
Podstawy szlifowania: Siły, ciepło i wybór narzędzia
Co sprawia, że części są gładkie i precyzyjne? Szlifowanie! Ten ukryty bohater produkcji tworzy niezwykle dokładne wykończenia. Zbadamy, w jaki sposób szlifowanie...
W tym artykule przedstawiamy podstawowe techniki wyważania i obciągania ściernic. Dowiesz się, w jaki sposób metody te zwiększają wydajność, poprawiają jakość powierzchni i wydłużają żywotność narzędzi. Przygotuj się na zdobycie praktycznych informacji, które udoskonalą Twoje umiejętności i zoptymalizują procesy szlifowania.

Aby poprawić jakość szlifowania, utrzymać precyzję szlifierki i zapewnić bezpieczeństwo produkcji, konieczne jest wyważenie ściernicy.
Niewyważenie ściernicy jest spowodowane niewspółosiowością środka ciężkości ściernicy z osią obrotu, głównie z powodu nieprawidłowej produkcji i instalacji. Ściernica pracuje z wysokimi prędkościami obrotowymi, a jeśli jej masa jest nieco nierówna, będzie generować dużą niezrównoważoną siłę odśrodkową podczas obrotu. Powoduje to wibracje maszyny, znacznie obniżając jakość szlifowania, poważnie zużywając łożyska wrzeciona ściernicy, a w poważnych przypadkach może spowodować pęknięcie ściernicy i prowadzić do wypadków.
Dlatego też ściernice muszą być poddawane wyważaniu statycznemu lub dynamicznemu, szczególnie w przypadku szlifowania precyzyjnego lub szlifowania lustrzanego, które wymaga bardziej precyzyjnego wyważania. Generalnie, wyważane muszą być ściernice o średnicy większej niż 125 mm.
Wyważanie ściernic zwykle wykorzystuje metodę wyważania momentowego, w tym wyważanie statyczne i dynamiczne. Obecnie wyważanie statyczne jest szeroko stosowane w przypadku ściernic, które jest wykonywane na stojaku do wyważania. Szybkobieżne szlifierki CNC są zazwyczaj wyposażone w automatyczne urządzenia do dynamicznego wyważania ściernic.
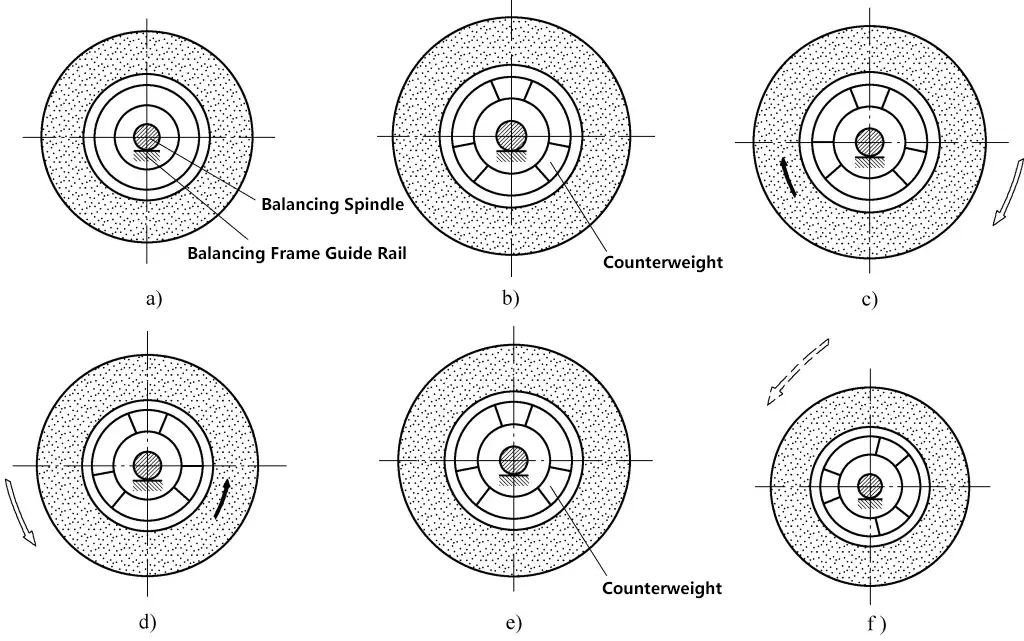
Istotą statycznego wyważania ściernicy jest ręczny proces regulacji przesunięcia środka ciężkości zespołu ściernicy poprzez regulację ciężarków wyważających w celu wyrównania środka ciężkości ściernicy z osią wałka wyważającego.
Głównym narzędziem pomocniczym do wyważania statycznego jest stojak do wyważania ściernic. Istnieją cylindryczne stojaki do wyważania ściernic o dużych średnicach oraz stojaki do wyważania ściernic o mniejszych średnicach.
Jak pokazano na rysunku 1, stojak do wyważania statycznego składa się z ramy nośnej 1 i dwóch równoległych wałów 2 o tej samej średnicy. Dwa wały służą jako szyny do wyważania statycznego i wymagają niskiej chropowatości powierzchni i wysokiej twardości. Podczas użytkowania muszą być ustawione poziomo i na tym samym poziomie.
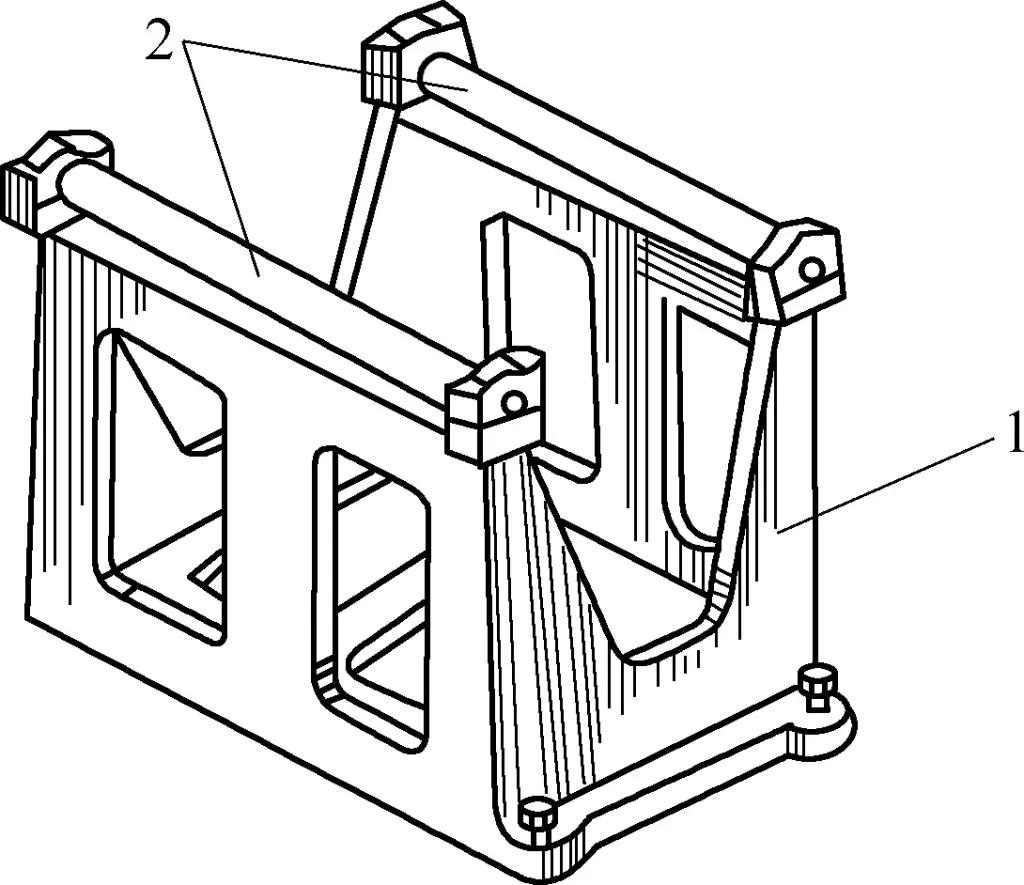
1-Rama nośna
2-wałowy
Wskaźnik wyważania statycznego polega na tym, że ściernica może pozostać nieruchoma w dowolnej pozycji na szynach poziomych.
Ściernice są delikatnymi narzędziami, co nie ma związku z ich wyglądem, dlatego należy zachować szczególną ostrożność podczas kontroli, obsługi lub przechowywania. Stosunkowo niewielkie uderzenia mogą powodować pęknięcia ściernicy, a każde pęknięcie może prowadzić do rozerwania ściernicy podczas pracy. proces szlifowania. W związku z tym należy zachować szczególną ostrożność podczas pracy, a zwłaszcza podczas transportu.
Podczas obsługi ściernic należy przestrzegać następujących trzech zasad:
1) Nigdy nie upuszczać ani nie uderzać ściernicy. Nie używaj ściernic, które zostały upuszczone, uderzone lub w których stwierdzono nieprawidłowości podczas kontroli.
2) Unikaj używania tarcz szlifierskich, które są mokre lub tłuste.
3) Ściernice należy przechowywać w suchym miejscu (unikać nadmiernego ciepła lub wilgoci). Umieszczając ściernice na półkach, należy przechowywać je w pozycji pionowej, aby zapobiec nadmiernemu naciskowi na ściernice. Ściernice należy przechowywać w opakowaniu do momentu, aż będą gotowe do użycia. Podczas transportu ściernic nie należy kłaść ich płasko i układać w stosy.
1) Upewnij się, że lewy i prawy kołnierz koła mają taką samą średnicę, taką samą powierzchnię styku z kołem i są wolne od pęknięć, kurzu i rdzy.
2) Podczas mocowania ściernicy między kołnierzami ściernicy należy włożyć papierową uszczelkę (dostarczoną wraz ze ściernicą) między każdy kołnierz a stronę ściernicy. Grubość lewej i prawej uszczelki musi być taka sama, o średnicy większej niż średnica kołnierza ściernicy i wolna od zanieczyszczeń lub uszkodzeń.
3) Po włożeniu kołnierzy ściernicy do otworu ściernicy należy powoli obracać ściernicę w prawo i w lewo, aby symetrycznie dopasować kołnierze do otworu. Nie używaj młotka do wciskania.
4) Dokręcić śruby zaciskowe kołnierzy kół naprzemiennie po przekątnej, stosując ten sam moment obrotowy. Do ostatecznego dokręcenia należy użyć klucza dynamometrycznego. Końcowe dokręcanie odbywa się w 3 krokach: ① użyć 2/3 wymaganego momentu obrotowego; ② użyć momentu obrotowego mniejszego od wymaganej wartości o 1 znak skali; ③ użyć wymaganego momentu obrotowego (wartość momentu obrotowego zgodna ze specyfikacją producenta).
Jak pokazano na rysunku 2.
Oczyść powierzchnię styku stołu wyważającego, na której zostanie umieszczony wałek wyważający.
W przypadku ściernic do szlifowania precyzyjnego i szlifowania na lustro, wyważanie powinno być wykonywane w co najmniej ośmiu pozycjach. Dodatkowo, wstępnie wyważona ściernica powinna zostać zamontowana na maszynie w celu obciągnięcia, a następnie ponownie wyważona, aż do uzyskania zadowalającego efektu.
Jeśli po obciągnięciu koło ponownie straci wyważenie, należy powtórzyć proces wyważania zgodnie z powyższymi krokami.
1) Stojak do wyważania powinien być wyregulowany do pozycji poziomej, zwłaszcza kierunek wzdłużny powinien być precyzyjnie wyregulowany do poziomu (błąd poziomowania będzie określony przez wartość błędu kolumny rtęci; ogólnie rzecz biorąc, różne precyzyjne kolumny rtęci są wybierane zgodnie z dokładnością obróbki obrabiarki).
2) Wewnętrzny stożkowy otwór kołnierza i wałek wyważający powinny być dobrze dopasowane, a ich współpracujące powierzchnie powinny być wolne od zadrapań, śladów rdzy lub innych wad.
3) Nowe ściernice zazwyczaj nie są idealnie okrągłe, więc powinny być najpierw wstępnie wyważone, a następnie wstępnie obciągnięte przed przystąpieniem do ostatecznego wyważania.
Jakość wyważenia statycznego ściernicy ma bezpośredni wpływ na jakość szlifowania, szczególnie w przypadku szlifowania z dużą prędkością. Amplituda ściernicy po wyważeniu powinna zostać sprawdzona w celu określenia, czy konieczne jest ponowne wyważenie.
Zależność między jakością wyważenia ściernicy a amplitudą przedstawiono w tabeli 1.
Tabela 1 Zależność między jakością wyważenia ściernicy a amplitudą
| Lokalizacja pomiaru | Kierunek wibracji | Amplituda/mm | |
| Dobra jakość balansu | Dobra jakość balansu | ||
| Przedni koniec wrzeciona (w pobliżu końca ściernicy) | Poziomo | ≤0.3 | ≤1.2 |
| Pionowy | ≤0.2 | ≤0.25 | |
| Tylny koniec wrzeciona (w pobliżu końca koła pasowego) | Poziomo | ≤0.2 | ≤0.9 |
| Pionowy | ≤0.2 | ≤0.15 | |
Ogólnie rzecz biorąc, nowe ściernice muszą być wyważane dwukrotnie. Pierwsze wyważenie należy wykonać przed obciąganiem ściernicy, a następnie po zamontowaniu na maszynie, obciągnąć zewnętrzną średnicę i obie powierzchnie czołowe ściernicy, a następnie zdjąć ją i wykonać drugie wyważenie. Czasami, po pewnym czasie użytkowania ściernicy, jeśli na obrabianym przedmiocie znajdują się wielokątne ślady wibracji, ściernicę należy zdjąć i ponownie wyważyć przed dalszym użyciem.
W przypadku szlifowania wielościernicowego i szlifowania ściernic kształtowych, aby uzyskać równowagę pary sił ściernicy, wyważanie dynamiczne jest zwykle przeprowadzane na wyważarce dynamicznej.
Zwłaszcza w przypadku wysokoobrotowych szlifierek CNC, ze względu na wysoką prędkość obrotową ściernicy, w celu zapewnienia jakości obrabianego przedmiotu podczas obróbki wsadowej, szlifierki CNC są zazwyczaj wyposażone w przyrządy do wyważania ściernic. Przyrządy do wyważania kół są zazwyczaj dwojakiego rodzaju: ręczne i automatyczne. Tutaj przedstawiamy głównie automatyczny przyrząd do wyważania kół.
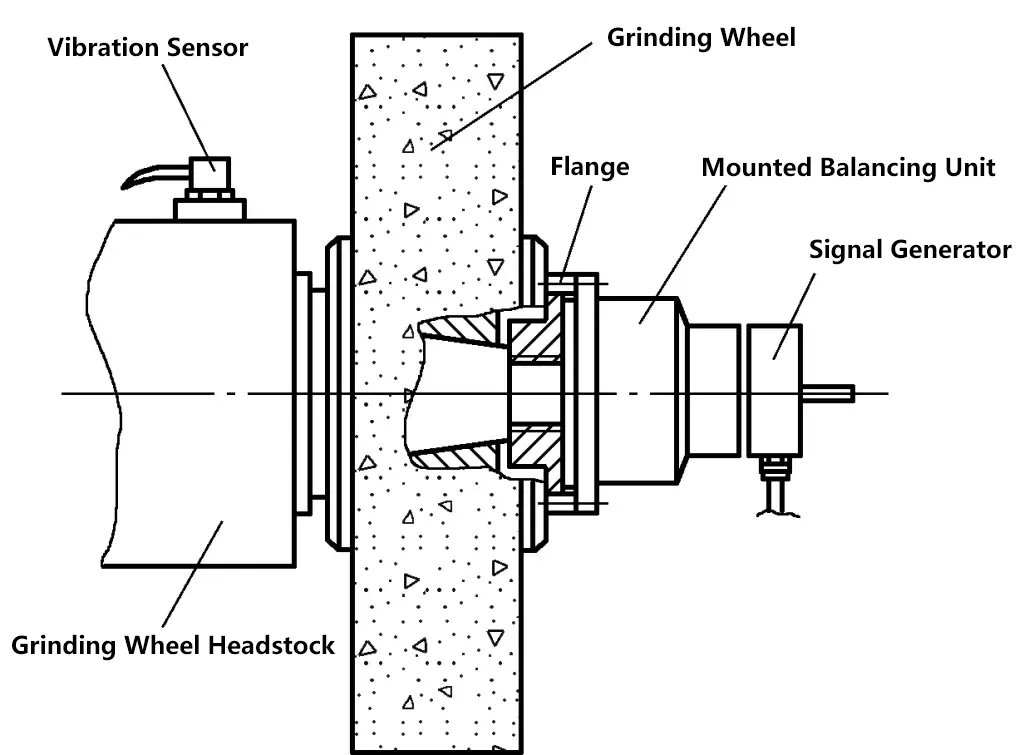
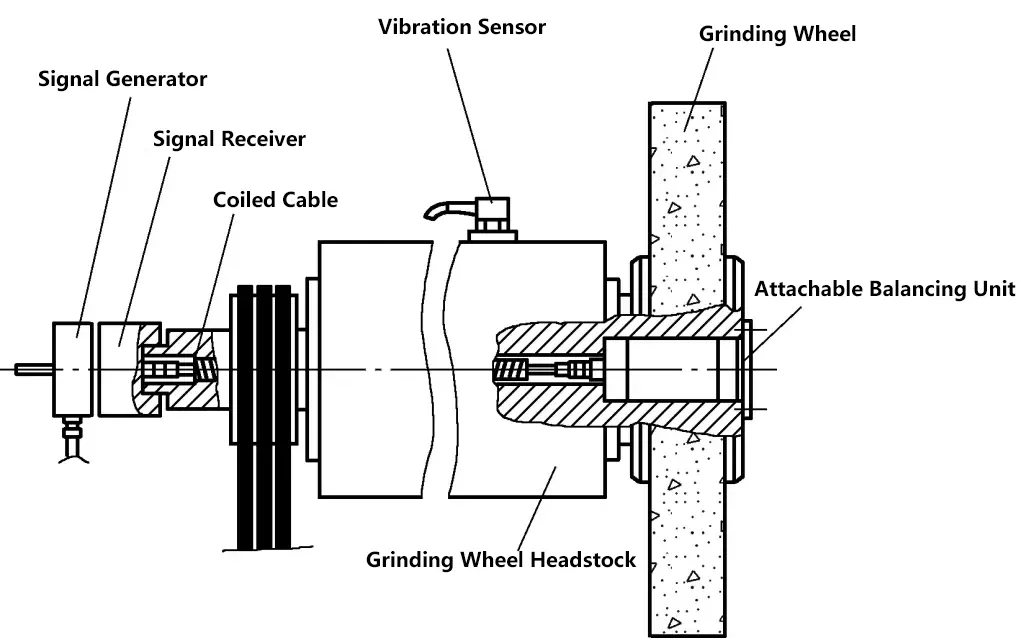
Przyrządy do automatycznego wyważania ściernic dzielą się na dwa typy w zależności od metody montażu na wrzecionie ściernicy: wewnętrzne (patrz rysunek 3) i zewnętrzne (patrz rysunek 4). Niezależnie od typu, główne urządzenie składa się z wyświetlacza, czujnika zainstalowanego na ramie koła w celu zbierania drgań, jednostki wyważającej zainstalowanej na kołnierzu lub otworze wrzeciona oraz generatora sygnału.
Po pewnym czasie użytkowania ściernicy, ulega ona stępieniu i traci swoje właściwości szlifierskie lub prawidłowy kształt geometryczny. Stępienie ściernicy zazwyczaj występuje w takich formach, jak stępienie ziaren ściernych, przyleganie ziaren ściernych i resztek szlifierskich, zatykanie się ściernicy i zniekształcenie kształtu ściernicy.
Narzędzia do obciągania ściernic służą do obciągania stępionej powierzchni roboczej ściernicy w celu przywrócenia jej wydajności cięcia i prawidłowego kształtu geometrycznego. Ostrość ziaren ściernych na powierzchni roboczej ściernicy oraz to, czy kształt profilu jest zniekształcony, mają bezpośredni wpływ na wydajność szlifowania i jakość powierzchni obrabianego przedmiotu.
W przypadku elementów obrabianych o chropowatości powierzchni mniejszej niż Ra1,6 μm i do szlifowania kształtowego konieczne jest dokładne obciąganie ściernicy.
Nowoczesne szlifierki CNC do wysokowydajnego i precyzyjnego szlifowania kształtów zastosowały automatyczne obciąganie ściernicy po szlifowaniu każdego przedmiotu obrabianego lub technologię ciągłego obciągania ściernicy, zapewniając w ten sposób chropowatość powierzchni, kształt, dokładność wymiarową i wysoką wydajność obrabianego przedmiotu. Terminowe obciąganie ściernicy jest jednym z ważnych środków mających na celu wyeliminowanie niektórych wad szlifowania, poprawę jakości szlifowania i zwiększenie wydajności szlifowania.
Dokładność obciągania powierzchni ściernicy i zastosowaną metodę obciągania należy określić na podstawie rodzaju ściernicy, materiału obrabianego przedmiotu, wymagań dotyczących dokładności powierzchni obrabianego przedmiotu i formy obróbki.
Podstawowe metody obciągania ściernic można podzielić na trzy kategorie: metoda toczenia, metoda prasowania rolkowego i metoda szlifowania. Typowe narzędzia do obciągania ściernic pokazano na rysunku 5.
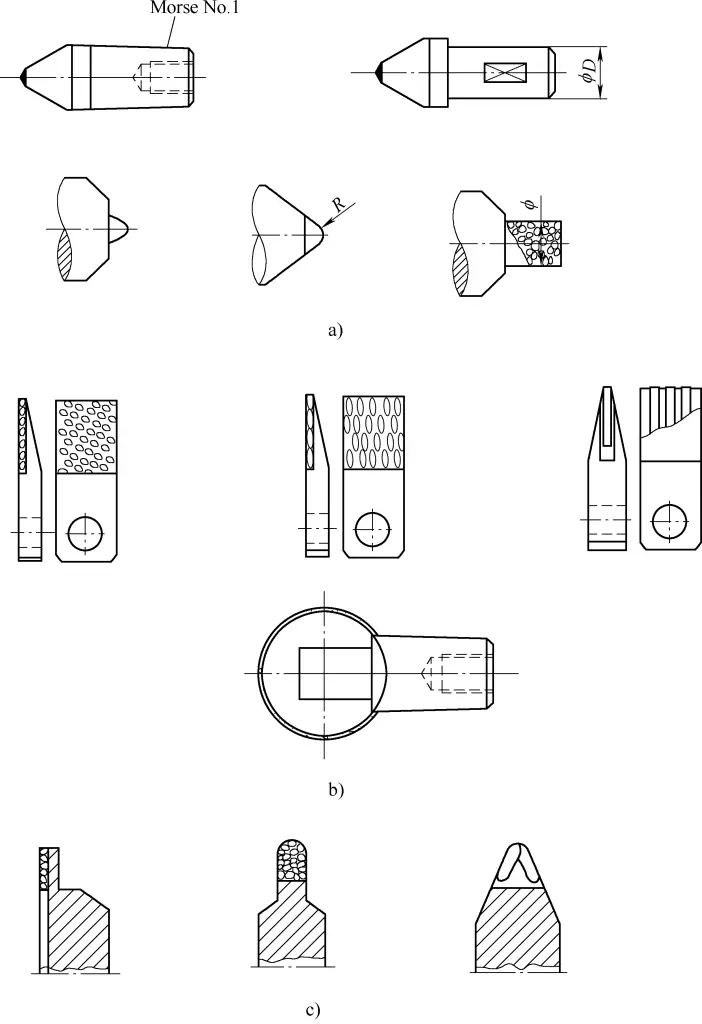
a) Pióro opatrunkowe
b) Płyta opatrunkowa
c) Koło opatrunkowe







