Zrozumienie składu materiału i jakości cięcia laserowego
Wyobraź sobie świat, w którym precyzja i wydajność są najważniejsze, gdzie najmniejsza zmiana w składzie materiału może drastycznie zmienić...

Główne parametry dla cięcie laserowe Obejmują one moc i prędkość cięcia laserowego, ogniskową soczewki i położenie punktu ogniskowego, kształt dyszy i odległość od dyszy do powierzchni przedmiotu obrabianego, a także rodzaj i ciśnienie gazu wspomagającego.
Prędkość cięcia jest kluczowym parametrem podczas cięcia. Podczas cięcia prędkość cięcia należy określić na podstawie mocy lasera, ciśnienia gazu i grubości przedmiotu obrabianego. Wzrasta ona wraz ze wzrostem mocy lasera i ciśnienia gazu, a maleje wraz ze wzrostem grubości przedmiotu obrabianego. Na przykład, podczas cięcia płyty ze stali węglowej o grubości 6 mm, prędkość cięcia wynosi 2,5 m/min, podczas gdy dla płyty ze stali węglowej o grubości 12 mm prędkość cięcia wynosi 0,8 m/min.
Mniejsza ogniskowa obiektywu skutkuje większą gęstością mocy, ale płytszym ogniskowaniem, dzięki czemu nadaje się do szybkiego cięcia cienkich materiałów. I odwrotnie, większa ogniskowa obiektywu prowadzi do niższej gęstości mocy, ale głębszego ogniskowania, dzięki czemu nadaje się do powolnego cięcia grubych materiałów.
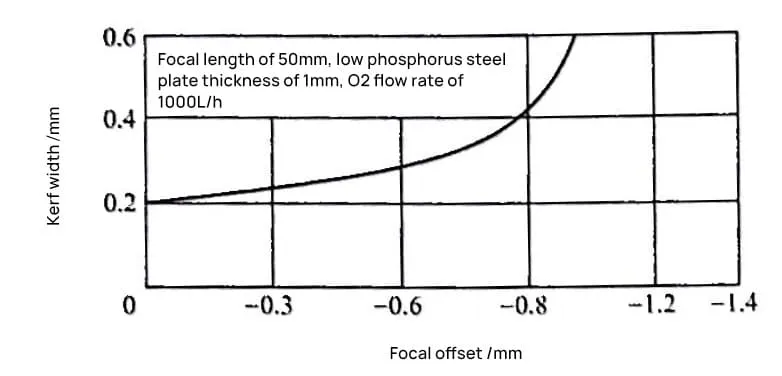
Wpływ wielkości rozogniskowania na szerokość cięcia pokazano na rysunku 5-3. Ogólnie rzecz biorąc, punkt ogniskowy jest wybierany tak, aby znajdował się około 1/3 grubości płyty poniżej powierzchni przedmiotu obrabianego, w którym to punkcie szerokość cięcia jest zminimalizowana.
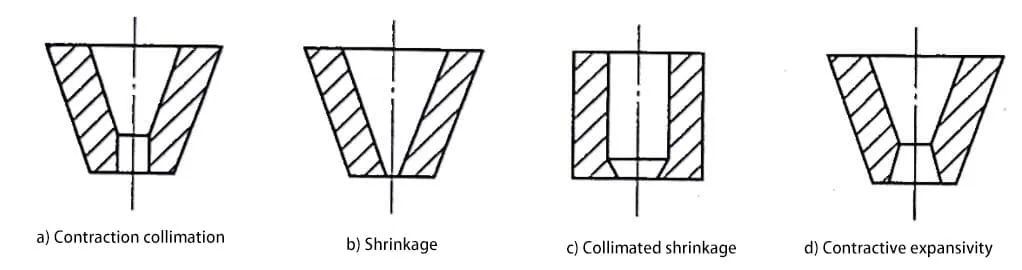
Kształt i rozmiar dyszy są kluczowymi parametrami wpływającymi na jakość i wydajność pracy. cięcie laserowe. Różne metody cięcia wymagają różnych kształtów dysz. Typowe kształty dysz do laserowego cięcia tlenem przedstawiono na rysunku 5-4.
Gdy dysza znajduje się zbyt blisko powierzchni przedmiotu obrabianego, wpływa to na zdolność wydmuchiwania rozpryskującego się stopionego żużla. Jeśli jednak dysza znajduje się zbyt daleko od powierzchni przedmiotu obrabianego, może to spowodować niepotrzebne straty energii. Aby zapewnić stabilność cięcia, odległość od końca dyszy do powierzchni przedmiotu obrabianego jest zazwyczaj kontrolowana w zakresie od 0,5 do 2 mm.
W przypadku stosowania tlenu jako gazu pomocniczego do cięcia stali niskowęglowej, intensywne reakcje utleniania generują dużą ilość ciepła, zwiększając prędkość i grubość cięcia oraz zapewniając cięcie bez żużlu. Dla cięcie stali nierdzewnejCzęsto stosuje się mieszankę tlenu i azotu, co skutkuje lepszą jakością cięcia w porównaniu z użyciem samego tlenu.
Zwiększenie ciśnienia gazu poprawia zdolność usuwania żużlu i może prowadzić do wyższych prędkości cięcia. Nadmierne ciśnienie może jednak skutkować szorstkimi powierzchniami cięcia. Tabela 5-1 zawiera główne parametry i charakterystyki cięcia laserowego.
Tabela 5-1: Główne parametry i charakterystyka cięcia laserowego
| Materiały obrabianego przedmiotu | Grubość przedmiotu obrabianego (mm) | Moc lasera (W) | Prędkość cięcia (cm/min) | Gaz tnący | Charakterystyka i zastosowania |
| Ceramika z tlenku glinu 99% | 0.7 | 8 | 30 | — | Kontrolowane złamanie |
| Kwarc krystaliczny | 0.81 | 3 | 60 | — | |
| Arkusz ferrytowy | 0.2 | 2.5 | 114 | — | |
| Szafir | 1.2 | 12 | 7 | — | |
| Rura kwarcowa | - | 500 | 400 sztuk na godzinę | — | Oszczędność materiału i wysokiej jakości cięcie podczas cięcia rur kwarcowych, odpowiednie do produkcji lamp halogenowych |
| Tkanina | - | 20~250 | 500~300 | Powietrze | Oszczędność materiału, wysokiej jakości cięcie, wysoka wydajność, samoblokujące się krawędzie podczas cięcia tkanin, odpowiednie do produkcji taśm do maszyn do pisania, powierzchni parasoli, odzieży itp. |
| Szklana tuba | 12.7 | 20000 | 460 | Powietrze | Wysokiej jakości cięcie rur szklanych bez zużycia narzędzi |
| Dąb | 16 | 300 | 28 | Powietrze | Wysokiej jakości cięcie drewna, czyste krawędzie tnące, oszczędność materiału, odpowiednie do produkcji mebli |
| Sosna | 50 | 200 | 12.5 | Powietrze | |
| Płyta z żywicy epoksydowej z dodatkiem boru | 8.1 | 15000 | 165 | Powietrze | Wysoka wydajność podczas cięcia płyt z żywicy epoksydowej z dodatkiem boru, brak zużycia narzędzia, odpowiednie do produkcji komponentów lotniczych |
| Stal niskowęglowa | 1.5 3 1.0 6.0 16.25 35 | 300 300 1000 1000 4000 4000 | 300 200 900 100 114 50 | Tlen | Wysokiej jakości cięcie, oszczędność pracy i materiału, może zastąpić frezowanie, wykrawanie i ścinaniestosowany w produkcji tablic przyrządów, wymienników ciepła i części samochodowych |
| 30CrMnSi | 1.5 3.0 6.0 | 500 500 500 | 200 120 50 | Tlen | Może zastąpić frezowanie, wykrawanie i ścinanie, wysoka wydajność cięcia, wysokiej jakości cięcie, stosowane w produkcji komponentów lotniczych, brak deformacji cięcia, oszczędność materiału i pracy, stosowane w produkcji komponentów lotniczych, wirników helikopterów itp. |
| Stal nierdzewna | 0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12 | 250 250 500 1000 1000 1000 2000 2000 2000 | 450 25 180 800 456 80 400 150 40 | Tlen | Brak deformacji cięcia, oszczędność materiału i pracy, stosowany w produkcji komponentów lotniczych, wirników helikopterów itp. |
| Stop tytanu | 3.0 8.0 10.0 40.0 | 250 250 250 250 | 1300 300 280 50 | Tlen | Duża prędkość cięcia, wysokiej jakości cięcie, może zastąpić frezowanie, szlifowanie i trawienie chemiczne, oszczędność pracy, wysoka wydajność cięcia, stosowana w produkcji komponentów lotniczych |
| Pokryty tytanem aluminiowy panel o strukturze plastra miodu | 30 | 350 | 500 | Tlen | Brak deformacji cięcia, brak uszkodzeń powierzchni przedmiotu obrabianego, duża prędkość cięcia, stosowana w produkcji komponentów lotniczych i kosmicznych |
| Dwustronnie powlekana płyta stalowa | 0.5~2.0 | 350 | 300 | Tlen | Oszczędność pracy i materiału, nie uszkadza powłok powierzchniowych podczas cięcia, stosowany w produkcji klimatyzacji |