne materiały ze stali ciągliwej | 116~118 | 6~9 | 20~32 |
| Stop aluminium (głęboki otwór) | 118~130 | 12 | 32~45 |
| Stop aluminium (otwór przelotowy) | 90~120 | 12 | 17~20 |
| Delikatny mosiądz i brąz | 118 | 12~15 | 10~30 |
| Twardy brąz | 118 | 5~7 | 10~30 |
| Miedź i stopy miedzi | 110~130 | 10~15 | 30~40 |
| Miękkie żeliwo | 90~118 | 12~15 | 20~32 |
| Zimne (twarde) żeliwo | 118~135 | 5~7 | 20~32 |
| Hartowana stal | 118~125 | 12~15 | 20~32 |
| Odlew stalowy | 118 | 12~15 | 20~32 |
| Stal manganowa [w(Mn)=7%~13%] | 150 | 10 | 20~32 |
| Stal szybkotnąca | 135 | 5~7 | 20~32 |
| Stal niklowa (250~400HBW) | 135~150 | 5~7 | 20~32 |
| Drewno | 70 | 12 | 30~40 |
| Twarda guma | 60~90 | 12~15 | 10~20 |
Jest to kąt między powierzchnią natarcia a płaszczyzną podstawy w płaszczyźnie prostopadłej N1-N1 lub N2-N2 (płaszczyzna przechodząca przez dowolny punkt na głównej krawędzi tnącej i prostopadła do płaszczyzny cięcia i płaszczyzny bazowej), tj. γo1, γo2 na rysunku.
Kąt natarcia wzrasta w kierunku średnicy zewnętrznej wzdłuż głównej krawędzi tnącej, wynosząc 30° na krawędzi zewnętrznej i -30° w pobliżu krawędzi dłuta oraz -60° na krawędzi dłuta. Im większy kąt natarcia, tym łatwiejsze cięcie, ale niższa wytrzymałość części tnącej.
Kąt odciążenia to kąt między powierzchnią boczną a płaszczyzną cięcia w przekroju cylindrycznym O1-O1 lub O2-O2 (αo1, αo2 na rysunku). Kąt odciążenia również nie jest równy w każdym punkcie krawędzi tnącej, w przeciwieństwie do kąta natarcia, z najmniejszym kątem odciążenia na krawędzi zewnętrznej i największym na środku.
Im mniejszy kąt wypukłości, tym większe tarcie między wiertłem a powierzchnią tnącą przedmiotu obrabianego podczas wiercenia; im większy kąt wypukłości, tym ostrzejsze wiertło, ale wytrzymałość krawędzi tnącej jest osłabiona, co wpływa na żywotność wiertła, a także jest podatne na wibracje podczas wiercenia, co skutkuje wielokątnymi otworami.
Podczas wiercenia w twardych materiałach kąt odciążenia może być nieco mniejszy, aby zapewnić wytrzymałość krawędzi tnącej; podczas wiercenia w miękkich materiałach kąt odciążenia może być nieco większy. Jednakże, podczas wiercenia w metalach nieżelaznych, kąt odciążenia nie powinien być zbyt duży, w przeciwnym razie może to spowodować zanurzenie.
Kąt spirali to kąt między styczną linią spirali na najbardziej zewnętrznej krawędzi głównej krawędzi tnącej a osią wiertła, zwykle 18°~30°. Mniejsze kąty są stosowane w przypadku wierteł o małej średnicy w celu zwiększenia wytrzymałości.
Kąt linii śrubowej nie jest stały przy różnych średnicach zewnętrznych wiertła, stopniowo zmniejszając się od krawędzi zewnętrznej do środka. Kąt linii śrubowej jest zwykle reprezentowany przez wartość na zewnętrznej krawędzi.
Kąt krawędzi dłuta to kąt między krawędzią dłuta a równoległym odcinkiem osiowym M-M głównej krawędzi skrawającej. Jego wielkość jest związana z wielkością kąta odciążenia. Gdy kąt odciążenia wiertła zwiększa się po szlifowaniu, kąt krawędzi dłuta staje się mniejszy, a odpowiednio długość krawędzi dłuta wydłuża się. Dlatego też, podczas szlifowania wiertła krętego, kąt krawędzi dłuta może być użyty do oceny, czy kąt wypukłości w pobliżu rdzenia wiertła jest prawidłowo szlifowany. Kąt krawędzi dłuta standardowego wiertła krętego wynosi ψ = 50°~55°.
Celem szlifowania wierteł jest przekształcenie stępionych lub uszkodzonych części tnących w prawidłowy kształt geometryczny lub, gdy zmienia się materiał przedmiotu obrabianego, części tnące i kąty wiertła również wymagają ponownego szlifowania w celu utrzymania dobrej wydajności cięcia.
Część tnąca wiertła ma bezpośredni wpływ na jakość i wydajność wiercenia. Wiertła z tego samego materiału i o tych samych specyfikacjach mogą mieć znacznie dłuższą żywotność, wydajność i precyzję, gdy są szlifowane przez doświadczonych pracowników.
Po oszlifowaniu wiertła krętego należy sprawdzić, czy kąt wierzchołkowy 2φ jest prawidłowy, a długość i wysokość dwóch krawędzi tnących powinna być taka sama, aby zapewnić wiercenie pionowe. Sprawdź, czy kąt odciążenia αo na zewnętrznej krawędzi i w środku wiertła spełnia wymagania. Podczas szlifowania, aby uniknąć odpuszczania krawędzi tnącej, wiertło musi być często chłodzone w wodzie, aby utrzymać twardość części tnącej.
Aby dostosować się do wiercenia w różnych materiałach i spełnić różne wymagania dotyczące wiercenia, a także poprawić wydajność wiertła, należy zmodyfikować kształt części tnącej wiertła. Modyfikację wierteł krętych przedstawiono na rysunku 18.
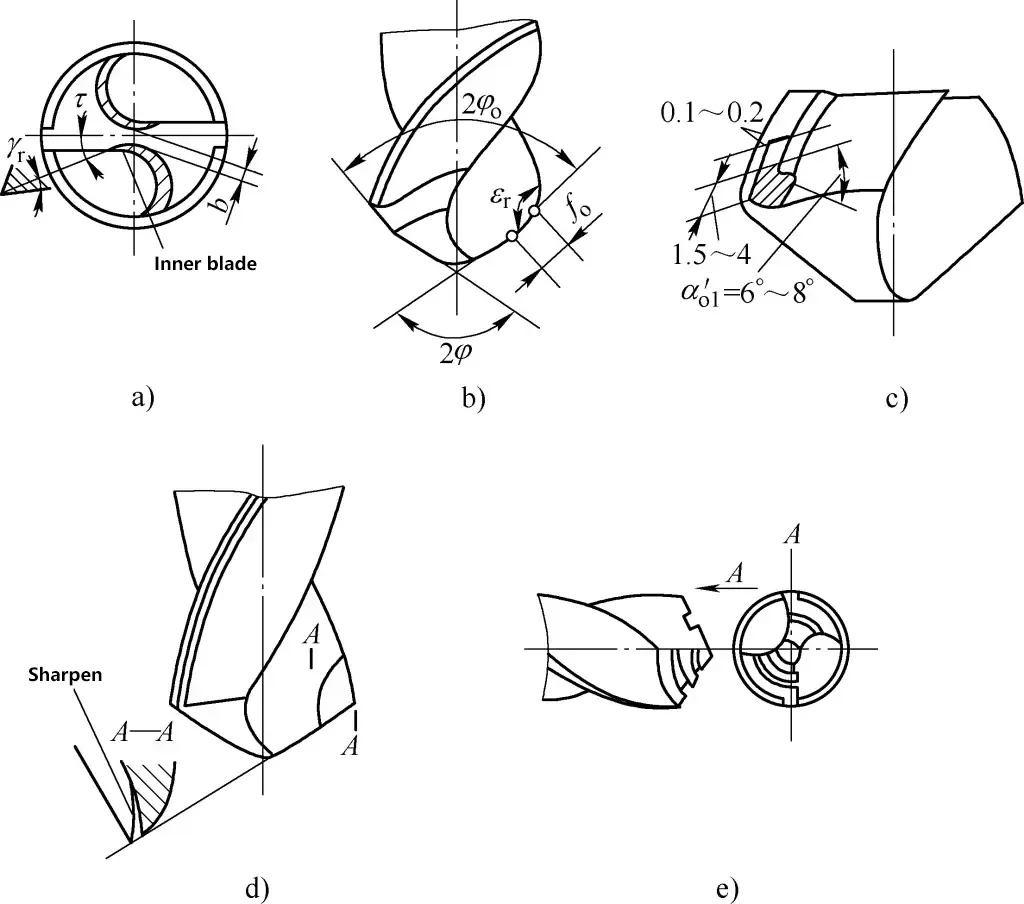
a) Modyfikacja krawędzi dłuta
b) Modyfikacja kąta punktu
c) Modyfikacja krawędzi
d) Modyfikacja powierzchni natarcia
e) Tworzenie rowków łamiących wióry
(Patrz Rysunek 18a) Celem jest skrócenie krawędzi dłuta, zwiększając kąt natarcia w pobliżu środka wiertła. Ogólnie rzecz biorąc, wiertła o średnicy powyżej 5 mm wymagają szlifowania krawędzi dłuta. Po szlifowaniu długość krawędzi dłuta powinna wynosić 1/3 do 1/5 pierwotnej długości, tworząc wewnętrzną krawędź o kącie nachylenia τ=20°~30° i kącie natarcia γτ=0°~15° na krawędzi wewnętrznej. Po oszlifowaniu krawędzi dłuta warunki skrawania ulegają poprawie, a centrowanie zostaje wzmocnione.
(Patrz rysunek 18b) Ogólnie rzecz biorąc, kąt punktu 2φo=70°~75°, fo=0,2D (D to średnica otworu).
(Patrz Rysunek 18c) Na odcinku marginesu w pobliżu głównej krawędzi skrawającej zeszlifuj kąt luzu wtórnego 6°~8°, zachowując 1/3 do 1/2 pierwotnej szerokości marginesu, aby zmniejszyć tarcie i zwiększyć trwałość wiertła.
(Patrz Rysunek 18d) Zeszlifuj część powierzchni natarcia na przecięciu głównej i dodatkowej krawędzi tnącej, aby zmniejszyć kąt natarcia w tym obszarze, poprawić wytrzymałość krawędzi tnącej i zapobiec wędrowaniu wiertła.
(Patrz rysunek 18e) Po rowkowaniu szerokie wióry stają się węższe, co ułatwia ich odprowadzanie.
Podczas procesu skrawania wiertła generują dużą ilość ciepła, co może łatwo spowodować wyżarzenie krawędzi skrawającej, skutkujące poważnymi uszkodzeniami i utratą zdolności skrawania. Podczas wiercenia, aby obniżyć temperaturę skrawania, zwiększyć wydajność smarowania, poprawić żywotność wiertła, jakość otworu i wydajność, należy wybrać odpowiedni płyn chłodząco-smarujący w oparciu o właściwości materiału obrabianego.
Płyn chłodząco-smarujący powinien być stosowany w sposób ciągły od momentu wejścia wiertła w metal. Z wyjątkiem wiercenia otworów w żeliwie i otworów o małej średnicy, płyn chłodząco-smarujący powinien być stosowany do wszystkich innych materiałów. Płyn chłodząco-smarujący należy stosować do wnętrza otworu, gdzie następuje cięcie. Tabela 5 zawiera informacje na temat wyboru płynu chłodząco-smarującego do wiercenia.
Tabela 5 Wybór cieczy chłodząco-smarującej do wiercenia
| Materiał przedmiotu obrabianego do wiercenia | Płyn tnący |
| Stal węglowa, staliwo, żeliwo ciągliwe | 3%~5% emulsja lub olej maszynowy |
| Stal stopowa | Zasiarczony olej do cięcia lub emulsja 3%~5% |
| Żeliwo ogólne | Brak płynu tnącego |
| Schłodzone żeliwo | Nafta |
| Mosiądz i brąz | Brak płynu tnącego lub emulsji 5%~8% |
| Aluminium i stopy aluminium | Brak płynu tnącego lub emulsji |
| Twarda guma, bakelit, płyta pilśniowa | Brak płynu tnącego |
| Stop magnezu | 4% słona woda |
| Stal nierdzewna | Mydło 3% plus roztwór wodny oleju lnianego 2% lub zasiarczony płyn do cięcia |
| Stal narzędziowa | 3%~5% emulsja lub olej maszynowy |
1) Elementy tnące
① Prędkość cięcia v.
Prędkość liniowa punktu na zewnętrznej średnicy obracającego się wiertła nazywana jest prędkością skrawania (prędkością ruchu pierwotnego). Można ją obliczyć za pomocą następującego wzoru:
v=πDn/1000
Gdzie:
Na podstawie powyższego wzoru możemy wyprowadzić:
n=1000v/(πD)=318.3v/D
② Prędkość posuwu f.
Odległość, na jaką wiertło przesuwa się w dół na każdy obrót, nazywana jest prędkością posuwu, mierzoną w mm/r.
2) Wybór parametrów cięcia
Parametry skrawania odnoszą się do prędkości skrawania i posuwu. Prędkość skrawania jest związana z właściwościami materiału obrabianego, średnicą wiertła, materiałem wiertła, prędkością posuwu i środkiem chłodząco-smarującym. Wyższe prędkości skrawania zwiększają wydajność, ale muszą być odpowiednio dobrane.
Nadmierne prędkości skrawania mogą powodować wzrost temperatury wiertła, prowadząc do wyżarzania i uszkodzenia krawędzi skrawającej. Prędkość posuwu również powinna być odpowiednia, dobrana w oparciu o czynniki takie jak właściwości materiału obrabianego. Zbyt duża prędkość posuwu może spowodować uszkodzenie krawędzi skrawającej lub złamanie wiertła.
Parametry skrawania dla wiercenia są często wybierane na podstawie doświadczenia. Ogólnie rzecz biorąc, w przypadku małych otworów należy stosować wyższe prędkości i niższe prędkości posuwu; w przypadku dużych otworów należy stosować wyższe prędkości posuwu. W przypadku twardych materiałów należy stosować wolniejsze prędkości i niższe prędkości posuwu; w przypadku miękkich materiałów należy stosować wyższe prędkości i wyższe prędkości posuwu. W przypadku używania małych wierteł do twardych materiałów może być wskazane zmniejszenie prędkości. Informacje na temat doboru parametrów skrawania podczas wiercenia zawiera Tabela 6.
Tabela 6 Prędkości skrawania i posuwy dla wierteł szybkoobrotowych wiercących w stali węglowej (z płynem chłodząco-smarującym)
| Prędkość posuwu f/(mm/r) | Średnica wiertła d/mm | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Prędkość cięcia v/(m/min) | |||||||||||
| 0.05 | 46 | - | - | - | - | - | - | - | - | - | - |
| 0.08 | 32 | - | - | - | - | - | - | - | - | - | - |
| 0.10 | 26 | 42 | 49 | - | - | - | - | - | - | - | - |
| 0.12 | 23 | 36 | 43 | - | - | - | - | - | - | - | - |
| 0.15 | - | 31 | 36 | 38 | - | - | - | - | - | - | - |
| 0.18 | - | 26 | 31 | 35 | - | - | - | - | - | - | - |
| 0.20 | - | - | 28 | 33 | 38 | - | - | - | - | - | - |
| 0.25 | - | - | - | 30 | 34 | 35 | 37 | - | - | - | - |
| 0.30 | - | - | - | 27 | 31 | 31 | 34 | 33 | - | - | - |
| 0.35 | - | - | - | - | 28 | 29 | 31 | 30 | - | - | - |
| 0.40 | - | - | - | - | 26 | 27 | 29 | 29 | 30 | 30 | - |
| 0.45 | - | - | - | - | - | 26 | 27 | 27 | 28 | 29 | 27 |
| 0.50 | - | - | - | - | - | - | 26 | 26 | 26 | 27 | 26 |
| 0.60 | - | - | - | - | - | - | - | 24 | 24 | 25 | 25 |
| 0.70 | - | - | - | - | - | - | - | - | 23 | 23 | 23 |
| 0.80 | - | - | - | - | - | - | - | - | - | 21 | 22 |
| 0.90 | - | - | - | - | - | - | - | - | - | - | 21 |
Używanie rozwiertaka do powiększania istniejących otworów w częściach nazywane jest rozwiercaniem. Celem rozwiercania jest zmniejszenie wpływu jednorazowej obróbki i poprawa dokładności obrabianego otworu. Rozwiercanie jest zwykle stosowane jako przygotowanie do wytaczania.
Ogólnie rzecz biorąc, w przypadku otworów o średnicy D>30 mm należy najpierw wywiercić otwór wiertłem o średnicy 0,5 ~ 0,7 mm mniejszej niż średnica otworu, a następnie rozwiercić. W przypadku otworów o wyższych wymaganiach rozwiercanie można wykonać dwukrotnie, aby poprawić jakość.
Struktura rozwiertaka jest podobna do wiertła krętego, co odpowiada spłaszczeniu końca wiertła krętego (usunięciu krawędzi dłuta). Rozwiertaki mają zwykle 3-4 krawędzie skrawające, dzięki czemu mają lepszą wydajność prowadzenia, zapewniając prawidłowy kierunek rozwiercania i mogą osiągnąć mniejsze wartości chropowatości powierzchni, jak pokazano na rysunku 19.

Używanie metody pogłębiania do obróbki pogłębiaczy płaskich lub stożkowych (lub występów) nazywa się pogłębianiem. Głównymi narzędziami używanymi do pogłębiania są pogłębiacze cylindryczne, pogłębiacze stożkowe i frezy czołowe, jak pokazano na rysunku 20.
a) Pogłębiacz stożkowy
b) Cylindryczny pogłębiacz
c) Frezarka czołowa
Jego krawędź tnąca odgrywa główną rolę. Kąt natarcia i kąt pochylenia linii śrubowej przeciwostrza są takie same i wynoszą zazwyczaj 15°, a kąt luzu wynosi zazwyczaj 8°. Krawędź tnąca na zewnętrznym okręgu służy do polerowania ścianki otworu, z dodatkowym kątem luzu wynoszącym zazwyczaj 8°. Przedni koniec pogłębiacza jest filarem prowadzącym, który może zapewnić centrowanie i prowadzenie.
Częściej stosowany cylindryczny pogłębiacz ma krawędzie skrawające wykonane z węglika spiekanego, a słup prowadzący może obracać się względem środka. Ponieważ nie ma względnego poślizgu między filarem prowadzącym a przedmiotem obrabianym, nie uszkodzi on otworu przedmiotu obrabianego podczas cięcia.
Jego kąt stożkowy ma cztery typy: 60°, 75°, 90° i 120°, które mogą być dobierane w zależności od wymagań przedmiotu obrabianego, przy czym najczęściej stosowany jest kąt 90°. Duża średnica końcowa d stożka wynosi 12 ~ 60 mm, a liczba zębów wynosi zwykle 4 ~ 12. Pogłębiacze stożkowe można również modyfikować za pomocą wierteł krętych, ale efekt nie jest tak dobry, jak w przypadku dedykowanych pogłębiaczy stożkowych.
Podczas pogłębiania łatwo powstają wibracje, dlatego należy zwrócić uwagę podczas obróbki: pogłębiacze zmodyfikowane z wierteł krętych powinny być jak najkrótsze, a podczas szlifowania należy zadbać o to, aby dwie krawędzie tnące miały równą długość i symetryczne kąty; kąt luzu i kąt natarcia na zewnętrznej krawędzi pogłębiacza powinny być odpowiednio zmniejszone.
Prędkość cięcia powinna być niższa niż podczas wiercenia. Wyższe prędkości prowadzą do silniejszych wibracji. Aby tego uniknąć, prędkość skrawania podczas pogłębiania powinna wynosić 1/3~1/2 prędkości wiercenia. Zasadniczo stosuje się posuw ręczny z wolniejszym wycofywaniem. Podczas pracy można dodać trochę oleju maszynowego do słupka prowadzącego i powierzchni tnącej w celu smarowania. Środki te mogą zmniejszyć wibracje i poprawić jakość pogłębiania.
Aby poprawić dokładność otworów i zmniejszyć chropowatość powierzchni ścian otworów, do obróbki precyzyjnej stosuje się rozwiertak. Rozwiercanie jest szeroko stosowane w częściach mechanicznych. Niektóre otwory wymagają wysokiej precyzji i niskiej chropowatości powierzchni, a wiele z nich musi być obrabianych za pomocą rozwiertaków. Rozwiercanie jest łatwiejsze do zapewnienia precyzji i ma wyższą wydajność w porównaniu z innymi metodami obróbki, szczególnie nadaje się do obróbki małych otworów i otworów stożkowych o wysokich wymaganiach dotyczących precyzji.
Rozwiertaki są podzielone na rozwiertaki maszynowe i rozwiertaki ręczne w zależności od metody ich użycia, jak pokazano na rysunku 21. Główne różnice między rozwiertakami maszynowymi i ręcznymi są następujące: pierwszy z nich ma krótszą część roboczą, mniej zębów i dłuższy trzon; drugi jest odwrotny. Zgodnie z różnymi zastosowaniami, rozwiertaki można podzielić na rozwiertaki cylindryczne i stożkowe. Rozwiertaki cylindryczne dzielą się dalej na rozwiertaki stałe i rozwiertaki nastawne.
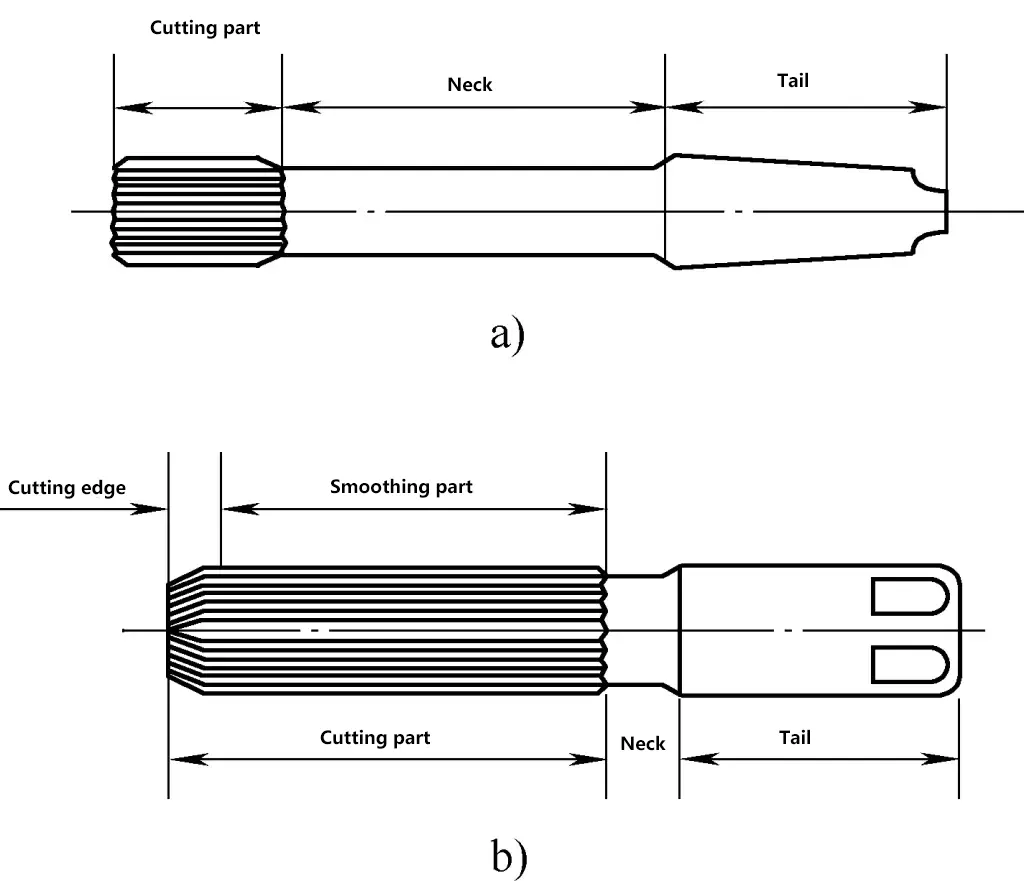
a) Rozwiertak maszynowy
b) Rozwiertak ręczny
Rozwiertak jest narzędziem tnącym o wielu krawędziach, a jego struktura składa się głównie z części tnącej, szyjki i ogona. Liczba zębów waha się od 4 do 12 w zależności od średnicy rozwiertaka.
Kształt krawędzi tnącej jest klinowy. Ponieważ ilość skrawanego materiału jest bardzo mała, kąt natarcia wynosi 0°, pełniąc funkcję skrobaka. Jeśli wymagana jest wysoka precyzja, można zmienić kąt natarcia na ujemny. Kąt natarcia wynosi zazwyczaj od -5° do 0°. Kąt luzu nie powinien być zbyt duży, ponieważ ma to związek z wytrzymałością krawędzi tnącej (im mniejszy kąt luzu, tym większa wytrzymałość). Ogólnie, kąt luzu wynosi 8° dla rozwiercania twardych materiałów i 5° dla materiałów kruchych.
Aby zapewnić dokładny pomiar, liczba krawędzi skrawających jest zawsze równa, ale rozłożona nierównomiernie, aby zapewnić płynne i stabilne cięcie rozwiertaka i zapobiec powstawaniu śladów drgań na ściance otworu. Krawędzie tnące rozwiertaka pokazano na rysunku 22. Część polerująca rozwiertaka służy do centrowania rozwiertaka, polerowania ścianki otworu i działa jako część szlifowana. Górna część zębów rozwiertaka ma krawędź o szerokości 0,3 ~ 0,5 mm do wyrównania położenia otworu.
a) Krawędź tnąca z kątem natarcia 0
b) Krawędź tnąca z ujemnym kątem natarcia
Rozwiertak jest narzędziem do ręcznego rozwiercania, przy czym powszechnie stosowany jest typ regulowany. Podczas obróbki, trzon rozwiertaka jest mocno osadzony, a kwadratowy czop jest zaciśnięty w kwadratowym otworze rozwiertaka. Pręt rozwiercający jest obracany w celu obrócenia rozwiertaka. Kwadratowy otwór tego typu pręta rozwiercającego jest regulowany, to znaczy, obracając ruchomy uchwyt, suwak porusza się do przodu i do tyłu, rozszerzając lub kurcząc kwadratowy otwór, aby pomieścić kwadratowe głowice rozwiertaków o różnych rozmiarach.
Poprzedni proces przed rozwiercaniem musi pozostawić pewien naddatek na obróbkę rozwiercania. Naddatek na rozwiercanie powinien być odpowiedni, aby rozwiercana ściana otworu była gładka. Jeśli naddatek jest zbyt duży, może łatwo spowodować zużycie rozwiertaka, wpływając na chropowatość powierzchni i dokładność otworu, a także może skutkować wielokątnym kształtem. Dlatego należy pozostawić rozsądny naddatek na rozwiercanie.
Wielkość naddatku na rozwiercanie jest zazwyczaj następująca: Jeśli jeden rozwiertak jest używany do rozwiercania otworu w jednym przejściu, a średnica otworu jest mniejsza niż 20 mm, naddatek na rozwiercanie wynosi 0,1 ~ 0,2 mm. Jeśli rozwiercanie zgrubne i dokładne są używane do rozwiercania otworu w dwóch przejściach, dla średnic otworów 5 ~ 80 mm, naddatek na rozwiercanie zgrubne wynosi 0,25 ~ 0,5 mm, a naddatek na rozwiercanie dokładne wynosi 0,05 ~ 0,15 mm.
Podczas pracy rozwiertaka występuje duże tarcie między jego tylną powierzchnią a ścianą otworu, dlatego podczas rozwiercania należy stosować płyn chłodząco-smarujący. Może to zmniejszyć tarcie, zapewnić mniejszą chropowatość powierzchni otworu, zapobiec rozszerzaniu się rozwiertaka pod wpływem ciepła i zwiększaniu średnicy otworu, a także może wydłużyć żywotność rozwiertaka. Płyn tnący używany do rozwiercania jest taki sam jak do wiercenia.
W każdej maszynie można znaleźć różne rodzaje gwintów. Niektóre z tych gwintów są toczone na obrabiarkach, podczas gdy inne są formowane rolkowo. Precyzyjne gwinty mogą być frezowane na centrach obróbczych, a nawet szlifowane na szlifierkach do gwintów. Oprócz obróbki mechanicznej, monterzy często używają ręcznego gwintowania podczas prac montażowych i konserwacyjnych. Gwintowanie jest ogólnie odpowiednie do obróbki zwykłych gwintów o stosunkowo małych średnicach.
Używanie gwintownika do obróbki gwintów wewnętrznych nazywane jest gwintowaniem. Przed wprowadzeniem do gwintowania, najpierw przedstawimy strukturę, typy i różne elementy gwintów, a także standardy dla zwykłych gwintów, z którymi często spotykają się monterzy.
Jeśli papierowy trójkąt prostokątny jest owinięty wokół dowolnego ciała cylindrycznego, jak pokazano na rysunku 23, gdzie długość jednego z boków prostokątnych (bok AB) papierowego trójkąta prostokątnego jest równa obwodowi koła podstawowego ciała cylindrycznego, wówczas przeciwprostokątna (bok AC) tworzy krzywą na powierzchni ciała cylindrycznego. Krzywa ta nazywana jest spiralą.
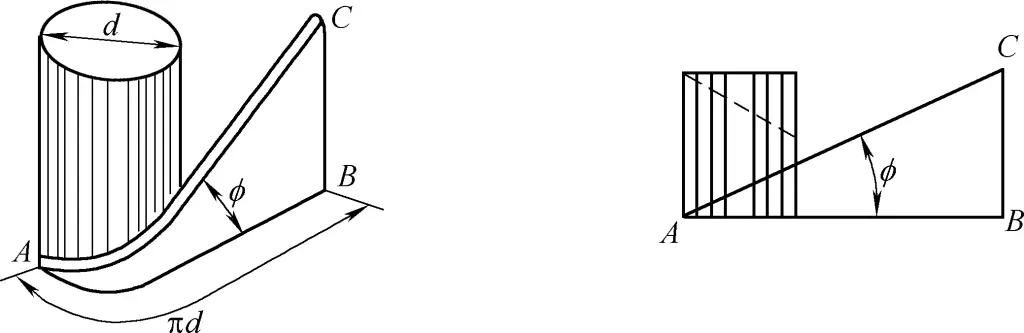
Odległość między punktem początkowym a punktem końcowym spirali po jednym pełnym obrocie (tj. długość boku prostopadłego BC) nazywana jest przewodem. Kąt wzniesienia linii śrubowej (kąt φ między bokiem prostym AB a przeciwprostokątną AC) nazywany jest kątem linii śrubowej (kątem wyprzedzenia). Obróbka rowka o określonym kształcie wzdłuż linii śrubowej tworzy gwint o określonym kształcie na powierzchni cylindrycznej.
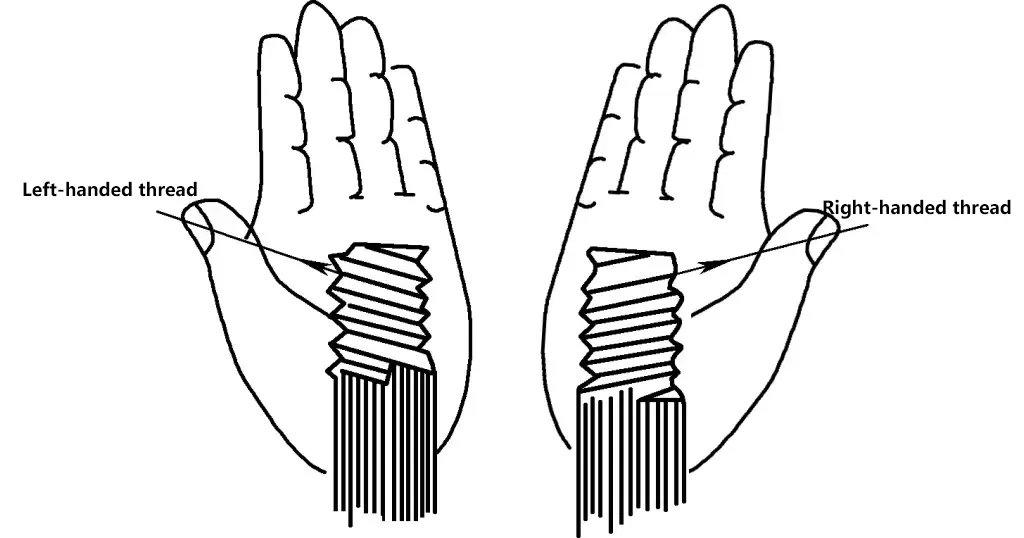
Zgodnie z kierunkiem nawijania gwintu na powierzchni cylindrycznej, gwinty można sklasyfikować jako prawoskrętne (gwint dodatni) lub lewoskrętne (gwint ujemny). Gwint, który wznosi się od lewej do prawej, nazywany jest gwintem prawoskrętnym i jest wkręcany zgodnie z ruchem wskazówek zegara; jego przeciwieństwo nazywane jest gwintem lewoskrętnym, jak pokazano na rysunku 24. W zależności od różnych zastosowań, liczba linii gwintu na powierzchni cylindrycznej może być pojedyncza, podwójna lub wielokrotna. Im więcej linii gwintu, tym większa prędkość transmisji.
1) Elementy gwintu
Elementy gwintu obejmują kształt gwintu, średnicę główną, skok, wyprowadzenie, liczbę początków, tolerancję i kierunek obrotu. Gwinty są obrabiane na podstawie tych elementów.
2) Forma wątku
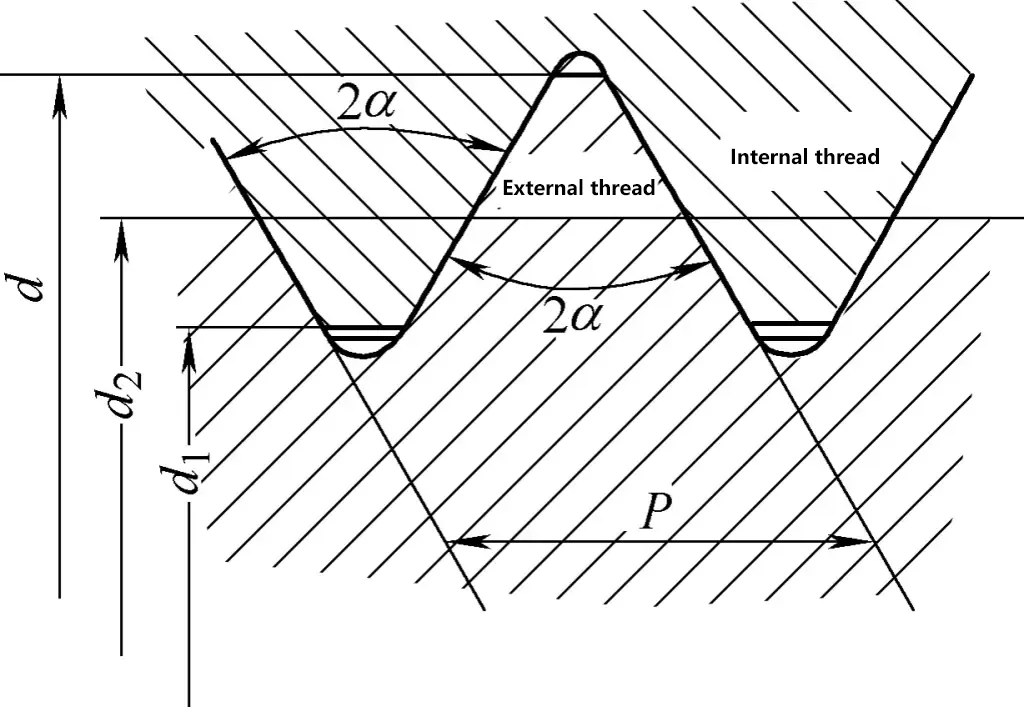
Kształt gwintu odnosi się do kształtu w przekroju osiowym gwintu, jak pokazano na rysunku 25.
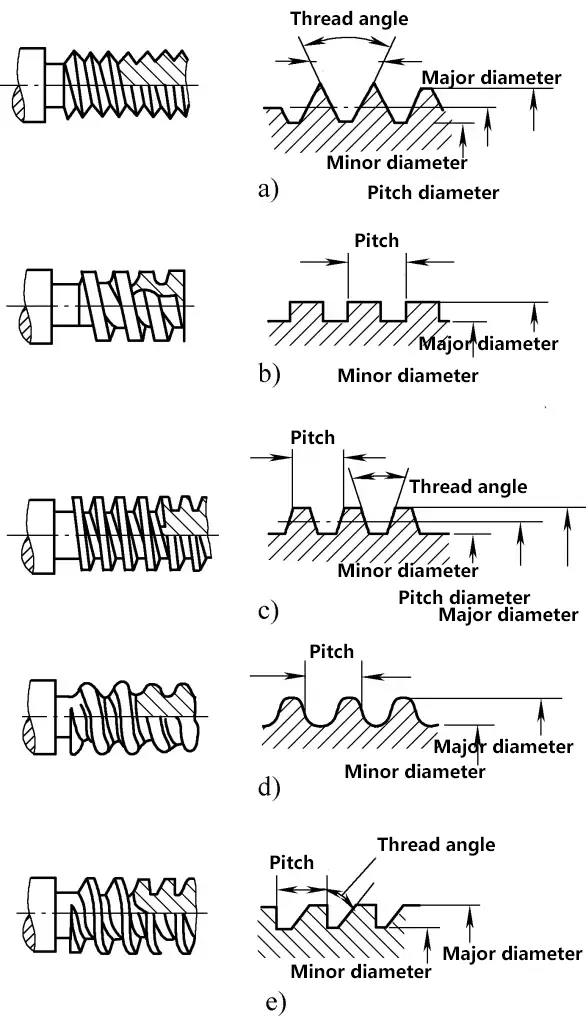
a) Wspólny wątek
b) Gwint kwadratowy
c) Gwint trapezowy
d) Zaokrąglony gwint
e) Gwint Buttress
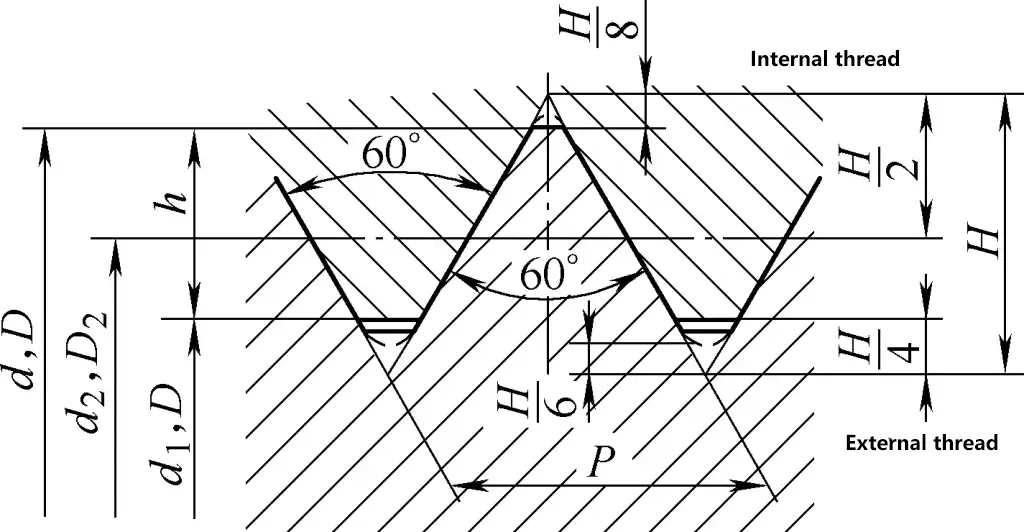
3) Główne wymiary gwintów
Biorąc za przykład zwykłe gwinty, główne wymiary gwintów pokazano na rysunkach 26 i 27.
1) Zakres zastosowań gwintów
2) Oznaczenia gwintów
Każdy typ gwintu ma określone standardowe oznaczenie.
① Zwykłe nici.
Kąt gwintu wynosi 60°, a jednostką miary jest mm. Są one podzielone na gwinty grube i drobne, z tą różnicą, że drobne gwinty zwykłe mają mniejszy skok niż grube gwinty zwykłe o tej samej średnicy głównej. GB/T 197-2003 określa klasy tolerancji gwintów jako drobne, średnie i grube. W poniższych przypadkach gwinty o średniej precyzji nie mają oznaczonej klasy tolerancji.
② Gwinty rurowe.
Kąt gwintu wynosi 55° lub 60° i jest reprezentowany przez oznaczenie rozmiaru. Na przykład, Rp3/4 oznacza prawoskrętny cylindryczny gwint wewnętrzny 55° z oznaczeniem rozmiaru 3/4.
③ Standardowe oznaczenia gwintów.
Zgodnie z normami krajowymi, standardowe oznaczenia gwintów obejmują kod charakterystyki gwintu, oznaczenie rozmiaru, oznaczenie klasy tolerancji, oznaczenie kierunku gwintu i oznaczenie długości zarysu gwintu. Przykłady standardowych oznaczeń i notacji gwintów przedstawiono w tabeli 7.
Tabela 7 Standardowe oznaczenia gwintów i przykłady notacji
| Typ wątku | Kod cechy | Przykład oznaczenia | Przykładowy opis |
| Zwykły gwint grubozwojny | M | M10 | Gwint zwykły grubozwojny, średnica nominalna 10 mm, klasa tolerancji 6g |
| Cienka zwykła nić | M | M10×1 | Drobny gwint zwykły, średnica nominalna 10 mm, skok 1 mm, klasa tolerancji 6g |
| Gwint trapezowy | Tr | Tr40×14(P7)LH | Gwint trapezowy, średnica nominalna 40 mm, skok 14 mm, skok 7 mm, lewy |
| Gwint Buttress | B | B70×10 | Gwint stożkowy, średnica nominalna 70 mm, skok 10 mm |
| Stożkowy gwint wewnętrzny 55 | Rc | Rc3/4 | Gwint wewnętrzny stożkowy 55°, oznaczenie rozmiaru 3/4 |
| 55° Cylindryczny gwint wewnętrzny | Rp | Rp5/8 | 55° Cylindryczny gwint wewnętrzny, oznaczenie rozmiaru 5/8 |
| Stożkowy gwint zewnętrzny 55 | R | R11 | Gwint zewnętrzny stożkowy 55°, oznaczenie rozmiaru 1 |
Niestandardowe gwinty i gwinty specjalne (takie jak gwinty kwadratowe) nie mają określonych oznaczeń; elementy gwintu są zazwyczaj oznaczone na rysunku przedmiotu obrabianego (powiększony rysunek profilu gwintu).
Grubozwojne i drobnozwojne gwinty zwykłe powszechnie spotykane w operacjach gwintowania monterskiego przedstawiono w tabeli 8 wraz z ich odpowiednimi parametrami.
Tabela 8 Średnice nominalne i skoki gwintów zwykłych (jednostka: mm)
| Średnica nominalna d, D | Pitch P | |
| Gruboziarnisty | Dobrze | |
| 3 | 0.5 | 0.35 |
| 4 | 0.7 | 0.5 |
| 5 | 0.8 | 0.5 |
| 6 | 1 | 0.75 |
| 8 | 1.25 | 1, 0.75 |
| 10 | 1.5 | 1.25, 1, 0.75 |
| 12 | 1.75 | 1.5, 1.25, 1 |
| 16 | 2 | 1.5, 1 |
| 20 | 2.5 | 2, 1.5, 1 |
| 24 | 3 | 2, 1.5, 1 |
| 30 | 3.5 | 2, 1.5, 1 |
| 36 | 4 | 3, 2, 1.5 |
| 42 | 4.5 | 3, 2, 1.5 |
| 48 | 5 | 3, 2, 1.5 |
| 56 | 5.5 | 4, 3, 2, 1.5 |
| 64 | 6 | 4, 3, 2, 1.5 |
Aby określić wymiary i specyfikacje gwintu, konieczne jest zmierzenie głównej średnicy, skoku i profilu gwintu na potrzeby przetwarzania i kontroli jakości. Typowe metody pomiaru gwintów obejmują:
Gwintownik składa się z części gwintowanej (w tym fazy i powierzchni), rowków, szyjki i trzpienia, jak pokazano na rysunku 28. Gwintowana część gwintownika jest wykonana ze stali szybkotnącej lub stali stopowej i jest utwardzana przez obróbkę cieplną.
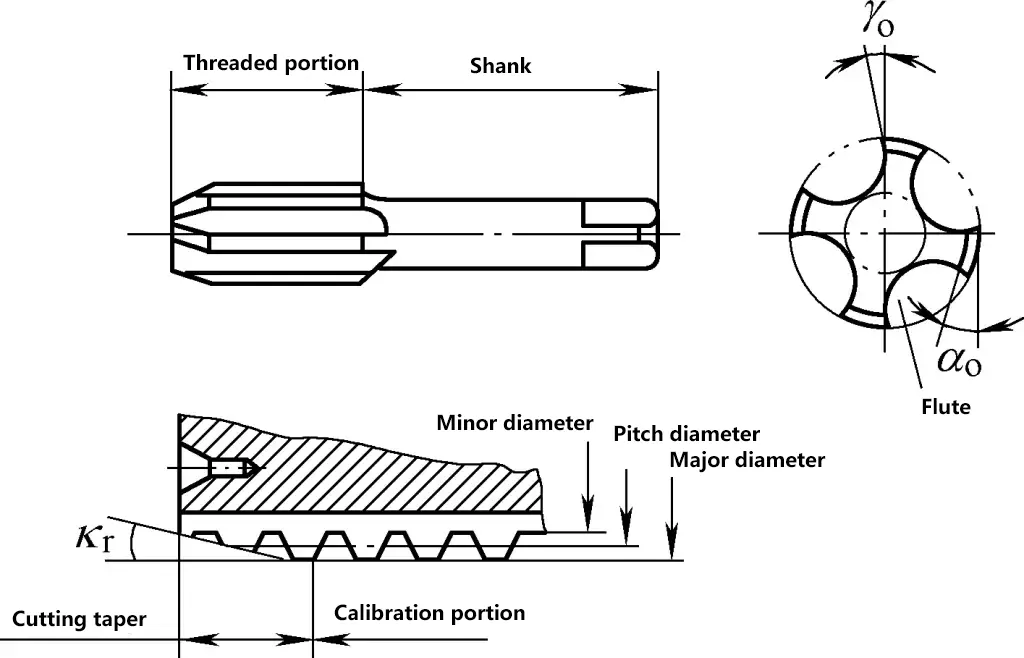
1) Fazowanie
Jest to stożkowa część z przodu kranu z ostrymi krawędziami tnącymi, służąca jako główna sekcja tnąca. Kąt natarcia krawędzi tnącej wynosi od 8° do 10°, a kąt odciążenia od 4° do 6°.
2) Ziemia
Określa średnicę gwintowanego otworu, wykańcza powierzchnię gwintu, prowadzi ruch osiowy gwintownika i służy jako rezerwa do ponownego szlifowania. Jego kąt odciążenia wynosi 0°.
3) Flety
Służą one do umieszczania i usuwania wiórów oraz formowania krawędzi tnących. Popularne gwintowniki mają 3 lub 4 rowki.
4) Trzon
Jego kształt i funkcja są takie same jak w przypadku rozwiertaka ręcznego.
1) Krany ręczne
Gwintowniki ręczne są zazwyczaj dostarczane w zestawach po dwa lub trzy. Biorąc za przykład zestaw gwintowników stożkowych, można go podzielić na gwintowniki stożkowe, drugie i dolne. Każdy gwintownik ma inny kąt fazowania, a także różną średnicę główną.
① Trzyczęściowy zestaw kranów
Gwintownik stożkowy ma kąt fazowania od 4° do 5°, z 5 do 7 niekompletnymi gwintami w fazie, wykonując 60% całkowitej pracy cięcia; drugi gwintownik ma kąt fazowania od 10° do 15°, z 3 lub 4 niekompletnymi gwintami w fazie, wykonując 30% całkowitej pracy cięcia.
Kąt skrawania stożka drobnozwojnego wynosi od 18° do 23°, z 1 lub 2 niepełnymi gwintami w stożku skrawającym, wykonując 10% całkowitej pracy skrawania. Ponieważ trzyczęściowy zestaw gwintowników nacina gwinty w trzech przejściach, całkowita objętość cięcia jest podzielona na trzy części, co zmniejsza obszar cięcia i opór, ułatwiając gwintowanie i zapewniając gładsze powierzchnie gwintu. Zapobiega to również złamaniu gwintownika i uszkodzeniu krawędzi tnących.
② Dwuczęściowy zestaw kranów
Kąt cięcia stożka prowadzącego wynosi 7°, z około 6 niekompletnymi gwintami; drugi kąt cięcia stożka wynosi 20°, z około 2 niekompletnymi gwintami.
③ Aplikacja
Zazwyczaj do gwintowania gwintów od M6 do M12 zestaw zawiera dwa gwintowniki; do gwintowania gwintów poniżej M6 i powyżej M24 zestaw zawiera trzy gwintowniki. Wynika to z faktu, że gwintowniki do małych gwintów mają mniejszą wytrzymałość i są podatne na pękanie, więc dostarczane są trzy; podczas gdy gwintowniki do dużych gwintów mają duże obciążenie skrawania i wymagają stopniowego skrawania w kilku przejściach, więc są również wykonane w zestawach po trzy. Standardowe gwintowniki o drobnym skoku są dostarczane w zestawach po dwa, niezależnie od specyfikacji rozmiaru.
2) Gwintowniki do rur
Są one dalej podzielone na gwintowniki z gwintem rurowym prostym i gwintowniki z gwintem rurowym stożkowym. Proste gwintowniki do rur mają krótszą część roboczą i są dostarczane w zestawach po dwa; stożkowe gwintowniki do rur są pojedyncze, ale większe rozmiary mogą być również dostarczane w zestawach po dwa. Gwintowniki do gwintów rurowych są używane do nacinania gwintów na złączkach rurowych i podobnych zastosowaniach.
3) Gwintowniki maszynowe
Gwintowniki maszynowe są używane do mechanicznego nacinania gwintów. Aby ułatwić mocowanie, trzon gwintownika jest dłuższy. Ogólnie rzecz biorąc, gwintowniki maszynowe są jednoczęściowe i wykonują gwintowanie w jednym przejściu. Mają większy kąt stożka tnącego i są dłuższe, odpowiednie do gwintowania długich otworów, ale nie do płytkich otworów. Gwintowniki maszynowe mogą być również używane do gwintowania ręcznego.
Podczas używania gwintowników ręcznych do gwintowania, niezbędne jest użycie klucza do gwintowników w celu przytrzymania gwintownika. Klucze do gwintowników dzielą się na dwie kategorie: zwykłe klucze do gwintowników i klucze do gwintowników z uchwytem T. Każdy typ jest dalej podzielony na stałe i regulowane klucze do gwintowników.
1) Stałe klucze do gwintowników
Te klucze do gwintowników mają uchwyty na obu końcach i kwadratowy otwór pośrodku, który pasuje do jednego rozmiaru kwadratu gwintownika. Ponieważ rozmiar kwadratowego otworu jest stały, nie pasuje on do wielu rozmiarów gwintowników. Podczas użytkowania należy wybrać różne specyfikacje kluczy do gwintowników w zależności od rozmiaru gwintownika.
Zaletą tego typu klucza do gwintowników jest łatwość jego produkcji. Wystarczy wywiercić otwór w kawałku żelaznego pręta i spiłować go do kwadratowego otworu o wymaganym rozmiarze. Nadaje się do częstego gwintowania określonego rozmiaru.
2) Regulowane klucze do gwintowników
Rozmiar kwadratowego otworu tego typu klucza do gwintowników można dopasować do różnych rozmiarów kwadratów gwintowników, co czyni go bardzo wygodnym w użyciu.
Typowe specyfikacje kluczy do gwintowników przedstawiono w tabeli 9.
Tabela 9 Typowe specyfikacje kluczy do gwintowników (jednostka: mm)
| Średnica kranu | ≤6 | 8-10 | 12-14 | ≥16 |
| Długość klucza do gwintowników | 150-200 | 200-250 | 250-300 | 400-450 |
3) Klucze do gwintowników z uchwytem T
Ten typ klucza do gwintowników jest powszechnie używany z mniejszymi gwintownikami. Podczas gwintowania w pobliżu stopnia obrabianego przedmiotu lub wewnątrz skrzynki, gdzie zwykły klucz do gwintowników może uderzyć w obrabiany przedmiot, używany jest klucz do gwintowników z uchwytem T. Małe klucze trzpieniowe z rękojeścią T są zazwyczaj stałe i używane do gwintowania gwintowników M6 i mniejszych. Długość klucza trzpieniowego jest określana na podstawie wymagań dotyczących przedmiotu obrabianego.
Podczas gwintowania gwintownik oddziałuje na metal zarówno poprzez cięcie, jak i wyciskanie. Jeśli średnica otworu głównego gwintu jest taka sama jak mniejsza średnica gwintu, może to spowodować, że metal chwyci gwintownik, powodując jego uszkodzenie i pęknięcie.
W związku z tym średnica wiertła do otworu głównego gwintu powinna być nieco większa niż mniejsza średnica gwintu. Zbyt duża średnica spowoduje powstanie niewystarczającej ilości gwintów i powstanie odpadów. Określenie średnicy otworu głównego jest ściśle związane z materiałem i można ją określić, odwołując się do tabel 10-12.
Tabela 10 Średnice wierteł dla otworów pod gwint zwykły przed gwintowaniem (jednostka: mm)
| Średnica nominalna gwintu d | Skok gwintu D | Średnica wiertła | |
| Żeliwo, brąz, mosiądz | Stal, żeliwo ciągliwe, czysta miedź, Laminat | ||
| 2 | 0.4 | 1.6 | 1.6 |
| 0.25 | 1.75 | 1.75 | |
| 2.5 | 0.45 | 2.05 | 2.05 |
| 0.35 | 2.15 | 2.15 | |
| 3 | 0.5 | 2.5 | 2.5 |
| 0.35 | 2.65 | 2.65 | |
| 4 | 0.7 | 3.3 | 3.3 |
| 0.5 | 3.5 | 3.5 | |
| 5 | 0.8 | 4.1 | 4.2 |
| 0.5 | 4.5 | 4.5 | |
| 6 | 1 | 4.9 | 5 |
| 0.75 | 5.2 | 5.2 | |
| 8 | 1.25 | 6.6 | 6.7 |
| 1 | 6.9 | 7 | |
| 0.75 | 7.1 | 7.2 | |
| 10 | 1.5 | 8.4 | 8.5 |
| 1.25 | 8.6 | 8.7 | |
| 1 | 8.9 | 9 | |
| 0.75 | 9.1 | 9.2 | |
| 12 | 1.75 | 10.1 | 10.2 |
| 1.5 | 10.4 | 10.5 | |
| 1.25 | 10.6 | 10.7 | |
| 1 | 10.9 | 11 | |
| 14 | 2 | 11.8 | 12 |
| 1.5 | 12.4 | 12.5 | |
| 1 | 12.9 | 13 | |
| 16 | 2 | 13.8 | 14 |
| 1.5 | 14.4 | 14.5 | |
| 1 | 14.9 | 15 | |
| 18 | 2.5 | 15.3 | 15.5 |
| 2 | 15.8 | 16 | |
| 1.5 | 16.4 | 16.5 | |
| 1 | 16.9 | 17 | |
| 20 | 2.5 | 17.3 | 17.5 |
| 2 | 17.8 | 18 | |
| 1.5 | 18.4 | 18.5 | |
| 1 | 18.9 | 19 | |
| 22 | 2.5 | 19.3 | 19.5 |
| 2 | 19.8 | 20 | |
| 1.5 | 20.4 | 20.5 | |
| 1 | 20.9 | 21 | |
| 24 | 3 | 20.7 | 21 |
| 2 | 21.8 | 22 | |
| 1.5 | 22.4 | 22.5 | |
| 1 | 22.9 | 23 | |
Tabela 11 Średnice wierteł dla typowych otworów pod gwint prosty rury przed gwintowaniem
| Kod rozmiaru | Średnica wiertła/mm |
| 1/8 | 8.8 |
| 1/4 | 11.7 |
| 3/8 | 15.2 |
| 1/2 | 18.9 |
| 3/4 | 24.4 |
| 1 | 30.6 |
| 11/4 | 41.6 |
| 11/2 | 45.1 |
Tabela 12 Średnice wierteł dla otworów pod gwint stożkowy 55°, 60° przed gwintowaniem
| Stożkowy gwint rurowy 55 | Stożkowy gwint rurowy 60 | ||||
| Kod rozmiaru | Liczba gwintów na 25,4 mm n | Średnica wiertła/mm | Kod rozmiaru | Liczba gwintów na 25,4 mm n | Średnica wiertła/mm |
| 1/8 | 28 | 8.4 | 1/8 | 27 | 8.6 |
| 1/4 | 19 | 11.2 | 1/4 | 18 | 11.1 |
| 3/8 | 19 | 14.7 | 3/8 | 18 | 14.5 |
| 1/2 | 14 | 18.3 | 1/2 | 14 | 17.9 |
| 3/4 | 14 | 23.6 | 3/4 | 14 | 23.2 |
| 1 | 11 | 29.7 | 1 | 11.5 | 29.2 |
| 11/4 | 11 | 38.3 | 11/4 | 11.5 | 37.9 |
| 11/2 | 11 | 44.1 | 11/2 | 11.5 | 43.9 |
| 2 | 11 | 55.8 | 2 | 11.5 | 56 |
1) Wybierz odpowiedni uchwyt zabezpieczający przed gwintowaniem w oparciu o materiał przedmiotu obrabianego, głębokość gwintu i rozmiar gwintownika.
2) Wybierz odpowiednią prędkość skrawania. Ogólnie rzecz biorąc, mniejsze średnice gwintowników wymagają wyższych prędkości; większe średnice gwintowników powinny wymagać niższych prędkości; większe skoki gwintu powinny wymagać niższych prędkości. Następujące wartości mogą być użyte jako odniesienie: materiały ogólne 6-15 m/min; stal hartowana i odpuszczana lub twardsza stal 5-15 m/min; stal nierdzewna 2-7 m/min; żeliwo 8-10 m/min.
3) Gdy gwintownik ma wejść w otwór korzenia gwintu, należy posuwać go powoli, aby uniknąć uszkodzenia zębów gwintownika. Rozpoczynając nacinanie, należy ręcznie obsługiwać dźwignię posuwu, wywierając równomierny nacisk, aby pomóc gwintownikowi wejść w obrabiany przedmiot. Gdy część tnąca zostanie w pełni włączona, przestań wywierać nacisk i pozwól, aby gwintownik sam się posuwał, aby uniknąć przecięcia wadliwych gwintów.
4) Podczas gwintowania otworów przelotowych część wyrównująca gwintownika nie powinna całkowicie wystawać, w przeciwnym razie cofnięcie gwintownika spowoduje uszkodzenie gwintu.
5) Po wejściu gwintownika w obrabiany przedmiot należy stale dodawać płyn chłodząco-smarujący i często cofać lub wycofywać gwintownik w celu usunięcia wiórów.
6) W przypadku gwintów M16 i większych należy rozważyć zastosowanie metod gwintowania elektrycznego. Zmniejsza to nakład pracy ręcznej i pozwala uzyskać gwinty o lepszej prostopadłości do powierzchni otworu, co przekłada się na wyższą jakość i wydajność.
1) Wywierć otwór na korzenie.
Przed gwintowaniem należy wywiercić odpowiedni otwór w obrabianym przedmiocie, patrz Tabele 10-12.
2) Fazowanie.
Po wywierceniu otworu należy użyć pogłębiacza 90°, aby sfazować obie strony otworu, tak aby maksymalna średnica fazowania była równa nominalnej średnicy gwintu. Pozwoli to na płynne wejście gwintownika w obrabiany przedmiot i zapobiegnie wyszczerbieniu krawędzi gwintu, gdy gwintownik wyjdzie z otworu.
3) Zacisnąć obrabiany przedmiot w imadle stołowym.
Ogólnie rzecz biorąc, elementy obrabiane są mocowane w imadle stołowym do gwintowania, ale mniejsze elementy można położyć płasko, trzymając je mocno lewą ręką, podczas gdy prawa ręka używa gwintownika do gwintowania. Należy wybrać odpowiedni klucz do gwintowników w oparciu o rozmiar kwadratu na trzpieniu gwintownika.
4) Gwintowanie za pomocą stożka prowadzącego.
Włóż gwintownik do otworu w obrabianym przedmiocie, upewniając się, że gwintownik jest ustawiony prostopadle do powierzchni obrabianego przedmiotu. Dokładnie sprawdzić i wyregulować. Rozpoczynając nacinanie gwintu, wywieraj odpowiedni nacisk obiema rękami i obracaj gwintownik zgodnie z ruchem wskazówek zegara (w przypadku gwintów prawoskrętnych) do otworu.
Po zablokowaniu krawędzi tnącej, przestań wywierać nacisk rękami i używaj tylko stałej siły obrotowej do gwintowania. Podczas gwintowania należy stosować zrównoważoną siłę obiema rękami i obracać płynnie. Po każdym 1/2 do 1 obrotu, obróć gwintownik o 1/4 obrotu w celu rozbicia i usunięcia wiórów, zapobiegając zatykaniu się rowków wiórowych, co mogłoby spowodować uszkodzenie lub złamanie gwintownika.
5) Gwintowanie za pomocą gwintowników pośrednich i wykańczających.
Po gwintowaniu gwintownikiem stożkowym należy użyć gwintowników pośrednich i wykańczających w celu powiększenia i wykończenia gwintu.
① Najpierw ręcznie wkręć gwintownik pośredni i wykańczający w gwint nacięty przez gwintownik stożkowy, aby zapewnić prawidłowe prowadzenie. Następnie użyj klucza do gwintowników, postępując zgodnie z wcześniej opisaną metodą, obracając się w przód i w tył, aż do uzyskania pełnego gwintu.
② Niezwłocznie usuwać wióry z gwintownika i dna otworu. Podczas gwintowania głębokich otworów, otworów nieprzelotowych lub materiałów z metali ciągliwych, należy często wycofywać gwintownik, aby usunąć wióry zarówno z gwintownika, jak i z dna otworu. Zapobiega to zablokowaniu lub pęknięciu gwintownika w otworze.
③ Należy prawidłowo używać płynu chłodząco-smarującego. Aby poprawić jakość powierzchni gwintu i zapewnić dobrą wydajność skrawania gwintownika, należy zapoznać się z Tabelą 13, aby wybrać płyny do skrawania w oparciu o różne materiały i wymagania.
Tabela 13 Wybór cieczy chłodząco-smarujących do gwintowania
| Materiał obrabianego przedmiotu | Płyn tnący |
| Żeliwo | Nafta lub brak płynu tnącego |
| Stal | Woda z mydłem, emulsja, olej maszynowy, olej sojowy itp. |
| Brąz lub mosiądz | Olej rzepakowy lub sojowy |
| Czysta miedź lub stop aluminium | Nafta, terpentyna, skoncentrowana emulsja |
Gdy kran pęknie w otworze, w zależności od sytuacji można zastosować różne metody jego usunięcia.
1) Jeśli część złamanego gwintownika wystaje z otworu, można ją usunąć za pomocą szczypiec lub delikatnie podważyć ostrym dłutem lub punktakiem, jak pokazano na Rysunku 29. Ta metoda jest odpowiednia dla mniejszych gwintowników, które nie są zbyt mocno zakleszczone.
Jeśli zepsuty kran jest zbyt mocno zakleszczony i nie można go usunąć za pomocą powyższej metody, można przyspawać gazowo wygięty pręt lub nakrętkę do górnej części zepsutego kranu. Następnie należy obrócić wygięty pręt lub użyć klucza do obrócenia nakrętki, aby usunąć zepsuty kran, jak pokazano na rysunku 30. W przypadku mniejszych kranów pręt spawalniczy można szybko przyspawać punktowo do kranu, a następnie wygiąć i użyć do jego wyciągnięcia.
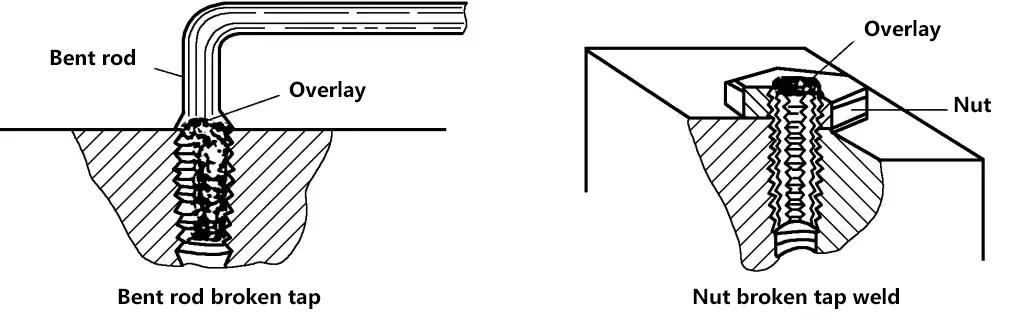
2) Gdy złamana część kranu znajduje się wewnątrz otworu, można nakręcić dwie nakrętki na kwadratowy koniec złamanego kranu. Następnie włóż kilka kawałków drutu pomiędzy rowki gwintownika i nakrętki. Za pomocą klucza obróć w kierunku przeciwnym do ruchu wskazówek zegara, aby usunąć uszkodzony kran, jak pokazano na rysunku 31. Średnica drutu zależy od rozmiaru rowków gwintownika. Podczas korzystania z tej metody w celu usunięcia zepsutego kurka należy zastosować środek smarny, taki jak olej smarowy.
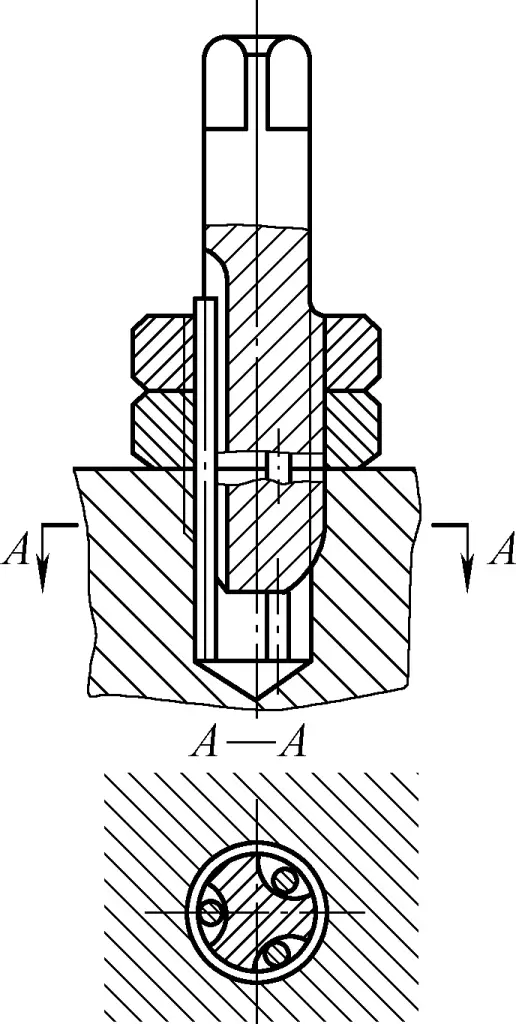
3) Jeśli powyższe metody nie pozwolą na usunięcie zerwanego gwintownika i jeśli pozwalają na to warunki, do jego usunięcia można użyć obróbki elektroerozyjnej, choć może to być ograniczone przez sprzęt i rozmiar przedmiotu obrabianego. Alternatywnie, zerwany gwintownik można wyżarzyć, a następnie wywiercić, ale ta metoda jest odpowiednia tylko wtedy, gdy dopuszczalne jest powiększenie gwintowanego otworu.
Czasami uszkodzone gwintowniki mogą być trudne do usunięcia, co skutkuje złomowaniem gwintowanego otworu lub przedmiotu obrabianego. Dlatego podczas gwintowania należy ściśle przestrzegać procedur i wymagań operacyjnych, pracować ostrożnie i skrupulatnie, aby zapobiec zerwaniu gwintownika.
Tabela 14 Przyczyny złomowania części podczas gwintowania i metody zapobiegania
| Rodzaj złomu | Przyczyny | Metody zapobiegania |
| Skrzyżowane wątki | 1. Zbyt mała średnica otworu pilotowego, gwintownik nie może wejść, powodując skrzyżowanie gwintów na wejściu do otworu. 2. Po gwintowaniu gwintownikiem stożkowym, gwintownik pośredni nie jest prawidłowo wyrównany, co powoduje niewspółosiowość między gwintownikiem stożkowym i pośrednim 3. Otwór gwintowany jest mocno przekrzywiony, a wciśnięcie gwintownika nie może go skorygować. 4. Brak płynu tnącego podczas gwintowania stali niskowęglowej i materiałów o dobrej plastyczności 5. Stożek tnący kranu jest tępy 1. Dokładnie sprawdzić otwór pilotażowy, wybrać odpowiednie wiertło i powiększyć otwór pilotażowy przed gwintowaniem | 2. Najpierw ręcznie wkręć gwintownik pośredni w gwintowany otwór, aby wyrównać gwintownik stożkowy i pośredni 3. Utrzymuj wyrównanie między gwintownikiem a środkiem otworu pilotowego, stosuj zrównoważoną siłę obiema rękami podczas pracy i nie wymuszaj korekty, jeśli jest mocno przekrzywiona 4. Używać płynu do cięcia 5. Wyostrzyć kąt odciążenia kranu Przekrzywiony otwór gwintowany |
| 1. Gwintownik nie jest prostopadły do powierzchni przedmiotu obrabianego | 2. Duże otwory piaskowe w odlewach 3. Nierównomierna siła wywierana przez ręce podczas stukania, przechylanie się na jedną stronę 1. Przed rozpoczęciem cięcia upewnić się, że gwintownik jest ustawiony prostopadle do powierzchni przedmiotu obrabianego. | 2. Sprawdź otwór pilotażowy przed gwintowaniem; jeśli otwory piaskowe są zbyt duże, gwintowanie nie jest zalecane. 3. Utrzymuj zrównoważoną siłę obiema rękami podczas całego procesu, unikaj kołysania. Niewystarczająca wysokość gwintu |
| Średnica otworu pilotażowego jest zbyt duża | Prawidłowe obliczenie i wybór średnicy otworu pilotażowego i wiertła | Tabela 15 Przyczyny zerwania gwintownika podczas gwintowania i metody zapobiegania |
Przyczyny uszkodzeń
| Metody zapobiegania | 1. Zbyt mały otwór pilotażowy podczas gwintowania |
| 1. Prawidłowo obliczyć i wybrać średnicę otworu pilotażowego | 2. Kran jest zbyt tępy, materiał przedmiotu obrabianego jest zbyt twardy |
| 2. Wyostrzyć kąt odciążenia kranu | 3. Klucz do kranu jest zbyt duży, co skutkuje wysokim momentem obrotowym; wrażliwość dłoni operatora jest słaba, często nie zauważa, kiedy kran jest zablokowany i kontynuuje obracanie, powodując pęknięcie kranu. |
| 3. Należy wybrać odpowiedni rozmiar klucza do gwintownika, zwracać uwagę na pojawiające się problemy i szybko je rozwiązywać. | 4. Nieusunięcie wiórów z rowków gwintownika na czas, szczególnie w przypadku bardzo plastycznych materiałów, co powoduje zatykanie się otworu wiórami. |
| 4. Odwrócić zawór w celu rozbicia wiórów, natychmiast je usunąć lub cofnąć zawór w celu usunięcia wiórów. 5. Brak płynu tnącego podczas gwintowania materiałów o wysokiej ciągliwości (takich jak stal nierdzewna), powodujący zatarcie przedmiotu obrabianego i gwintownika. | 5. Używać płynu do cięcia |
| 6. Kran jest przekrzywiony, powodując nadmierną siłę po jednej stronie. | 6. Użyć kwadratu do wyrównania gwintownika przed gwintowaniem, upewniając się, że pozostaje on prostopadły do przedmiotu obrabianego. |
| 7. Podczas gwintowania otworów nieprzelotowych końcówka gwintownika styka się z dnem otworu, ale obrót jest kontynuowany, co powoduje pęknięcie gwintownika | 7. Wcześniej zaznacz głębokość, obserwuj głębokość włożenia gwintownika podczas gwintowania, zapobiegaj kontaktowi z dnem i regularnie usuwaj wióry |
| IX. Skrobanie | Skrobanie to metoda wykańczania, która wykorzystuje skrobak do usuwania bardzo cienkiej warstwy metalu z powierzchni przedmiotu obrabianego. Jest to metoda obróbki, której nie można zastąpić innymi procesami. |
Skrobanie to metoda wykańczania, która wykorzystuje skrobak do usuwania bardzo cienkiej warstwy metalu z powierzchni przedmiotu obrabianego. Jest to metoda obróbki, której nie można zastąpić innymi procesami.
Podczas skrobania należy najpierw dotrzeć obrabiany przedmiot do elementu referencyjnego. Mieszanka wskaźnikowa ujawnia wysokie i drugorzędne wysokie punkty na docieranej powierzchni przedmiotu obrabianego. Następnie należy użyć skrobaka, aby wielokrotnie naciskać i usuwać te punkty. Ten proces mikroskrawania tnie i ściska strukturę powierzchni przedmiotu obrabianego, stopniowo zwiększając punkty styku z elementem referencyjnym, uzyskując prawidłowy kształt geometryczny przedmiotu obrabianego i dobre dopasowanie do elementu referencyjnego.
Skrobanie powierzchni pozwala uzyskać równomiernie rozłożone wgłębienia, co jest korzystne dla przechowywania oleju smarującego, zapewniając tym samym dobre warunki smarowania ruchomych części; geometryczny kształt szyny prowadzącej lub powierzchni przedmiotu obrabianego może być skrobany w różne specjalne kształty, takie jak wklęsłe lub wypukłe w środku, zgodnie z rzeczywistymi wymaganiami użytkowania. Skrobanie pozwala osiągnąć wymagania dotyczące precyzji, które są trudne do osiągnięcia przy ogólnej obróbce mechanicznej i wyeliminować błędy lub wady powierzchni pozostawione przez ogólną obróbkę mechaniczną.
Narzędzia do skrobania obejmują skrobaki i narzędzia do kalibracji.
Powszechnie stosowane narzędzia kalibracyjne obejmują standardowe płyty powierzchniowe, liniały kalibracyjne i kwadraty. Wśród nich standardowe płytki powierzchniowe są dostępne w różnych specyfikacjach i są używane do sprawdzania szerszych płaskich powierzchni. Przy wyborze, ich powierzchnia nie powinna być większa niż 3/4 zeskrobanej powierzchni. Różne kwadraty powinny być zawieszone do przechowywania po użyciu, a kwadraty, które są niewygodne do zawieszenia, powinny być umieszczone stabilnie, aby zapobiec deformacji.
Istnieją dwa rodzaje skrobaków: skrobaki płaskie i skrobaki zakrzywione. Skrobaki są zazwyczaj kute ze stali narzędziowej T10A lub stali łożyskowej GCr15, a ich krawędź tnąca musi być ostra. W przypadku skrobania twardych materiałów można również przyspawać końcówki z węglików spiekanych.
Skrobaki płaskie dzielą się na trzy rodzaje: skrobaki zgrubne, skrobaki dokładne i skrobaki precyzyjne. Po hartowaniu, skrobaki muszą być precyzyjnie szlifowane na osełce po zgrubnym szlifowaniu na ściernicy. W przypadku skrobaków zgrubnych, βo wynosi 90°~92,5°, a krawędź tnąca musi być prosta; dla drobnych skrobaków, βo wynosi 95°, z lekko zakrzywioną krawędzią tnącą; dla skrobaków precyzyjnych βo wynosi 97,5°, a promień krzywizny krawędzi tnącej jest mniejszy niż w przypadku skrobaków drobnoziarnistych, jak pokazano na Rysunku 32.
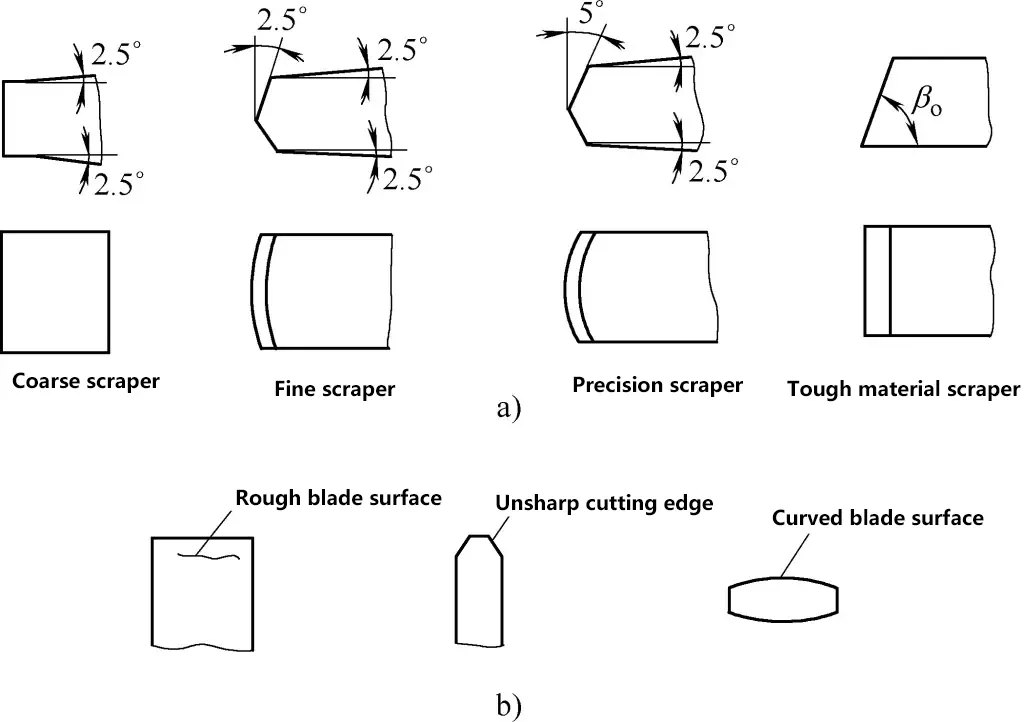
a) Kąt głowicy zgarniającej
b) Nieprawidłowy kształt głowicy zgarniającej
Skrobaki zakrzywione są używane głównie do skrobania zakrzywionych powierzchni, takich jak wewnętrzne otwory łożysk ślizgowych. Typowe typy obejmują skrobaki trójkątne i skrobaki z główką węża, jak pokazano na rysunku 33.
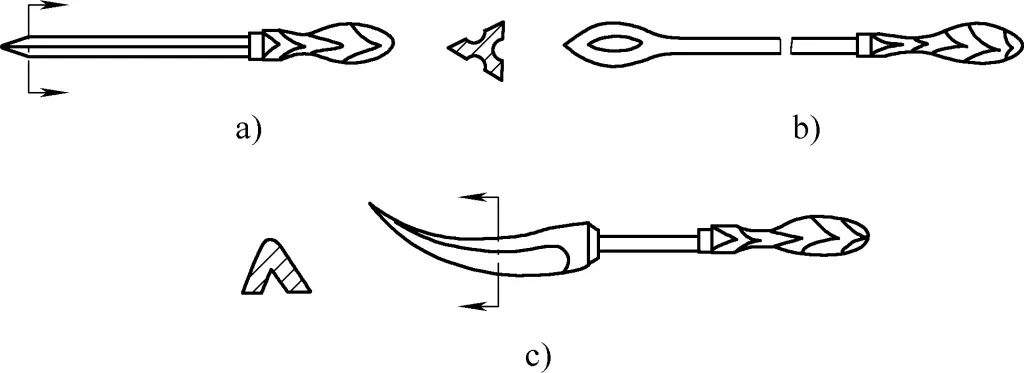
Przed skrobaniem konieczne jest określenie położenia i wielkości błędów w obrabianym przedmiocie. Metoda polega na nałożeniu środka punktowego (czerwonego proszku ołowianego), a następnie umieszczeniu powierzchni, która ma zostać zeskrobana, wraz ze standardowym narzędziem lub pasującym przedmiotem obrabianym do docierania. Po docieraniu podświetlone zostaną wystające części, które można następnie zeskrobać skrobakiem. Metoda ta nazywana jest metodą punktową lub docieraniem punktowym. Stosowane środki punktowe to czerwony proszek ołowiowy i niebieski olej.
Czerwony proszek ołowiowy dzieli się na dwa rodzaje: tlenek ołowiu (pomarańczowo-czerwony) i tlenek żelaza (czerwono-brązowy). Czerwony proszek ołowiowy jest mielony na granulki i mieszany z olejem maszynowym do użytku, szeroko stosowany na elementach stalowych i żeliwnych. Niebieski olej to mieszanka niebieskiego proszku, oleju rycynowego i odpowiedniego oleju maszynowego, o ciemnoniebieskim kolorze, wytwarzająca małe i wyraźne plamki, stosowana głównie do precyzyjnych przedmiotów obrabianych oraz metali nieżelaznych i stopów.
Podczas skrobania środek plamiący może być nakładany na powierzchnię przedmiotu obrabianego lub na element kalibracyjny. Pierwszy z nich pokazuje czerwone tło z czarnymi plamkami (czarne plamki to wysokie punkty) na powierzchni przedmiotu obrabianego, bez odblasków i łatwe do wyraźnego zobaczenia, odpowiednie do precyzyjnego skrobania. Ten drugi koloruje tylko wysokie punkty na powierzchni przedmiotu obrabianego, z przyciemnionymi punktami, które nie są łatwe do wyraźnego zobaczenia, ale wióry rzadziej przylegają do krawędzi skrawającej, dzięki czemu skrobanie jest wygodne, zwykle wybierane do zgrubnego skrobania.
Prawidłowe stosowanie środków do usuwania plam jest ściśle związane z jakością skrobania. W przypadku zgrubnego skrobania, środek powinien być rozcieńczony i nałożony równomiernie na powierzchnię przedmiotu obrabianego, nieco grubiej, aby plamy były większe. W przypadku skrobania precyzyjnego należy mieszać go grubiej i nakładać cienko i równomiernie na powierzchnię przedmiotu obrabianego, uzyskując drobniejsze plamy, co jest korzystne dla poprawy precyzji skrobania podczas skrobania precyzyjnego.
Podczas stosowania środków do usuwania plam należy zachować czystość i zapobiegać zarysowaniu powierzchni przedmiotu obrabianego przez cząsteczki piasku, wióry itp. Przędza bawełniana używana do nakładania środków do usuwania plam musi być owinięta papierem ściernym, a inne narzędzia do nakładania również powinny być utrzymywane w czystości, aby zapewnić dokładne usuwanie plam.
Wymagania jakościowe dla skrobanych powierzchni zazwyczaj obejmują dokładność geometryczną, dokładność wymiarową, dokładność styku i dopasowanie, chropowatość powierzchni itp. Powszechnie stosowane metody kontroli obejmują następujące dwie:
Kwadratowa ramka o długości boku 25 mm jest umieszczana na kontrolowanej powierzchni, a jakość jest wskazywana przez liczbę punktów styku w ramce. Liczbę punktów styku dla różnych dokładności styku płaszczyzny przedstawiono w tabeli 16.
Tabela 16 Liczba punktów styku dla różnych dokładności styku płaszczyzny
| Typ samolotu | Liczba punktów styku/25mm×25mm | Przykłady zastosowań |
| Samolot ogólny | 2~5 | Stałe powierzchnie łączenia bardziej chropowatych części |
| 5~8 | Ogólna powierzchnia łączenia | |
| 8~12 | Powierzchnie stołu maszynowego, ogólne powierzchnie referencyjne, powierzchnie prowadzące obrabiarek, uszczelniające powierzchnie łączące | |
| 12~16 | Prowadnice i powierzchnie prowadzące obrabiarek, powierzchnie odniesienia narzędzi, powierzchnie stykowe przyrządów pomiarowych | |
| Płaszczyzna precyzyjna | 16~20 | Prowadnice do precyzyjnych obrabiarek, prostownice |
| 20~25 | Płaszczyzna klasy 1, precyzyjne przyrządy pomiarowe | |
| Ultraprecyzyjna płaszczyzna | >25 | Płaszczyzna klasy 0, precyzyjne prowadnice obrabiarek, precyzyjne przyrządy pomiarowe |
W przypadku skrobania powierzchni zakrzywionych chodzi głównie o skrobanie wewnętrznych otworów łożysk ślizgowych. Liczbę punktów styku dla różnych dokładności różnych łożysk ślizgowych przedstawiono w tabeli 17.
Tabela 17 Liczba punktów styku dla różnych dokładności różnych łożysk ślizgowych
| Średnica łożyska/mm | Łożyska wrzeciona głównego obrabiarek lub maszyn precyzyjnych | Łożyska do urządzeń kuźniczych, maszyn ogólnych | Łożyska do maszyn energetycznych, urządzeń metalurgicznych | ||||
| Wysoka precyzja | Precyzja | Zwykły | Ważne | Zwykły | Ważne | Zwykły | |
| Liczba punktów styku/25mm×25mm | |||||||
| ≤120 | 25 | 20 | 16 | 12 | 8 | 8 | 5 |
| >120 | 16 | 10 | 8 | 6 | 6 | 2 | |
W przypadku większych powierzchni obrabianego przedmiotu, płaskość i prostoliniowość prowadnic obrabiarki są sprawdzane za pomocą poziomicy ramowej.
Niektóre elementy wymagają również sprawdzenia szczeliny między współpracującymi powierzchniami za pomocą szczelinomierzy o określonej grubości. W przypadku cylindrów ciśnieniowych, korpusów zaworów itp. wymagane są również testy ciśnienia powietrza lub ciśnienia hydraulicznego.
Naddatek na skrobanie wynosi zazwyczaj od 0,05 do 0,4 mm. W przypadku większych obszarów skrobania pozostawia się większy naddatek. Ogólnie rzecz biorąc, dokładność obróbki (prostoliniowość i płaskość) przedmiotu obrabianego przed skrobaniem nie powinna być niższa niż precyzja 9 klasy określona w krajowej normie tolerancji geometrycznych.
Ogólny proces skrobania płaszczyzny można podzielić na skrobanie zgrubne, skrobanie dokładne, skrobanie precyzyjne i skrobanie wzorcowe.
Skrobanie zgrubne polega na użyciu zgrubnego skrobaka do równomiernego usunięcia grubszej warstwy metalu ze skrobanej powierzchni w celu szybkiego usunięcia szorstkiej powierzchni lub naddatku. Podczas skrobania można zastosować metodę ciągłego pchania, przy czym ślady skrobania tworzą długie paski. Zeskrobana powierzchnia jest wyrównywana zgodnie z wypukłymi i wklęsłymi warunkami błędu. Wymagana liczba punktów styku dla zgrubnego skrobania wynosi 2-3 punkty/25mm×25mm.
Drobne skrobanie polega na użyciu drobnego skrobaka do usunięcia rzadkich, dużych punktów badawczych na skrobanej powierzchni, co dodatkowo poprawia nierówności skrobanej powierzchni. Stosowana jest metoda krótkiego skrobania, w której długość śladu skrobaka jest zbliżona do szerokości krawędzi tnącej. Wraz ze wzrostem liczby punktów badawczych, ślady skrobaka powinny być stopniowo skracane. Każda runda skrobania powinna być wykonywana w określonym kierunku, a druga runda powinna być wykonywana w poprzek, aby wyeliminować pierwotny kierunek śladów skrobaka. W przeciwnym razie punkty badawcze pojawią się w rozkładzie w paski.
Aby szybko zwiększyć liczbę punktów badawczych, podczas usuwania punktów można również usunąć otaczające je obszary. W ten sposób, gdy najwyższe punkty zostaną usunięte, otaczające je drugorzędne wysokie punkty szybko staną się widoczne, przyspieszając proces skrobania.
Podczas procesu skrobania należy uważać, aby nie przechylić skrobaka, aby uniknąć tworzenia głębokich rys na skrobanej powierzchni. Wraz ze stopniowym zwiększaniem liczby punktów badawczych, wskaźnik powinien być nakładany cienko i równomiernie. Po docieraniu, błyszczące punkty badawcze (twarde punkty) powinny być skrobane mocniej, podczas gdy matowe punkty badawcze (miękkie punkty) powinny być skrobane lżej, aż wyświetlane punkty badawcze będą równomiernie twarde i miękkie.
Drobne skrobanie wymaga 12-15 punktów styku na obszar 25 mm × 25 mm.
Podczas skrobania należy używać drobnego narzędzia do skrobania z metodą skrobania punktowego, gdzie długość śladu narzędzia wynosi około 5 mm. Podczas dokładnego skrobania należy zwrócić uwagę na: lekkie opuszczenie narzędzia, szybkie podniesienie go po zakończeniu. Skrobać tylko raz w każdym punkcie szlifowania, nie powtarzać i zawsze skrobać na krzyż.
Gdy liczba punktów styku wzrośnie do ponad 20 punktów/(25 mm×25 mm), punkty szlifowania można podzielić na trzy kategorie: całkowicie zeskrobać najjaśniejsze punkty; zeskrobać mały kawałek z górnej części średnich punktów; pozostawić małe punkty bez zeskrobania. W ostatnich trzech przejściach, krzyżujące się ślady narzędzia powinny być spójne pod względem rozmiaru i starannie ułożone, aby zeskrobana powierzchnia wyglądała dobrze.
Podczas dokładnego skrobania należy zwrócić szczególną uwagę na czystość. Podczas docierania zanieczyszczenia w środku często powodują drobne linie lub głębokie rysy na zeskrobanej powierzchni, co bardzo utrudnia naprawę, a czasem nawet prowadzi do złomowania.
Szerokość znacznika narzędzia może odzwierciedlać głębokość skrobania, więc kontrolowanie szerokości znacznika narzędzia może kontrolować głębokość skrobania. W przypadku skrobania zgrubnego szerokość śladu narzędzia powinna wynosić od 2/3 do 3/4 długości ostrza; w przypadku skrobania dokładnego powinna wynosić od 1/3 do 1/2, a w przypadku skrobania precyzyjnego powinna być jeszcze węższa. Zbyt szerokie znaczniki narzędzi wpływają również na liczbę punktów styku na jednostkę powierzchni.
Jeśli na skrobanej powierzchni znajdują się otwory lub otwory gwintowane, należy kontrolować skrobak, aby uniknąć bezpośredniego skrobania nad otworem otworu, aby zapobiec jego obniżeniu. Jeśli na skrobanej powierzchni znajduje się wąska ramka, należy zwrócić uwagę na to, aby kąt między kierunkiem skrobania a wąską krawędzią był mniejszy niż 30°, aby zapobiec skrobaniu wąskiej krawędzi zbyt nisko.
Cele skrobania dekoracyjnego są następujące: po pierwsze, wyłącznie ze względu na estetykę skrobanej powierzchni; po drugie, w celu stworzenia dobrych warunków smarowania między względnie ślizgającymi się powierzchniami, a także w celu oceny stopnia zużycia płaszczyzny na podstawie zaniku wzoru. W przypadku przedmiotów obrabianych o wysokich wymaganiach dotyczących precyzji styku i wielu wymaganych punktach styku, nie należy skrobać dużych wzorów bloków; w przeciwnym razie nie można osiągnąć wymaganej precyzji skrobania.
1) Głębokie wklęsłe ślady na zeskrobanej powierzchni
Powodem jest zbyt mały łuk krawędzi tnącej skrobaka i wysoki nacisk podczas skrobania, co skutkuje zbyt głębokimi śladami narzędzia lub nierównomierną siłą przyłożoną podczas zgrubnego skrobania, co powoduje przechylenie skrobaka.
2) Ślady wibracji
W przypadku wielokrotnego skrobania w jednym kierunku lub skrobania elementów stalowych, jeśli kąt klinowy skrobaka jest zbyt mały, a kąt przedni zbyt duży, pojawią się ślady wibracji.
3) Ślady rozdarcia powierzchni
Jeśli chropowatość powierzchni krawędzi tnącej skrobaka jest wysoka, występują mikropęknięcia lub struktura metalograficzna na krawędzi staje się szorstka z powodu zbyt wysokiej temperatury hartowania, spowoduje to regularne szorstkie ślady przypominające paski na skrobanej powierzchni.
4) Zarysowania powierzchni
Jest to spowodowane brudnym wskaźnikiem, mieszanymi zanieczyszczeniami lub cząstkami piasku, wiórami i innymi zanieczyszczeniami podczas procesu mielenia.
5) Błędy dokładności kształtu
Jeśli nacisk jest nierównomierny podczas docierania punktów szlifierskich, obrabiany przedmiot zbytnio wystaje z elementu referencyjnego, masa obrabianego przedmiotu jest asymetryczna, nie są podejmowane żadne środki podczas szlifowania punktów, powstają fałszywe wysokie punkty, skrobanie odbywa się zgodnie z fałszywymi wysokimi punktami lub błąd elementu referencyjnego jest zbyt duży, spowoduje to niedokładny kształt skrobanej powierzchni.
Docieranie to proces, który wykorzystuje narzędzia do docierania i materiały ścierne do usuwania niezwykle cienkiej warstwy metalu z powierzchni przedmiotu obrabianego, nadając powierzchni przedmiotu obrabianego dokładne wymiary, precyzję geometryczną i wysoką jakość powierzchni.
Docieranie to proces wykańczania, który jest szeroko stosowany w produkcji narzędzi, sprawdzianów (sprawdzianów rowków wpustowych) i maszyn precyzyjnych.
Narzędzia do docierania to standardowe narzędzia, które określają geometryczny kształt powierzchni przedmiotu obrabianego podczas docierania. W zależności od potrzeb mogą być wykonane w różnych rozmiarach cylindrycznych, stożkowych, pierścieniowych itp. W przypadku docierania wymagane jest, aby geometryczny kształt narzędzia do docierania był jak najbardziej spójny z obrabianym przedmiotem, a powierzchnia powinna być gładka i wolna od pęknięć.
Podczas docierania twardość powierzchni narzędzia do docierania powinna być nieco niższa niż twardość docieranego przedmiotu. Pozwala to drobnym cząsteczkom ściernym w masie docierającej na łatwe i równomierne osadzenie się na powierzchni narzędzia docierającego. Te drobne cząstki mają wysoką twardość i tworzą liczne krawędzie mikroskrawania, które wykonują mikroskrawanie na powierzchni przedmiotu obrabianego. I odwrotnie, jeśli cząstki osadzą się na powierzchni przedmiotu obrabianego, przetną narzędzie docierające podczas docierania.
Narzędzie do docierania nie powinno być jednak zbyt miękkie, w przeciwnym razie cząstki ścierne całkowicie osadzą się w narzędziu do docierania i stracą swój efekt docierania. Struktura materiału narzędzia do docierania powinna być drobna i jednolita, z niskim odkształceniem, pewną elastycznością i dobrą odpornością na zużycie, aby zapewnić, że docierany przedmiot obrabiany osiąga wysoką dokładność wymiarową i kształtową oraz niską chropowatość powierzchni.
Typowe materiały stosowane w narzędziach do docierania obejmują żeliwo szare, żeliwo sferoidalne, a także stal miękką, miedź, metal Babbitt i ołów. Te dwa ostatnie są używane głównie do polerowania precyzyjnych wałów wykonanych ze stopów miedzi lub docierania miękkich części.
1) Żeliwo szare
Najlepszy materiał na narzędzia do docierania, ma dobre właściwości smarne, wysoką wydajność docierania, jest ekonomiczny i ma niskie zużycie. Nadaje się szczególnie do dokładnego docierania, a zastosowanie żeliwa o wysokiej zawartości fosforu pozwala uzyskać bardzo niską chropowatość powierzchni. Skład żeliwa stosowanego jako materiał narzędzia do docierania przedstawiono w tabeli 18.
Tabela 18 Skład materiałów narzędzi do docierania żeliwa
| Skład materiału żeliwnego do docierania precyzyjnego (ułamek masowy) | Skład materiału żeliwnego do ogólnego docierania zgrubnego (ułamek masowy) | ||
| Węgiel | 2.7%~3.0% | Węgiel | 0.35%~3.7% |
| Mangan | 0.4%~0.7% | Mangan | 0.4%~0.7% |
| Antymon | 0.45%~0.55% | Antymon | 0.45%~0.55% |
| Krzem | 1.3%~1.8% | Krzem | 1.5%~2.2% |
| Fosfor | 0.65%~0.7% | Fosfor | 0.1%~0.15% |
2) Miękka stal
Charakteryzuje się wyższą wytrzymałością niż żeliwo szare, nie jest łatwy do złamania lub odkształcenia i jest często używany do docierania gwintów i małych otworów (średnica 8 mm lub mniej).
3) Miedź
Najczęściej używany do zgrubnego docierania z większymi naddatkami.
4) Prowadzenie
Nadaje się do polerowania miękkich metali.
Mieszanki do docierania są wytwarzane przez zmieszanie materiałów ściernych (proszków do docierania) i płynów do docierania. Powszechnie stosowane serie materiałów ściernych i ich zastosowania przedstawiono w tabeli 19.
Tabela 19 Powszechnie stosowane serie materiałów ściernych i ich zastosowania
| Seria | Nazwa materiału ściernego | Kod | Charakterystyka | Odpowiedni zakres |
| Korund | Korund brązowy | A | Brązowy kolor. Wysoka twardość, wysoka wytrzymałość, niedrogi | Zgrubne i dokładne docieranie stali, żeliwa, mosiądzu |
| Biały korund | WA | Biały kolor. Wyższa twardość niż korund brązowy, niższa wytrzymałość niż korund brązowy | Dokładne docieranie stali hartowanej, stali szybkotnącej, stali wysokowęglowej i części cienkościennych | |
| Korund chromowy | PA | Kolor różowo-czerwony lub fioletowo-czerwony. Większa wytrzymałość niż w przypadku korundu białego, dobra gładkość szlifowania | Docieranie narzędzi pomiarowych, części przyrządów i powierzchni o wysokiej precyzji | |
| Pojedynczy kryształ korundu | SA | Jasnożółty lub biały kolor. Wyższa twardość i wytrzymałość niż w przypadku korundu białego | Odporna na zużycie stal nierdzewna, stal szybkotnąca o wysokiej zawartości wanadu i inne materiały o wysokiej wytrzymałości i twardości | |
| Węgliki | Czarny węglik krzemu | C | Czarny z połyskiem. Wyższa twardość niż białego korundu, kruchy i ostry, dobra przewodność cieplna i elektryczna. | Docieranie żeliwa, mosiądzu, aluminium, materiałów ogniotrwałych i materiałów niemetalicznych |
| Zielony węglik krzemu | GC | Kolor zielony. Wyższa twardość i kruchość niż w przypadku czarnego węglika krzemu, przy dobrej przewodności cieplnej i elektrycznej. | Szlifowanie twardych stopów, twardych chromowanych kamieni szlachetnych, ceramiki, szkła i innych twardych materiałów | |
| Węglik boru | BC | Szaro-czarny. Twardość ustępuje tylko diamentowi, dobra odporność na zużycie | Precyzyjne szlifowanie i polerowanie twardych stopów, sztucznych kamieni szlachetnych i innych twardych materiałów | |
| Diament | Diament syntetyczny | JR | Bezbarwny i przezroczysty lub jasnożółty, żółto-zielony lub czarny. Wysoka twardość, bardziej kruchy niż naturalny diament, szorstka powierzchnia | Szlifowanie zgrubne i dokładne stopów twardych, sztucznych kamieni szlachetnych, półprzewodników i innych kruchych materiałów o wysokiej twardości. materiały |
| Naturalny diament | JT | Najwyższa twardość, wysoka cena | ||
| Inne | Tlenek żelaza | - | Czerwony do ciemnoczerwonego, bardziej miękki niż tlenek chromu | Precyzyjne szlifowanie lub polerowanie stali, żelaza, szkła i innych materiałów |
| Tlenek chromu | - | Głęboka zieleń |
Ziarna ścierne są podzielone na grube i drobne proszki w zależności od wielkości cząstek, przy czym grube ziarna są oznaczone od F4 do F220, a drobne proszki są oznaczone od F230 do F2000 (mierzone metodą sedymentacji fotoelektrycznej). Wielkość ziarna powinna być dobrana zgodnie z wymaganą dokładnością i chropowatością powierzchni przedmiotu obrabianego podczas szlifowania. Typowe oznaczenia wielkości ziarna proszku do szlifowania przedstawiono w tabeli 20.
Tabela 20 Typowe oznaczenia wielkości ziarna proszku do mielenia i zastosowania
| Oznaczanie wielkości ziarna proszku do mielenia | Proces szlifowania kategoria | Osiągalna chropowatość powierzchni Ra/μm |
| F100~F220 | Używany do wstępnego procesu szlifowania | - |
| F280~F360 | Używany do szlifowania zgrubnego | 0.2~0.1 |
| F400~F600 | Używany do szlifowania półgrubego | 0.1~0.05 |
| F800~F2000 | Używany do drobnego mielenia | <0.05 |
Zadaniem płynu szlifierskiego jest równomierne rozprowadzanie proszku szlifierskiego, chłodzenie i smarowanie oraz tworzenie warstwy tlenku na powierzchni roboczej, przyspieszając w ten sposób proces szlifowania. Typowe płyny szlifierskie obejmują olej maszynowy nr 15 lub nr 32, a do szlifowania dokładnego często stosuje się mieszaninę 1 części oleju maszynowego i 3 części nafty. Nafta jest używana głównie do szybkiego szlifowania i szlifowania zgrubnego, gdzie wymagania dotyczące chropowatości powierzchni nie są wysokie. Smalec jest najbardziej odpowiedni do szlifowania dokładnego.
Ponadto, dodanie do płynu mielącego odpowiednich ilości wypełniaczy, takich jak parafina i wosk pszczeli, a także wysoce lepkiego i silnie utleniającego kwasu oleinowego, kwasów tłuszczowych, kwasu stearynowego itp. może przynieść lepsze rezultaty.
Podczas szlifowania naddatek na szlifowanie nie powinien być zbyt duży; w przeciwnym razie wydłuży to czas szlifowania. Zasadniczo odpowiedni jest naddatek na szlifowanie w zakresie 0,005 ~ 0,03 mm. W przypadku dużych lub precyzyjnych elementów, naddatek może być większy. Szlifowanie dzieli się na szlifowanie ręczne i mechaniczne.
Podczas szlifowania ręcznego, aby zapewnić równomierne cięcie na wszystkich częściach powierzchni przedmiotu obrabianego, należy wybrać odpowiednią trajektorię ruchu. Ma to bezpośredni wpływ na wydajność szlifowania, jakość powierzchni przedmiotu obrabianego i żywotność narzędzia szlifierskiego. Trajektorie ruchu szlifowania ręcznego zazwyczaj przyjmują kilka typów, takich jak linie proste, spirale, figury 8 i pseudo figury 8, jak pokazano na rysunku 34.
a) Kształt spirali
b) Kształt figury 8
c) Kształt pseudo-ryciny 8
Prostoliniowa trajektoria ruchu szlifierskiego pozwala uzyskać wyższą dokładność geometryczną, odpowiednią dla wąskich i długich płaskich powierzchni ze stopniami, ale trudno jest uzyskać małe wartości chropowatości powierzchni. Spiralna trajektoria ruchu jest używana do szlifowania powierzchni czołowych cylindrycznych elementów i pozwala uzyskać wyższą jakość powierzchni. Trajektorie ruchu szlifierskiego w kształcie cyfry 8 lub pseudo-cyfry 8 są używane do szlifowania małych płaskich elementów, które mogą utrzymać jednolity kontakt między dwiema szlifowanymi powierzchniami, co sprzyja poprawie jakości szlifowania.
Szlifowanie powierzchni cylindrycznych odbywa się zazwyczaj poprzez połączenie szlifowania ręcznego ze szlifowaniem mechanicznym. Narzędzia szlifierskie obejmują pierścienie szlifierskie i pręty szlifierskie.
Jakość powierzchni przedmiotu obrabianego po szlifowaniu jest nie tylko ściśle związana z odpowiednim doborem materiałów ściernych i racjonalnością procesu szlifowania, ale także bezpośrednio zależy od dbałości o czystość podczas szlifowania. Jeśli czystość nie zostanie zachowana, może to spowodować niewielkie rozmycie lub poważne głębokie zadrapania na obrabianym przedmiocie. Dlatego też podczas całego procesu szlifowania należy zwracać szczególną uwagę na czystość, aby zapobiec uszkodzeniu powierzchni przedmiotu obrabianego.
Łączenie dwóch lub więcej elementów za pomocą nitów nazywane jest nitowaniem. Ogólnie rzecz biorąc, nitowanie dzieli się na dwa rodzaje: nitowanie ruchome i nitowanie stałe.
Nitowanie ruchome: Połączone części mogą się poruszać względem siebie. Przykłady obejmują narzędzia takie jak nożyczki i kompasy. Nitowanie stałe: Połączone części są względnie przymocowane do siebie, tworząc sztywne połączenie. Zgodnie z różnymi celami i wymaganiami, nitowanie stałe można dalej podzielić na:
1) Mocne nitowanie (nitowanie sztywne): Stosowane w przypadku konstrukcji, które wymagają odpowiedniej wytrzymałości i przenoszą duże siły. Przykłady obejmują więźby dachowe, mosty i dźwigi.
2) Mocne i szczelne nitowanie: Stosowane do zamkniętych pojemników niskociśnieniowych oraz różnych rurociągów cieczy i gazu. Pojemniki nitowane przy użyciu tej metody mogą wytrzymać tylko niewielkie jednolite ciśnienie, ale połączenia wymagają bardzo szczelnego uszczelnienia, aby zapobiec wyciekom gazu lub cieczy. Przykłady obejmują zbiorniki gazu, wody i oleju. Ten rodzaj nitowania charakteryzuje się małymi, gęsto rozmieszczonymi nitami, a gumowe arkusze lub inne wypełniacze są często dodawane do szwów nitów w celu poprawy uszczelnienia.
3) Sztywne i szczelne nitowanie: Ten rodzaj nitowania może wytrzymać większe ciśnienia i wymaga bardzo szczelnych połączeń, zapobiegając wyciekom cieczy lub gazu nawet pod wysokim ciśnieniem. Stosuje się go do zbiorników wysokociśnieniowych (takich jak kotły parowe, zbiorniki sprężonego powietrza) i innych zbiorników wysokociśnieniowych.
Zgodnie z różnymi metodami nitowania, nitowanie można również podzielić na następujące trzy typy:
1) Nitowanie na zimno: Podczas nitowania nit nie musi być podgrzewany i jest bezpośrednio spęczany w celu uformowania łba nitu. Materiał nitu używany do nitowania na zimno musi mieć wysoką plastyczność. Nity stalowe o średnicy poniżej 8 mm mogą być nitowane metodą nitowania na zimno.
2) Nitowanie na gorąco: Podgrzewanie całego nitu do określonej temperatury przed nitowaniem nazywane jest nitowaniem na gorąco. Dzieje się tak, ponieważ nit ma lepszą plastyczność po podgrzaniu i jest łatwiejszy do kształtowania. Dodatkowo, trzon nitu kurczy się po schłodzeniu, zwiększając wytrzymałość połączenia. W przypadku nitowania na gorąco, średnica otworu nitu powinna być powiększona o 0,5 ~ 1 mm, aby umożliwić łatwe wprowadzenie rozgrzanego, rozszerzonego nitu do otworu. Nity stalowe o średnicy większej niż 8 mm są najczęściej nitowane na gorąco.
3) Nitowanie mieszane: Podczas nitowania podgrzewany jest tylko koniec łba nitu. W przypadku długich, cienkich nitów metoda ta może zapobiegać wyginaniu się trzonu nitu pod wpływem siły nitowania, co w przeciwnym razie utrudniałoby normalne nitowanie.
Kształty nitów pokazano na rysunku 35, w tym nity z łbem okrągłym, nity z łbem płaskim stożkowym, nity z łbem płaskim, nity z łbem stożkowym wpuszczanym i nity drążone, a także nowsze typy, takie jak nity zrywalne i nity z trzpieniem napędowym.
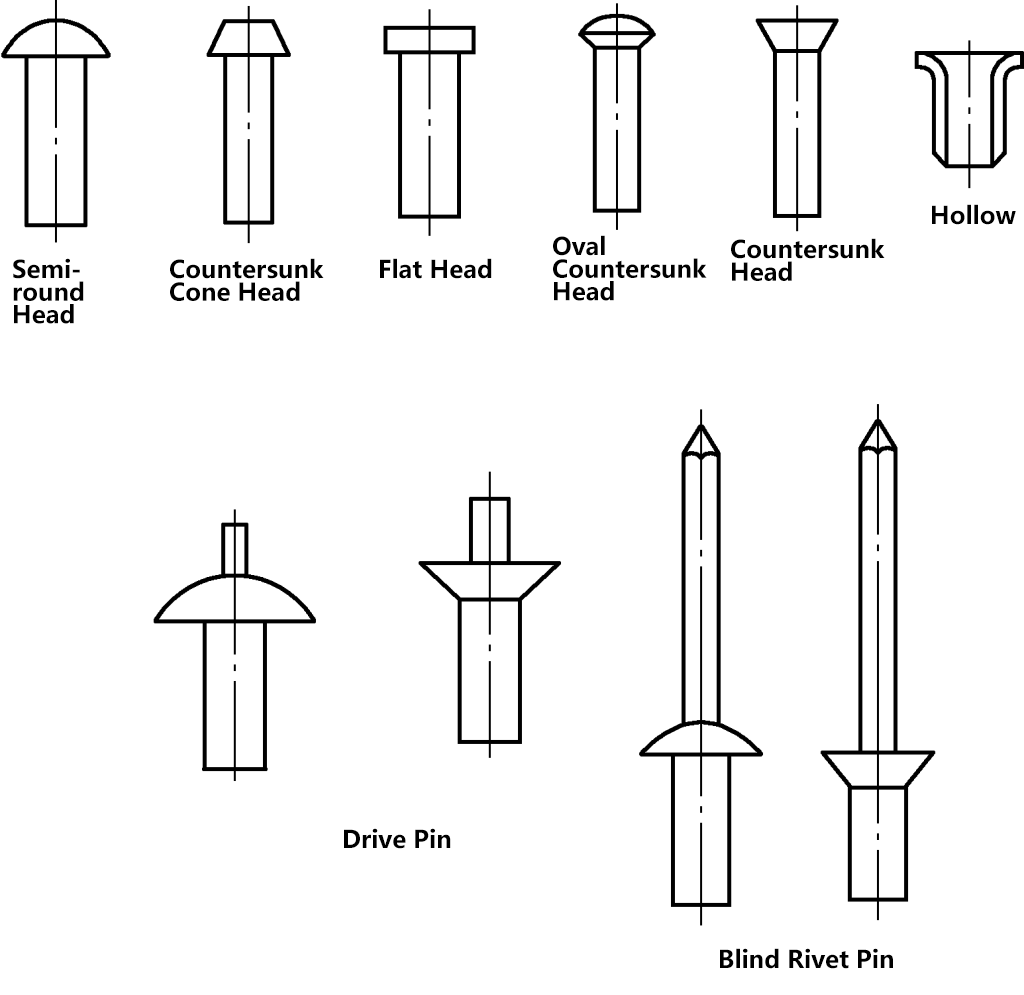
Nity są zwykle wykonane z aluminium, ale dostępne są również nity stalowe i miedziane. Ogólnie rzecz biorąc, nity stalowe są używane do nitowania ruchomego i nitowania o wysokiej wytrzymałości.
Typowe narzędzia do nitowania ręcznego obejmują młotki, stemple dociskowe, narzędzia zatrzaskowe i klamry. Obecnie dostępne są również specjalistyczne maszyny do nitowania.
1) Stempel ciśnieniowy
Jak pokazano na rysunku 36a, po włożeniu nitu do otworu młotek uderza w stempel dociskowy, aby mocno docisnąć elementy obrabiane do siebie, zapobiegając wystąpieniu sytuacji pokazanej na rysunku 36b.
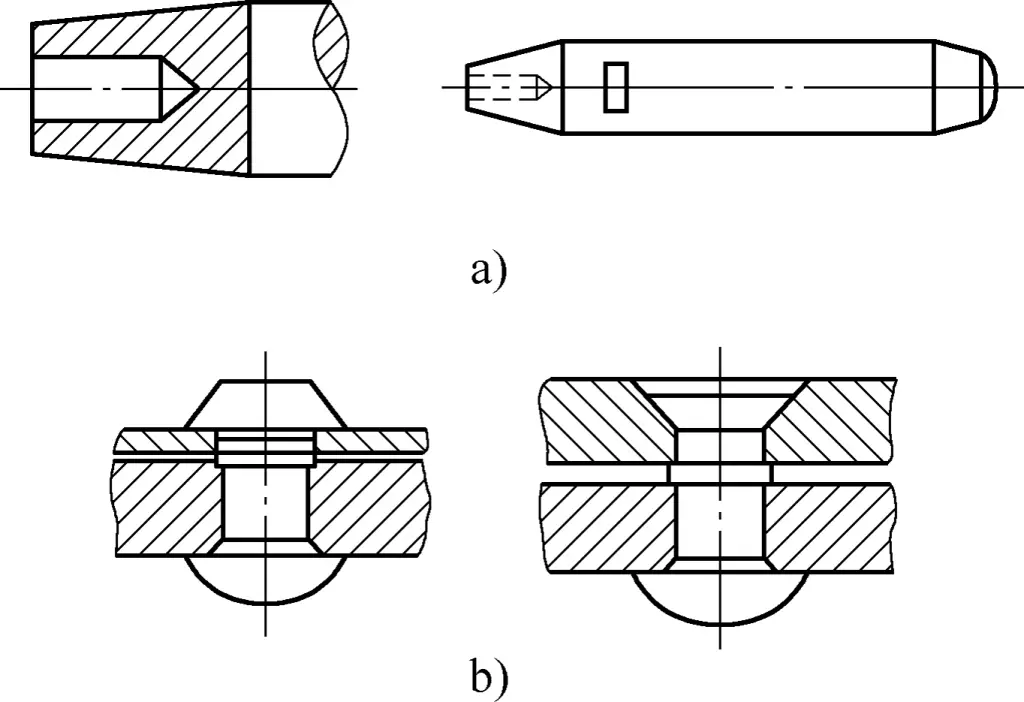
2) Narzędzie zatrzaskowe i drążek rozporowy
Jak pokazano na rysunku 37, części robocze zarówno matrycy kołpakowej, jak i dolnej są wklęsłe. Wklęsły kształt powinien być wykonany zgodnie z kształtem używanego łba nitu, zazwyczaj wklęsłą kulistą powierzchnią, utwardzoną i wypolerowaną. Podczas nitowania, matryca kołpakowa jest używana do formowania kompletnego łba nitu, podczas gdy matryca dolna jest używana do przytrzymywania drugiego końca łba nitu, aby zapobiec deformacji. Trzon dolnej matrycy ma płaską powierzchnię i może być zamocowany w imadle stołowym.
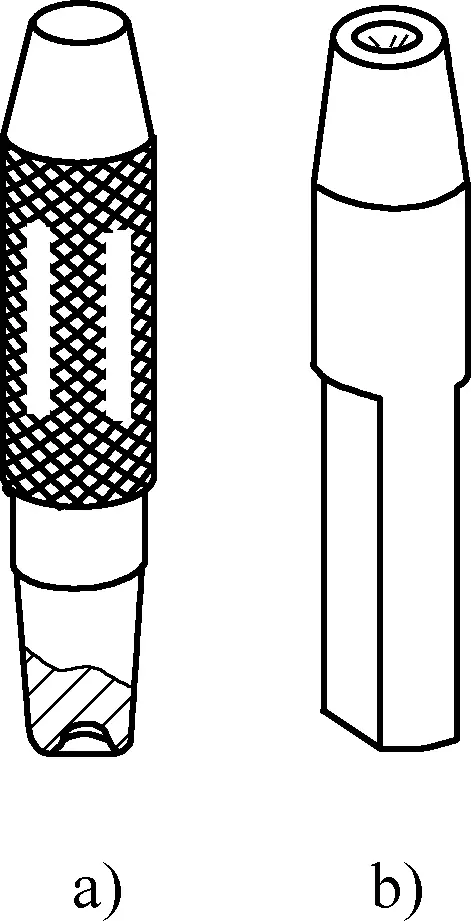
a) Matryca nasadkowa
b) Dolna matryca
Obecnie niektóre małe i średnie części mogą być nitowane na nitownicy. Moc nitownicy jest uzyskiwana dzięki układowi hydraulicznemu. Metoda przyłożenia siły górnego stempla polega na obracaniu i dociskaniu łba nitu wokół środka nitownicy. Instalując różne stemple, można łączyć różne rodzaje nitów. Jakość nitowania jest bardziej stabilna i wydajna w porównaniu do nitowania ręcznego.
Średnica nitu jest określana na podstawie grubości nitowanego przedmiotu obrabianego, zwykle przyjmowanej jako 1,8-krotność grubości przedmiotu obrabianego, a następnie zaokrąglana do standardowej średnicy. Można ją również wybrać zgodnie z tabelą 21.
Tabela 21 Wybór średnicy nitu (jednostka: mm)
| Obliczona grubość elementu | 9.5~12.5 | 13.5~18.5 | 9~24 | 24.5~28 | 28.5~31 |
| Średnica nitu | 19 | 22 | 25 | 28 | 31 |
Standardowe średnice nitów można wybrać zgodnie z tabelą 22.
Tabela 22 Standardowe średnice nitów (jednostka: mm)
| Nit Średnica | Nominalna Średnica | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 13.0 | 16.0 |
| Tolerancja | ±0.1 | +0.2 -0.1 | +0.3 -0.2 | +0.4 -0.2 | ||||||||
Aby określić długość nitu, który ma być użyty, oprócz uwzględnienia grubości połączonych części, materiał pozostały do uformowania łba nitu musi być wystarczający do wykonania kompletnego łba nitu. Długość nitu można obliczyć za pomocą następującego wzoru:
Gdzie
W przypadku nitowania stałego średnicę otworu dobiera się zgodnie z tabelą 23. Mniejsza średnica otworu powoduje ściślejsze połączenie nitowe, ale utrudnia wprowadzenie nitu; większa średnica otworu może spowodować łatwe poluzowanie elementu obrabianego. W praktyce zwykle wystarcza wywiercenie otworu wiertłem o średnicy odpowiadającej średnicy nitu.
W przypadku nitów ruchomych średnica otworu powinna być odpowiednio powiększona.
Tabela 23 Standardowe średnice nitów i otworów (jednostka: mm)
| Średnica nominalna | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| Średnica otworu | Precyzyjne dopasowanie | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 |
| Szorstkie dopasowanie | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 | |
Etapy nitowania: Wywierć otwory w obrabianym przedmiocie (idealną metodą obróbki jest wiercenie otworów przy połączonych ze sobą obrabianych przedmiotach) → Włóż nit → Przytrzymaj dolny koniec nitu za pomocą matrycy dolnej, użyj stempla dociskowego, aby przedmioty obrabiane ściśle do siebie przylegały → Użyj młotka, aby uformować zgrubny kształt → Użyj matrycy kołpakowej, aby uformować kompletny łeb nitu.
W przedmiotach obrabianych pręty okrągłe są często używane jako nity, co wymaga uformowania dwóch łbów nitów.
Etapy nitowania są podobne do tych dla nitów z łbem okrągłym (kąt pogłębienia wynosi zazwyczaj 90°). Mianowicie: Włóż nit → Użyj stempla dociskowego, aby mocno dopasować elementy obrabiane → Użyj młotka, aby zdenerwować nit → Uformuj łby nitów na obu końcach → Spłaszcz łby nitów.
Włóż wydrążony nit do otworu, użyj odrzuconego stempla środkowego lub próbnego, aby najpierw przebić koniec nitu, powodując rozszerzenie otworu nitu i ścisłe dopasowanie do otworu przedmiotu obrabianego, a następnie użyj specjalnie wykonanego stempla, aby łeb nitu ściśle przylegał do przedmiotu obrabianego.
Podczas nitowania połączeń ruchomych siła uderzenia młotka nie powinna być zbyt duża. Należy regularnie sprawdzać względny obrót elementów. Jeśli nitowanie okaże się zbyt ciasne, umieść jeden koniec nitu na podkładce z otworem, użyj młotka, aby kilkakrotnie uderzyć w łeb nitu na drugim końcu i dodaj trochę oleju smarującego, a następnie kilkakrotnie obróć elementy względem siebie.
Ze względu na niską wydajność i wysoką pracochłonność nitowania ręcznego, w produkcji masowej często stosowane są metody nitowania mechanicznego. Wykorzystują one głównie zmechanizowane nitownice i maszyny do nitowania.
Operacja gięcia prętów, taśm, płyt, rur i różnych profili do wymaganego kształtu nazywana jest gięciem.
Aby materiały można było zginać, muszą one mieć pewien stopień plastyczności.
Podczas procesu gięcia, kształt materiału zmienia się pod wpływem siły, a właściwości materiału również ulegają zmianie. Materiał staje się twardszy i bardziej kruchy, co jest zjawiskiem znanym jako utwardzanie na zimno (na przykład, jeśli drut ołowiany jest kilkakrotnie zginany w przód iw tył, wygięta część drutu stanie się twardsza). Zjawisko utwardzania materiałów podczas pracy na zimno można wyeliminować poprzez wyżarzanie.
Podczas gięcia, jeśli rysunek nie wskazuje długości po rozłożeniu, należy ją obliczyć przed cięciem i gięciem. Podczas gięcia zewnętrzna warstwa materiału rozciąga się, podczas gdy wewnętrzna strona jest ściskana i skracana. Długość środkowej warstwy materiału pozostaje niezmieniona, a warstwa ta nazywana jest warstwą neutralną. Zazwyczaj monterzy obliczają długość materiału na podstawie warstwy neutralnej.
Przykład Załóżmy, że istnieje płaski pręt stalowy o grubości 4 mm i szerokości 12 mm, używany do wykonania elementu obrabianego o wielu kątach prostych, jak pokazano na rysunku 38. Oblicz długość materiału L.
Rozwiązanie L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
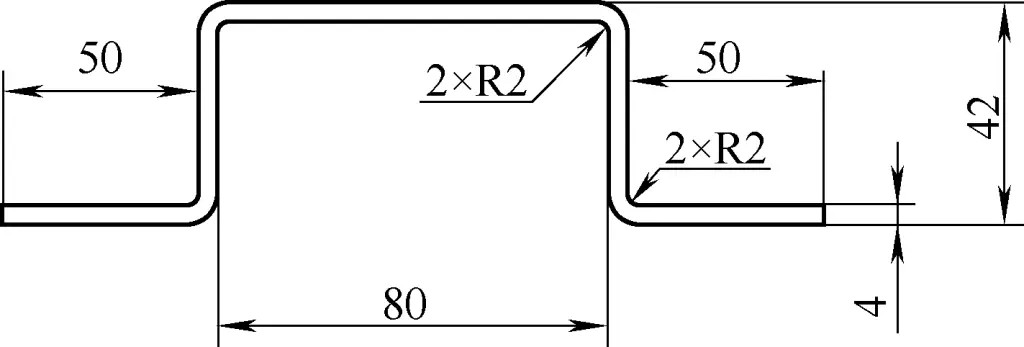
Metoda gięcia pod kątem prostym polega na zaznaczeniu linii gięcia, a następnie zaciśnięciu przedmiotu obrabianego w imadle stołowym tak, aby linia znajdowała się równo ze szczękami imadła, a obie strony były prostopadłe do szczęk. Użyj młotka, aby uderzyć w podstawę przedmiotu obrabianego w celu utworzenia kąta prostego. Jeśli szczęki imadła są krótsze niż linia zagięcia przedmiotu obrabianego, można użyć kątownika do przytrzymania przedmiotu obrabianego.
W przypadku cienkich materiałów arkuszowych do młotkowania można użyć drewnianego młotka; w przypadku grubszych materiałów arkuszowych o krótszych krawędziach do wygięcia można użyć klocka z twardego drewna jako poduszki przed młotkowaniem; jeśli wymagania dotyczące jakości powierzchni przedmiotu obrabianego nie są wysokie, można użyć młotka bezpośrednio. Podczas wbijania należy uderzać w pobliżu punktu zagięcia, a nie górnego końca materiału. Aby wygiąć obrabiany przedmiot w sposób pokazany na Rysunku 39, należy wykonać następujące kroki:
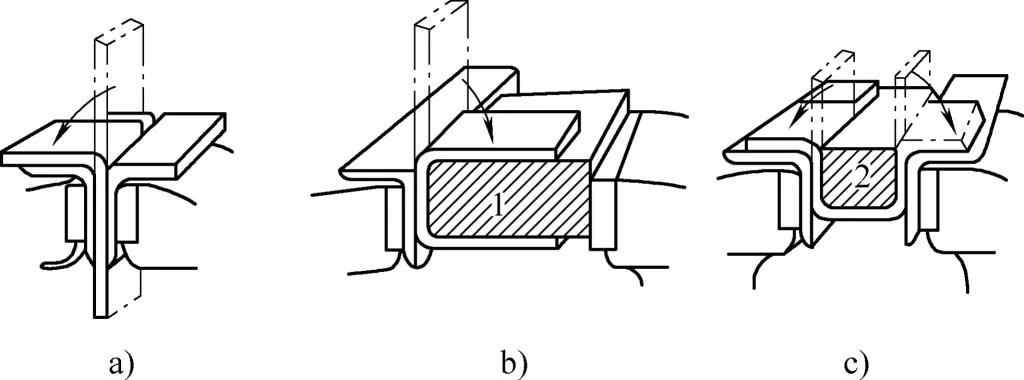
Metodę gięcia elementów w kształcie łuku pokazano na rysunku 40, gdzie strzałki wskazują punkty młotkowania. Dłuższe strzałki wskazują, że siła uderzenia powinna być większa, a punkty uderzenia powinny być bliżej siebie; krótsze strzałki wskazują, że siła uderzenia powinna być mniejsza, a punkty uderzenia powinny być bardziej oddalone od siebie.
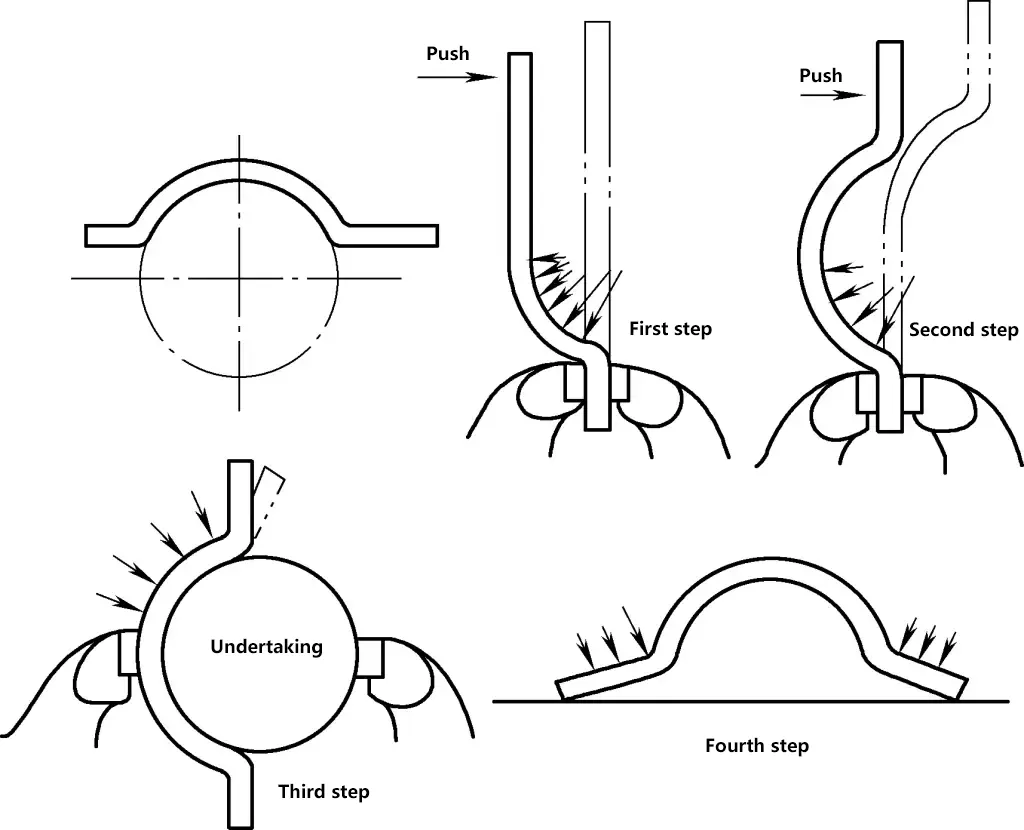
Gdy wewnętrzna średnica rury jest duża (większa niż 10 mm), należy zastosować metodę wypełniania rury piaskiem, jak pokazano na rysunku 41a. Przed gięciem należy wypełnić rurę suchym piaskiem (podczas wypełniania należy stale stukać w ściankę rury, aby zapewnić zagęszczenie) i zatkać oba końce drewnianymi zatyczkami. Jeśli rura ma szew, umieść szew w pozycji warstwy neutralnej, jak pokazano na rysunku 41b.
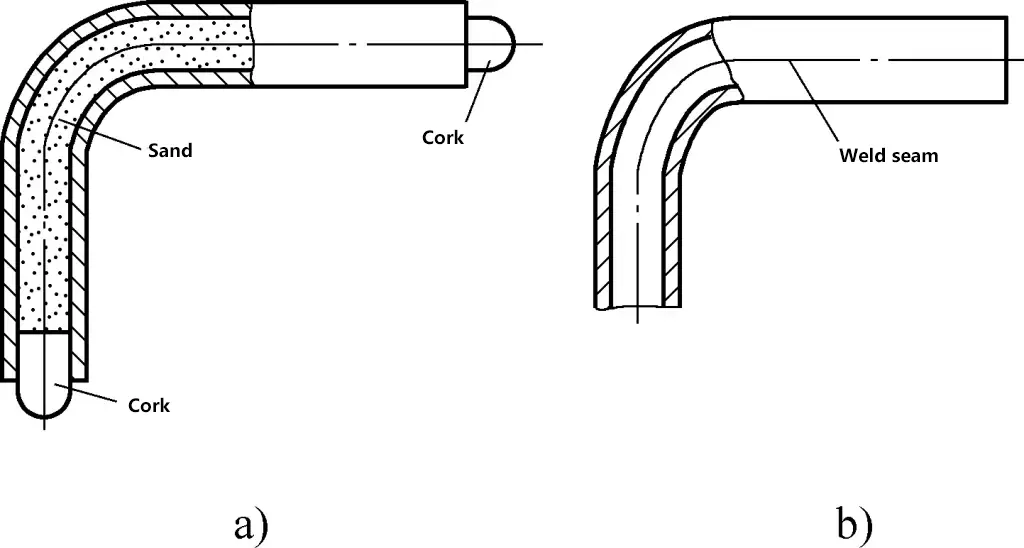
Do gięcia rur najlepiej używać gięcie rur narzędzie. Promień rowka łukowego na stole obrotowym i wsporniku narzędzia do gięcia rur powinien być określony przez zewnętrzną średnicę giętej rury, podczas gdy rozmiar stołu obrotowego powinien być oparty na następujących parametrach promień gięcia. Podczas użytkowania należy włożyć rurę do rowka łuku, zaczepić rurę za pomocą haka, a następnie użyć uchwytu do zginania.
Ze względu na przechowywanie, transport, przetwarzanie, obróbkę cieplną i inne przyczyny, materiały płytowe, stal kwadratowa, stal okrągła i inne części często mają wady, takie jak zginanie, wypaczanie lub skręcanie. Proces polegający na użyciu młotka lub niektórych maszyn w celu wyeliminowania deformacji i przywrócenia pierwotnego stanu wypaczonych elementów lub materiałów nazywany jest prostowaniem.
Prostowany materiał musi mieć pewną plastyczność; materiały kruche nie nadają się do prostowania.
Powszechnie stosowane metody prostowania obejmują bezpośrednie zginanie wsteczne, rozciąganie i wyciskanie.
1) Metoda bezpośredniego gięcia wstecznego
Metoda bezpośredniego gięcia wstecznego polega na bezpośrednim prostowaniu zdeformowanej części materiału. Metoda ta jest odpowiednia do prostowania prętów.
W przypadku skręconego pręta należy użyć klucza, aby przywrócić go bezpośrednio, jak pokazano na rysunku 42. Podczas prostowania należy zacisnąć obrabiany element w imadle stołowym i użyć specjalnego klucza do skręcenia pręta z powrotem do pierwotnego kształtu. W przypadku wygiętych prętów należy użyć metody pokazanej na rysunku 43, aby bezpośrednio wyprostować wygiętą część.
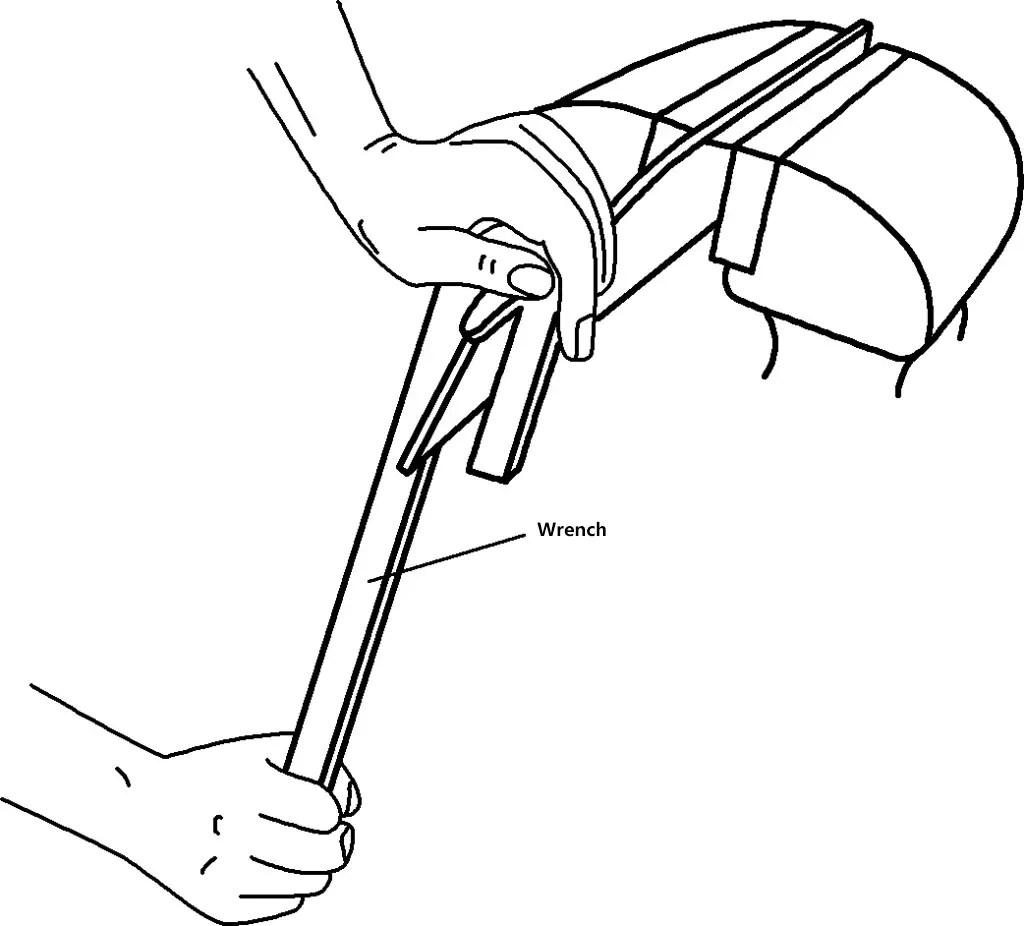
Podczas korzystania z metody pokazanej na Rysunku 43a, imadło stołowe musi być zaciśnięte blisko wygiętej części pręta, aby zapobiec wielokrotnemu zginaniu. Po lekkim wyprostowaniu pręta za pomocą klucza, zaciśnij go prosto w szczękach imadła (Rysunek 43b), a następnie umieść go na płaskiej płycie i kontynuuj wbijanie prosto (Rysunek 43c).
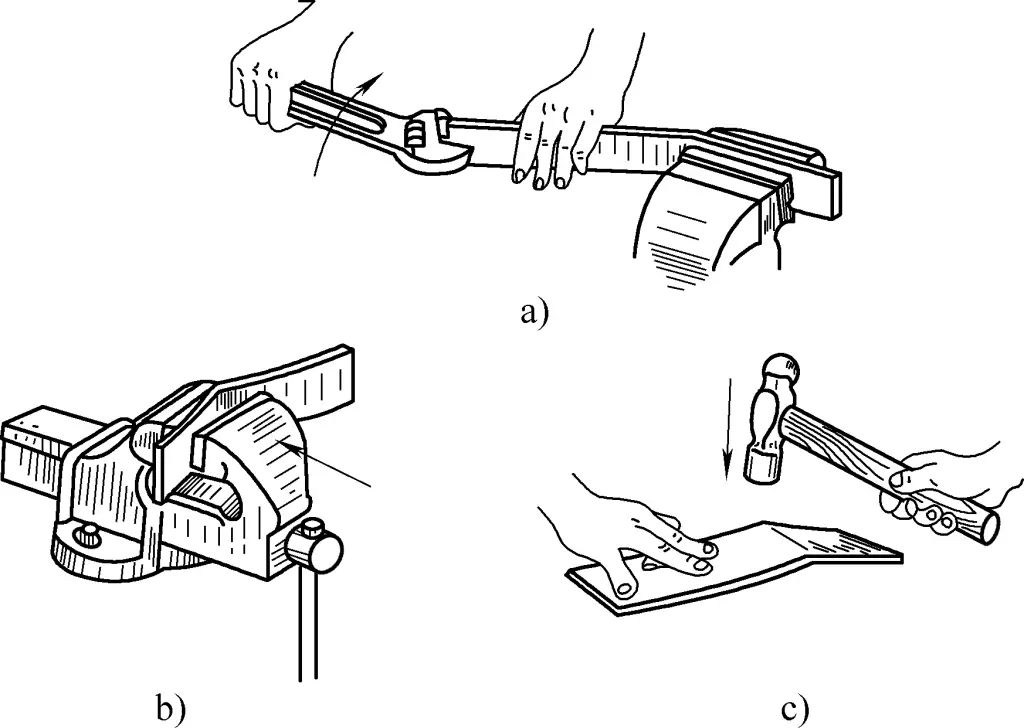
2) Metoda rozciągania
Metoda rozciągania polega na młotkowaniu określonych części materiału w celu wydłużenia i rozszerzenia materiału pod młotkowanym obszarem, osiągając w ten sposób cel wyprostowania zdeformowanej części.
3) Metoda naciskania
Metoda prasowania jest często stosowana do prostowania wygiętych wałów. Cienkie wały mogą być prostowane za pomocą ręcznej prasy śrubowej, podczas gdy wały o większej średnicy wykorzystują prasę śrubową. prasa hydrauliczna. Podeprzeć wał na dwóch blokach w kształcie litery V, przy czym bloki w kształcie litery V nie powinny znajdować się zbyt daleko od siebie. Użyj czujnika zegarowego, aby znaleźć wygięty punkt, a następnie obróć śrubę dociskową lub użyj prasy hydraulicznej, aby nacisnąć na wysoki punkt wału. Kontynuuj dociskanie i mierzenie, aż wał będzie prosty.
4) Metoda rozciągania
Wygięty cienki drut można wyprostować metodą rozciągania, jak pokazano na rysunku 44. Podczas prostowania należy zacisnąć jeden koniec drutu w imadle stołowym, owinąć drut wokół okrągłego drewnianego klocka w pobliżu szczęk imadła, odciągnąć drewniany klocek lewą ręką i wyprostować drut prawą ręką, napinając go.
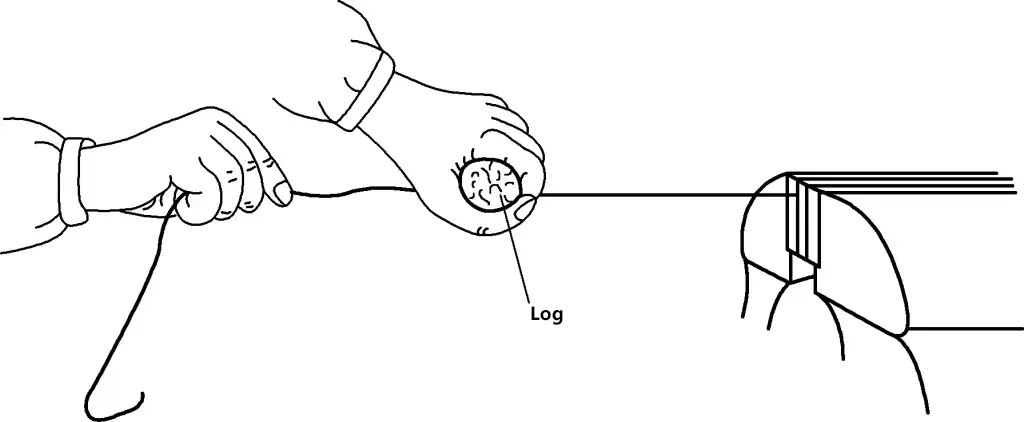
Wypaczone cienkie blachy można spłaszczyć za pomocą drewnianego młotka. W przypadku cieńszych arkuszy można umieścić wypaczony arkusz metalu na płaskiej płycie, nacisnąć jeden koniec arkusza lewą ręką, a prawą ręką przytrzymać płaski drewniany klocek przy wypaczonym arkuszu metalu, mocno spłaszczając go na zewnątrz.







