
Produkcja komponentów do gięcia: Szczegółowy przewodnik
Wyobraź sobie przekształcenie płaskiego, niczym niewyróżniającego się arkusza metalu w precyzyjnie zakrzywiony, strukturalnie istotny element. Ta magia manipulacji materiałem...
Wyobraź sobie, że bierzesz płaski arkusz metalu i przekształcasz go w precyzyjną, zakrzywioną strukturę niezbędną w kolejowych wagonach pasażerskich. Ten blog poświęcony jest różnym technikom produkcji gięć, badając metody takie jak składanie, gięcie matrycowe i gięcie rolkowe. Dowiesz się o stosowanych materiałach, od stali węglowej po stopy aluminium, i odkryjesz, jak różne procesy gięcia wpływają na jakość i wydajność produktu końcowego. Na koniec zrozumiesz kluczową rolę tych technik w produkcji solidnych, niezawodnych komponentów dla nowoczesnych pojazdów szynowych.

Gięcie to metoda formowania, w której blachy i profile metalowe są kształtowane do określonej krzywizny lub kąta pod wpływem matrycy. Gięcie może być wykonywane na zwykłej prasie lub na specjalistycznej maszynie.
Istnieje wiele rodzajów części giętych stosowanych w kolejowych wagonach pasażerskich, z głównymi typami wymienionymi w tabeli 3-83.
Tabela 3-83: Rodzaje Części zginane w kolejowych wagonach pasażerskich
| Numer seryjny | Typ | Kształt części, nazwa | Używany sprzęt |
| 1 | Części składane | 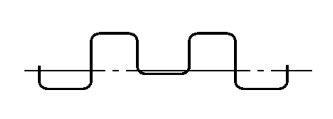 Belka wzmacniająca panel zewnętrzny  Filar | Giętarka CNC |
| 2 | Części tłoczone | 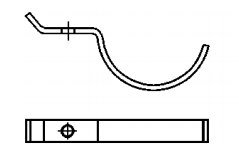 Zacisk rurowy 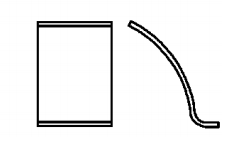 Płyta | Prasa |
 Dolna osłona belki bocznej wózka | Maszyna hydrauliczna | ||
| 3 | Element zwijany | 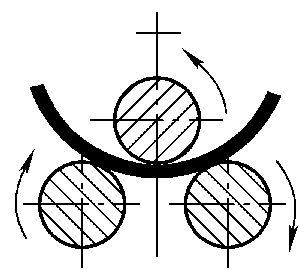 Panel dachowy w samochodach osobowych | Płyta Walcarka |
 Belka wygięta z profilu aluminiowego | Walcarka do profili | ||
| 4 | Element gięty |  Wygięta belka dachowa | Gięcie profili Maszyna |
| 5 | Element gięty na zimno |  Podłoga falista ze stali nierdzewnej  Wiązka boczna | Linia produkcyjna do gięcia na zimno |
Podstawowe materiały do produkcji giętych komponentów w kolejowych wagonach pasażerskich to m.in:
Główne metody gięcia elementów giętych kolejowych wagonów pasażerskich są następujące:
Proces ten obejmuje użycie składarka i jego matryc do wykonywania gięcia prostoliniowego blachy. Cechą charakterystyczną tej metody jest zastosowanie matryc ogólnego przeznaczenia, tworzących jedno gięcie na skok, z kątem gięcia dokładnie kontrolowanym przez skok, jak pokazano na rysunku 3-89.
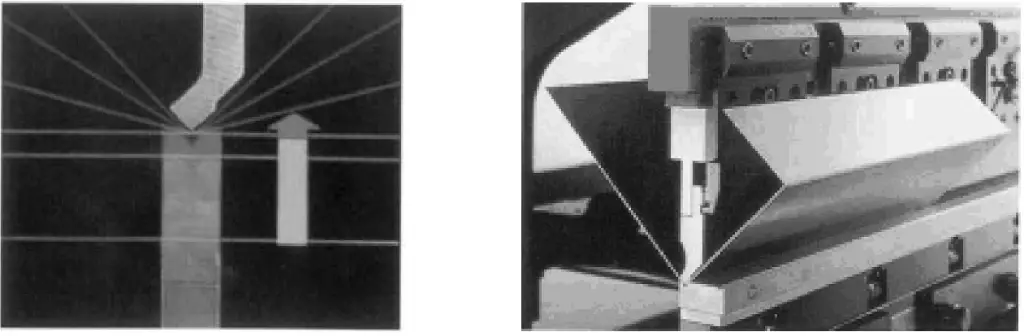
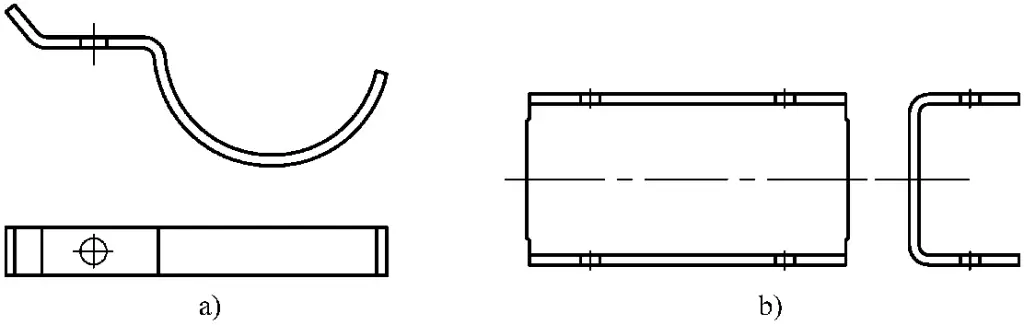
Najpopularniejsza metoda gięcia, która wykorzystuje prasę i matryce do wykonywania dowolnej formy gięcia blachy, jak pokazano na rysunku 3-90.
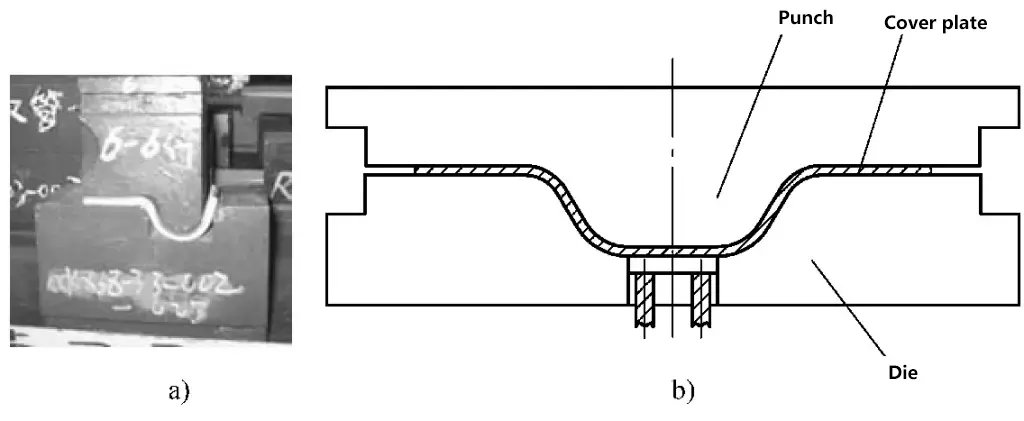
a) Gięcie zaciskowe rur
b) Gięcie płyty pokrywy
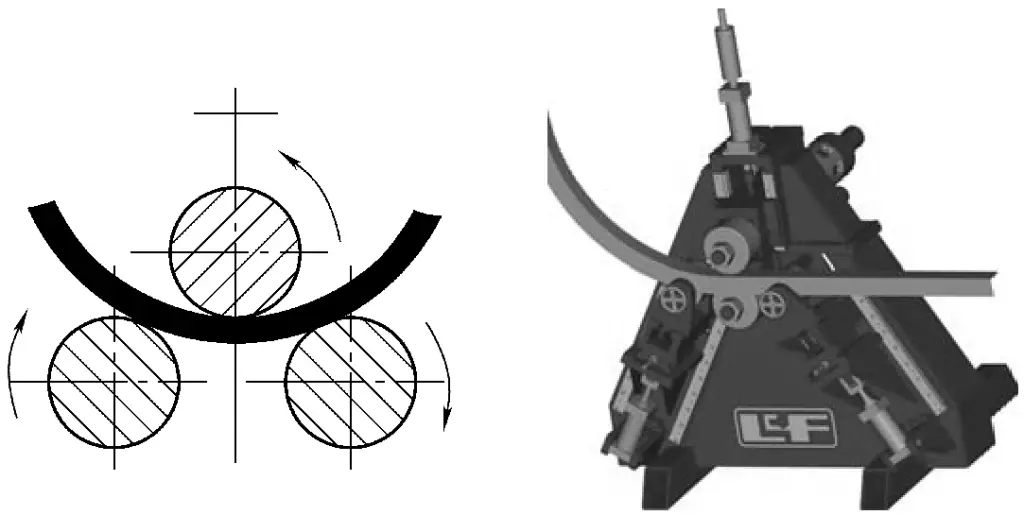
Gięcie rolkowe odnosi się do procesu kształtowania półwyrobów z blachy i profili na giętarce rolkowej, jak pokazano na rysunku 3-91.
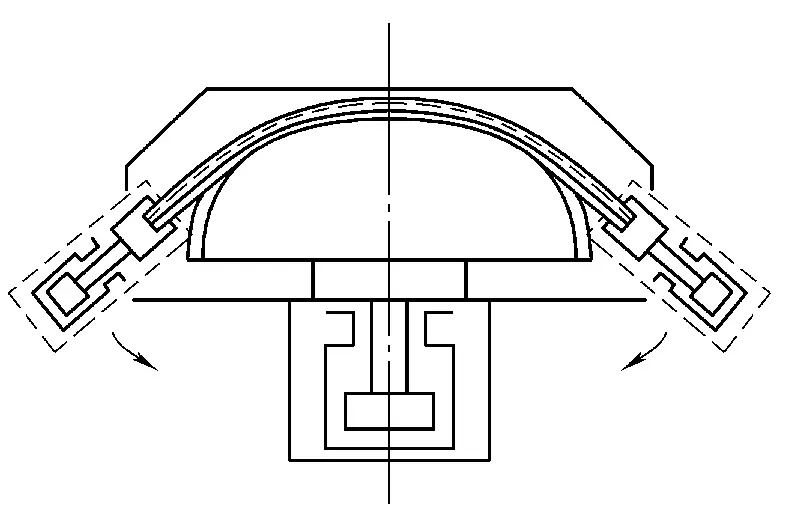
Gięcie ciągnione polega na kształtowaniu określonego profilu wytłaczanej i giętej blachy na formie maszyny do gięcia ciągnionego, przy jednoczesnym przyłożeniu osiowej siły rozciągającej i momentu gnącego.
Proces ten zmienia wewnętrzne warunki naprężenia półwyrobu, sprawiając, że przekrój poprzeczny jest poddawany naprężeniom rozciągającym, co pomaga uniknąć wad marszczenia, zwiększa ilość odkształceń plastycznych, zmniejsza sprężynowanie i zwiększa dokładność formowania gięcia, jak pokazano na rysunku 3-92.
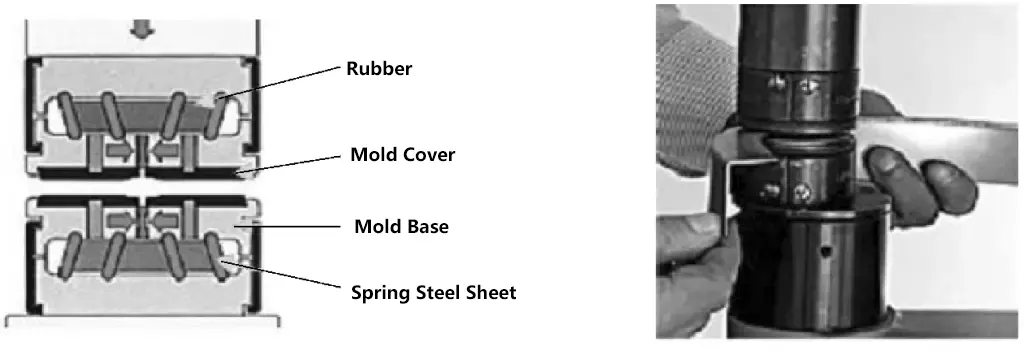
Formowanie kulkowe to proces, w którym ząbkowana matryca na młocie do kulkowania, zdolna do ruchów do wewnątrz i na zewnątrz, powoduje rozciąganie i kurczenie się materiału, stopniowo wywołując odkształcenie zginające i rozciągające w obrabianym przedmiocie (Rysunek 3-93).
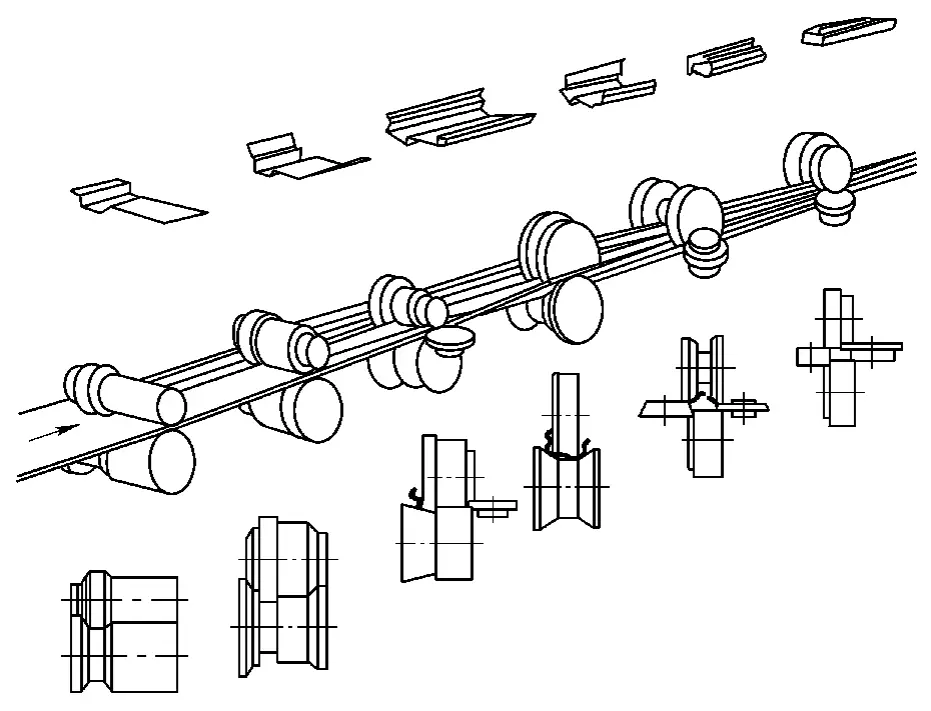
Formowanie na zimno polega na użyciu wielu wzdłużnie ułożonych rolek formujących do ciągłego gięcia blach metalowych, takich jak cewka lub taśma, w określone profile przekroju.
Formowanie na zimno jest materiałooszczędnym, energooszczędnym i wysoce produktywnym nowym procesem i technologią formowania metalu, jak pokazano na rysunku 3-94.
Istnieje sześć powszechnie stosowanych metod gięcia części tłoczonych w pojazdach szynowych. Wybór dokonywany jest na podstawie kształtu części, materiału, wielkości partii, warunków sprzętowych i wymagań jakościowych, przy jednoczesnym uwzględnieniu opłacalności.
Formowanie gięcia jest pierwszym wyborem, ponieważ zazwyczaj wykorzystuje uniwersalne formy, które są proste i łatwe w przygotowaniu. Wyposażenie giętarki w odpowiednią formę pozwala na formowanie grubych części pokrywy płyty, które wcześniej wymagały dużych form.
W przypadku różnych profili giętych o małych przekrojach, stali walcowanej na gorąco i profili wytłaczanych ze stopów aluminium o dużych promieniach krzywizny, wybierane jest gięcie ciągnione.
W przypadku dużych ilości małych części giętych, preferowaną metodą jest formowanie matrycowe, np. w przypadku części zacisków rurowych i małych ceowników (Rysunek 3-95).
a) Zacisk rurowy
b) Małe żelazko kanałowe
Profile kątowe są korzystnie formowane przez młotkowanie, a następnie gięcie rolkowe lub ciągnienie.
W przypadku elementów dłuższych niż 4 m i o skomplikowanych kształtach przekroju poprzecznego wybierane jest gięcie na zimno.
W przypadku formowania dużych pokryw, metoda jest wybierana na podstawie wielkości produkcji. Formowanie jest wybierane dla dużych partii, podczas gdy formowanie gięcia jest wybierane dla mniejszych.
Sprężynowanie odnosi się do elastycznego odkształcenia materiału po wygięciu tłoczonej części, powodując zmiany kąta i promienia zaokrąglenia przedmiotu obrabianego (Rysunek 3-96).
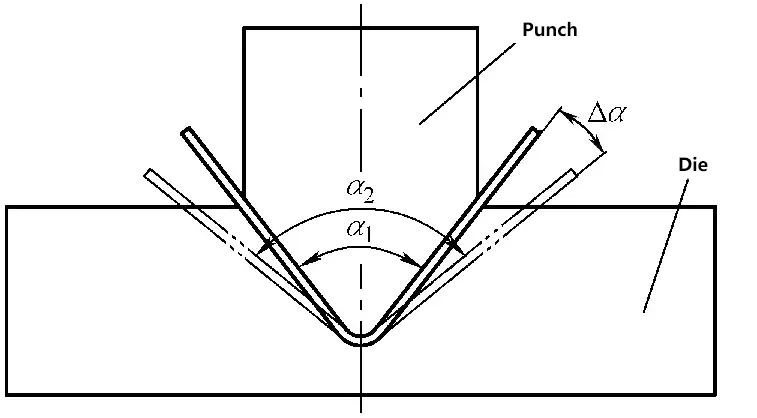
α1) kąt stempla
α2) kąt wygiętej części po rozładowaniu
2Δa) wielkość sprężynowania.
1) Im wyższa granica plastyczności materiału i im większy moduł sprężystości, tym większe sprężynowanie.
2) Im mniejszy względny promień gięcia R/t giętej części, tym mniejsze sprężynowanie.
3) Im większy otwór formy w kształcie litery V, tym większe sprężynowanie. Im głębsza wklęsła forma części w kształcie litery U, tym mniejsze sprężynowanie.
4) Im mniejszy prześwit formy, tym mniejsze sprężynowanie.
5) Skorygowane zginanie ma mniejsze sprężynowanie niż zginanie swobodne, a im większa siła korekcji, tym mniejsze sprężynowanie.
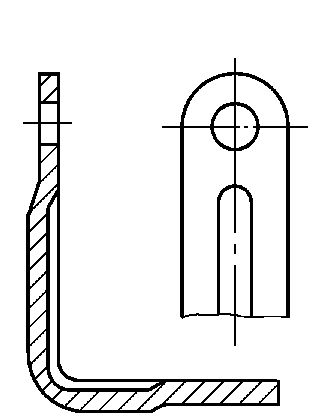
1) Poprawić projekt giętej części, zmniejszyć r/t tak bardzo, jak to możliwe w dopuszczalnym zakresie właściwości materiału i struktury, lub wyeliminować wzmocnienia w obszarze gięcia, aby zwiększyć sztywność części i wyeliminować sprężynowanie (Rysunek 3-97).
2) Gięcie jest wykonywane przy użyciu metody składania.
3) Metoda gięcia ciągnionego jest stosowana w przypadku profili o dużej krzywiźnie.
4) W przypadku gięcia matrycowego zamiast gięcia swobodnego stosuje się gięcie korekcyjne (Rysunek 3-98).
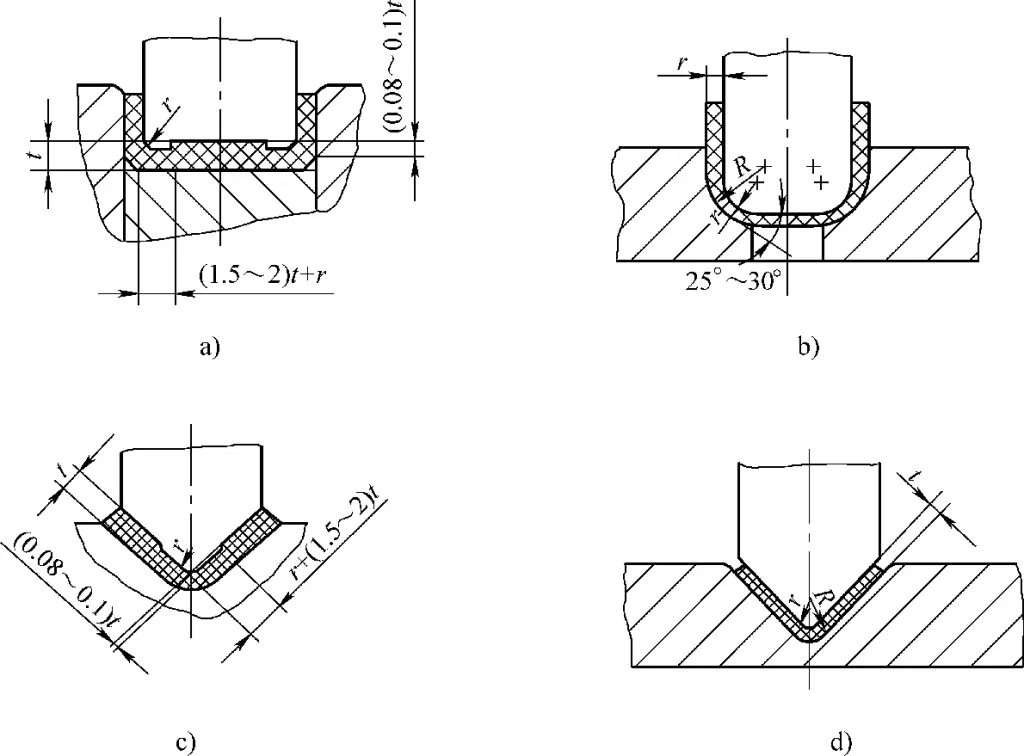
5) Wybierz rozsądną strukturę matrycy gnącej do kompensacji sprężynowania (Rysunek 3-99).
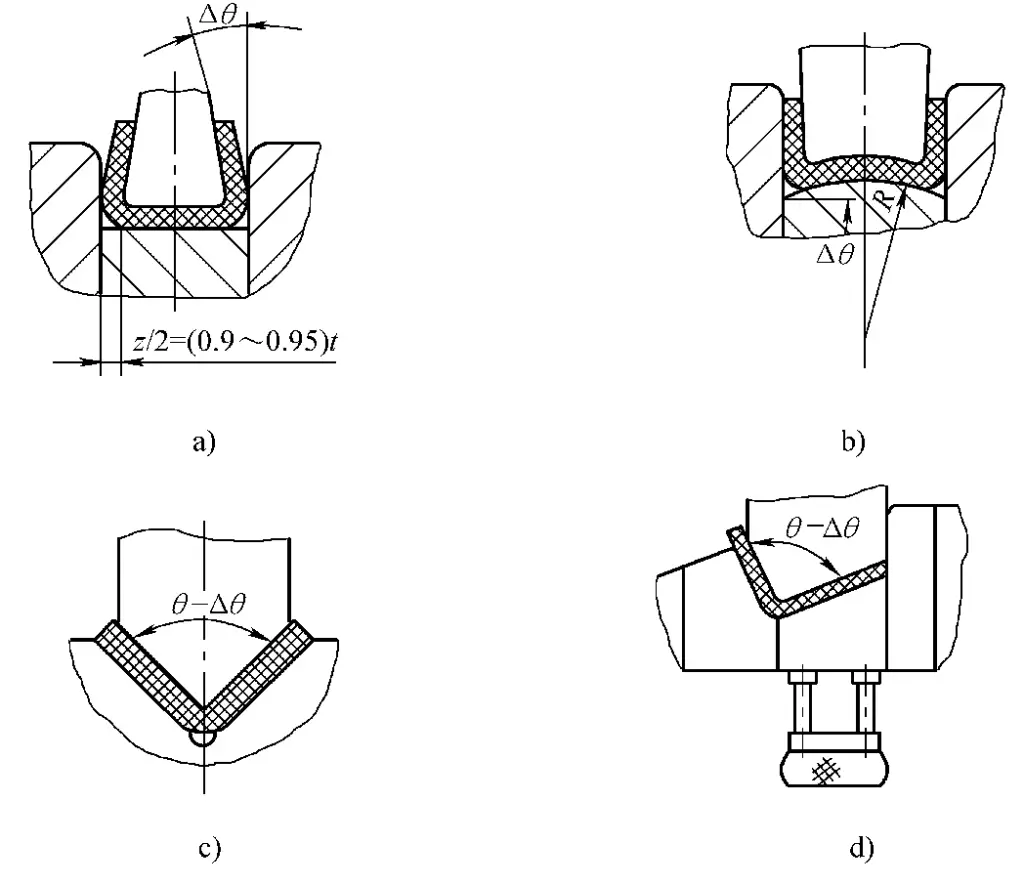
a) Rekompensata za małą lukę
b) Wklęsła kompensacja w dolnej części stempla
c) Kompensacja pojedynczego kąta gięcia matrycy V
d) Kompensacja pojedynczego kąta gięcia matrycy V-die
Pęknięcia przy zginaniu są jedną z form uszkodzeń części giętych. Główną przyczyną pęknięć giętych jest zbyt mały promień gięcia w stosunku do materiału, przekraczający wielkość odkształcenia, które materiał może wytrzymać.
Minimalny promień gięcia (rmin) odnosi się do najmniejszego wewnętrznego promienia narożnika, który można wygiąć bez uszkodzenia blachy.
Powszechnie stosowany względny minimalny promień gięcia (rmin/t) reprezentuje granicę formowania podczas gięcia. Im mniejsza jest ta wartość, tym bardziej sprzyja ona gięciu i formowaniu.
1) Jest to głównie związane z szybkością wydłużania materiału. Im większa szybkość wydłużania, tym mniejszy minimalny promień gięcia.
2) Im wyższa gładkość powierzchni i gładkość przekroju poprzecznego blachy, tym mniejszy minimalny promień gięcia.
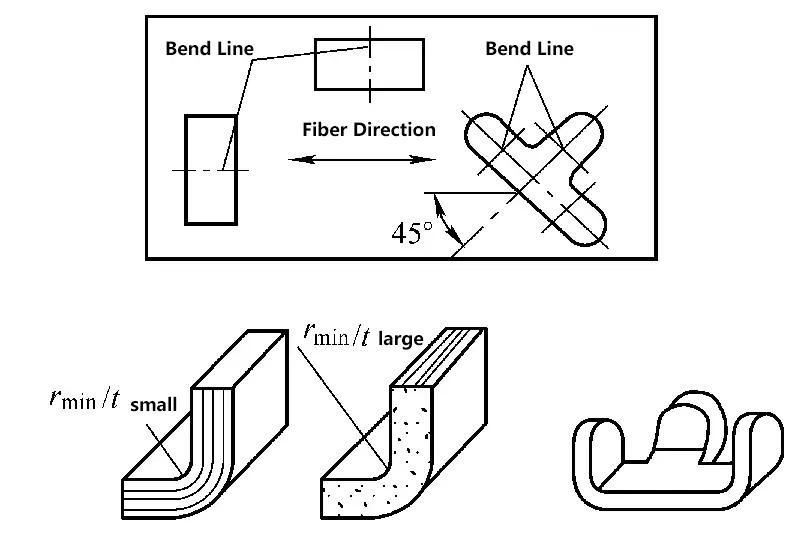
3) Minimalny promień gięcia linii gięcia prostopadłej do kierunku włókna jest mniejszy niż równoległy do kierunku włókna (Rysunek 3-100).
1) Materiały, które zostały poddane hartowaniu przez odkształcenie na zimno, mogą zostać poddane obróbce cieplnej przed gięciem.
2) Usuń zadziory na obu końcach linii gięcia, aby poprawić gładkość.
3) W przypadku materiałów o niskiej plastyczności lub grubych, do gięcia można użyć ogrzewania.
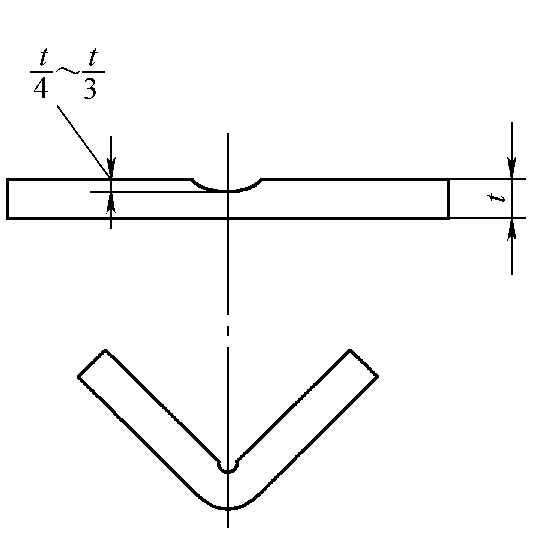
4) W przypadku gięcia grubszych materiałów, jeśli pozwala na to konstrukcja, przed gięciem można wykonać rowek technologiczny (Rysunek 3-101).
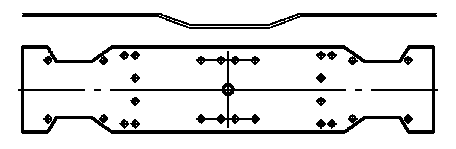
Zasadą obliczania rozmiaru wygiętego półfabrykatu jest pomiar długości warstwy neutralnej. Konkretna metoda polega na podzieleniu części na proste i zakrzywione sekcje łukowe, obliczeniu długości osobno, a następnie dodaniu ich do siebie, jak pokazano na rysunku 3-102.
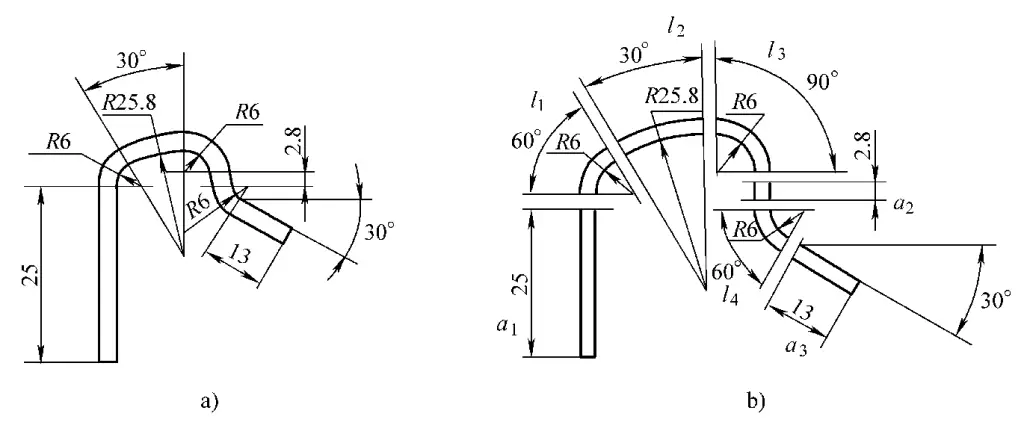
a) Część
b) Segmentacja części
Rozpiętość Długość części:
L = a1 + a2 + a3 + l1 + l2 + l3 + l4
Długość rozrzutu części łuku zgodnie z warstwą neutralną:
l = παρ/180 = 0,01745αρ
Gdzie:
Wzór na Obliczanie promienia warstwy neutralnej (Rysunek 3-103):
ρ = r + xt
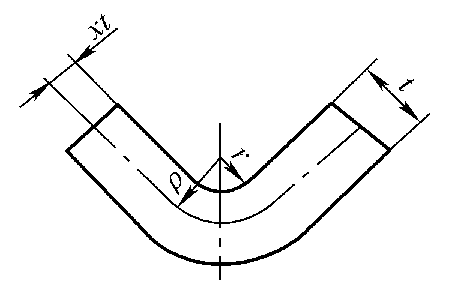
Gdzie:
Tabela 3-84: Współczynnik położenia warstwy neutralnej
| r/t | Ułamek | (1) | 3/10 | 5/16 | 8/25 | 1/3 | 12/35 | 5/14 | 3/8 | 2/5 | 5/12 | 3/7 | - |
| Dziesiętny | (2) | 0.3 | 0.3125 | 0.32 | 0.333 | 0.343 | 0.357 | 0.375 | 0.4 | 0.417 | 0.429 | - | |
| x | (3) | 0.194 | 0.199 | 0.201 | 0.206 | 0.209 | 0.213 | 0.219 | 0.226 | 0.230 | 0.233 | - | |
| r/t | Ułamek | (1) | 4/9 | 12/25 | 1/2 | 8/15 | 5/9 | 4/7 | 3/5 | 5/8 | 2/3 | 7/10 | 5/7 |
| Dziesiętny | (2) | 0.444 | 0.48 | 0.5 | 0.533 | 0.555 | 0.571 | 0.6 | 0.625 | 0.667 | 0.7 | 0.714 | |
| x | (3) | 0.237 | 0.245 | 0.25 | 0.257 | 0.261 | 0.264 | 0.270 | 0.274 | 0.281 | 0.286 | 0.288 | |
| r/t | Ułamek | (1) | 3/4 | 4/5 | 5/6 | 6/7 | 8/9 | 1 | 10/9 | 8/7 | 6/6 | 5/4 | 4/3 |
| Dziesiętny | (2) | 0.75 | 0.8 | 0.833 | 0.857 | 0.889 | 1 | 1.111 | 1.143 | 1.2 | 1.25 | 1.333 | |
| x | (3) | 0.294 | 0.301 | 0.305 | 0.308 | 0.312 | 0.325 | 0.336 | 0.340 | 0.345 | 0.345 | 0.356 | |
| r/t | Ułamek | (1) | 7/5 | 10/7 | 3/2 | 8/5 | 5/3 | 12/7 | 16/9 | 15/8 | 2 | 25/12 | 15/7 |
| Dziesiętny | (2) | 1.4 | 1.429 | 1.5 | 1.6 | 1.667 | 1.714 | 1.778 | 1.875 | 2 | 2.083 | 2.143 | |
| x | (3) | 0.362 | 0.364 | 0.369 | 0.376 | 0.38 | 0.384 | 0.387 | 0.393 | 0.400 | 0.405 | 0.408 | |
| r/t | Ułamek | (1) | 20/9 | 16/7 | 12/5 | 5/2 | 8/3 | 20/7 | 3 | 25/8 | 16/5 | 10/3 | 24/7 |
| Dziesiętny | (2) | 2.222 | 2.286 | 2.4 | 2.5 | 2.667 | 2.857 | 3 | 3.125 | 3.2 | 3.333 | 3.429 | |
| x | (3) | 0.412 | 0.415 | 0.420 | 0.424 | 0.341 | 0.439 | 0.444 | 0.449 | 0.451 | 0.456 | 0.459 | |
| r/t | Ułamek | (1) | 7/2 | 25/7 | 15/4 | 4 | 25/6 | 30/7 | 35/8 | 40/9 | 9/2 | 25/5 | 5 |
| Dziesiętny | (2) | 3.5 | 3.571 | 3.75 | 4 | 4.167 | 4.286 | 4.375 | 4.444 | 4.5 | 4.8 | 5 | |
| x | (3) | 0.461 | 0.463 | 0.469 | 0.476 | 0.480 | 0.483 | 0.485 | 0.487 | 0.488 | 0.495 | 0.500 | |
Zazwyczaj długość rozciągnięcia giętej części jest obliczana przy użyciu powyższej metody. Jednak ze względu na różnice we właściwościach materiału, różne kąty gięcia i tolerancje grubości blachy, mogą wystąpić pewne błędy.
Dlatego w przypadku elementów o wysokich wymaganiach dotyczących precyzji należy przeprowadzić weryfikację eksperymentalną i dokonać odpowiednich regulacji.
(1) Siła zginająca podczas zginania powietrza
Siła zginająca dla części w kształcie litery V:
Fa=0,6KBt2Rm/(r+t)
Siła zginająca dla części w kształcie litery U:
Fa=0,7KBt2Rm/(r+t)
Gdzie,
(2) Siła zginająca podczas zginania korekcyjnego
Fkorr = Ap
Gdzie,
Tabela 3-85: Jednostkowa siła korekcyjna, p (jednostka: MPa)
| Materiał | Grubość materiału | |||
| ≤1 | >1~2 | >2~5 | >5~10 | |
| Aluminium | 10~15 | 15~20 | 20~30 | 30~40 |
| Mosiądz | 15~20 | 20~30 | 30~40 | 40~50 |
| 10~20 Stal | 20~30 | 30~40 | 40~50 | 50~70 |
| 25~35 Stal | 30~40 | 40~50 | 50~70 | 70~100 |
(3) siła uderzenia lub siła uchwytu półfabrykatu, jeśli matryca do gięcia jest wyposażona w urządzenie wykrawające lub uchwyt półfabrykatu, może być przybliżona jako 30% do 80% siły swobodnego gięcia. To znaczy,
FY =(0.3~0.8)Fa
(4) Określenie tonażu prasy dla gięcia swobodnego z uchwytem półfabrykatu
Fprasa ≥ (1.2~1.3) (Fa + FY)
Do gięcia korekcyjnego
Fprasa ≥ (1.2~1.3) Fkorr







