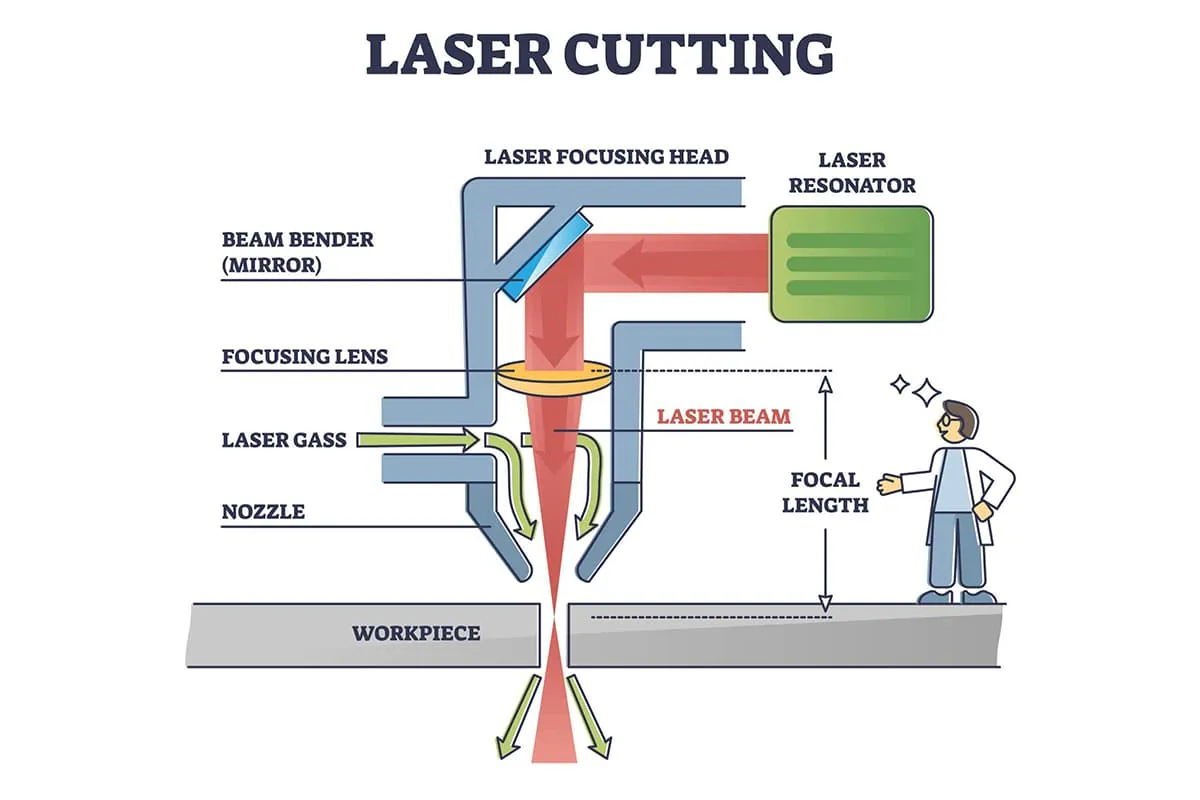
Cięcie laserowe wykorzystuje soczewkę skupiającą, aby skoncentrować wiązkę lasera na powierzchni przedmiotu obrabianego, powodując stopienie materiału. Jednocześnie sprężony gaz, współosiowy z wiązką lasera, zdmuchuje stopiony materiał. Wiązka lasera i obrabiany przedmiot poruszają się względem siebie po określonej ścieżce, tworząc w ten sposób cięcie o określonym kształcie. Wiązka zasada działania lasera Cięcie zostało zilustrowane na rysunku 1.
Cięcie laserowe można podzielić na cztery kategorie: cięcie laserowe, cięcie laserowe z odparowaniem, cięcie laserowe z tlenem i trasowanie laserowe z kontrolowanym pękaniem.
Cięcie laserowe
Podobnie jak w przypadku spawania laserowego z głęboką penetracją, cięcie laserowe wykorzystuje ogrzewanie laserowe do stopienia materiału metalowego. Następnie gaz nieutleniający (taki jak Ar, He, N itp.) jest rozpylany przez dyszę współosiową z wiązką lasera, aby zdmuchnąć ciekły metal, tworząc cięcie.
Laserowe cięcie termojądrowe jest stosowane przede wszystkim do cięcia materiałów, które nie ulegają łatwo utlenianiu lub są aktywne. metale, takie jak stal nierdzewna, tytan i stopy tytanu, aluminium i stopy aluminium.
Cięcie laserowe z odparowaniem
Metoda ta wykorzystuje wiązkę lasera o wysokiej gęstości mocy do podgrzania powierzchni przedmiotu obrabianego, powodując gwałtowny wzrost temperatury do temperatury wrzenia materiału w niezwykle krótkim czasie. Materiał zaczyna gwałtownie parować, przy czym część zamienia się w parę, a reszta tworzy ciekłe i stałe cząstki, które są wydmuchiwane z dna cięcia, tworząc cięcie.
Cięcie laserowe jest powszechnie stosowane do bardzo cienkich materiałów metalowych i niemetalowych, takich jak papier, tkanina, drewno, plastik i guma.
Laserowe cięcie tlenem
Zasada cięcia laserowo-tlenowego jest podobna do cięcia tlenowo-acetylenowego. Wiązka lasera służy jako źródło ciepła do podgrzewania, podczas gdy tlen i inne aktywne gazy są wykorzystywane jako gazy tnące. Rozpylony gaz wchodzi w interakcję z ciętym metalem, prowadząc do reakcji utleniania, która uwalnia dużą ilość ciepła, podgrzewając kolejną warstwę metalu i powodując jego dalsze utlenianie. Jednocześnie stopione tlenki i roztopione materiały są wydmuchiwane ze strefy reakcji, tworząc nacięcie.
Laserowe cięcie tlenowe wymaga tylko połowy energii cięcia laserowego ze względu na znaczne ciepło generowane przez reakcję utleniania podczas procesu cięcia. Ponadto prędkość cięcia jest znacznie szybsze niż cięcie laserowe z odparowaniem i cięcie laserowe z fuzją.
Laserowe cięcie tlenem jest odpowiednie dla materiałów, które mogą być utleniane, takich jak stopy na bazie żelaza, tytan i aluminium, wśród innych materiałów z metali nieżelaznych.
Rysowanie laserowe z kontrolowanym złamaniem
Skrobanie laserowe polega na skanowaniu powierzchni kruchych materiałów wiązką lasera o wysokiej gęstości energii w celu utworzenia małego rowka lub serii małych otworów. Przyłożenie określonego ciśnienia powoduje pękanie kruchego materiału wzdłuż rowka lub otworu. Kontrolowane pękanie wykorzystuje wiązkę lasera do podgrzania rowka, tworząc lokalne naprężenia termiczne w kruchym materiale, co prowadzi do jego pęknięcia wzdłuż rowka.
Cięcie laserowe z kontrolowanym pękaniem jest odpowiednie do cięcia kruchych materiałów, takich jak kamień, ceramika, szkło i żeliwo.
Charakterystyka cięcia laserowego
Zalety:
Wysokiej jakości cięcie
Mała plamka wiązki laserowej i skoncentrowana energia minimalizują odkształcenia termiczne przedmiotu obrabianego, co skutkuje wąskimi szczelinami cięcia (zwykle o szerokości 0,10-0,20 mm), gładkimi powierzchniami cięcia, brakiem zadziorów i żużlu oraz uniknięciem zapadania się krawędzi, co jest typowe dla cięcia laserowego. ścinanieeliminując potrzebę wtórnego przetwarzania.
Duża prędkość cięcia i wysoka precyzja
Niewielki rozmiar plamki i skoncentrowana energia wiązki laserowej umożliwiają cięcie z prędkością do 10 m/min, czyli znacznie szybciej niż w przypadku cięcia drutem.
Brak uszkodzeń przedmiotu obrabianego
Cięcie laserowe to bezkontaktowa metoda cięcia, zapewniająca brak kontaktu z powierzchnią przedmiotu obrabianego, minimalny hałas i minimalne zanieczyszczenie.
Bez wpływu na twardość i kształt materiału
Cięcie laserowe może przetwarzać materiały takie jak stal nierdzewna, stopy aluminium i stopy twarde, niezależnie od ich twardości, i może wytwarzać dowolny pożądany kształt, w tym cięcie cienkich rur o małej grubości i innych nieregularnych profili.
Możliwość przetwarzania materiałów niemetalicznych
Obejmuje to tworzywa sztuczne, drewno, PVC, skórę, tekstylia i szkło organiczne.
Oszczędność materiałów i kosztów
Nesting całych arkuszy i dopasowane cięcie zmniejszają koszty robocizny i materiałów.
Przyspieszony rozwój nowych produktów
Po zakończeniu projektowania produktu, obróbka laserowa może szybko wytworzyć fizyczne produkty.
Wady:
(1) Ograniczone mocą lasera i rozmiarem sprzętu, cięcie laserowe nadaje się tylko do cięcia płyt i rur o średniej i małej grubości, a prędkość cięcia znacznie spada wraz ze wzrostem grubości.
(2) Wysokie koszty sprzętu i znaczna inwestycja początkowa.
Zastosowania cięcia laserowego
Cięcie laserowe znajduje szerokie zastosowanie w różnych dziedzinach. W sektorze motoryzacyjnym trójwymiarowe wycinarki laserowe są szeroko stosowane w produkcji prototypów samochodów i produkcji małoseryjnej. Cięcie laserowe popularnych cienkich płyt i taśm, takich jak aluminium i stal nierdzewna, osiągnęło prędkość cięcia do 10 m/min, znacznie skracając cykle przygotowania produkcji i umożliwiając elastyczną produkcję warsztatową.
W przemyśle lotniczym cięcie laserowe jest wykorzystywane głównie do cięcia specjalnych materiałów lotniczych, takich jak stopy tytanu, stopy aluminium, stopy niklu, stopy chromu, tlenek berylu i materiały kompozytowe. Komponenty lotnicze przetwarzane przy użyciu cięcia laserowego obejmują rury płomieniowe silnika, cienkościenne obudowy ze stopów tytanu, ramy samolotów, tytanową skórę, dźwigary skrzydeł, panele ogonowe i łopaty wirnika głównego helikoptera.
Technologia cięcia laserowego ma również szeroki zakres zastosowań w dziedzinie materiałów niemetalicznych, umożliwiając cięcie kruchych materiałów o wysokiej twardości, takich jak azotek krzemu, ceramika, kwarc, a także materiałów elastycznych, takich jak tkaniny, papier, arkusze plastiku i guma. Przykładowo, wykorzystanie laserów do zagnieżdżania odzieży w produkcji odzieży może zaoszczędzić od 10% do 20% materiału i zwiększyć produktywność ponad trzykrotnie.
Wyobraź sobie, że inwestujesz w najnowocześniejszą wycinarkę laserową światłowodową tylko po to, by przekonać się, że nie radzi sobie ona z materiałami o wysokim współczynniku odbicia, co prowadzi do...