Wykrojniki i matryce: Sekrety doskonałych części
A gdyby tak niewielka szczelina mogła zadecydować o powodzeniu lub porażce kolejnego projektu produkcyjnego? W świecie wykrojników i matryc...
Czy masz trudności z uzyskaniem bezbłędnych cięć plazmowych? Zrozumienie wzajemnego oddziaływania rodzajów gazu, ustawień napięcia i prędkości cięcia ma kluczowe znaczenie dla uzyskania wysokiej jakości rezultatów. W tym artykule przedstawiamy podstawowe wskazówki dotyczące optymalizacji tych parametrów, zapewniające płynne i precyzyjne cięcie za każdym razem. Dowiedz się, jak wybrać odpowiedni gaz, dokładnie dostosować napięcie i ustawić idealną prędkość cięcia, aby zwiększyć wydajność cięcia plazmowego. Zanurz się, aby opanować te techniki i podnieść swoje umiejętności cięcia plazmowego na wyższy poziom.
Amper - jednostka miary przepływu elektronów (ilość elektronów przepływających na sekundę) w obwodzie.
W przypadku materiału o określonej grubości, wraz ze wzrostem prądu cięcia, prędkość cięcia musi odpowiednio wzrosnąć.
W przypadku materiału o określonej grubości, jeśli prąd cięcia zostanie zwiększony, tworzenie się żużla zmniejszy się.
W przypadku materiału o określonej grubości, wybór niższego prądu cięcia zwykle skutkuje lepszą jakością powierzchni cięcia i jakością górnej krawędzi.
W normalnych warunkach żywotność materiałów eksploatacyjnych przy niższych prądach jest wyższa niż przy wyższych prądach, co jest szczególnie widoczne podczas cięcia tlenem.
Wszystkie cięcie plazmowe urządzenia określają maksymalną grubość cięcia i maksymalną grubość przebijania.
| HD3070 100 AMP | Stal miękka | 1/2″ | 1/2″ |
| Stal nierdzewna | 1/2″ | 1/2″ | |
| Aluminium | 1/2″ | 1/2″ | |
| HD4070 200 AMP | Stal miękka | 3/4 "(drobny), 1" (ogólny) | 1″ |
| Stal nierdzewna | 3/4 "Ogólne | 1″ | |
| Aluminium | 3/4 "Ogólne | 1″ | |
| MAKS. 200 200 A | Stal miękka | 2″ | 1″ |
| Stal nierdzewna | 2″ | 7/8″ | |
| Aluminium | 2″ | 7/8″ | |
| HT 2000 200 AMP | Stal miękka | 2″ | 1″ |
| Stal nierdzewna | 2″ | 7/8″ | |
| Aluminium | 2″ | 7/8″ | |
| HT4001 400 AMP | Stal miękka (O2) | 11/4″ | 1″ |
| Stal miękka (N2) | 3″ | 1″ | |
| Stal nierdzewna | 3″ | 1″ | |
| Aluminium | 3″ | 1″ | |
| HT4400 400 AMP | Stal miękka | 2″ | 1 1/4″ |
| Stal nierdzewna | 2″ | 1″ | |
| Aluminium | 2″ | 1″ |
Czystość gazu używanego w urządzeniach plazmowych, jako podstawowy warunek użytkowania, musi spełniać wymagania wymienione w poniższej tabeli. W przeciwnym razie może dojść do obniżenia jakości cięcia, drastycznego skrócenia żywotności elementów eksploatacyjnych i nieprawidłowego działania urządzenia plazmowego.
Ciśnienie zasilania
Aby zapewnić prawidłowe działanie urządzenia plazmowego, ustalono ścisłe wymagania dotyczące ciśnienia wlotowego/natężenia przepływu w skrzynce sterowania gazem. Zdecydowanie zaleca się stosowanie wysoce niezawodnego regulatora ciśnienia, zainstalowanego w pobliżu wejścia do skrzynki sterowania gazem.
Wybierz wysokiej jakości (dwustopniowy) regulator ciśnienia i zapoznaj się z instrukcją obsługi urządzenia do cięcia łukiem plazmowym, aby uzyskać parametry ciśnienia znamionowego i natężenia przepływu.
Operatorzy powinni często monitorować, aby szybko zrozumieć, czy ciśnienie i przepływ mogą spełnić wymagania.
Czynniki do rozważenia
Typ materiału do cięcia
Pożądana jakość cięcia
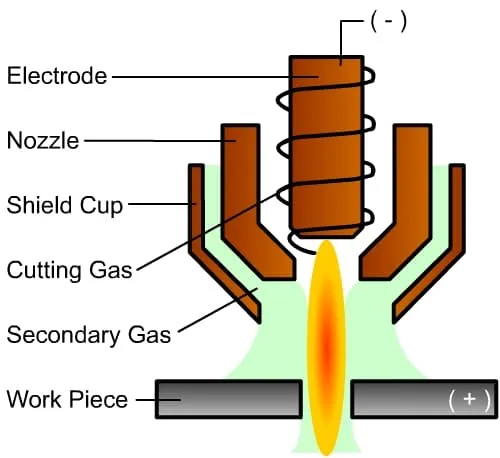
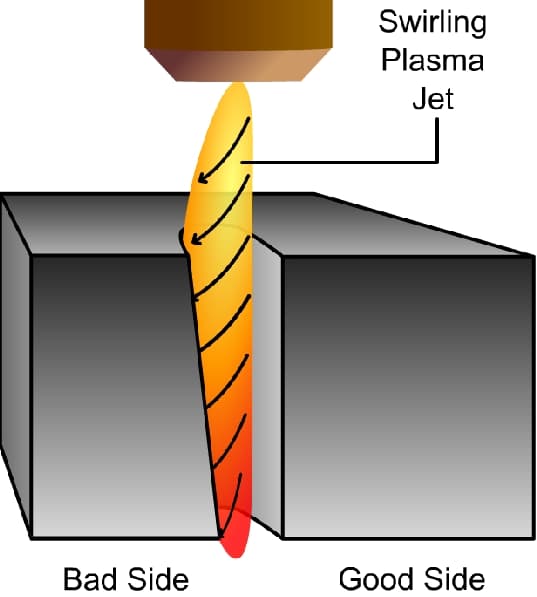
Gaz plazmowy, używany do cięcia materiałów, jest również znany jako gaz tnący. Jest to zjonizowany gaz wyrzucany z dyszy.

Zalety
Wady
Zalety:
Wady:
Zalety:
Wady:
Zalety:
Wady:
Gaz osłonowy służy do odizolowania obszaru cięcia od atmosfery, dzięki czemu powierzchnia cięcia jest czystsza. Gaz ten bierze również udział w procesie cięcia plazmowego. Otacza on łuk plazmowy i dodatkowo ściska go w kierunku rdzenia, wspomagając chłodzenie dyszy tnącej.
Tworząc mikroklimat wokół ciętej powierzchni, izoluje ją od tlenu. Wybór rodzaju gazu osłonowego zależy od gazu plazmowego.
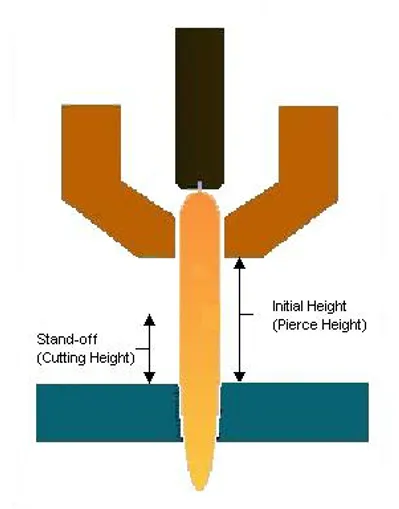
Wysokość przebijania odnosi się do początkowej odległości od palnika do powierzchni ciętego materiału podczas procesu przebijania.
Z drugiej strony, wysokość cięcia to odległość, jaką należy zachować od palnika do powierzchni ciętego materiału podczas procesu cięcia.
Monitor kontroli wysokości nadzoruje napięcie obwodu kontrolera wysokości, dokonując w razie potrzeby odpowiednich regulacji. Wysokość palnika tnącego wpływa na prostopadłość powierzchni cięcia i inne aspekty jakości cięcia.
Kontrola wysokości napięcia łuku zapewnia, że palnik tnący utrzymuje stałą odległość (wysokość) od przedmiotu obrabianego, nawet w przypadku nierównych materiałów płytowych.
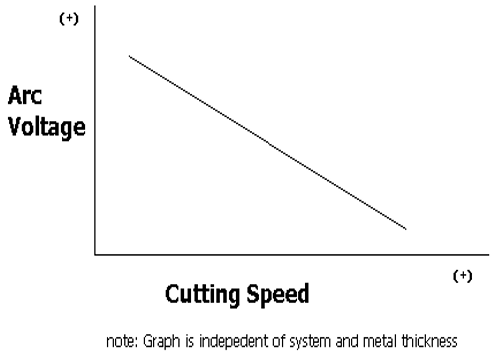
Wraz ze wzrostem prędkości cięcia należy zmniejszyć napięcie łuku i odwrotnie.
Przyczyny zmian prędkości cięcia:
Reakcje palnika na zmiany prędkości:
Prędkość cięcia jest odpowiednia.
Optymalny grubość cięcia odpowiadający prądowi cięcia należy wybrać ze środkowej sekcji tabeli parametrów cięcia.
Prędkość cięcia jest dokładna; łuk jest lekko opóźniony.
Wysokość cięcia jest dokładna, a napięcie ustawione.
Poza cięciem tlenowo-paliwowym stali niskowęglowej, kształt krawędzi spływu powierzchni cięcia innych materiałów nie wskazuje skutecznie prędkości cięcia.
Aby dokładnie ocenić prędkość cięcia, należy wziąć pod uwagę kąt nachylenia ciętej powierzchni, stopień przylegania żużla i inne cechy wyglądu, a także gładkość lub chropowatość powierzchni.
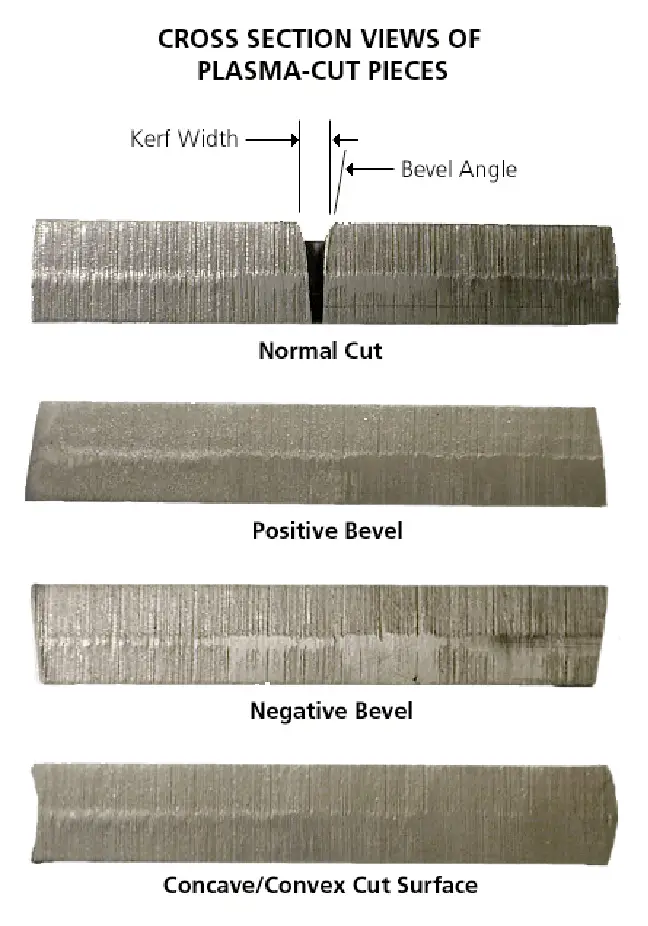
Wklęsłe powierzchnie cięcia mogą być spowodowane zbyt niską wysokością cięcia lub nadmiernym zużyciem materiałów eksploatacyjnych. Z kolei wypukłe powierzchnie cięcia mogą wskazywać na zbyt wysokie wysokości cięcia lub nadmierne zużycie materiałów eksploatacyjnych.

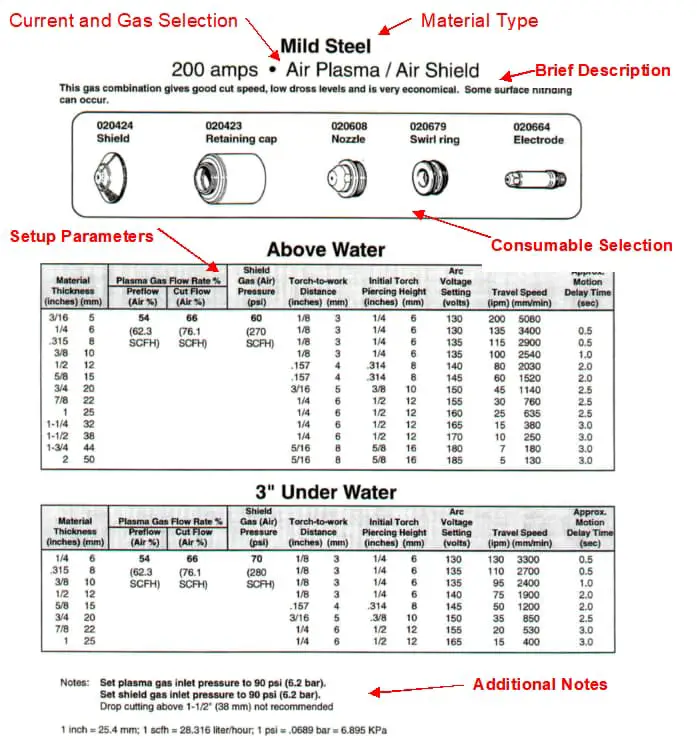
Tabela parametrów cięcia zawiera podstawowe parametry cięcia. Przepływ gazu musi być dostosowany zgodnie z tą tabelą, chyba że specjalne instrukcje wymagają dodatkowych regulacji w celu poprawy jakości cięcia.
Aby uzyskać optymalne wyniki cięcia, należy wprowadzić niewielkie zmiany parametrów, takich jak prędkość cięcia, wysokość palnika i ciśnienie łuku. Przed rozpoczęciem cięcia i po wymianie materiałów eksploatacyjnych konieczne jest przedmuchiwanie powietrzem przez ponad minutę.
Zgodnie z ruchem wskazówek zegara: Cięcie zewnętrznych krawędzi przedmiotu obrabianego.
Przeciwnie do ruchu wskazówek zegara: Wycinanie wewnętrznych otworów przedmiotu obrabianego.
Żużel to materiał, który nie został całkowicie usunięty z rzazu.
Przejawia się w trzech formach:
Sferyczne nagromadzenie żużla jest znaczne, co pozwala na łatwe usuwanie go na dużą skalę.
Przyczyna:
Rozwiązanie:

Nagromadzony żużel występuje w postaci cienkich zwojów i jest trudny do usunięcia.
Możliwe przyczyny:
Rozwiązania:
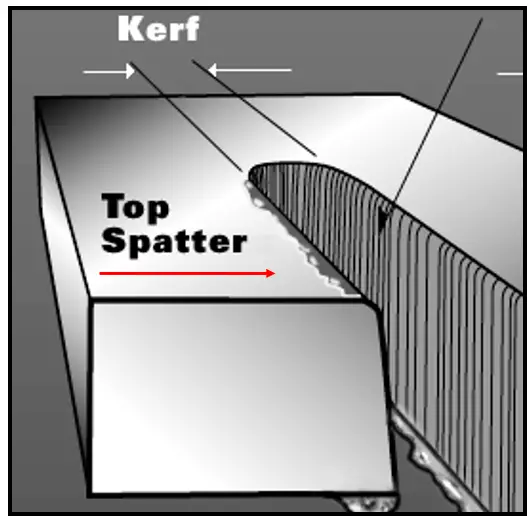
Odpryski górne, widoczne po obu stronach cięcia, zwykle występują tylko w powietrzu cięcie plazmowe. Stopniowo zmniejszaj napięcie łuku (nie przekraczając 5 V), aż odpryski z górnej strony znikną.
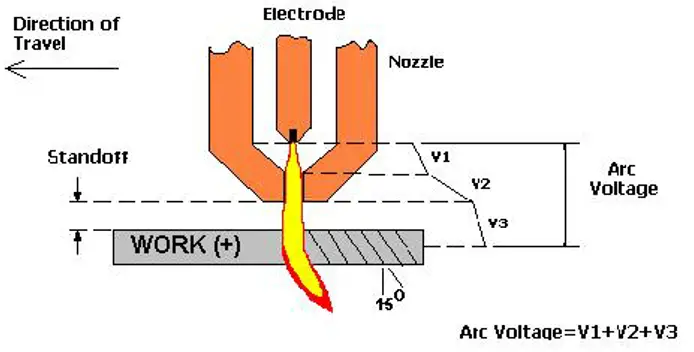
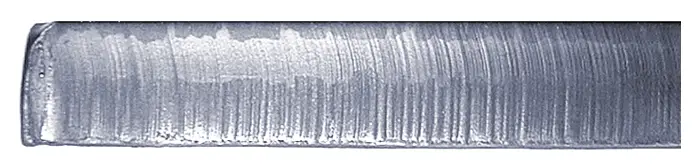
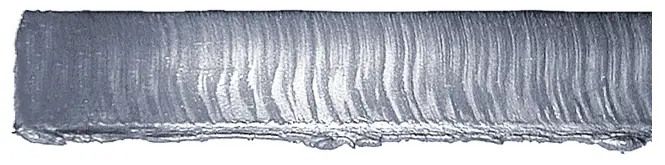
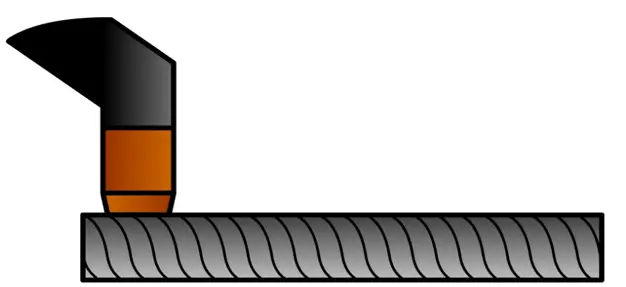
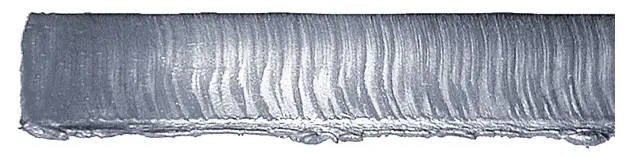
Linie wleczone odnoszą się do prążków pozostawionych na powierzchni cięcia podczas procesu cięcia. Im gładsza powierzchnia cięcia, tym mniejsze tętnienie prądu wyjściowego ze źródła plazmy. Kształt tych prążków zależy od metody cięcia.
Na przykład, przy odpowiedniej prędkości, użycie azotu lub argonu-wodoru do cięcia powoduje, że prążki są lekko zakrzywione i nachylone pod kątem około 15 stopni. Z kolei użycie tlenu do cięcia daje prawie pionowe prążki.
Wykorzystanie porównania krawędzi spływu do określenia optymalnej prędkości cięcia jest doskonałym wyborem.
Pionowa krawędź spływu wskazuje, że prędkość cięcia jest zbyt niska.

Nadmierna krawędź spływu sugeruje, że prędkość cięcia jest zbyt duża.
Ogólnie rzecz biorąc, gdy krawędź spływu jest nachylona pod kątem 10-15°, oznacza to, że prędkość cięcia jest odpowiednia.

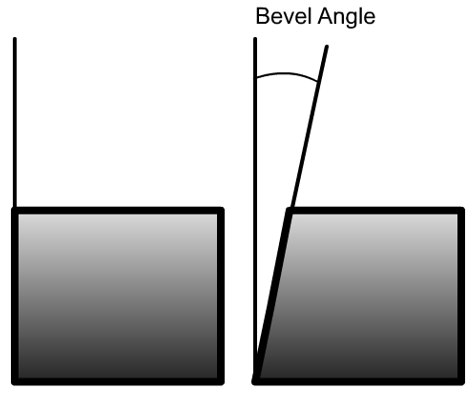
Kąt nachylenia powierzchni tnącej to kąt między powierzchnią tnącą a linią pionową. Jeśli cięcie jest idealnie proste, kąt powinien wynosić 0°.
Standardowy kąt dla kształtu prostokątnego powinien wynosić ≤4° na wszystkich czterech bokach.
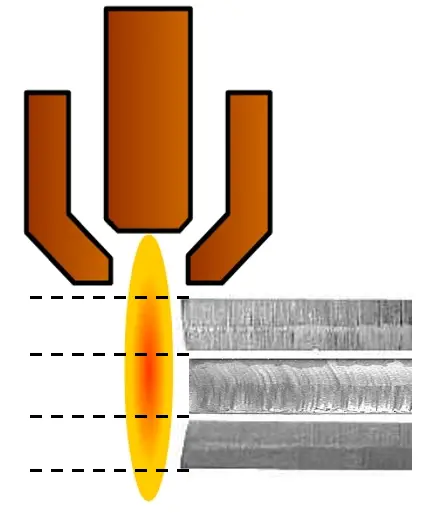
Wyższa wysokość cięcia odpowiada dodatniemu kątowi nachylenia powierzchni tnącej, podczas gdy niższa wysokość cięcia odpowiada ujemnemu kątowi nachylenia powierzchni tnącej.
Nadmierny skos na powierzchni tnącej
Wpływ wysokości palnika na kąt ukosowania w procesach cięcia.
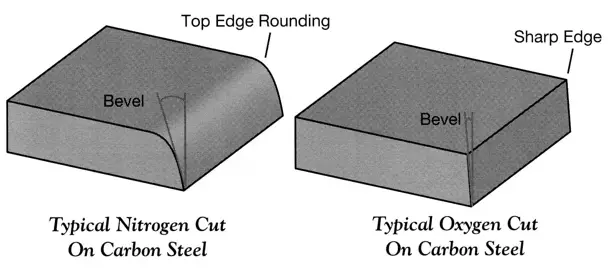
W porównaniu z cięciem azotem, wynik cięcia tlenem charakteryzuje się wyraźnymi krawędziami wokół przedmiotu obrabianego z minimalną ilością żużlu.
Przedmioty obrabiane uzyskane w wyniku cięcia plazmą tlenową są stosunkowo czystsze, z doskonałą spawalnością, formowalnością i skrawalnością na ciętych powierzchniach.
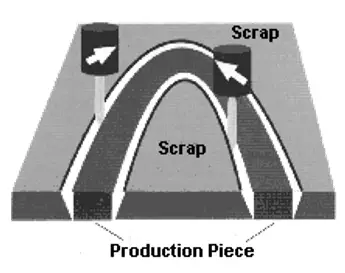
Szczelina cięcia to przestrzeń (lub usunięty materiał) utworzona podczas procesu cięcia.
Szerokość rzazu ma kluczowe znaczenie dla dokładności wymiarowej obrabianego przedmiotu.
Szerokość szczeliny = 1,5-2,0 x średnica dyszy tnącej
Mniejsza prędkość = szerszy rzaz
Wyższy prąd = szerszy rzaz
Zasada: Średnica wycinanego otworu musi być co najmniej dwukrotnie większa od grubości wycinanego materiału. Podczas wycinania mniejszych otworów może powstać otwór stożkowy.



