Aço inoxidável 201 vs 430: Qual é a diferença?
Quando se trata de aço inoxidável, nem todos os tipos são iguais. Embora tanto o aço inoxidável 201 quanto o 430 sejam...

A nova tecnologia de curvatura livre de tubos é usada principalmente no setor automotivo. O princípio do processo é mostrado na Figura 4-87. A curvatura é concluída principalmente pela alimentação na direção Z por meio do molde-guia e do molde de curvatura, enquanto o molde de curvatura é conectado ao molde-guia por meio de um rolamento de esferas. Durante a curvatura do tubo, só é necessário alterar a direção X e Y do rolamento de esferas por meio de um servomotor CA.
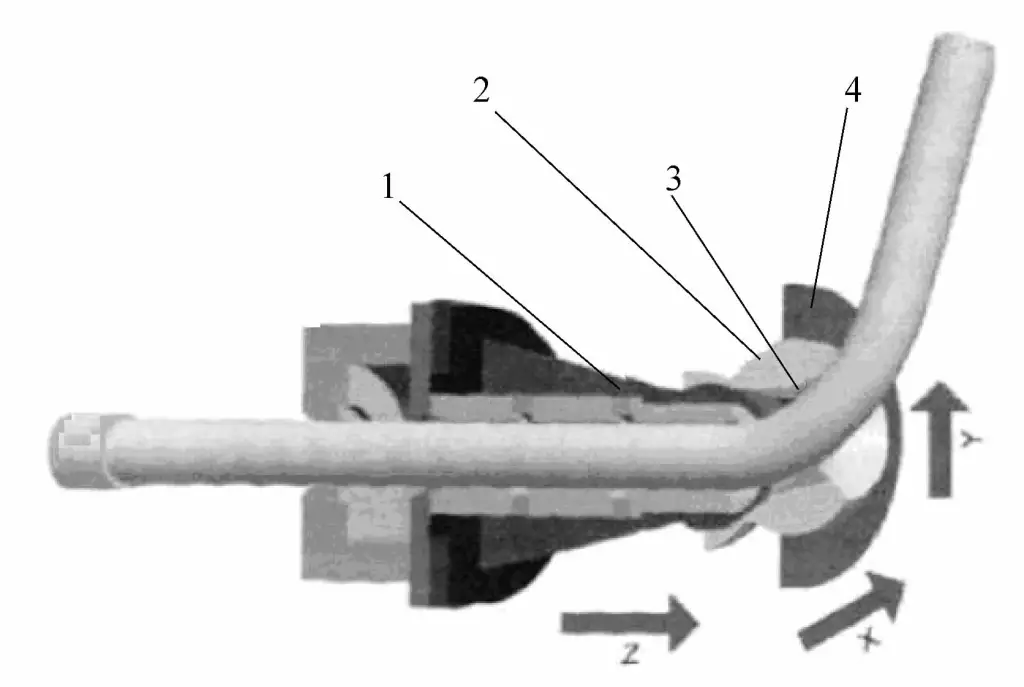
1-Molde do guia
2-Molde de dobra
3 - Insertos de cerâmica ou de metal duro
Rolamentos de 4 esferas
O processo de dobra livre tem muitas vantagens, como a velocidade de dobra rápida e a capacidade de formar completamente de acordo com geometrias de dobra personalizadas sem a necessidade de fixar novamente o tubo, mesmo no caso de várias dobras ou dobras em espiral com apenas uma pequena quantidade de transição. Além disso, ela é especialmente adequada para dobrar perfis e tubos, tornando a dobra livre mais aplicável à fabricação de peças automotivas. peças de dobra.
Na fabricação de trocadores de calor para unidades de ar-condicionado, dispositivos de água quente, etc., devido à limitação do espaço da tubulação, é desejável ter um trocador de calor tão pequeno quanto possível. raio de curvatura possível. Nos últimos anos, um processo de dobra com raio de dobra zero foi desenvolvido com sucesso, combinando o processamento de dobra com o sistema hidráulico. Conforme mostrado na Figura 4-88, o molde consiste em um molde superior 2 e um molde inferior 3. Um tubo de aço é inserido nos moldes superior e inferior, a pressão interna P é aplicada no interior do tubo, e os moldes superior e inferior se movem um em relação ao outro sob a ação do impulso W, fazendo com que o tubo de aço seja submetido à flexão de raio zero.
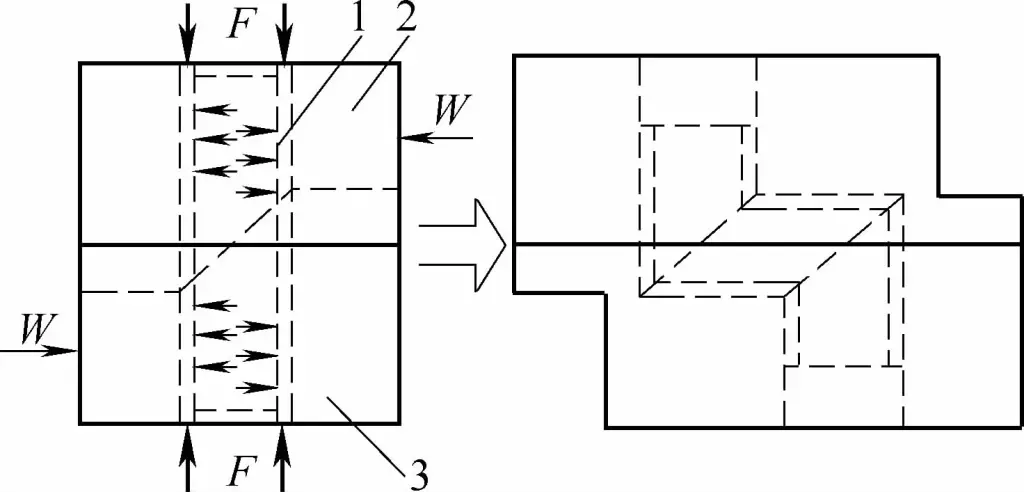
1 tubo em branco
2-Molde superior
3-Molde inferior
Para evitar a fratura local durante a deformação por flexão, a pressão F é aplicada em ambas as extremidades do tubo de aço. A escolha adequada da pressão interna P, da pressão F e da força de movimentação do molde W é benéfica para reduzir a possibilidade de defeitos durante o processo de fabricação do aço. curvatura de tubos processo de formação, obtendo assim tubos curvados de alta qualidade.
A curvatura de média frequência e a curvatura por chama são um processo contínuo de aquecimento, curvatura e resfriamento, que pertence ao processo de curvatura a quente. A curvatura de média frequência envolve a colocação de uma bobina de indução de média frequência ao redor da peça em branco do tubo, contando com a corrente de indução de média frequência para aquecer localmente a peça em branco do tubo até a alta temperatura necessária, depois dobrar a parte aquecida e imediatamente borrifar água para resfriar após a dobra, obtendo assim os acessórios para tubos curvados necessários.
A curvatura de média frequência requer equipamentos especializados, como máquinas de curvatura elétrica por indução de média frequência. De acordo com os diferentes métodos de aplicação de torque de flexão pela máquina de flexão, ela é dividida em flexão por tração e flexão por pressão (consulte as Figuras 4-89 e 4-90).
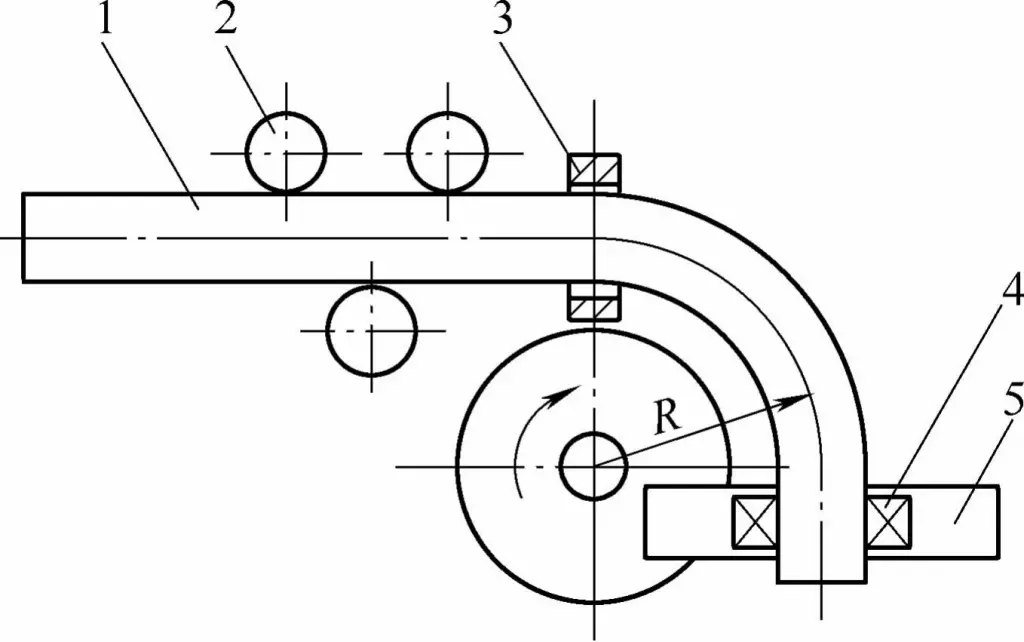
1 - Tubo em branco
2-Rolo de suporte
3-Bobina de indução
4 braçadeiras
5-Braço oscilante
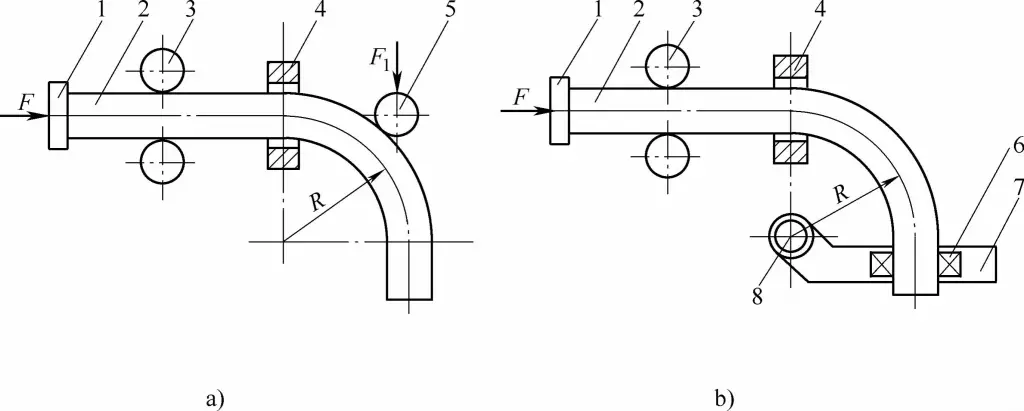
1-Bafo de empuxo
2-Pipe blank
Rolo de 3 apoios
Bobina de 4 indução
Rolo 5-Top
6-Chuck
Braço de 7 giros
8 eixos
O processo de dobra por estresse térmico é um método especial de conformação que usa o estresse térmico gerado pela distribuição desigual de temperatura dentro da peça de trabalho para impulsionar a deformação da peça de trabalho. Ele tem as vantagens de não ter força externa, não ter molde e ser fácil de operar no local. Os métodos usuais para gerar estresse térmico incluem aquecimento ou resfriamento local da peça de trabalho. Os métodos de aquecimento incluem aquecimento local por chama e aquecimento geral em um forno de aquecimento; os métodos de resfriamento incluem resfriamento por ar, resfriamento por spray de água e resfriamento por imersão.
O método específico a ser adotado deve ser selecionado de acordo com as condições reais de processamento e as características da peça de trabalho. O Instituto de Tecnologia Eletromecânica de Pequim realizou uma pesquisa relacionada à flexão por estresse térmico de tubos e projetou um esquema de aquecimento geral no forno seguido de resfriamento por imersão, que pode obter melhores efeitos de flexão. Primeiro, é necessário aquecer o tubo como um todo a uma determinada temperatura alta e, em seguida, mergulhá-lo horizontalmente na água a uma determinada velocidade. Depois que o tubo é completamente resfriado, ele finalmente se dobra em direção ao lado que foi imerso na água por último.
A curvatura a laser é uma nova tecnologia que usa o campo de estresse térmico interno não uniforme formado quando um feixe de laser irradia a superfície de um material para obter a conformação do material. A essência do laser dobramento e conformação A tecnologia de formação de tensão térmica baseia-se nas características de expansão e contração térmicas dos materiais, alterando os parâmetros de aquecimento para obter uma distribuição de temperatura razoável, controlando, assim, o tamanho e a direção da tensão térmica gerada dentro do material, fazendo com que a deformação plástica do material se desenvolva na direção predeterminada e, por fim, produza o tamanho de deformação necessário do método de formação.
Seu mecanismo de deformação é muito complexo, geralmente uma mistura de vários mecanismos. Atualmente, muitos acadêmicos nacionais e estrangeiros têm feito muitas pesquisas sobre o mecanismo específico de formação térmica a laser, que pode ser resumido em três mecanismos principais de deformação, a saber, o mecanismo de gradiente de temperatura (TGM), o mecanismo de flambagem (BM) e o mecanismo de perturbação (UM), conforme mostrado na Figura 491.
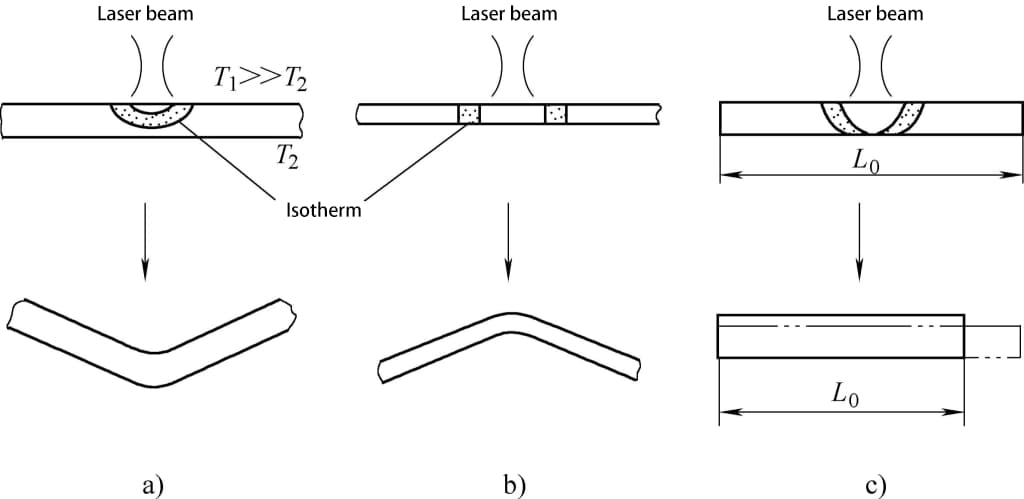
a) Mecanismo de gradiente de temperatura
b) Mecanismo de flambagem
c) Mecanismo de perturbação
Ao formar tubos curvados com lasers, ao ajustar o parâmetros de processamento a laser e escolhendo a trajetória de varredura apropriada, é possível formar tubos dobrados de qualquer formato. Suas vantagens significativas são as seguintes:
1) Formação sem molde, ciclo de produção curto, alta flexibilidade, especialmente adequado para a produção de pequenos lotes de peças grandes.
2) Formação sem contato, a peça deformada não está sujeita a forças externas, não produz deformação por rebote de poeira e outros problemas relacionados.
3) Pertence à formação de estado quente, a deformação total é acumulada por várias varreduras e, portanto, pode formar materiais que são difíceis de deformar em temperatura ambiente.
O processamento a laser é um método de fabricação flexível em que não há ação mecânica de contato entre a peça de trabalho e o feixe de laser; é um método direto que pode remover o material diretamente da peça de trabalho para formar formatos de peças, mantendo a alta precisão e automatizando todo o processo de processamento; o processamento a laser é adequado para moldar materiais difíceis de usinar, como ligas duras, ligas de titânio e ligas de níquel; ele tem a capacidade de processamento micromecânico.
Devido às vantagens acima, o processamento a laser agora é amplamente utilizado em corte a laserA tecnologia de processamento a laser é usada para a soldagem a laser, marcação a laser, tratamento de modificação de superfície a laser, perfuração a laser e outros aspectos. Com o desenvolvimento contínuo da tecnologia de processamento a laser, a alta flexibilidade, a ampla aplicabilidade e a forte penetração do processamento a laser atraíram grande interesse de muitos acadêmicos, que estão competindo para introduzir a tecnologia a laser em algumas tecnologias tradicionais.