Przegląd pozycji do spawania rur: 1G, 2G, 5G i 6G
Spawanie rur stanowi podstawę wielu gałęzi przemysłu, od budownictwa po ropę i gaz, zapewniając płynny przepływ...

Podczas produkcji spawanych elementów konstrukcyjnych, pomimo podjęcia szeregu niezbędnych środków, często nieuchronnie występuje odkształcenie resztkowe; dlatego też, gdy odkształcenie resztkowe przekracza wymagania techniczne, należy podjąć środki w celu jego skorygowania.
Typowe metody korekcji obejmują korekcję ręczną, korekcję mechaniczną, korekcję płomieniową, korekcję elektromagnetyczną itp.
Metoda korekcji ręcznej polega na użyciu narzędzi takich jak młotki do uderzania w zdeformowane części konstrukcji spawanej. Metoda ta jest stosowana głównie w przypadku odkształceń zginających małych i prostych elementów spawanych oraz odkształceń falowych cienkich blach.
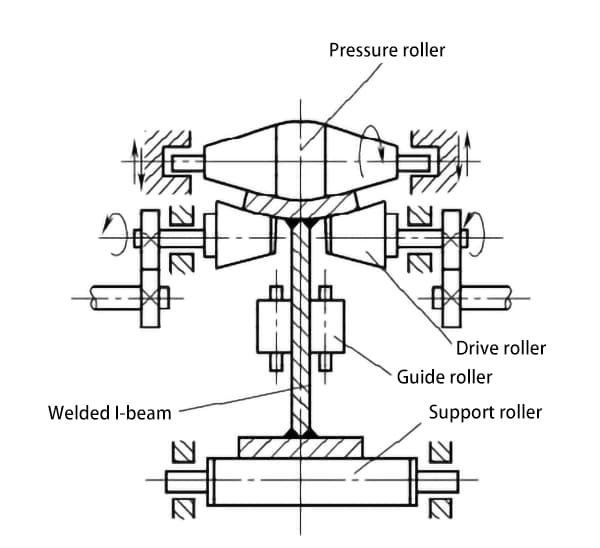
Powszechnie stosowane są prasy hydrauliczne, podnośniki, specjalistyczne prostownice i młoty. Siły zewnętrzne są przykładane w celu wywołania odkształcenia plastycznego w elemencie przeciwnego do kierunku odkształcenia spawalniczego, neutralizując się wzajemnie. Rysunek 9-80 przedstawia schemat mechanicznego prostowania wygiętej belki dwuteowej po spawaniu przy użyciu prasy lub podnośnika. Odkształcenie kątowe kołnierza dwuteownika można skorygować za pomocą maszyny rolkowej pokazanej na rysunku 9-81.
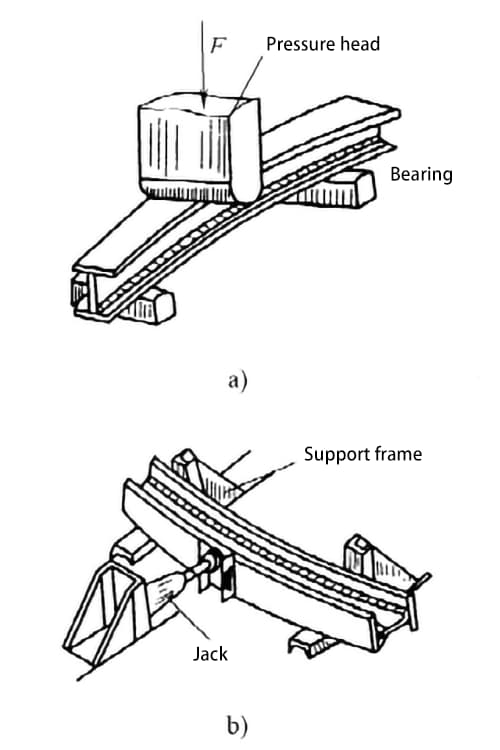
a) Korekta prasy b) Korekta gniazda
Odkształcenie po spawaniu jest głównie spowodowane skurczem spoiny i jej pobliskiego obszaru. Jeśli kucie lub walcowanie jest wykonywane wzdłuż obszaru spoiny w celu osiągnięcia wydłużenia plastycznego, może to zrekompensować odkształcenie plastyczne występujące podczas spawania, eliminując w ten sposób odkształcenie. Małe części spawane o niewielkiej ilości są zazwyczaj kute młotkiem ręcznym. W przypadku cienkich konstrukcji płytowych z regularnymi spoinami, do walcowania spoiny i jej pobliskich obszarów można użyć sprzętu do walcowania, uzyskując dobre efekty techniczne i ekonomiczne.
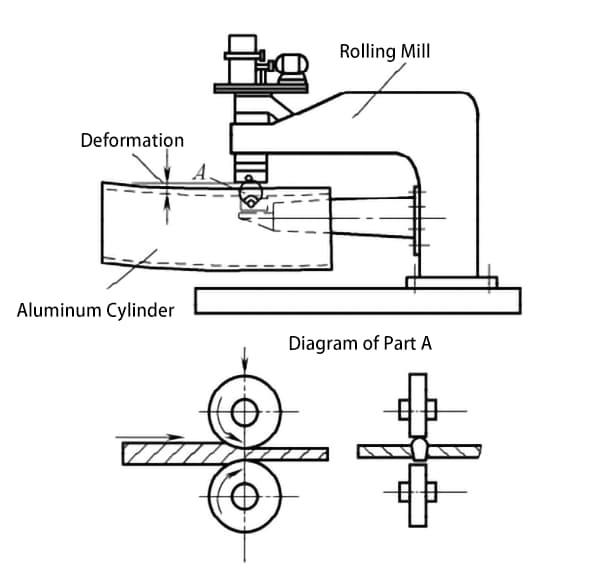
Rysunek 9-82 przedstawia schemat korygowania odkształcenia zginającego aluminiowego cylindra po spawaniu przy użyciu walcarkagdzie walcowany jest szew wzdłużny. Zmiana kierunku rolki dociskowej może również spowodować walcowanie spoiny obwodowej. Walcowanie spoiny nie tylko eliminuje resztkowe odkształcenia spawalnicze, ale także eliminuje resztkowe naprężenia spawalnicze.
Metody korekcji mechanicznej są odpowiednie tylko dla prostych konstrukcji średnich i małych części spawanych.
Metoda korekcji płomieniowej, znana również jako metoda korekcji grzewczej, wykorzystuje płomień jako źródło ciepła do lokalnego podgrzania metalu, powodując jego ściskające odkształcenie plastyczne. Gdy metal stygnie, kurczy się, a odkształcenie spowodowane tym skurczem jest wykorzystywane do przeciwdziałania odkształceniu resztkowemu spowodowanemu spawaniem.
Metoda ta zazwyczaj wykorzystuje palnik gazowy i nie wymaga specjalistycznego sprzętu. Jest prosta i wygodna w obsłudze, elastyczna i może być stosowana do korygowania dużych i złożonych struktur.
Istnieją trzy główne czynniki, które określają efekt korekcji płomienia: pozycja ogrzewania, temperatura ogrzewania i kształt ogrzewanego obszaru.
1) Pozycja ogrzewania
Jest to kluczowy czynnik decydujący o sukcesie lub porażce. Nieprawidłowa pozycja podgrzewania nie tylko nie skoryguje odkształcenia, ale może nawet pogorszyć istniejące odkształcenie. Dlatego wybrana pozycja podgrzewania musi powodować odkształcenie w kierunku przeciwnym do odkształcenia resztkowego po spawaniu, aby mu przeciwdziałać.
Głównymi przyczynami odkształceń zginających lub kątowych jest to, że spoiny są skoncentrowane po jednej stronie osi neutralnej przedmiotu obrabianego. Aby skorygować te odkształcenia, pozycję podgrzewania należy wybrać po przeciwnej stronie osi neutralnej, jak pokazano na rysunku 9-83. Im dalej pozycja nagrzewania znajduje się od osi neutralnej, tym lepszy efekt korekcji.
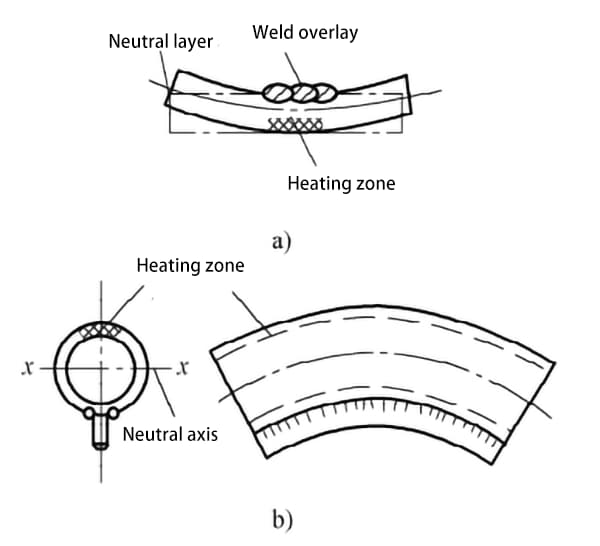
a) Odkształcenie kątowe od spawania narostowego b) Ożebrowanie gięcie rur deformacja
2) Temperatura ogrzewania
Temperatura nagrzanego obszaru musi być wyższa niż temperatura sąsiedniego, nienagrzanego obszaru, powodując termiczne rozszerzenie i zablokowanie nagrzanego metalu, co skutkuje ściskającym odkształceniem plastycznym. W przypadku grubych płyt ze stali węglowej lub elementów spawanych o dużej sztywności, lokalne temperatury nagrzewania powyżej 100°C mogą powodować odkształcenia plastyczne. W produkcji, temperatura ogrzewania stali konstrukcyjnej z korekcją płomieniową jest zazwyczaj kontrolowana w zakresie 600~800°C.
Pomiar temperatury na miejscu jest niewygodny, zazwyczaj kolor nagrzewanej części jest obserwowany za pomocą oczu, aby oszacować przybliżoną temperaturę. Tabela 9-13 przedstawia kolory powierzchni blachy stalowej podczas procesu nagrzewania i odpowiadające im temperatury.
Tabela 9-13 Kolory powierzchni blachy stalowej i odpowiadające im temperatury
| Kolor | Temperatura (°C) |
|---|---|
| Ciemnobrązowo-czerwony | 550-580 |
| Brązowo-czerwony | 580-650 |
| Ciemna wiśniowa czerwień | 650-730 |
| Głęboka wiśniowa czerwień | 730-770 |
| Wiśniowa czerwień | 770-800 |
| Jasna wiśniowa czerwień | 800-830 |
| Jasna wiśniowa czerwień | 830-960 |
| Pomarańczowo-żółty | 960-1050 |
| Ciemnożółty | 1050-1150 |
| Jasnożółty | 1150-1250 |
| Biało-żółty | 1250-1300 |
3) Kształt obszaru grzewczego.
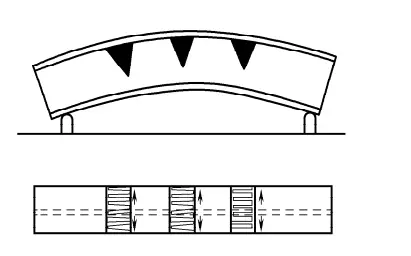
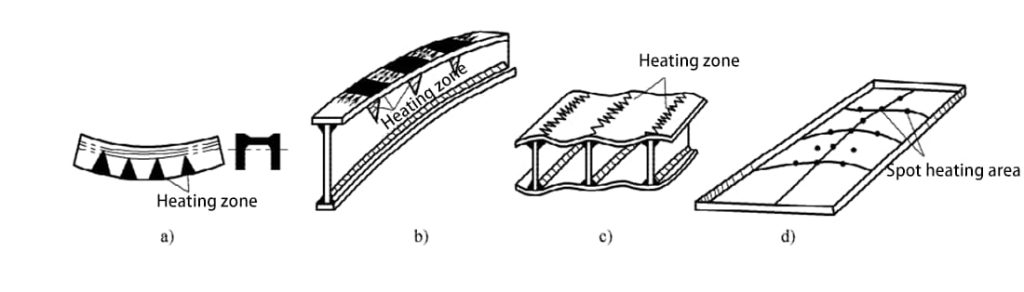
Kształty obszaru ogrzewania obejmują kropkę, pasek i trójkąt, jak pokazano na rysunku 9-84, z ogrzewaniem punktowym pokazanym na rysunku 9-85, ogrzewaniem liniowym pokazanym na rysunku 9-86 i ogrzewaniem trójkątnym pokazanym na rysunku 9-87.
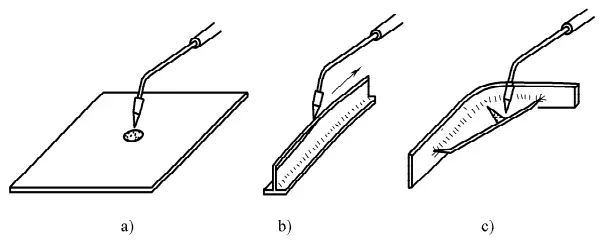
a) Kropka b) Pasek c) Trójkąt
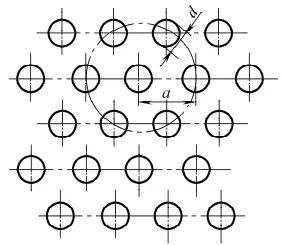
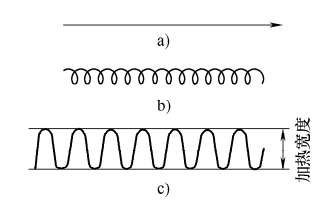
a) Ogrzewanie przelotowe b) Ogrzewanie łańcuchowe c) Ogrzewanie taśmowe
Typowe metody korygowania odkształceń spawalniczych za pomocą płomienia przedstawiono w tabeli 9-14.
Tabela 9-14 Metody korygowania odkształceń spawalniczych przez podgrzewanie
| Metoda ogrzewania | Metody | Uwaga |
| Ogrzewanie punktowe (Patrz Rysunek 9-85) | W zależności od odkształcenia, ciepło może być stosowane w jednym lub wielu punktach d=φ15 do φ30mm a=50~100mm | 1. Generalnie używać neutralnego płomienia oksyacetylenowego 2. Należy zwrócić uwagę na właściwości korygowanego materiału. 3. Należy zwracać uwagę na temperaturę otoczenia w miejscu pracy 4. Podczas korygowania cienkich płyt należy używać drewnianego młotka do wbijania. 5. Najpierw należy zaplanować miejsca i etapy nagrzewania zgodnie z odkształceniem 6. W przypadku stali o wysokiej wytrzymałości, które zostały poddane obróbce cieplnej, temperatura ogrzewania nie powinna przekraczać temperatury odpuszczania 7. W przypadku stosowania chłodzenia wodą w połączeniu z korekcją płomienia, stal należy schłodzić do momentu, aż straci czerwony kolor przed zalaniem wodą 8. Miejsce nagrzewania jest zwykle oddalone od spoiny 9. Jeśli kolejnym procesem po korekcji jest spawanie lub cięcie gazowe, wymagana ilość odwrotnego odkształcenia może być wykonana podczas procesu korekcji płomienia 10. Kolor odpowiadający temperaturze podczas procesu ogrzewania przedstawiono w tabeli 9-13 |
| Ogrzewanie liniowe (Patrz Rysunek 9-86) | Płomień porusza się w kierunku linii prostej i może również wykonywać boczne ruchy w kierunku szerokości, przy szerokości nagrzewania od 0,5 do 2 razy większej od grubości płyty | |
| Ogrzewanie trójkątne (patrz Rysunek 9-87) | Na krawędzi skorygowanej stali podgrzej w trójkąt z wierzchołkiem skierowanym do wewnątrz | |
| Ciepło, woda i energia są używane w połączeniu. | Podczas nagrzewania i korygowania cienkich struktur płytowych, chłodzenie wodą lub siła zewnętrzna mogą być stosowane jednocześnie w celu poprawy efektu korekcji |
Przykłady korekcji płomieniowej odkształceń spawalniczych pokazano na rysunku 9-88.
a) Zginanie boczne asymetrycznego łuku stalowego
b) Ugięcie w górę asymetrycznej belki dwuteowej
c) Odkształcenie kątowe połączenia doczołowego
d) Faliste odkształcenie średnio cienkiej płyty
Wyniki testów korekcji płomienia dla niektórych powszechnie stosowanych stali niskostopowych przedstawiono w tabeli 9-15.
Tabela 9-15 Częściowe wyniki testów powszechnie stosowanych niskostopowych stali konstrukcyjnych po korekcji płomienia
| Gatunek stali | Wnioski eksperymentalne i środki ostrożności |
| 14MnNb | Testy korekcji płomienia na spawanych belkach zmęczeniowych pokazują, że korekcja płomienia ma niewielki wpływ na właściwości stali |
| Q345 (16Mn) | Z dobrą korekcją płomienia i hydrotermiczną płytą gnącą ① wydajność. Gdy temperatura nagrzewania płyty do gięcia hydrotermicznego wynosi około 650°C, właściwości mechaniczne są prawie niezmienione, a nawet po podgrzaniu do 850-900°C nadal ma wystarczającą wytrzymałość i plastyczność |
| Q390(15MnV) | Lokalna korekta ogrzewania płomieniem acetylenowo-tlenowym nie wpływa na właściwości mechaniczne stali. |
| Q420 | Lokalna korekta ogrzewania płomieniem acetylenowo-tlenowym nie wpływa na właściwości mechaniczne stali. |
| 14MnVTiXt | Lokalna korekta ogrzewania płomieniem acetylenowo-tlenowym nie wpływa na właściwości mechaniczne stali. |
| 10MnPNbXt | Miejscowa korekta płomieniem acetylenowo-tlenowym nie wpływa na właściwości mechaniczne stali. |
| Q390(15MnTi) | Można zastosować korektę płomieniem acetylenowo-tlenowym, a cienkie blachy stalowe mogą również wykorzystywać płyty do gięcia hydrotermicznego |
| 08MnPXt | Podczas korygowania deformacji za pomocą lokalnego wypalania płomieniowego temperatura powinna wynosić od 600 do 700°C. Ponieważ w temperaturze 600~700°C ziarna zaczynają rosnąć, a w temperaturze 700~800°C pojawiają się struktury Widmanstättena |
| Q345 (09MnCuPTi) | Ziarna cienkiej płytki są nadal drobne w temperaturze 900°C, a struktury Widmanstättena pojawiają się w temperaturze 900-1000°C, więc temperatura lokalnej korekty wypalania powinna wynosić 700-800°C, unikając stosowania korekty hydrotermalnej |
Gięcie płyt w ogniu wodnym to nazwa procesu stosowanego w przemyśle stoczniowym. Proces ten jest dokładnie taki sam jak prostowanie płomieniowe; polega na wykorzystaniu płomienia do lokalnego podgrzania stalowej płyty w celu osiągnięcia pożądanego odkształcenia, z szybkim chłodzeniem wodą podczas procesu ogrzewania.