
Spawanie metodą TIG (Tungsten Inert Gas): Kompleksowy przewodnik
Wyobraź sobie tworzenie idealnych spoin z najwyższą precyzją, niezależnie od materiału. Witamy w świecie spawania TIG, techniki...
Wyobraź sobie spawanie z najwyższą precyzją, tworzące połączenia tak mocne, jak same materiały. To jest właśnie istota spawania punktowego TIG. Metoda ta wykorzystuje łuk elektryczny o wysokiej częstotliwości do tworzenia czystych, kontrolowanych spoin na cienkich blachach, w szczególności ze stali nierdzewnej i stali niskostopowej. W tym artykule odkryjesz zasady spawania punktowego TIG, jego unikalne cechy i porównanie z innymi technikami spawania. Przygotuj się na lepsze zrozumienie procesów spawalniczych i poznaj praktyczne wskazówki dotyczące uzyskiwania nieskazitelnych spoin.

Różnica między sprzętem do spawania punktowego TIG a ogólnym sprzętem TG polega na tym, że ma on specjalne urządzenia sterujące i pistolety do spawania punktowego. Urządzenie sterujące może automatycznie zapewnić wcześniejsze dostarczanie argonu, wentylację i inicjację łuku, a także kontrolę czasu spawania, automatyczny zanik prądu i opóźnione wyłączenie argonu.
Po dodaniu regulatora czasu spawania i wymianie dyszy w zwykłym ręcznym urządzeniu do spawania łukowego argonem wolframowym, może on również działać jako urządzenie do punktowego spawania łukowego argonem wolframowym.
Spawanie punktowe zasada działania
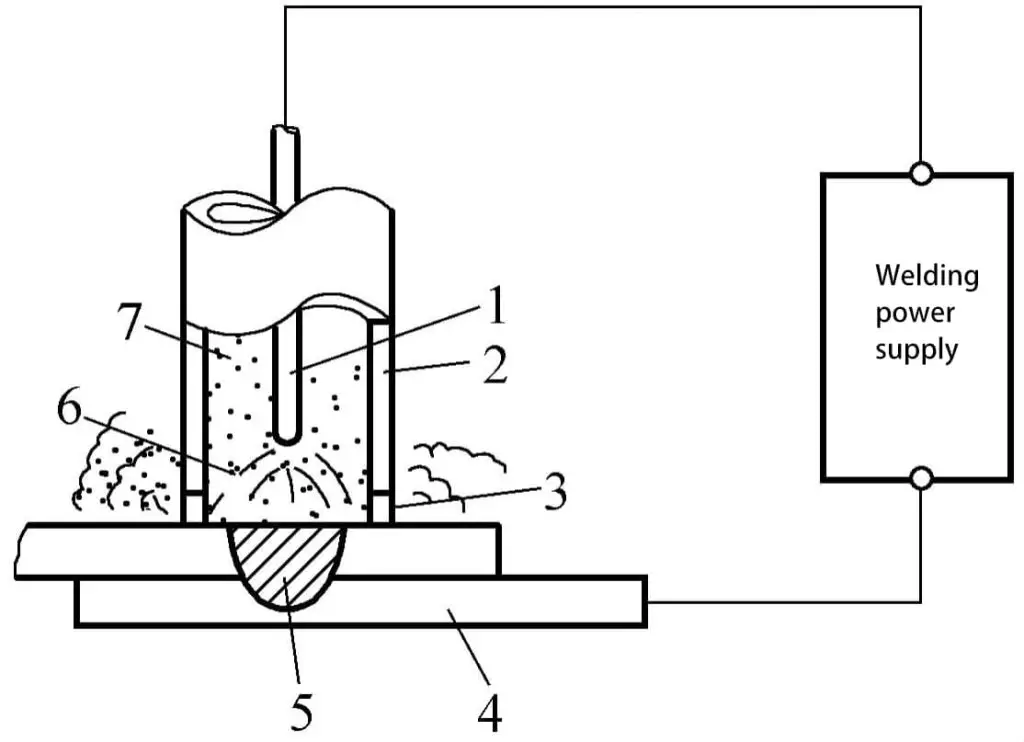
Jak pokazano na rysunku 5-68, dysza uchwytu spawalniczego jest mocno dociskana do przedmiotu obrabianego, przy użyciu inicjacji łuku o wysokiej częstotliwości lub inicjacji łuku indukcyjnego, aby najpierw wywołać niewielki łuk o natężeniu około 5 A między wolframem a dyszą. Następnie włączany jest prąd spawania w celu utworzenia łuku spawalniczego do spawania punktowego.
Podczas spawania można stosować połączenie dodatnie prądu stałego lub zasilanie prądem przemiennym z urządzeniem stabilizującym łuk. Zwykle stosuje się połączenie dodatnie prądu stałego, ponieważ pozwala ono uzyskać większą głębokość wtopienia, użyć mniejszego prądu spawania (lub krótszego czasu), zmniejszając w ten sposób odkształcenia termiczne i inne efekty termiczne.
Charakterystyka zgrzewania punktowego
Siła punktu zgrzewania może być regulowana w szerokim zakresie, a rozmiar punktu zgrzewania jest łatwy do kontrolowania. Wraz ze wzrostem czasu spawania i natężenia prądu spawania, zwiększa się średnica punktu spawania i poprawia się wytrzymałość, co jest wygodne w przypadku wielowarstwowego spawania punktowego i spawania punktowego elementów o różnej grubości, zwłaszcza w przypadku elementów, których nie można zamocować z tyłu.
Spawanie punktowe argonem wolframowym ma wyjątkowe zalety. Zalety te są porównywane ze zgrzewaniem oporowym. Jego wadą jest to, że jego wydajność nie jest tak wysoka jak w przypadku zgrzewania oporowego.
Zakres zastosowań
Nadaje się do spawania różnych cienkich konstrukcji płytowych i połączeń między cienkimi płytami i grubszymi materiałami, głównie do spawania materiałów takich jak stal nierdzewna i stal niskostopowa.
Wymagania dotyczące czyszczenia podczas punktowego spawania argonowego elektrodą wolframową są takie same, jak w przypadku ogólnego spawania argonowego. W tabeli 5-98 podano parametry spawania dla punktowego spawania łukowego elektrodą wolframową 12Cr18Ni9.
Tabela 5-98 Parametry spawania dla elektrody wolframowej 12Cr18Ni9 do spawania punktowego łukiem argonowym
| Grubość materiału /mm | Prąd spawania /A | Czas spawania /s | Prąd impulsu wtórnego /A | Czas impulsu wtórnego /s | Przepływ gazu osłonowego /(L/min) | Średnica punktu spawania /mm |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
Uwaga:
1. Łuk gaśnie na pewien czas przed dodaniem wtórnego prądu impulsowego.
2. Długość łuku 0,5~1,0 mm.
Aby wypełnić zagłębienie łuku spawalniczego i zwiększyć wzmocnienie, podczas spawania można wprowadzić odpowiednią ilość drutu wypełniającego do jeziorka spawalniczego. Aby poprawić odporność na pękanie i zmniejszyć tendencję do pękania, spawarka powinna mieć automatyczną kontrolę zaniku prądu, a także można zastosować metodę wtórnego ogrzewania impulsowego.
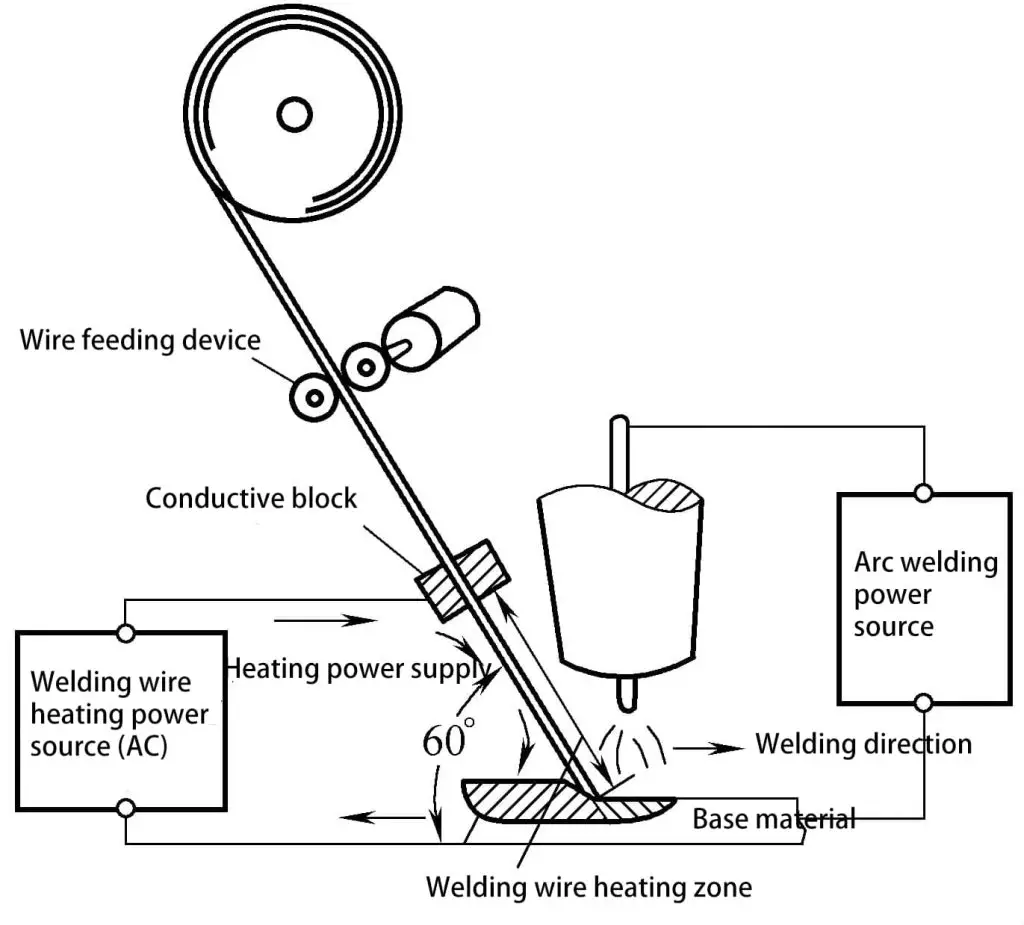
Spawarka argonowa z elektrodą wolframową z gorącym drutem składa się ze źródła prądu stałego do spawania argonowego, dodatkowego źródła prądu do podgrzewania drutu spawalniczego (zwykle prądu przemiennego), mechanizmu podawania drutu oraz obwodu sterowania, który koordynuje te trzy części. Aby osiągnąć stabilny proces spawania, główne źródło zasilania może również wykorzystywać impulsowe źródło zasilania o niskiej częstotliwości.
Rysunek 5-69 przedstawia schemat spawania łukowego argonem elektrodą wolframową z gorącym drutem. Zanim drut spawalniczy zostanie wprowadzony do jeziorka, jest on podgrzewany przez własną rezystancję elektryczną. Około 10 cm przed wejściem do jeziorka spawalniczego ustawiany jest zacisk przewodzący, który wprowadza prąd w celu wstępnego podgrzania drutu spawalniczego.
Najlepiej jest używać źródła prądu przemiennego do podgrzewania wstępnego, ponieważ prąd przemienny może zmniejszyć wpływ pola magnetycznego na formowanie łuku. Jeśli prąd podgrzewania wstępnego nie przekracza 60% prądu spawania, wzdłużne wychylenie łuku wzdłuż spoiny mieści się w zakresie 30°.
Aby osiągnąć wystarczającą temperaturę podgrzewania, przy ograniczonym prądzie podgrzewania, konieczne jest zapewnienie, że drut spawalniczy ma wystarczającą rezystancję na długości podgrzewania, która zwykle wynosi tylko około 10 cm, więc średnica drutu wypełniającego nie powinna być zbyt duża, wymagając średnicy mniejszej niż 1,2 mm.
Spawanie gorącym drutem jest z powodzeniem stosowane do stali węglowej, stali niskostopowej, stali nierdzewnej, niklu i stopów tytanu. W przypadku aluminium i miedzi, ze względu na ich niską rezystywność, wymagany jest bardzo duży prąd nagrzewania, co powoduje nadmierne podmuchy magnetyczne i nierównomierne topienie, więc spawanie gorącym drutem nie jest zalecane.







