Guia abrangente para ângulos de ferramentas de torno e sua otimização
Você sabia que os ângulos precisos das ferramentas de corte do torno podem afetar significativamente a eficiência e a qualidade de seu...

As ferramentas de torneamento são divididas em quatro tipos com base na estrutura: integral, soldada, de fixação mecânica e indexável, com suas características estruturais e ocasiões aplicáveis mostradas na Tabela 1.
Tabela 1 Características estruturais e ocasiões aplicáveis das ferramentas de torneamento
| Nome | Características | Ocasiões aplicáveis |
| Ferramenta de torneamento integral | Feita de aço integral de alta velocidade, a borda pode ser afiada com muita precisão | Tornos pequenos ou usinagem de não ferrosos metais |
| Ferramenta de torneamento soldada | Lâmina de metal duro soldada, estrutura compacta, uso flexível | Todos os tipos de ferramentas de torneamento, especialmente as pequenas |
| Ferramenta de torneamento de fixação mecânica | Evita defeitos como tensão e rachaduras causadas pela soldagem, alta utilização da haste da ferramenta, a lâmina pode obter os parâmetros necessários por meio da afiação; uso flexível e conveniente | Ferramentas de torneamento externo, ferramentas de torneamento de face final, ferramentas de torneamento de furo interno, ferramentas de torneamento de corte, ferramentas de torneamento de rosca, etc. |
| Ferramenta de torneamento indexável | Evita as desvantagens das ferramentas de torneamento soldadas, a lâmina pode ser trocada e indexada rapidamente; alta produtividade; quebra estável de cavacos; podem ser usadas lâminas revestidas | Tornos de grande e médio porte para usinagem de círculos externos, faces de extremidade, mandrilamento, adequados para linhas automáticas, Máquina CNC ferramentas |
A ferramenta de torneamento é a forma mais simples de ferramenta de corte de aresta única, e todas as outras ferramentas complexas podem ser consideradas como combinações e evoluções da ferramenta de torneamento. As definições dos ângulos da ferramenta de torneamento também são aplicáveis a outras ferramentas.
A ferramenta de torneamento consiste no cabeçote da ferramenta (parte de corte) e no corpo da ferramenta (parte de fixação). A parte de corte da ferramenta de torneamento é composta por três superfícies, duas bordas e uma ponta. A composição da ferramenta de torneamento é mostrada na Figura 1.
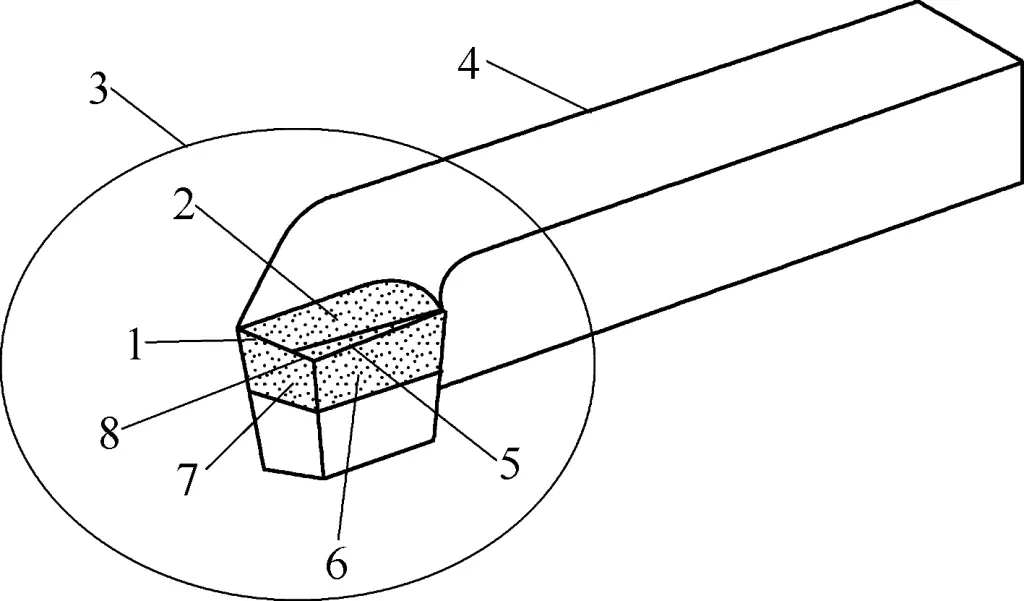
1-Borda de corte secundária
2-Face frontal
Cabeça de 3 ferramentas
Corpo com 4 ferramentas
5-Borda de corte principal
6-Face traseira principal
7-Face traseira secundária
Ponta de 8 ferramentas
A superfície pela qual os cavacos saem durante o corte.
A superfície oposta à superfície da peça de trabalho que está sendo usinada durante o corte.
A superfície oposta à superfície já usinada da peça de trabalho durante o corte.
A interseção da face frontal com a face traseira principal. Pode ser reta ou curva, suportando o trabalho de corte principal.
A interseção da face frontal com a face traseira secundária. Geralmente realiza uma pequena quantidade de trabalho de corte.
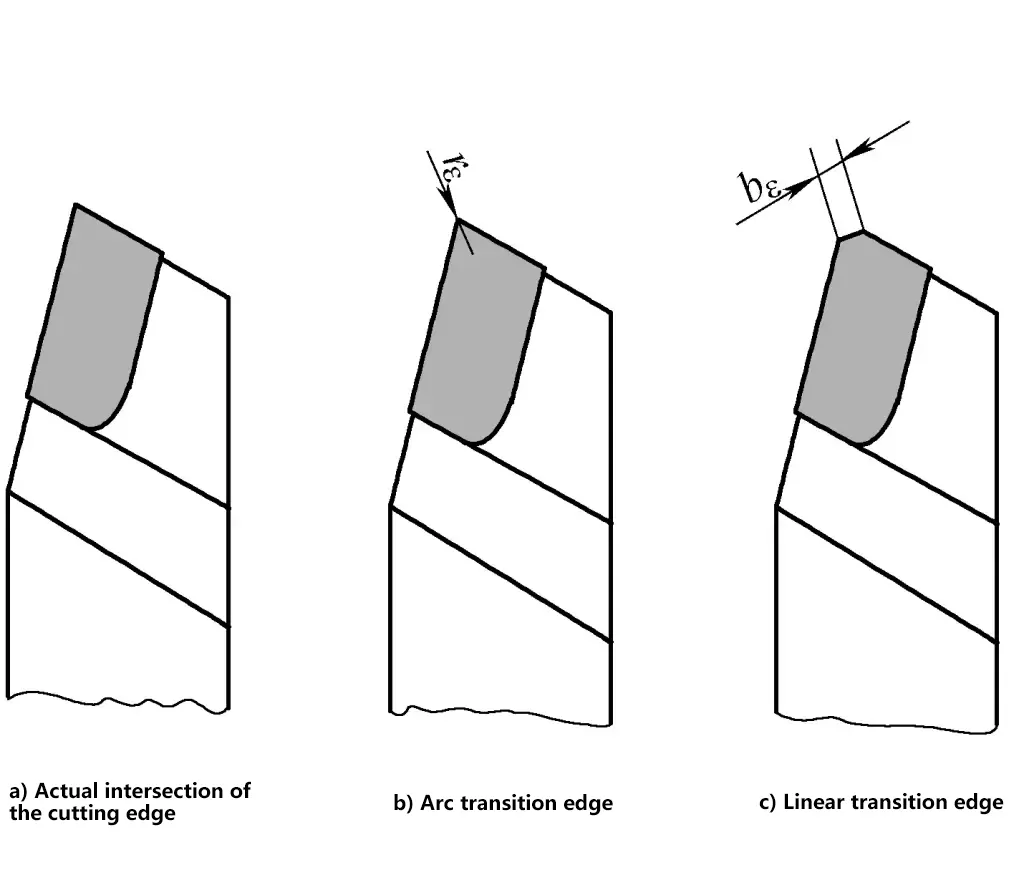
A parte de interseção da aresta de corte principal e da aresta de corte secundária. Para fortalecer a ponta da ferramenta, ela geralmente é retificada em um arco redondo ou em uma linha reta curta para formar uma borda de transição, conforme mostrado na Figura 2.
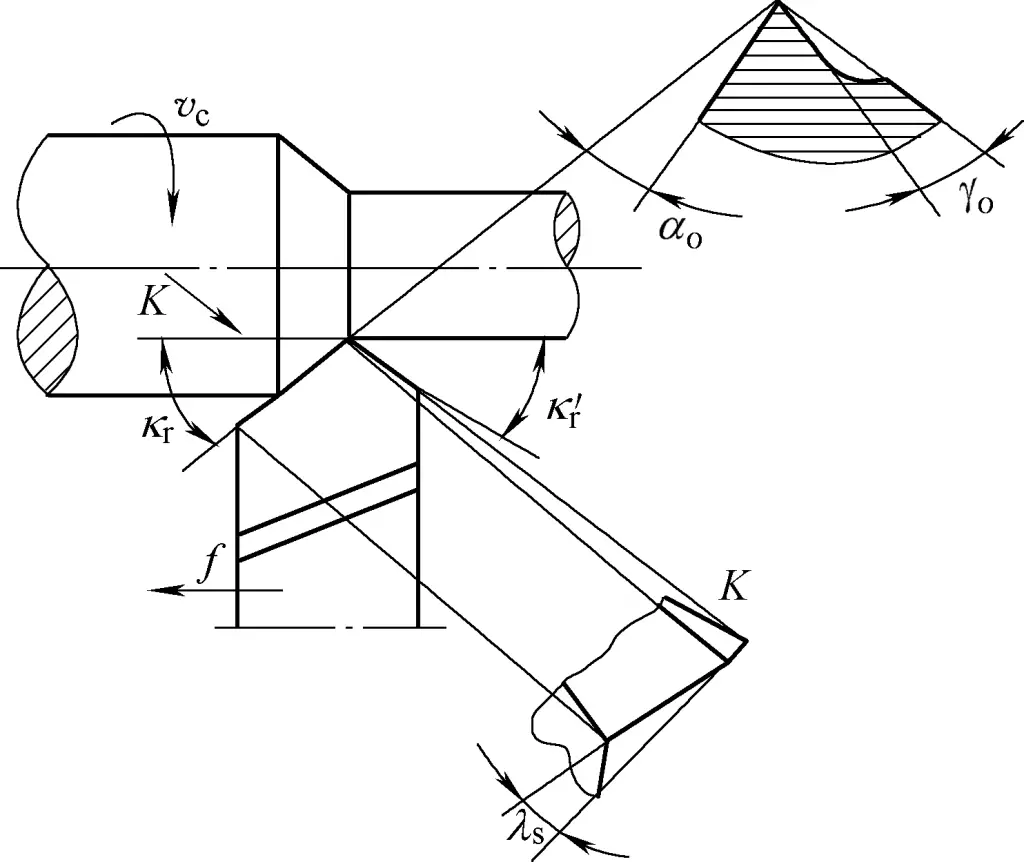
Os principais ângulos da ferramenta de torneamento incluem o ângulo de inclinação γ o , ângulo de folga α o ângulo principal da borda de corte k r , ângulo da borda de corte secundária k' r e ângulo de inclinação λ s conforme mostrado na Figura 3. Os ângulos da ferramenta de torneamento desempenham um papel importante na qualidade e na produtividade da usinagem.
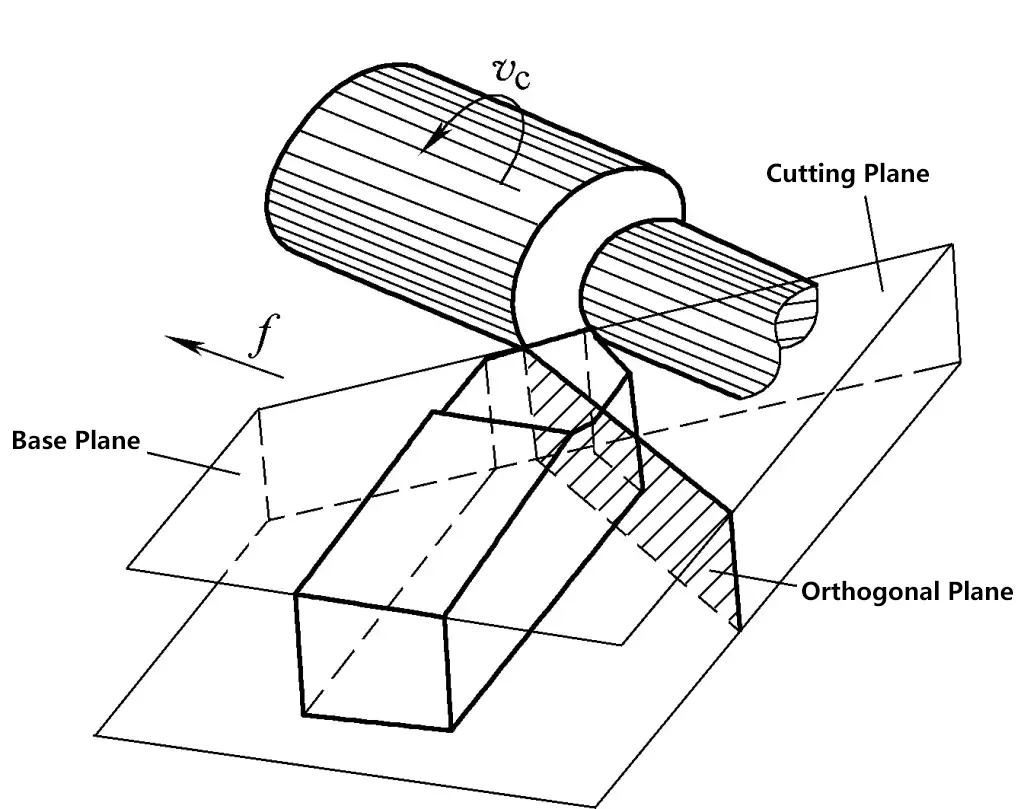
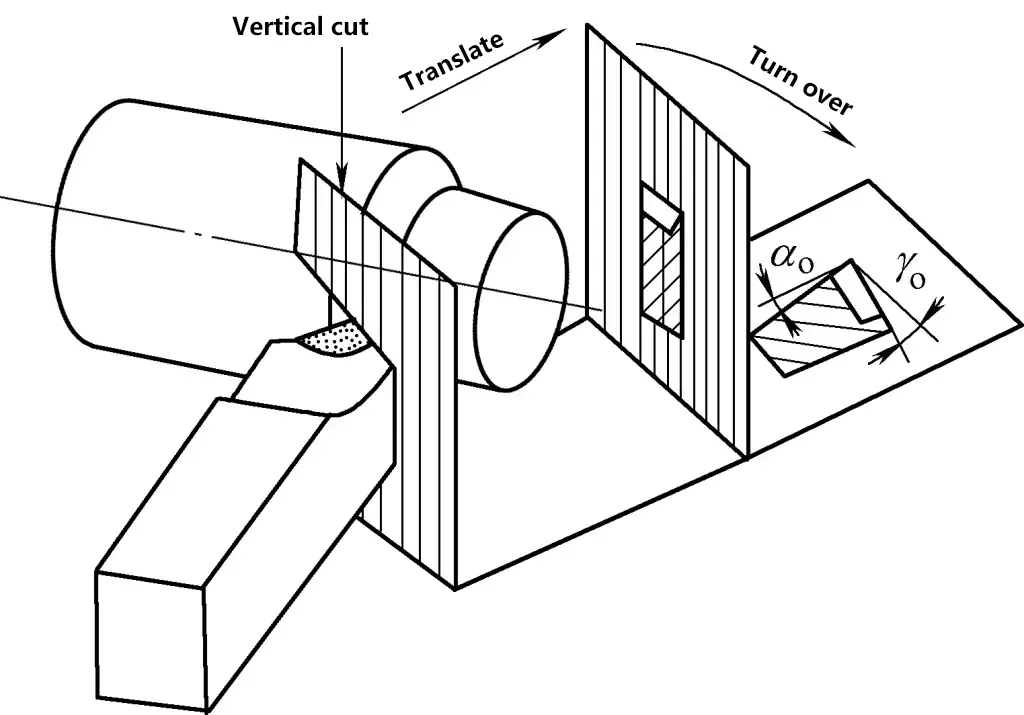
Durante o corte, a cabeça da ferramenta forma três superfícies, duas bordas e uma ponta, constituindo os ângulos efetivos reais da ferramenta de torneamento. A base da ferramenta de torneamento é horizontal e paralela à parte inferior da ferramenta de torneamento. O plano de corte, o plano ortogonal e a base são perpendiculares entre si, conforme mostrado na Figura 4.
É o ângulo entre a face do rake e o plano da base, indicando a inclinação da face do rake. O ângulo de inclinação pode ser positivo, negativo ou zero. Se a face de ataque estiver abaixo do plano da base, o ângulo de ataque será positivo; caso contrário, será negativo; se coincidir, será zero. Geralmente, o ângulo de inclinação mencionado refere-se ao ângulo de inclinação positivo.
A Figura 5 mostra a vista em corte do ângulo de inclinação e do ângulo de folga. O aumento do ângulo de inclinação pode tornar a aresta de corte mais afiada, reduzir a força de corte, diminuir a temperatura de corte, reduzir o desgaste da ferramenta e melhorar a qualidade do acabamento da superfície. Entretanto, um ângulo de inclinação muito grande reduzirá a resistência da aresta de corte, tornando-a propensa a danos.
Para a usinagem de peças de aço (materiais plásticos, etc.) com ferramentas de torneamento de metal duro, o ângulo de inclinação é geralmente escolhido entre 10° e 20°, e para a usinagem de ferro fundido cinzento (materiais frágeis, etc.), o ângulo de inclinação é geralmente escolhido entre 5° e 15°. Um ângulo de inclinação maior pode ser selecionado para o acabamento, e um menor deve ser escolhido para a usinagem de desbaste. Quando a resistência e a dureza do material da peça são altas, escolhe-se um ângulo de inclinação menor, às vezes até um valor negativo.
É o ângulo entre a face do flanco principal e o plano de corte, indicando a inclinação da face do flanco principal. A função do ângulo de folga é reduzir o atrito entre a face principal do flanco e a peça de trabalho e afeta a resistência e a nitidez da aresta de corte. Em geral, o ângulo de folga α o pode ser escolhido para ser de 5° a 7°.
É o ângulo entre a borda de corte principal e a direção de avanço projetada no plano da base. A função do ângulo da aresta de corte principal é afetar o comprimento de trabalho da aresta de corte, a força de retorno, a resistência da ponta e as condições de dissipação de calor. Quanto menor for o ângulo da aresta de corte principal, maior será o comprimento de trabalho da aresta de corte, melhores serão as condições de dissipação de calor, mas maior será a força de retorno.
Os principais ângulos de aresta de corte comumente usados em ferramentas de torneamento são 45°, 60°, 75° e 90°. Um valor menor pode ser escolhido quando a peça de trabalho tem boa rigidez. Ao girar eixos finos, para reduzir a força de retorno e evitar a deformação por flexão da peça, um valor maior deve ser selecionado. O ângulo principal da borda de corte da ferramenta de torneamento é mostrado na Figura 6.
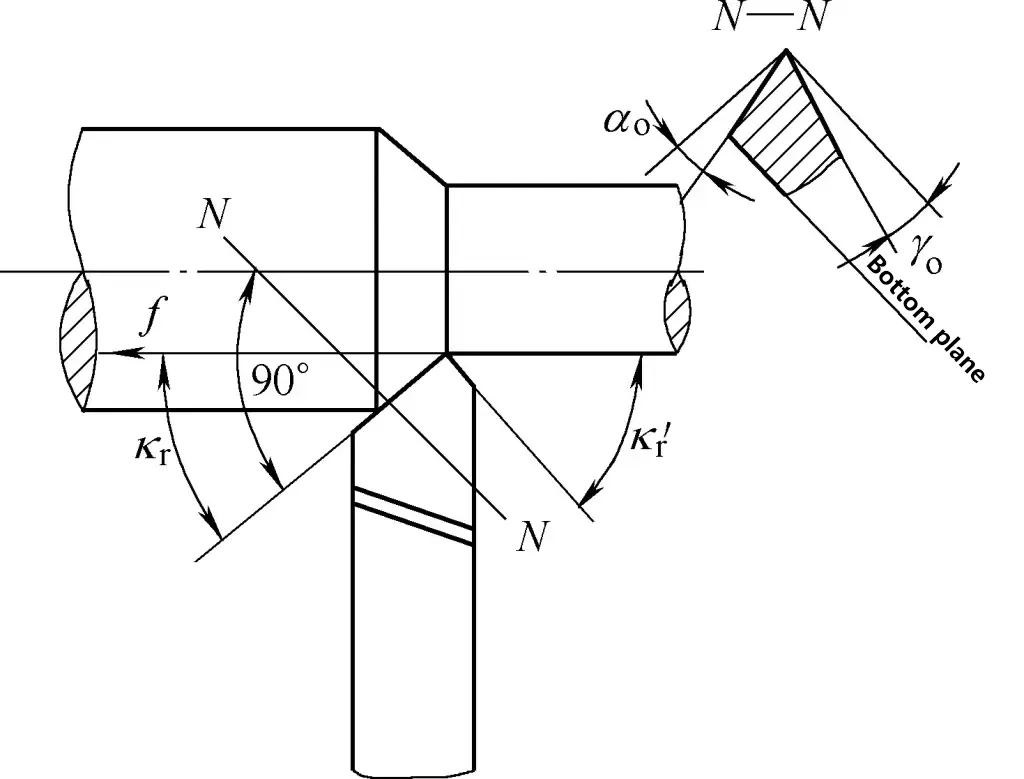
É o ângulo entre a borda de corte secundária e a direção de avanço projetada no plano da base. A função do ângulo da borda de corte secundária é afetar a superfície rugosidade da superfície usinada, a redução do ângulo da borda de corte secundária pode diminuir o valor da rugosidade da superfície usinada. O ângulo da aresta de corte secundária da ferramenta de torneamento é mostrado na Figura 6. k' r é geralmente escolhido como 5°~15°, 5°~10° para torneamento fino e 10°~15° para torneamento bruto.
É o ângulo entre a borda de corte principal e o plano de base, sendo a ponta da ferramenta o ponto mais alto da borda de corte como um valor positivo, caso contrário, como um valor negativo. A função do ângulo de ataque afeta principalmente a resistência da aresta de corte principal e controla a direção do fluxo de cavacos.
Usando a superfície inferior da haste da ferramenta como referência, quando a ponta da ferramenta é o ponto mais alto da aresta de corte principal, λ s >0°, os cavacos fluem em direção à superfície a ser usinada, conforme mostrado na Figura 7a; quando a aresta principal de corte está paralela à superfície inferior da haste da ferramenta, λ s =0°, os cavacos fluem em uma direção perpendicular à aresta principal de corte, conforme mostrado na Figura 7b; quando a ponta da ferramenta é o ponto mais baixo da aresta principal de corte, λ s <0°, os cavacos fluem em direção à superfície usinada, conforme mostrado na Figura 7c.
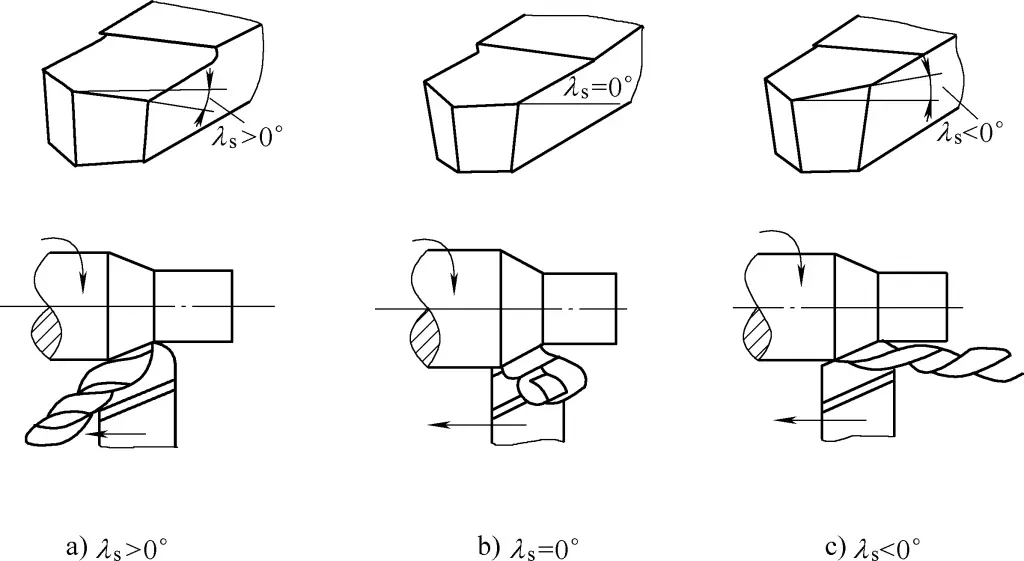
Em geral, λs é escolhido entre -5°~+5°. Para usinagem de desbaste, λs é geralmente negativo, embora os cavacos fluam em direção à superfície usinada, o que garante a resistência da aresta de corte principal. Para usinagem fina, λs é geralmente positivo, fazendo com que os cavacos fluam em direção à superfície a ser usinada, sem arranhar a superfície usinada.
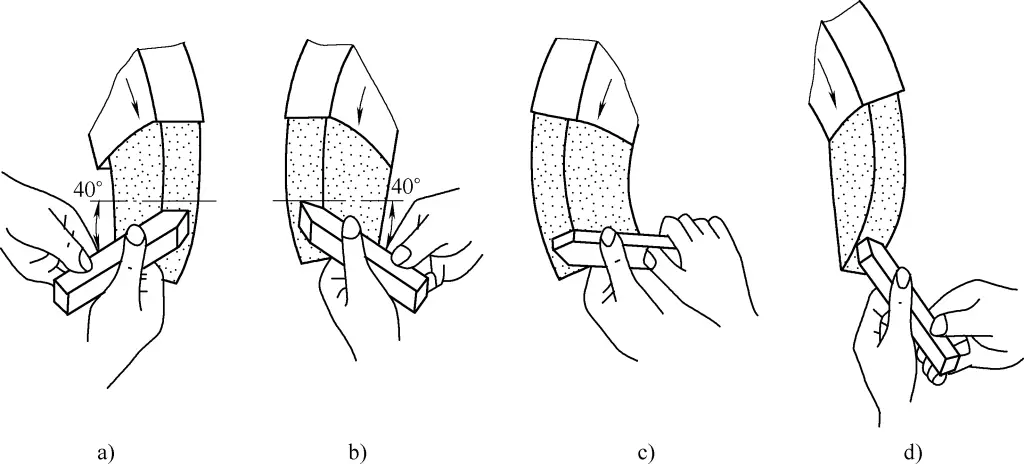
A reafiação da ferramenta de torneamento depois que ela fica cega é feita em um rebolo. Esmerilhe ferramentas de torneamento de aço rápido com um rebolo de óxido de alumínio (branco) e esmerilhe pontas de ferramentas de carboneto com um rebolo de carboneto de silício (verde).
A ferramenta de corte deve ser instalada de forma correta e segura no porta-ferramenta, conforme mostrado na Figura 9. Ao instalar a ferramenta de corte, a ponta deve estar precisamente alinhada com o centro de rotação da peça de trabalho, caso contrário, será difícil remover a protuberância central da peça de trabalho; e avance do centro para fora o máximo possível, travando a sela, se necessário. Os seguintes pontos devem ser observados ao instalar a ferramenta de corte:
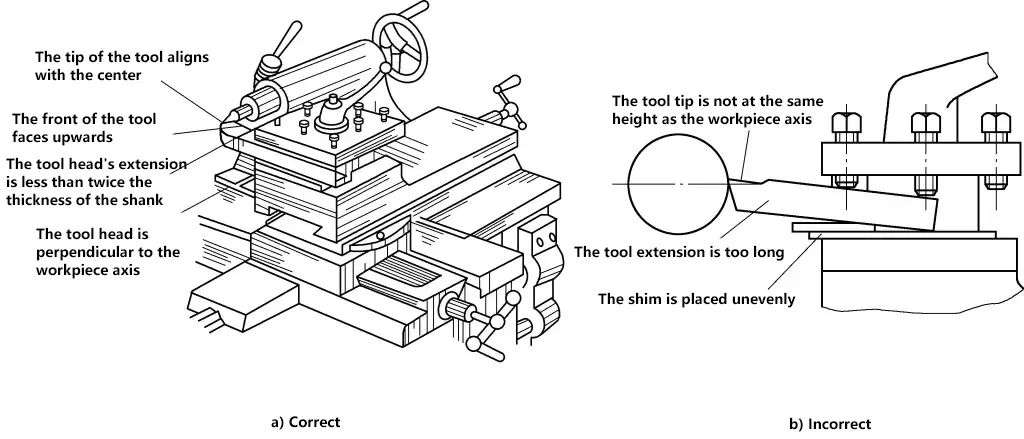
O cabeçote da ferramenta não deve se projetar muito, caso contrário, vibrará facilmente durante o corte, afetando a precisão da usinagem e a rugosidade da superfície da peça de trabalho. Em geral, o comprimento da saliência do cabeçote da ferramenta não deve exceder de 1,5 a 2 vezes a espessura da barra da ferramenta, e é suficiente para ver a ponta da ferramenta cortando.
Se a ferramenta de corte for instalada muito alta, o ângulo traseiro diminuirá, causando atrito intenso entre a superfície traseira principal da ferramenta de corte e a peça de trabalho; se for instalada muito baixa, o ângulo frontal diminuirá, dificultando o corte e fazendo com que a ponta da ferramenta se lasque. A altura da ponta da ferramenta pode ser ajustada de acordo com a altura do centro do cabeçote móvel. A instalação da ferramenta de corte é mostrada na Figura 9a.
O calço sob a ferramenta de corte deve ser plano e usar calços grossos o máximo possível para reduzir o número de calços. Depois de ajustar a altura da ponta da ferramenta, pelo menos dois parafusos devem ser usados para apertar a ferramenta de corte alternadamente.