Zrozumienie różnych rodzajów żeliwa
Czy wiesz, że pozornie prosty materiał znany jako żeliwo ma wiele różnych rodzajów, z których każdy...
Zgrzewanie tarciowe jest klasyfikowane według formy ruchu względnego, z podziałem na zgrzewanie tarciowe obrotowe i zgrzewanie tarciowe z przemieszaniem.
Cechą charakterystyczną zgrzewania tarciowego obrotowego jest to, że co najmniej jeden przedmiot obrabiany (lub pierścień) obraca się wokół osi prostopadłej do powierzchni złącza podczas procesu zgrzewania. Ten rodzaj zgrzewania tarciowego jest stosowany głównie do zgrzewania elementów o przekroju okrągłym (i może być również stosowany do elementów o przekroju nieokrągłym poprzez kontrolę fazy) i jest obecnie najczęściej stosowaną i zróżnicowaną formą zgrzewania tarciowego.
W oparciu o charakterystykę obrotową obrabianych przedmiotów, zgrzewanie tarciowe obrotowe można dalej podzielić na zgrzewanie tarciowe z napędem ciągłym, zgrzewanie tarciowe bezwładnościowe i hybrydowe zgrzewanie tarciowe obrotowe itp.
1) Zgrzewanie tarciowe z napędem ciągłym.
Zgrzewanie tarciowe z napędem ciągłym jest najczęściej stosowanym rodzajem zgrzewania tarciowego. Jego cechą charakterystyczną jest to, że obracający się przedmiot obrabiany jest bezpośrednio połączony z uchwytem wrzeciona, a nieobracający się przedmiot obrabiany jest zamontowany na hydraulicznym uchwycie płyty oporowej konika. Podczas spawania płyta oporowa konika jest przesuwana do przodu, powodując kontakt obrabianych przedmiotów pod stałym lub rosnącym naciskiem.
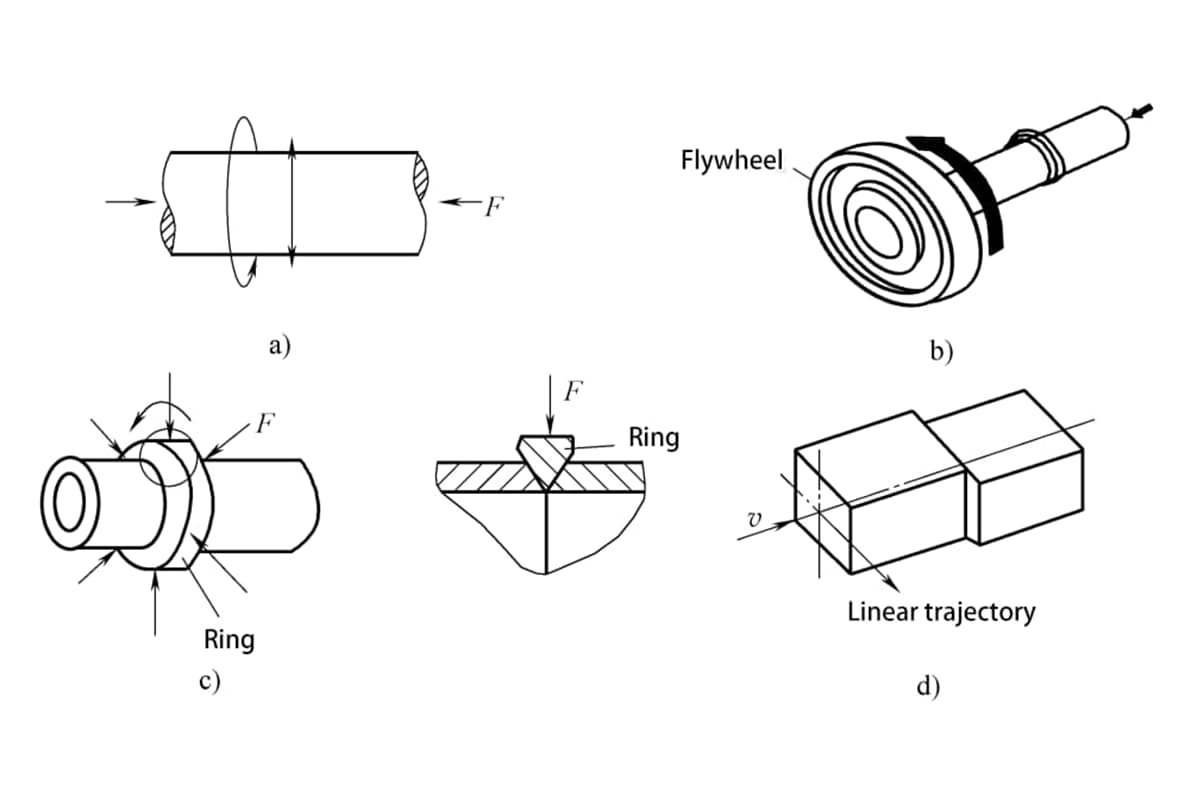
Gdy obracające się wrzeciono podgrzeje obrabiany przedmiot do temperatury spawania przez tarcie, wrzeciono przestaje się obracać i rozpoczyna się kucie, kończąc spawanie. W przypadku zgrzewania tarciowego z napędem ciągłym przedmiot obrabiany nadal obraca się pod działaniem urządzenia obrotowego i napędu ciągłego, aż do momentu tuż przed rozpoczęciem kucia, jak pokazano na rysunku 5-166a.
2) Zgrzewanie tarciowe bezwładnościowe.
Zasada zgrzewania tarciowego bezwładnościowego jest podobna do zgrzewania tarciowego z napędem ciągłym, z tym wyjątkiem, że obracający się element spawany nie jest bezpośrednio połączony z wrzecionem, ale jest połączony z wrzecionem za pośrednictwem koła zamachowego.
Na początku spawania koło zamachowe i obracający się koniec elementu spawanego są najpierw przyspieszane do określonej prędkości, a następnie koło zamachowe jest odłączane od głównego silnika, a jednocześnie ruchomy koniec elementu spawanego przesuwa się do przodu. Po zetknięciu się elementów spawanych rozpoczyna się nagrzewanie cierne. Podczas procesu nagrzewania tarciowego koło zamachowe jest hamowane przez moment tarcia, stopniowo zmniejszając swoją prędkość, aż osiągnie zero, w którym to momencie proces spawania się kończy.
Spawanie tarciowe bezwładnościowe wykorzystuje bezwładnościową metodę magazynowania energii (taką jak koło zamachowe) do gromadzenia energii do nagrzewania złącza, jak pokazano na rysunku 5-166b, gdzie energia kinetyczna swobodnie obracającego się koła zamachowego zapewnia całe ciepło wymagane do wykonania spoiny.
3) Hybrydowe zgrzewanie tarciowe.
Hybrydowe zgrzewanie tarciowe jest połączeniem zgrzewania tarciowego z napędem ciągłym i zgrzewania tarciowego bezwładnościowego. Ten typ zgrzewarki charakteryzuje się możliwością stosowania i niestosowania siły hamowania po odłączeniu źródła napędu.
Zgrzewanie tarciowe z przemieszaniem to nowa technologia łączenia półprzewodnikowego wynaleziona w 1991 roku, uważana za znaczące osiągnięcie naukowe i technologiczne od badań podstawowych do praktycznego zastosowania. Początkowo stosowana do spawania stopów aluminium, zgrzewanie tarciowe z przemieszaniem znalazło szerokie zastosowanie w spawaniu metali nieżelaznych. metale takie jak stopy magnezu i tytanu, a także materiały odmienne.
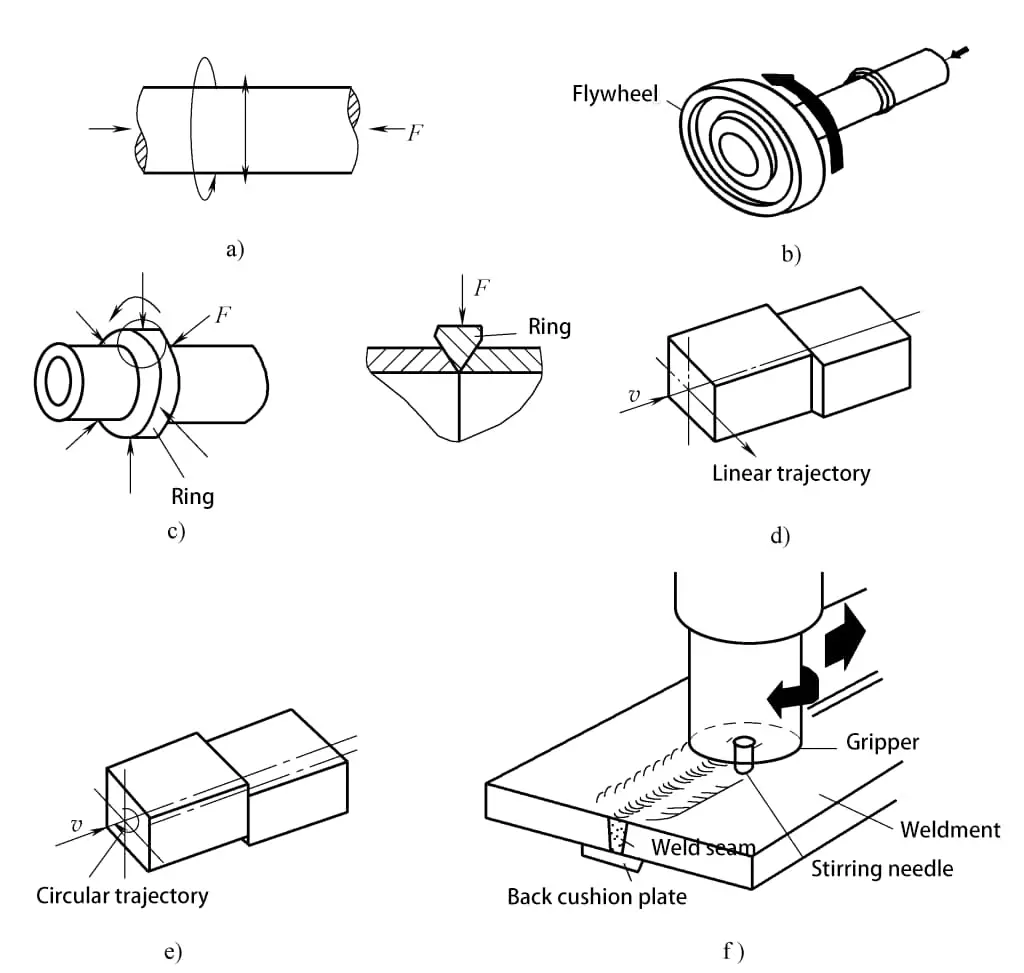
Rysunek 5-166f przedstawia schemat zgrzewania tarciowego z przemieszaniem. Podczas zgrzewania tarciowego z przemieszaniem przedmiot obrabiany jest zamocowany, a zgrzewanie jest wykonywane głównie przez głowicę mieszającą. Głowica mieszająca składa się z trzpienia mieszającego, uchwytu i cylindra.
Na początku spawania głowica mieszająca obraca się z dużą prędkością, a trzpień mieszający szybko wwierca się w szew spawanej płyty. Metal stykający się z trzpieniem mieszającym wytwarza ciepło w wyniku tarcia, tworząc bardzo cienką warstwę termoplastyczną.
Gdy igła mieszająca wnika pod powierzchnię elementu spawanego, część metalu jest wytłaczana z powierzchni. Ze względu na efekt uszczelniający przedniego ramienia i tylnej podkładki, z jednej strony ramię ociera się o powierzchnię spawanej płyty, generując dodatkowe ciepło; z drugiej strony termoplastyczny metal stale formowany przed głowicą mieszającą jest przenoszony na tył głowicy mieszającej, wypełniając wnękę z tyłu.
W trakcie procesu spawania tworzenie i wypełnianie pustych przestrzeni odbywa się w sposób ciągły, a metal w strefie spawania podlega procesom takim jak wytłaczanie, nagrzewanie tarciowe, odkształcenie plastyczne, przenoszenie, dyfuzja i rekrystalizacja.
Cechą charakterystyczną zgrzewania tarciowego jest to, że każdy punkt na powierzchni złącza elementu spawanego porusza się po tej samej trajektorii względem punktu na powierzchni złącza innego elementu spawanego. Trajektoria ruchu może być liniowa lub nieliniowa.
Podczas procesu spawania jedna strona elementu spawanego przesuwa się względem powierzchni drugiej strony, która jest zaciśnięta, pod działaniem mechanizmu typu gąsienicowego i wywierany jest nacisk osiowy. W miarę postępu ruchu ciernego powierzchnia cierna jest czyszczona i generuje ciepło tarcia, metal na powierzchni ciernej stopniowo osiąga stan lepkoplastyczny i odkształca się, a następnie ruch zatrzymuje się i siła kucia jest przykładana w celu zakończenia spawania.
Zgrzewanie tarciowe typu Track przełamuje ograniczenia tradycyjnego zgrzewania tarciowego, które może spawać tylko elementy o przekroju cylindrycznym, a ten typ zgrzewania tarciowego może spawać elementy o przekroju kwadratowym, okrągłym i wielokątnym.
W oparciu o różne trajektorie ruchu, zgrzewanie tarciowe typu gąsienicowego dzieli się na liniowe zgrzewanie tarciowe i trajektoryczne zgrzewanie tarciowe, jak pokazano na rysunkach 5-166d i e.
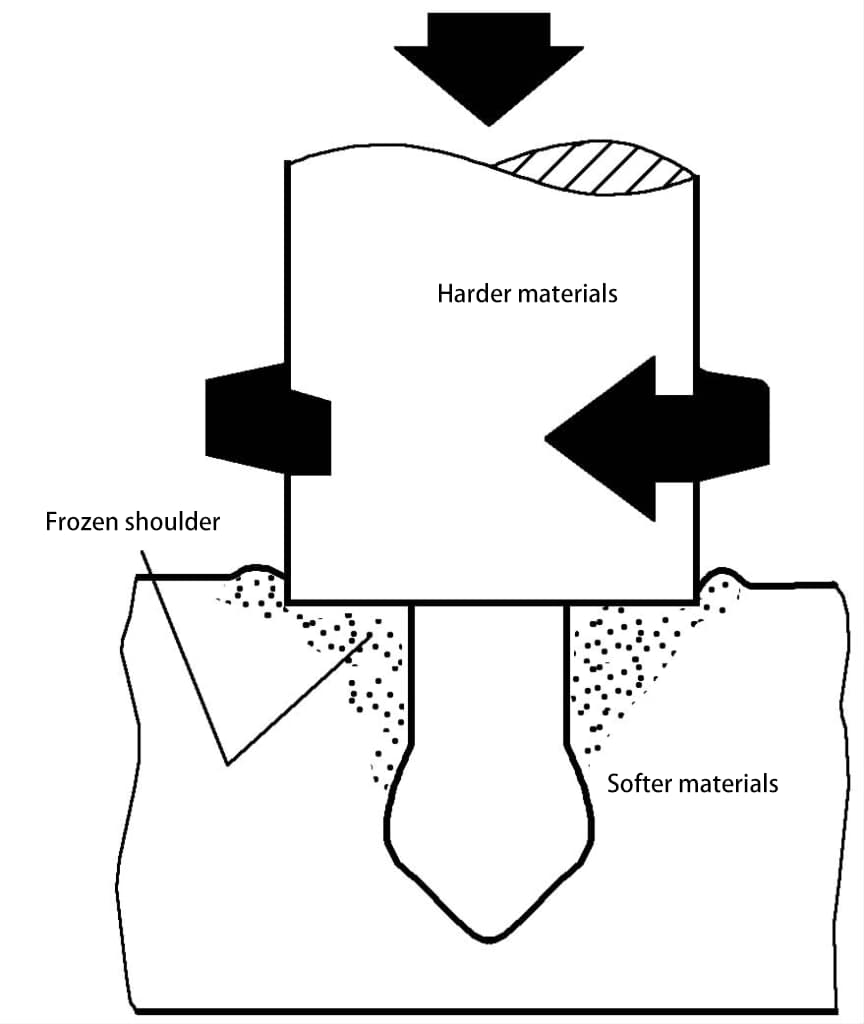
Zgrzewanie tarciowe wykorzystuje zasadę zgrzewania tarciowego do osadzania stosunkowo twardego materiału w bardziej miękkim materiale.
Rysunek 5-167 przedstawia zasadę działania zgrzewania tarciowego. Podczas pracy, ciepło tarcia generowane przez względny ruch między dwoma spawanymi elementami powoduje lokalne odkształcenie plastyczne w miękkim materiale, a wysokotemperaturowe tworzywo sztuczne wpływa do wgłębień wstępnie przetworzonego twardego materiału. Ramię ograniczające zmusza wysokotemperaturowe tworzywo sztuczne do ciasnego owinięcia się wokół złącza twardego materiału. Po zatrzymaniu obrotu i ostygnięciu elementów spawanych powstaje niezawodne połączenie, a dwie strony elementów spawanych są mechanicznie zablokowane.
Osadzone zgrzewanie tarciowe jest obecnie stosowane głównie w bardzo ważnych połączeniach materiałowych w branżach takich jak energetyka, próżnia i zastosowania kriogeniczne, takich jak aluminium-miedź, aluminium-stal i stal-stal. Zgrzewanie tarciowe może być również wykorzystywane do produkcji gniazd zaworów silnika, końcówek połączeń, pokryw ciśnieniowych i połączeń przejściowych między arkuszami rur, a także do łączenia materiałów termoutwardzalnych i termoplastycznych.
Rysunek 5-168 przedstawia zasadę działania zgrzewania tarciowego z trzecim materiałem. Trzeci materiał o niskiej temperaturze topnienia generuje ciepło i odkształcenie plastyczne poprzez tarcie w szczelinie między połączonymi częściami pod wpływem momentu docisku osiowego. Względny ruch cierny może zapewnić wystarczający efekt czyszczenia, bez potrzeby stosowania topnika i kontrolowanej atmosfery ochronnej. Po schłodzeniu materiał trzeciego korpusu zestala się, blokując w ten sposób obie części, tworząc niezawodne połączenie.
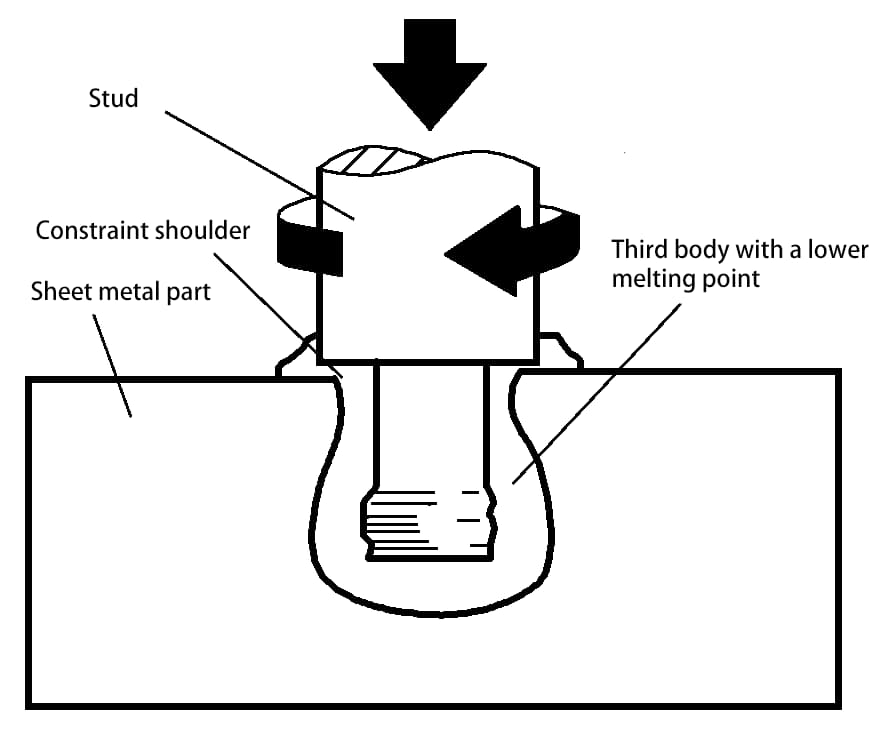
Metoda zgrzewania tarciowego trzeciego korpusu jest stosowana głównie w przypadku materiałów trudnych do zgrzewania, takich jak ceramika-ceramika, metal-ceramika, kompozyty termoutwardzalne-termoplastyczne itp. i może być stosowana do tworzenia połączeń o wysokiej wytrzymałości.
Zgrzewanie tarciowe sterowane fazowo polega na kontroli fazy elementów zgrzewanych po zgrzewaniu podczas procesu nagrzewania tarciowego za pomocą mechanicznego sworznia synchronicznego. dopasowanie lub synchroniczne systemy napędowe, aby wyrównać tylne krawędzie spawanych elementów, skorygować kierunek lub spełnić wymagania dotyczące fazy. Jest stosowany do spawania części o określonych wymaganiach dotyczących położenia, takich jak stal sześciokątna, stal ośmiokątna i samochodowe stojaki sterujące.
Wspomniane wyżej zgrzewanie tarciowe obrotowe obejmuje nacisk osiowy podczas procesu zgrzewania, podczas gdy zgrzewanie tarciowe promieniowe stosuje nacisk promieniowy. Spawanie tarciowe promieniowe polega na ukosowaniu końców dwóch rur, które mają być spawane, włożeniu trzpienia do środka, wyrównaniu i zaciśnięciu ich razem, a następnie umieszczeniu solidnego pierścienia o składzie podobnym do składu rur w skosie złącza. Pierścień ten ma wewnętrzną powierzchnię stożkową, a przed spawaniem wewnętrzna powierzchnia stożkowa powinna najpierw zetknąć się z dolną częścią skosu.
Podczas spawania obrabiany przedmiot pozostaje nieruchomy, pierścień obraca się z dużą prędkością i wywiera promieniowy nacisk cierny na oba końce rur. Po zakończeniu nagrzewania tarciowego obrót pierścienia zatrzymuje się, a górny docisk kucia jest przykładany do pierścienia, aby mocno przyspawać go do obu końców rur, jak pokazano na rysunku 5-166c.
Zasada napawania ciernego została przedstawiona na Rysunku 5-169. Napawany pręt metalowy obraca się względem przedmiotu obrabianego n, a materiał rodzimy (materiał podstawowy) również obraca się z prędkością n2. Pod działaniem ciśnienia P, pręt i materiał podstawowy generują ciepło w wyniku tarcia. Ponieważ materiał podstawowy ma dużą objętość i szybko stygnie, metal napawany przechodzi do materiału podstawowego, tworząc spoinę napawaną.
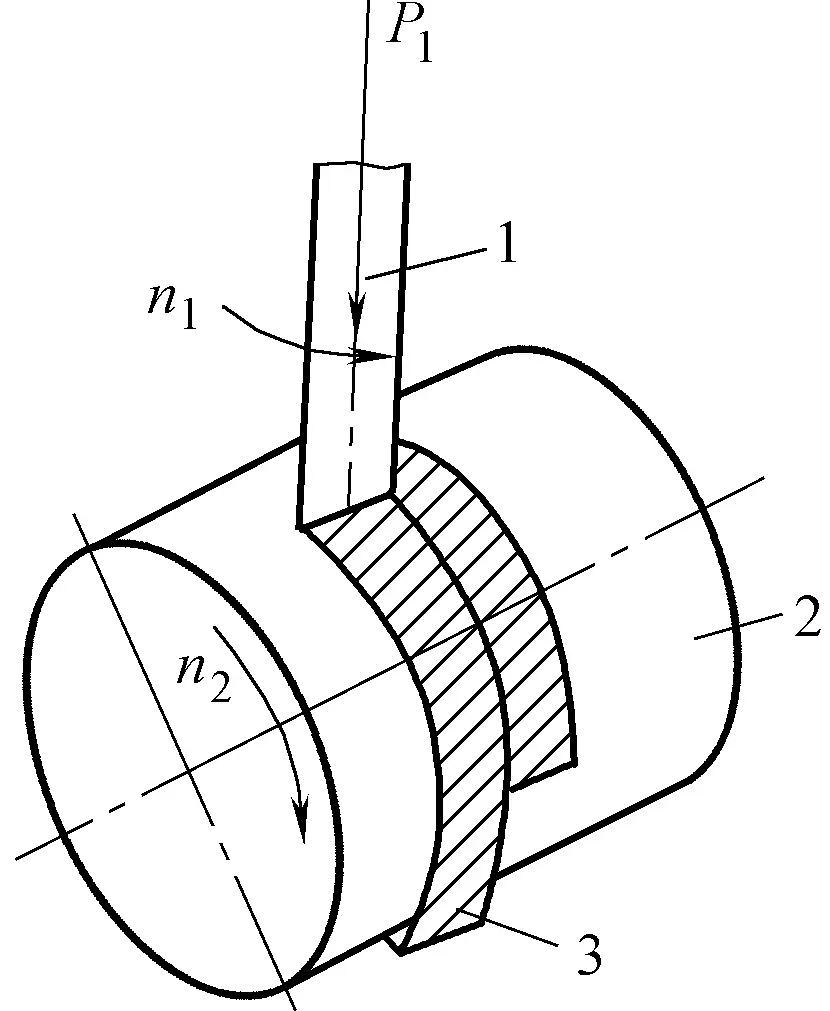
1-Powierzchnia metalowego pręta 2-Powierzchnia przedmiotu obrabianego 3-Powierzchnia spoiny
Napawanie tarciowe jest odpowiednie do łączenia różnych materiałów, zwłaszcza że napawany metal spoiny ma duże odkształcenia siatki, drobne ziarna i dobrą wytrzymałość, dzięki czemu nadaje się do napawania powierzchniowego.
Superplastyczne zgrzewanie tarciowe jest klasyfikowane zgodnie z charakterystyką procesu zgrzewania. Obejmuje ono środki kontrolne w celu utrzymania strefy spawania w stanie nadplastycznym podczas procesu spawania. Zaletą jest to, że pozwala uniknąć tworzenia się twardych i kruchych związków międzymetalicznych w wysokich temperaturach i utrzymać stan obróbki cieplnej spawanego materiału. Nadaje się do łączenia różnych metali trudnych do spawania i może być również stosowany do skutecznego łączenia metali specjalnych.