
Podstawy gięcia rur: Skrócony przewodnik
Czy zastanawiałeś się kiedyś, jak powstają skomplikowane kształty rur dla rowerów lub mebli? Gięcie rur to sztuka kształtowania metalu...
Jeśli chodzi o gięcie rur, wybór odpowiedniego trzpienia ma kluczowe znaczenie. Artykuł na Artizono omawia różne rodzaje trzpieni - sztywne i elastyczne - oraz ich konkretne zastosowania. Wyjaśnia, w jaki sposób trzpienie zapobiegają deformacji i marszczeniu się rur podczas gięcia, a także szczegółowo opisuje znaczenie wyboru odpowiedniego trzpienia w oparciu o średnicę rury, grubość ścianki i promień gięcia. Dzięki zrozumieniu tych aspektów czytelnicy mogą zapewnić wysoką jakość gięcia i uniknąć typowych problemów w procesach gięcia rur.

Trzpień jest ważną częścią urządzenia do gięcia rdzenia, jego rolą jest podparcie ściany rury od wewnątrz półfabrykatu rury, aby zapobiec zniekształceniu przekroju rury i pomarszczeniu ściany rury. Tak zwane gięcie rdzeniowe ma miejsce, gdy gięta rura ma stosunkowo mały promień gięcia R/D lub względną grubość ścianki t/D, w celu uzyskania wysokiej jakości części rurowych, odpowiedni trzpień jest wkładany do wnętrza rury podczas procesu gięcia, aby zapobiec spłaszczeniu i pomarszczeniu na łuku podczas gięcia (patrz rysunek 4-36).
W przypadku gięcia na zimno bardzo ważne jest, aby rozsądnie wybrać rodzaj trzpienia i opanować prawidłową metodę użytkowania. Istnieje wiele rodzajów trzpieni, generalnie trzpienie można podzielić na dwie główne kategorie: jedna to trzpień sztywny (patrz rysunek 4-36a, b), a druga to trzpień elastyczny (patrz rysunek 4-36c, d, e i f).
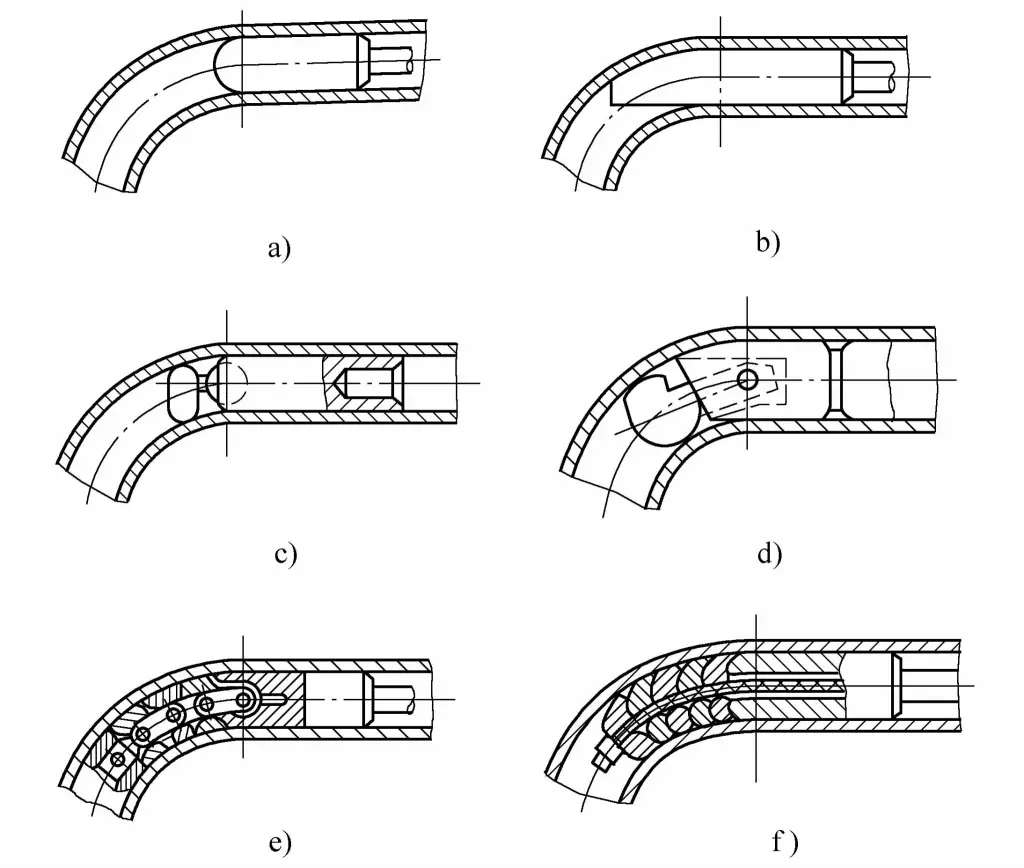
a) Trzpień z okrągłą głowicą
b) Trzpień typu łyżkowego
c) Pojedynczy trzpień kulowy (typu gniazdowego)
d) Pojedynczy trzpień kulowy (typu sworzniowego)
e) Trzpień wielokulkowy (typu ogniwo)
f) Trzpień z wieloma kulkami (typu wałek giętki)
Trzpień z okrągłą głowicą ma prosty kształt i jest łatwy w produkcji. Jednak ze względu na mały obszar styku między trzpieniem a ścianą rury, efekt zapobiegania zniekształceniom przekroju jest słaby, zwykle stosowany do gięcia części rurowych o niskich wymaganiach. Trzpień jest zwykle wykonany z materiału 3Cr2W8V o twardości obróbki cieplnej 52 ~ 56HRC.
Trzpień typu łyżkowego ma większy obszar podparcia z wygiętą zewnętrzną ścianą boczną, co jest bardziej skuteczne w zapobieganiu zniekształceniom przekroju niż trzpień z okrągłą głowicą, a także ma pewien efekt przeciwzmarszczkowy i jest łatwiejszy w produkcji. Zwykle stosuje się go do giętych łączników rurowych o mniejszej średnicy o średniej grubości ścianki i względnej grubości ścianki. promień gięcia R/D≈2. Materiał i twardość obróbki cieplnej trzpienia są takie same jak w przypadku trzpienia z okrągłą głowicą.
Trzpień z pojedynczą kulką (typ gniazda kulowego, typ sworznia) może obracać się o pewną ilość wokół punktu obrotu zespołu, może wnikać głębiej w strefę odkształcenia gięcia i ma lepszy efekt zapobiegający odkształceniom, powszechnie stosowany do giętych łączników rurowych o średnicy (D≤37mm) nie duży. Materiał trzpienia to stal 45 (hartowana 44~48HRC) lub GCr15 (hartowana 179~207HBS), w przypadku gięcia rur ze stali nierdzewnej do produkcji trzpienia należy użyć brązu aluminiowego.
Wielokulowy trzpień typu łańcuchowego składa się z podtrzymujących kulek i ogniw i może obracać się tylko w obrębie jednej płaszczyzny gięcia. Ponieważ może wnikać głęboko w strefę deformacji zginania i zginać się razem z kęsem, ma dobry wpływ na zapobieganie zniekształceniom przekroju poprzecznego.
Elastyczny trzpień z wieloma kulkamil jest wykonany przez naciągnięcie wielu kul w kształcie misy z elastycznym wałem, który może obracać się w dowolnym kierunku w przestrzeni, nadając się do cienkościennych łączników rurowych pojedynczych, wielokrotnych i przestrzennych. formowanie gięcia.
Podczas gięcia rur za pomocą trzpienia wielokulowego, trzpień może być również używany do prostowania łączników rurowych podczas procesu wyciągania przez siłownik hydrauliczny po gięciu. Główną wadą trzpienia wielokulowego jest to, że jest on kłopotliwy w produkcji, a wymagania dotyczące materiału i obróbki cieplnej trzpienia są takie same jak w przypadku trzpienia jednokulowego.
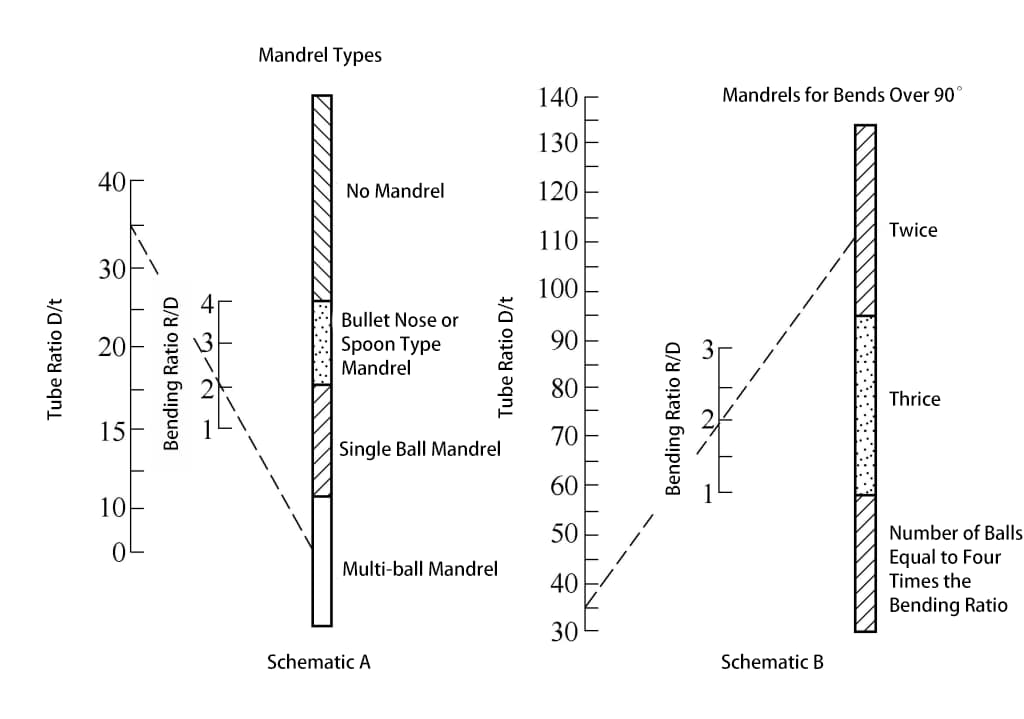
Do różnych procesów gięcia należy stosować różne rodzaje trzpieni. Do gięcia w prasie i gięcia owijającego stosuje się głównie sztywne trzpienie, a główka trzpienia ma kształt półkuli lub inny zakrzywiony kształt. To, czy trzpień jest potrzebny do gięcia i jakiego rodzaju trzpienia należy użyć, można określić na podstawie rysunku 4-37.
W przypadku rur o tej samej średnicy zewnętrznej D i grubości ścianki t, przy zginaniu różnych promieni łuku R, ze względu na różny względny promień gięcia R/D, względną grubość ścianki t/D i kąt gięcia α, wybór metody przebijania rdzenia pokazano w tabeli 4-9.
Tabela 4-9 Metoda przebijania trzpieni
| Względna grubość ścianki t/D | Względny promień krzywizny R/D | |||||||||
| 1 | 1.5 | 2 | 2.5 | 3 | ||||||
| 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | |
| 0.1 | H | H | H | H | H | H | H | H | N | N |
| 0.05 | H | H | H | H | H | H | H | H | N | N |
| 1/3 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 | F-3 | F-2 | H | H |
| 0.025 | F-3 | F-3 | F-3 | F-3 | F-3 | F-3 | F-2 | F-2 | H | H |
| 0.02 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 |
| 1/6 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 |
| 1/7 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-3 | F-4 |
Uwaga:
Po określeniu kształtu trzpienia, nadal nie może on zagwarantować gięcia rur wysokiej jakości. Rozmiar szczeliny między trzpieniem a wewnętrzną średnicą rury jest również ważnym czynnikiem wpływającym na jakość gięcia. Jeśli średnica przegubu kulowego trzpienia jest zbyt mała, wnętrze rury może tworzyć faliste zmarszczki podczas gięcia, a także może nie zapobiegać spłaszczeniu zewnętrznej części łuku; jeśli średnica jest zbyt duża lub zewnętrzna średnica przegubu kulowego nie jest wystarczająco gładka, może to uszkodzić ścianę rury, a zewnętrzna część łuku rury może się wybrzuszyć lub nawet pęknąć.
Wybór odpowiedniej średnicy trzpienia i zapewnienie jego wystarczającego smarowania są niezbędnymi elementami zapewniającymi jakość produkcji. gięcie rur. Rozmiar trzpienia z okrągłą głowicą i jego położenie robocze wewnątrz rury pokazano na rysunku 4-38.
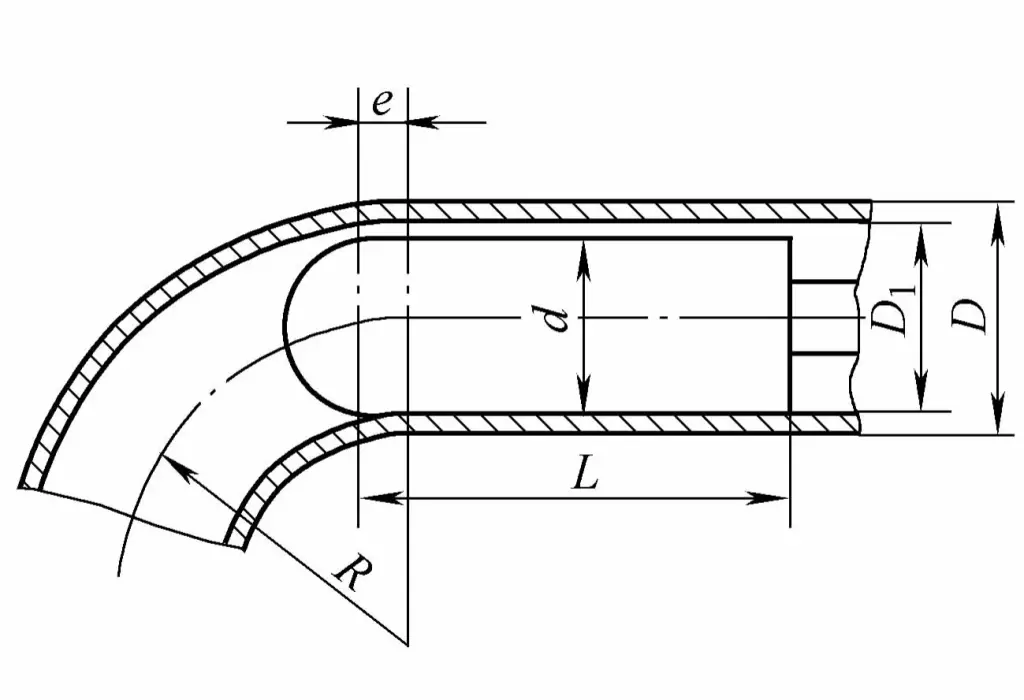
Aby płynnie włożyć trzpień do półfabrykatu rury, średnica d trzpienia powinna być generalnie o 0,5 ~ 1,5 mm mniejsza niż wewnętrzna średnica półfabrykatu rury, a mianowicie
d = D 1 – (0.5 ~ 1.5)
Długość cylindryczna L trzpienia wynosi
L = (3 ~ 5)d
Gdy średnica d trzpienia jest duża, należy przyjąć mniejszą wartość, w przeciwnym razie należy przyjąć większą wartość.
Pozycja robocza trzpienia powinna znajdować się w pewnej odległości e przed linią środkową gięcia. Odległość ta nie powinna być jednak zbyt duża, ponieważ nadmierne wyprzedzenie może spowodować poważne rozciągnięcie zewnętrznej ścianki półfabrykatu rury podczas gięcia, zwiększając ilość przerzedzenia i łatwo prowadząc do pęknięcia. Jeśli trzpień jest umieszczony zbyt daleko z tyłu, wewnętrzna ściana półfabrykatu rury może stać się niestabilna i marszczyć się podczas gięcia, poważnie zniekształcając przekrój i nie spełniając zamierzonej funkcji trzpienia.
Ogólnie rzecz biorąc, wielkość e powinna być określona na podstawie średnicy kęsa, promienia gięcia i wielkości szczeliny między wewnętrzną średnicą kęsa a trzpieniem, a następnie odpowiednio dostosowana do rzeczywistej sytuacji produkcyjnej. Wartość e można obliczyć według następującego wzoru
Gdzie



