
Jak obliczyć masę blachy: Podstawowe wzory
Czy zastanawiałeś się kiedyś, jak szybko obliczyć wagę blachy? Ten artykuł przedstawia prostą formułę, która...
Co sprawia, że spawanie łukowe w osłonie metali (SMAW) jest tak skuteczne? Odpowiedź leży w doborze odpowiednich parametrów spawania. W tym artykule omówiono wszystko, od wyboru rodzaju i polaryzacji prądu spawania po wybór średnicy elektrody, natężenia prądu, napięcia łuku i prędkości spawania. Wyjaśniono nawet znaczenie liczby warstw spawania i kształtu rowka. Zrozumienie tych parametrów pozwala osiągnąć optymalną jakość i wydajność spawania. Czytaj dalej, aby opanować kluczowe czynniki, które poprawią Twoje umiejętności i wyniki spawania.

Aby osiągnąć dobre wyniki spawania, konieczne jest dobranie odpowiednich parametrów spawania. Główne parametry spawania łukowego w osłonie metali obejmują rodzaj i polaryzację prądu spawania, średnicę elektrody, prąd spawania, napięcie łuku, prędkość spawania i liczbę warstw spawania. Strukturalnie, obejmuje to również rowek przedmiotu obrabianego oraz kwestie związane z przed i po spawaniu.
Wybór rodzaju prądu spawania zależy głównie od rodzaju powłoki elektrody, takiej jak elektrody sodowe o niskiej zawartości wodoru wykorzystujące prąd stały o odwrotnej polaryzacji; elektrody potasowe o niskiej zawartości wodoru i elektrody kwaśne wymagają zarówno prądu stałego, jak i przemiennego, zwykle wykorzystując prąd przemienny.
Biegunowość odnosi się do metody podłączenia dodatniego i ujemnego zacisku wyjściowego urządzenia spawalniczego prądu stałego. Podłączenie przedmiotu obrabianego do zacisku dodatniego (zacisk spawalniczy, elektroda do zacisku ujemnego) nazywane jest połączeniem bezpośrednim; podłączenie do zacisku ujemnego nazywane jest połączeniem odwrotnym, elektrody sodowe i potasowe o niskiej zawartości wodoru wykorzystują połączenie odwrotne. Elektrody kwasowe mogą wykorzystywać zarówno prąd przemienny, jak i stały, połączenie bezpośrednie lub odwrotne; w przypadku korzystania ze spawarki prądu stałego należy użyć połączenia bezpośredniego dla grubych płyt i połączenia odwrotnego dla cienkich płyt.
Zależność między średnicą elektrody a grubością elementu spawanego przedstawiono w tabeli 5-8. W przypadku pierwszej warstwy spawania wielowarstwowego z rowkiem oraz w przypadku spoin w pozycjach innych niż spawanie płaskie, należy użyć elektrody o mniejszej średnicy niż w przypadku spoin płaskich.
Tabela 5-8 Zależność między średnicą elektrody a grubością przedmiotu obrabianego
| Grubość przedmiotu obrabianego/mm | ≤1.5 | 2 | 3 | 4~5 | 6~12 | >13 |
| Średnica elektrody/mm | 1.5 | 2 | 3.2 | 3.2 ~4 | 4~5 | 5~6 |
W celu uzyskania większego jeziorka stopionego metalu podczas procesu spawania i zmniejszenia kapania stopionego metalu, średnica elektrody używanej w pozycjach spawania płaskiego jest większa niż średnica elektrody używanej w innych pozycjach spawania przy tej samej grubości przedmiotu obrabianego. Maksymalna średnica elektrody dla pozycji spawania pionowego nie powinna przekraczać 5 mm, a średnica elektrody używanej do spawania poziomego i górnego nie powinna przekraczać 4 mm.
Metodą jest sprawdzenie tabeli lub obliczenie.
1) Zapoznać się z tabelą. Tabela 5-9 zawiera wartości referencyjne prądu spawania odpowiednie dla elektrod o różnych średnicach.
Tabela 5-9 Wartości referencyjne prądu spawania dla elektrod o różnych średnicach
| Średnica elektrody/mm | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 | 5.8 |
| Prąd spawania/A | 25~40 | 40~65 | 50~80 | 100 ~130 | 160 ~210 | 200 ~270 | 260 ~300 |
2) Obliczyć przy użyciu następującego wzoru empirycznego:
I=(30 ~ 50)d
Gdzie:
W przypadku spawania płaskiego można wybrać większy prąd spawania. W przypadku spawania poziomego, pionowego i napowietrznego prąd spawania powinien być o 10%~20% mniejszy niż w przypadku spawania płaskiego.
W przypadku przejść graniowych, zwłaszcza w przypadku spawania jednostronnego z formowaniem dwustronnym, należy wybrać mniejszy prąd spawania; w przypadku przejść wypełniających można zastosować większy prąd spawania, a w przypadku przejść osłonowych prąd powinien być nieco mniejszy.
Istnieje kilka metod określania, czy wybrany prąd jest odpowiedni:
1) Obserwować rozpryski.
Gdy natężenie prądu jest zbyt wysokie, duże cząstki ciekłego metalu rozpryskują się z jeziorka spawalniczego z głośnym trzaskiem; gdy natężenie prądu jest zbyt niskie, trudno jest odróżnić żużel od ciekłego metalu.
2) Obserwować tworzenie się spoiny.
Gdy natężenie prądu jest zbyt wysokie, wtopienie jest głębokie, spoina tonie, a boki spoiny są podatne na podcinanie; gdy natężenie prądu jest zbyt niskie, spoina jest wąska i wysoka, ze słabym stopieniem po bokach z materiałem podstawowym.
3) Obserwować stan stopienia elektrody.
Gdy natężenie prądu jest zbyt wysokie, elektroda topi się i przedwcześnie zmienia kolor na czerwony; gdy natężenie prądu jest zbyt niskie, łuk jest niestabilny, a elektroda ma tendencję do przyklejania się do przedmiotu obrabianego.
Napięcie łuku zależy głównie od długości łuku. Zasadniczo długość łuku wynosi od 0,5 do 1 razy więcej niż średnica elektrody, przy odpowiednim napięciu łuku od 16 do 25 V. W przypadku elektrod zasadowych długość łuku powinna być równa połowie średnicy elektrody, a w przypadku elektrod kwaśnych długość łuku powinna być równa średnicy elektrody.
The prędkość spawania może być elastycznie kontrolowana przez spawacza w zależności od konkretnej sytuacji, z zasadą zapewnienia, że szew spawalniczy ma wymagane wymiary zewnętrzne i zapewnia dobre stopienie. Podczas spawania materiałów, które mają ścisłe wymagania dotyczące wprowadzania ciepła spawania, prędkość spawania powinna być kontrolowana zgodnie z dokumentacją procesu. Podczas procesu spawania spawacz powinien regulować prędkość spawania w dowolnym momencie, aby zapewnić spójność wysokości i szerokości spoiny.
Jeśli prędkość spawania jest zbyt niska, szew spawalniczy będzie zbyt wysoki lub zbyt wąski, a kształt będzie nieregularny; podczas spawania cienkich płyt może nawet przepalić się; jeśli prędkość spawania jest zbyt duża, szew spawalniczy będzie wąski, co spowoduje wady niepełnego wtopienia.
Zasadą określania liczby warstw spawania jest zapewnienie odpowiedniej plastyczności metalu spoiny. Pod warunkiem zapewnienia jakości spawania, do spawania należy używać elektrod o dużej średnicy i wysokim natężeniu prądu, aby zwiększyć wydajność pracy.
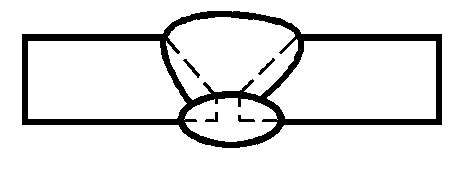
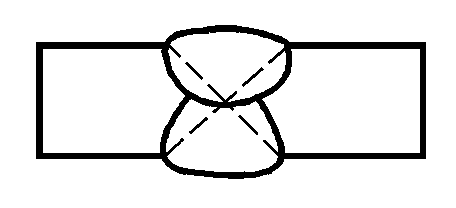
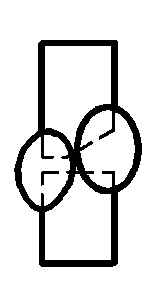
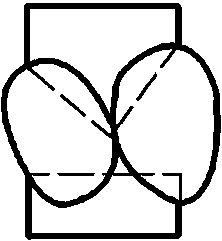
Jak pokazano na rysunku 5-13, podczas wykonywania spawania wielowarstwowego i wielościegowego na stali niskowęglowej i zwykłych niskostopowych stalach konstrukcyjnych, takich jak Q345 (16Mn), liczba warstw spawania ma niewielki wpływ na jakość połączenia, ale jeśli liczba warstw jest zbyt mała, a grubość każdej warstwy spoiny jest zbyt duża, będzie to miało pewien wpływ na plastyczność metalu spoiny. W przypadku innych rodzajów stali należy stosować spawanie wielowarstwowe i wielościegowe, a grubość każdej warstwy spoiny powinna wynosić ≤4 mm.
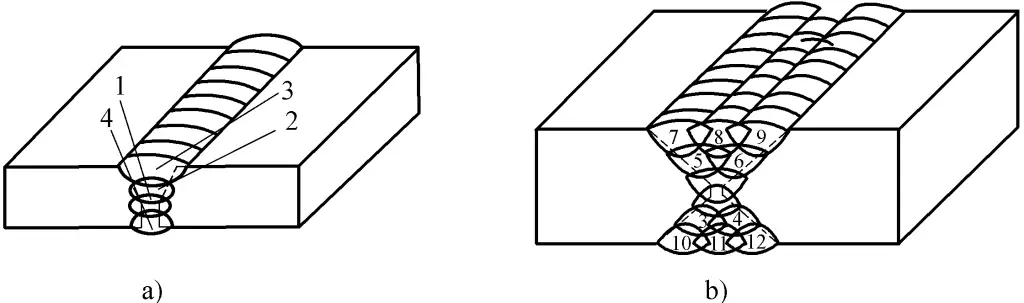
a) Spawanie wielowarstwowe
b) Wielowarstwowe spawanie wielościegowe
1 ~ 12 - Numery przejść spawalniczych
Dopływ ciepła spawania odnosi się do energii cieplnej wprowadzanej do jednostki długości spoiny przez źródło energii spawania podczas spawania, a jego wzór obliczeniowy jest następujący:
We wzorze, q jest ciepłem wprowadzanym na jednostkę długości spoiny (J/mm); I jest prądem spawania (A); U jest napięciem łuku (V); v jest prędkością spawania (mm/s); 𝜂 jest sprawnością cieplną (dla spawania łukiem krytym 𝜂 wynosi 0,7~0,8; dla spawania łukiem krytym 𝜂 wynosi 0,7~0,8; dla spawania łukiem krytym 𝜂 wynosi 0,7~0,8). spawanie łukiem krytym 𝜂 wynosi 0,8~0,95; dla TIG 𝜂 wynosi 0,5).
Przykład: Podczas spawania stali Q345 (16Mn) wymagana energia liniowa spawania nie powinna przekraczać 28kJ/cm. Jeśli wybrano prąd spawania 180A i napięcie łuku 28V, jaka powinna być prędkość spawania?
Rozwiąż I=180A; q=28kJ/cm; U=28V
Przyjmijmy 𝜂=0,7
Od:
Wiadomo:
Dlatego:
Prędkość spawania powinna wynosić 0,126 cm/s.
Ciepło wprowadzone ma niewielki wpływ na wydajność złączy spawanych ze stali niskowęglowej, dlatego w przypadku spawania łukowego w osłonie metalu stali niskowęglowej, ciepło wprowadzone nie jest zazwyczaj określane. W przypadku stali niskostopowej i stali nierdzewnej nadmierna ilość wprowadzonego ciepła wpłynie na wydajność połączeń spawanych; zbyt mała ilość wprowadzonego ciepła może powodować pękanie niektórych stali podczas procesu spawania, dlatego proces spawania tych stali powinien określać ilość wprowadzonego ciepła.
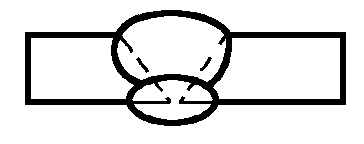
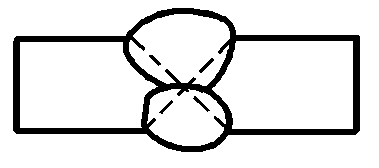
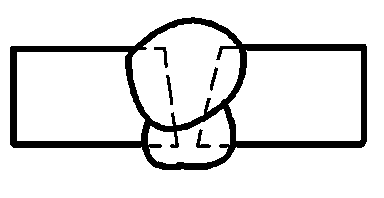
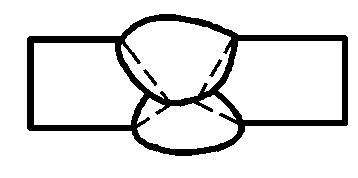
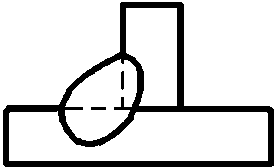
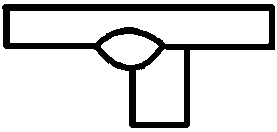
W procesie spawania łukowego w osłonie metalu, ze względu na różne formy konstrukcyjne spawania, różne grubości elementów obrabianych i różne wymagania dotyczące jakości spawania, formy połączeń i rowków również się różnią. Typowe formy złączy obejmują złącze doczołowe, zakładkowe, narożne, teowe i końcowe. Typowe kształty i rozmiary rowków spawalniczych pokazano na rysunku 5-14.
Parametry spawania łukowego elektrodą w różnych stanach podano w tabeli 5-10.
Tabela 5-10 Parametry spawania łukowego elektrodą w różnych stanach
| Położenie przestrzenne spoiny | Kształt przekroju szwu spawalniczego | Grubość przedmiotu obrabianego lub spoiny Rozmiar nogi / mm | Pierwsza warstwa spoiny | Inne warstwy spoiny | Tylny szew spawalniczy | |||
| Średnica elektrody / mm | Prąd spawania /A | Średnica elektrody / mm | Prąd spawania /A | Średnica elektrody / mm | Prąd spawania /A | |||
| Płaski spaw doczołowy | 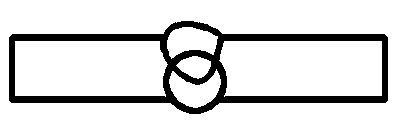 | 2 | 2 | 55~60 | - | - | 2 | 55~60 |
| 2.5~3.5 | 3.2 | 90 ~120 | - | - | 3.2 | 90 ~120 | ||
| 4 ~5 | 3.2 | 100~130 | - | - | 3.2 | 100 ~130 | ||
| 4 | 160 ~200 | - | - | 4 | 160 ~210 | |||
| 5 | 200 ~260 | - | - | 5 | 220~250 | |||
 | 5 ~6 | 4 | 160 ~210 | - | - | 3.2 | 100 ~130 | |
| 4 | 180 ~210 | |||||||
| ≥8 | 4 | 160 ~210 | 4 | 160 ~210 | 4 | 180 ~210 | ||
| 5 | 220 ~280 | 5 | 220~260 | |||||
 | ≥12 | 4 | 160 ~210 | 4 | 160 ~210 | - | - | |
| 5 | 220 ~280 | - | - | |||||
| Pionowa spoina czołowa | 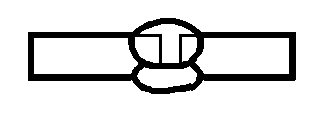 | 2 | 2 | 50~55 | - | - | 2 | 50~55 |
| 2.5~4 | 3.2 | 80 ~110 | - | - | 3.2 | 80 ~110 | ||
 | 5~6 | 3.2 | 90 ~120 | - | - | 3.2 | 90 ~120 | |
| 7 ~10 | 3.2 | 90 ~120 | 4 | 120 ~160 | 3.2 | 90 ~120 | ||
| 4 | 120 ~160 | 3.2 | 90 ~120 | |||||
| ≥11 | 3.2 | 90 ~120 | 4 | 120 ~160 | 3.2 | 90 ~120 | ||
| 4 | 120 ~160 | 5 | 160 ~200 | |||||
 | 12 ~18 | 3.2 | 90 ~120 | 4 | 120 ~160 | - | - | |
| 4 | 120 ~160 | |||||||
| ≥19 | 3.2 | 90 ~120 | 4 | 120 ~160 | - | - | ||
| 4 | 120 ~160 | 5 | 160 ~200 | |||||
| Pozioma spoina czołowa | 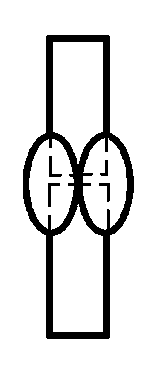 | 2 | 2 | 50~55 | - | - | 2 | 50~55 |
| 2.5 | 3.2 | 80 ~110 | - | - | 3.2 | 80 ~110 | ||
| 3 ~4 | 3.2 | 90 ~120 | - | - | 3.2 | 90~120 | ||
| 4 | 120 ~160 | - | - | 4 | 120 ~160 | |||
 | 5 ~8 | 3.2 | 90 ~120 | 3.2 | 90 ~ 120 | 3.2 | 90 ~ 120 | |
| 4 | 140 ~ 160 | 4 | 120 ~160 | |||||
| ≥9 | 3.2 | 90 ~120 | 4 | 140 ~ 160 | 3.2 | 90~120 | ||
| 4 | 140 ~160 | 4 | 120 ~160 | |||||
 | 14 ~18 | 3.2 | 90 ~120 | 4 | 140 ~ 160 | - | - | |
| 4 | 140 ~160 | |||||||
| ≥19 | 4 | 140 ~160 | 4 | 140 ~ 160 | - | - | ||
| Spawanie doczołowe | 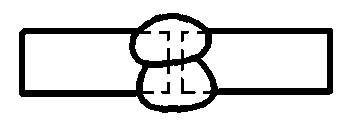 | 2 | - | - | - | - | 2 | 50 ~ 65 |
| 2.5 | - | - | - | - | 3.2 | 80 ~110 | ||
| 3 ~5 | - | - | - | - | 3.2 | 90 ~110 | ||
| 4 | 120 ~160 | |||||||
 | 5 ~8 | 3. 2 | 90 ~ 120 | 3.2 | 90 ~ 120 | - | - | |
| 4 | 140 ~ 160 | |||||||
| ≥9 | 3. 2 | 90 ~ 120 | 4 | 140 ~ 160 | - | - | ||
| 4 | 140 ~160 | |||||||
 | 12 ~18 | 3.2 | 90 ~120 | 4 | 140 ~ 160 | - | - | |
| 4 | 140 ~ 160 | |||||||
| ≥19 | 4 | 140 ~160 | 4 | 140 ~ 160 | - | - | ||
| Spawanie doczołowe kątowników płaskich | 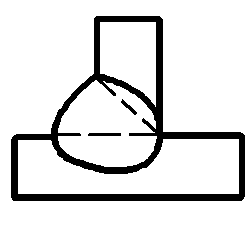 | 2 | 2 | 55~65 | - | - | - | - |
| 3 | 3.2 | 100 ~120 | - | - | - | - | ||
| 4 | 3.2 | 100~120 | - | - | - | - | ||
| 4 | 160 ~200 | - | - | - | - | |||
| 5 ~6 | 4 | 160 ~200 | - | - | - | - | ||
| 5 | 220~280 | - | - | - | - | |||
| ≥7 | 4 | 160~200 | 5 | 220~230 | - | - | ||
| 5 | 220~280 | 5 | 220 ~230 | - | - | |||
 | - | 4 | 160 ~200 | 4 | 160 ~200 | 4 | 160 ~220 | |
| 5 | 220 ~280 | |||||||
| Pionowa spoina kątowa doczołowa | 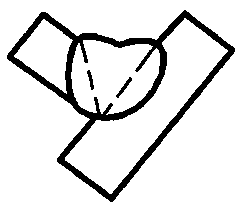 | 2 | 2 | 50 ~ 60 | - | - | - | - |
| 3 ~4 | 3.2 | 90 ~120 | ||||||
| 5 ~8 | 3.2 | 90 ~120 | - | - | - | - | ||
| 4 | 120 ~160 | |||||||
| 9 ~12 | 3.2 | 90 ~120 | 4 | 120 ~160 | - | - | ||
| 4 | 120~160 | |||||||
| Pionowa spoina kątowa doczołowa | 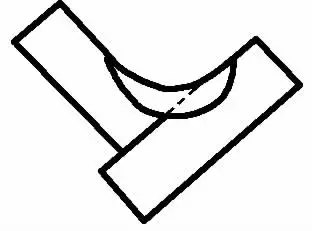 | - | 3.2 | 90 ~120 | 4 | 120 ~160 | 3.2 | 90 ~120 |
| 4 | 120 ~160 | |||||||
| Spawanie doczołowe pod kątem | 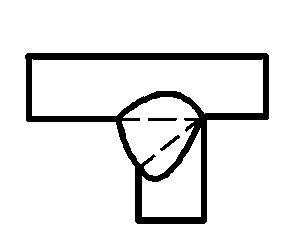 | 2 | 2 | 50 ~60 | - | - | - | - |
| 3 ~4 | 3.2 | 90 ~120 | - | - | - | - | ||
| 5~6 | 4 | 120 ~ 160 | - | - | - | - | ||
| ≥7 | 4 | 140 ~160 | 4 | 140 ~160 | - | - | ||
 | - | 3.2 | 90 ~120 | 4 | 140 ~160 | 3.2 | 90 ~ 120 | |
| 4 | 140 ~ 160 | 4 | 140 ~160 | |||||







