Explorando os componentes e tipos de prensas mecânicas
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
(1) Os principais componentes da prensa mecânica
A prensa mecânica comumente usada é principalmente a prensa de manivela, que é amplamente usada na formação de materiais (formação de plástico) como equipamento que obtém a força necessária e o deslocamento linear para a formação de materiais por meio do mecanismo de biela de manivela. Ela pode realizar processos como estampagem, extrusão, forjamento, etc., e é amplamente utilizada na indústria automotiva, em máquinas agrícolas, na indústria aeronáutica, na indústria de instrumentos eletrônicos, na indústria leve de hardware e em outros campos.
De acordo com a função de cada parte da prensa, ela pode ser dividida nos seguintes componentes:
1) Mecanismo de funcionamento.
O mecanismo de execução de trabalho do equipamento consiste em uma manivela, uma biela e um controle deslizante, convertendo o movimento rotativo em movimento linear alternativo. Como o mecanismo de trabalho é um mecanismo de biela de manivela rígida, a prensa tem posições limite superior e inferior fixas (centros mortos superior e inferior) durante a operação, o que pode controlar com precisão as dimensões das peças formadas.
2) Sistema de transmissão.
O sistema de transmissão consiste em acionamento por correia e acionamento por engrenagem, transmitindo a energia do motor elétrico para o mecanismo de trabalho. Durante o processo de transmissão, a velocidade diminui gradualmente e o torque aumenta gradualmente.
3) Mecanismo operacional.
O mecanismo operacional consiste principalmente em uma embreagem, um freio e o sistema elétrico correspondente. Após a partida do motor, ele controla o estado operacional do mecanismo de trabalho, permitindo que ele funcione de forma intermitente ou contínua.
4) Seção de energia.
A seção de energia consiste em um motor elétrico e um volante de inércia. A energia para a operação da máquina é fornecida pelo motor elétrico. Após a partida, o motor acelera o volante, e o volante fornece a energia de trabalho de curto prazo para a prensa, desempenhando um papel no armazenamento e na liberação de energia.
5) Seção de suporte.
A seção de suporte consiste no corpo da máquina, na mesa de trabalho e nos fixadores, etc. Ela conecta todas as partes da prensa em um todo.
6) Sistemas auxiliares.
Os sistemas auxiliares incluem o sistema pneumático, o sistema de lubrificação, o dispositivo de proteção contra sobrecarga, o colchão de ar, a troca rápida de matrizes, o dispositivo de corte, o dispositivo de monitoramento etc. Eles aumentam a segurança e a facilidade de operação da prensa. Para novas prensas, a proporção do custo desse sistema mostra uma tendência de aumento.
(2) Classificação das prensas de manivela
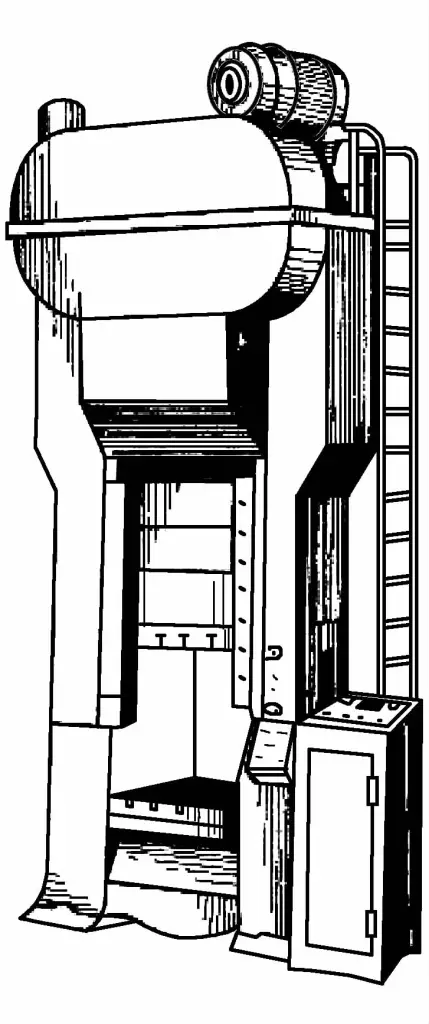
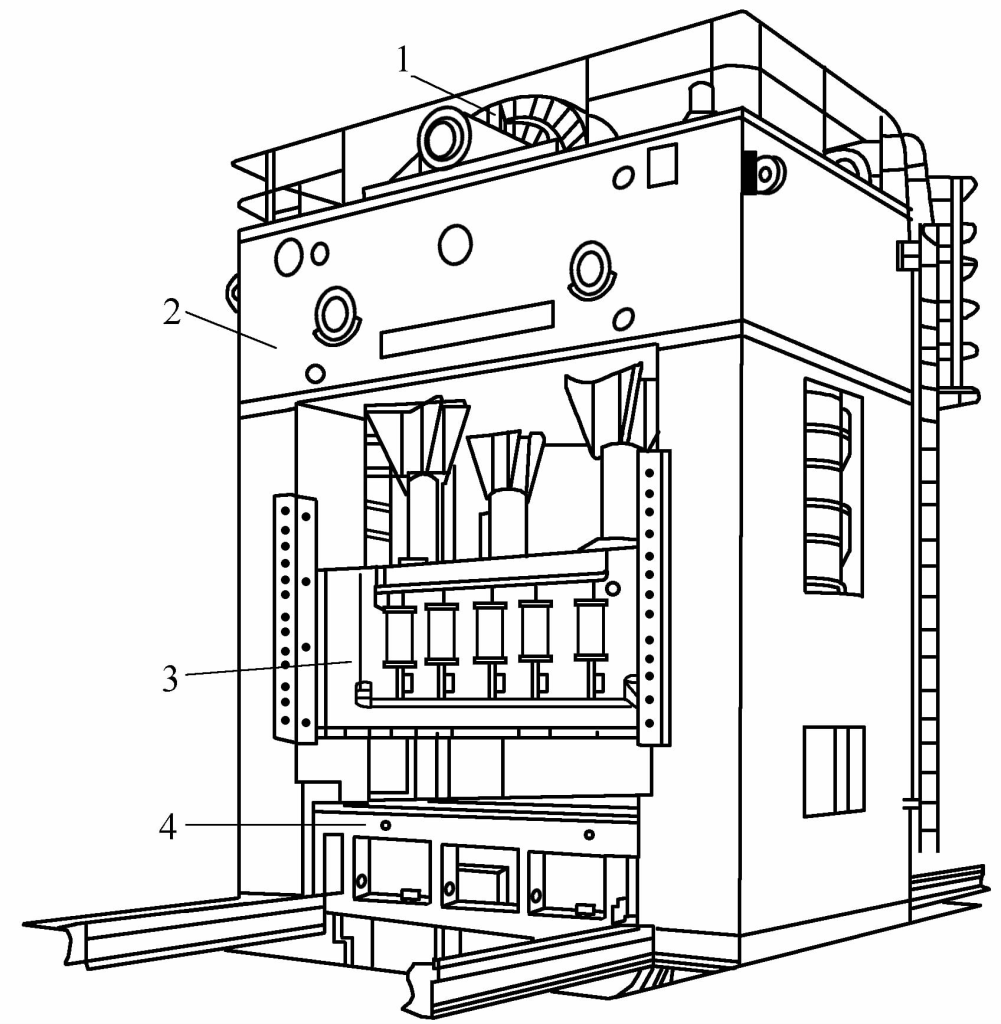
Atualmente, as prensas de manivela são classificadas principalmente com base na estrutura do leito, divididas em prensas de manivela abertas e fechadas. As prensas de manivela fechadas podem ainda ser divididas em prensas fechadas de ponto único (consulte a Figura 3-57), prensas fechadas de ponto duplo e prensas fechadas de quatro pontos (consulte a Figura 3-58), etc.
Figura 3-57 Prensa fechada de ponto único
Figura 3-58 Prensa de quatro pontos fechada
1-Sistema de transmissão Corpo de 2 máquinas 3 controles deslizantes 4-Bancada de trabalho
A base da prensa de manivela aberta tem formato de "C", com a frente e os lados esquerdo e direito do corpo abertos, facilitando a instalação do molde, o ajuste e as operações de formação. Entretanto, a rigidez do corpo (especialmente a rigidez angular) é ruim.
A deformação sob carga afeta a precisão das peças e reduz a vida útil do molde. Adequado para prensas pequenas, geralmente usadas abaixo de 1000kN.
O corpo da prensa de manivela fechada é uma estrutura de quadro, com a frente e a traseira abertas e as laterais fechadas. A instalação do molde e as operações de formação são realizadas na parte frontal e traseira.
A deformação vertical causada pela deformação do corpo sob carga pode ser eliminada com o ajuste da altura de fechamento do molde. Ela não afeta a precisão das peças e a precisão de funcionamento do molde, sendo adequada para prensas de manivela de médio e grande porte.
Além dos métodos de classificação acima, há alguns outros métodos de classificação:
De acordo com o uso tecnológico, ela pode ser classificada em prensas de manivela gerais, prensas de repuxo profundo, prensas de puncionamento de alta velocidade, prensas de forjamento a quente, prensas de extrusão a frio etc. Essas prensas aprimoraram o mecanismo do controle deslizante da manivela para tornar sua capacidade de força e curva de movimento mais adequadas aos requisitos do processo de formação correspondente.
De acordo com o número de controles deslizantes, ela pode ser classificada em prensas de manivela de ação simples e prensas de manivela de ação dupla. Ação simples refere-se a ter um controle deslizante no mecanismo de trabalho, e ação dupla refere-se a ter dois controles deslizantes, interno e externo, com o controle deslizante interno instalado dentro do controle deslizante externo, cada mecanismo acionado separadamente.
As prensas de manivela de ação dupla também são conhecidas como prensas de repuxo profundo (consulte a Figura 3-59). Para peças de chapa metálica fina de formato complexo, especialmente peças de cobertura, é recomendável usar uma prensa de repuxo profundo dedicada.
Portanto, a prensa de repuxo profundo é um equipamento importante no processamento de peças de cobertura agrícola. Em geral, uma prensa de repuxo profundo tem dois controles deslizantes: o controle deslizante externo é usado para a borda e o controle deslizante interno é usado para o repuxo profundo.
Figura 3-59 Prensa de repuxo profundo
O controle deslizante externo da prensa de dupla ação é equipado com um controle deslizante interno para obter a dupla ação.
O movimento do controle deslizante interno e do controle deslizante externo da prensa de dupla ação para estampagem profunda deve manter uma certa relação para atender aos requisitos do processo de estampagem profunda, e a relação de movimento dos controles deslizantes interno e externo é representada por um diagrama de ciclo de trabalho.
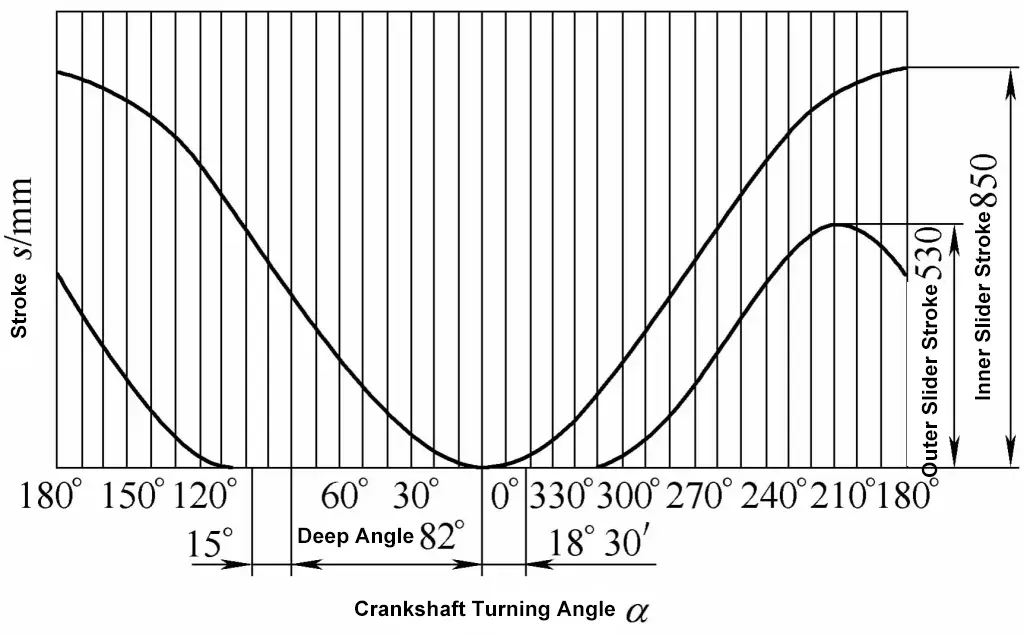
A Figura 3-60 é o diagrama do ciclo de trabalho do controle deslizante da prensa de estampagem profunda de ação dupla JB46-315.
Figura 3-60 Diagrama do ciclo de trabalho do controle deslizante da prensa de estampagem profunda de dupla ação JB46-315
O padrão de movimento do controle deslizante interno é semelhante ao do controle deslizante geral da prensa de manivela. O controle deslizante externo é acionado por vários mecanismos e faz um movimento intermitente aproximado. Durante a operação, o controle deslizante externo pressiona a peça bruta de 10° a 15° à frente do controle deslizante interno, o controle deslizante interno inicia a estampagem profunda em cerca de α≤82° e a estampagem profunda termina em α=0°.
No curso de retorno, o controle deslizante externo fica atrás do controle deslizante interno de 10° a 15°, com o objetivo de evitar que a peça de trabalho fique presa no punção, portanto, o ângulo de fixação do controle deslizante externo é definido como 100° a 110°.
Quando o controle deslizante interno retorna ao ponto morto superior, o controle deslizante externo já passou pelo ponto morto superior e se moveu para baixo uma certa distância. Essa distância é chamada de curso de avanço, aproximadamente igual a 0,1 a 0,15 do curso do controle deslizante. O "avanço" garante que o controle deslizante pressione a peça em branco no próximo curso de trabalho, e a quantidade de "avanço" não deve ser muito grande para garantir que a peça possa ser removida da matriz.
A prensa de dupla ação para estampagem profunda também é equipada com um colchão de ar, que pode ejetar a peça de trabalho após o término da estampagem profunda. Como o controle deslizante externo fica de 10° a 15° atrás do controle deslizante interno durante o curso de retorno, para evitar danos à peça de trabalho dentro dessa faixa de 10° a 15°, o colchão de ar deve ser equipado com um dispositivo de atraso de retorno para sincronizar sua subida com o controle deslizante externo.
A prensa de dupla ação para estampagem profunda tem as seguintes características de processo:
1) Força de afiação estável e confiável.
Para peças complexas de repuxo profundo, diferentes nervuras de repuxo profundo geralmente são colocadas no molde para ajustar e controlar a resistência do fluxo de metal. A prensa de repuxo profundo de dupla ação, devido ao seu controle deslizante externo ter pressão suficiente para deformar completamente o metal nas nervuras de repuxo profundo, utiliza totalmente a função de processo das nervuras de repuxo profundo.
2) Opera suavemente sem impacto.
O controle deslizante externo da prensa de dupla ação para estampagem profunda já está no ponto morto inferior ao iniciar a borda, de modo que a força de impacto é muito pequena quando entra em contato com a peça de trabalho.
Se forem usados elementos elásticos ou almofadas de ar, o controle deslizante terá uma certa velocidade quando o anel de afiação entrar em contato com a peça de trabalho, causando impactos maiores no início da afiação, levando a vibrações no anel de afiação e a um aumento repentino na força de afiação, espremendo o lubrificante entre o anel de afiação e a peça bruta, aumentando o atrito durante a repuxo profundo e aumentando a possibilidade de ruptura em peças de repuxo profundo.
3) Operações fáceis de mecanizar.
Ao usar uma prensa de extração profunda de ação dupla, a matriz de desenho se montada corretamente, ou seja, a matriz fêmea de repuxo profundo está abaixo, a matriz macho está acima, a peça é repuxada para baixo e a periferia da peça bruta pode ser mantida constante em altura, facilitando o uso de braços robóticos para operações automatizadas.
4) Velocidade de extração profunda adequada.
Como se trata de uma prensa especializada, a velocidade do controle deslizante interno para estampagem profunda atende melhor aos requisitos do processo de estampagem profunda.
Imagine que você está encarregado de um projeto de fabricação de alto risco - a precisão e a eficiência são fundamentais, mas a escolha entre uma prensa mecânica e...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.