
Dominando o SMAW: selecionando os parâmetros de soldagem corretos
O que torna a soldagem a arco com metal blindado (SMAW) tão eficaz? A resposta está na seleção dos parâmetros de soldagem corretos. Este artigo...
Está tendo dificuldades para soldar em posições incômodas? Descubra dicas essenciais para a soldagem com arco de metal blindado (SMAW) que aprimorarão sua técnica em posições planas, verticais, horizontais e suspensas. Este guia aborda os ângulos corretos dos eletrodos, técnicas de movimento e pontos-chave para garantir soldas fortes e limpas todas as vezes. Seja você um soldador novato ou experiente, o domínio dessas estratégias aprimorará suas habilidades de soldagem e evitará defeitos comuns. Mergulhe de cabeça para saber como obter soldas de alta qualidade em qualquer posição.

A regra comum para operar em várias posições de soldagem é manter o ângulo correto do eletrodo, dominar as três ações do movimento do eletrodo, controlar a forma e a temperatura do banho de solda, garantir que as reações metalúrgicas no metal de solda sejam completas, eliminar completamente os gases e as impurezas e obter uma boa fusão com o material de base.
A temperatura do banho de solda está relacionada à sua forma e ao seu tamanho. Observando cuidadosamente suas mudanças e ajustando continuamente o ângulo e o movimento do eletrodo, a temperatura do banho de solda pode ser controlada para garantir a qualidade da soldagem.
As gotículas de metal do eletrodo passam para o banho de solda principalmente por gravidade, facilitando a manutenção da forma e do metal do banho de solda. Ao soldar peças de trabalho da mesma espessura, a corrente de soldagem na posição plana é maior do que em outras posições, resultando em maior produtividade de soldagem. A escória e o metal de solda podem se misturar facilmente, especialmente durante as soldas de filete, onde a escória pode avançar e formar inclusões de escória.
Parâmetros e operações de soldagem incorretos podem levar a defeitos como penetração incompleta, corte inferior ou reforço excessivo. Durante a soldagem de topo plano, se os parâmetros ou a sequência de soldagem forem escolhidos de forma inadequada, distorção de solda pode ocorrer facilmente. Ao realizar a soldagem de um lado com formação de dois lados, a primeira solda pode resultar em penetração desigual e má formação da parte traseira.
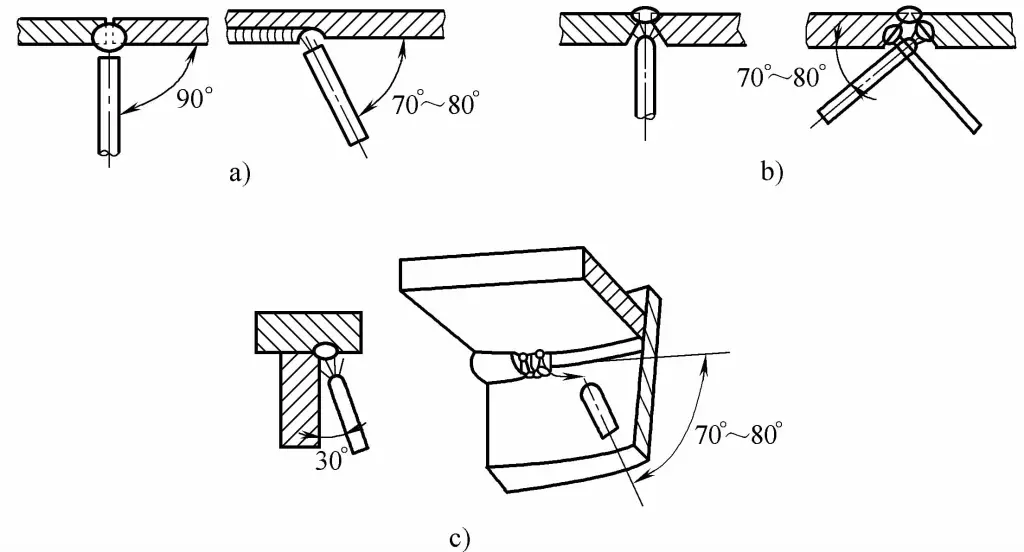
A soldagem de posição plana pode ser dividida em soldagem plana de junta de topo, soldagem de filete de junta sobreposta, soldagem de filete de junta em T, soldagem em forma de barco e soldagem plana de junta de canto com base na forma da junta de soldagem. O ângulo do eletrodo para a soldagem de posição plana é mostrado na Figura 5-26.
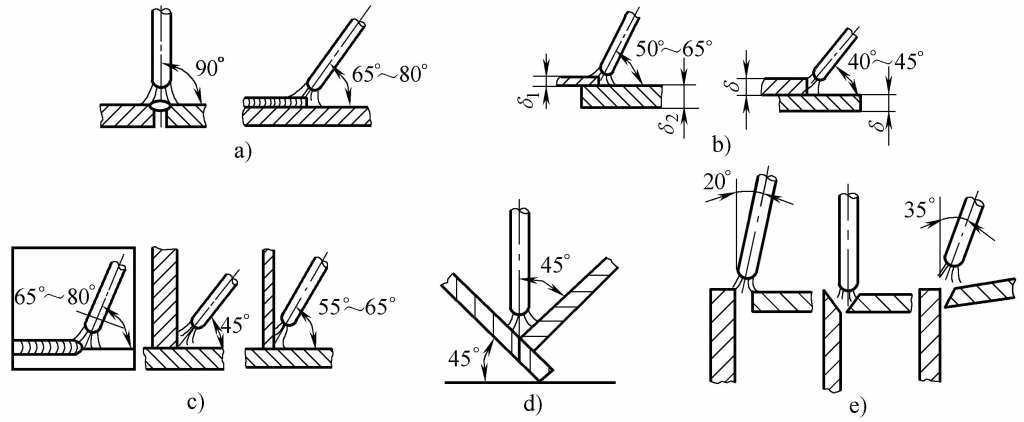
a) Solda plana de junta de topo
b) Solda de filete em junta sobreposta
c) Solda de filete de junta em T
d) Solda de barco
e) Solda plana de junta de canto
Coloque a peça de trabalho na posição de soldagem plana, o soldador segura as pinças de soldagem com a mão direita. Vareta de solda A haste de solda é fixada na peça de trabalho, o rosto é protegido por um protetor facial (tipo capacete ou manual), é feito um arco na peça de trabalho, a alta temperatura do arco elétrico (6000~8000K) é usada para derreter o metal da haste de solda e o metal de base, as partes derretidas dos metais se fundem para formar uma poça de fusão. Depois de afastar a haste de soldagem, a poça de fusão da solda esfria para formar uma costura de solda, que combina firmemente os dois materiais de base separados, obtendo a soldagem na posição plana.
1) Dependendo da espessura da chapa, pode ser usada uma vareta de soldagem mais grossa, soldada com uma corrente de soldagem maior. Sob as mesmas condições de espessura da chapa, a corrente de soldagem na posição plana é maior do que nas posições vertical, horizontal e suspensa.
2) É melhor usar a soldagem com arco curto, que pode reduzir a perda de calor do arco de alta temperatura e aumentar a profundidade da poça de fusão. Isso evita que gases nocivos ao redor do arco entrem na poça de fusão, reduzindo a oxidação dos elementos do metal de solda e a possibilidade de porosidade na solda.
3) Durante a soldagem, a haste de soldagem e a peça de trabalho formam um ângulo de 40° a 90°, controlam bem a separação da escória e do metal fundido e evitam que a escória se desloque.
4) Quando a espessura da chapa é ≤6mm, a soldagem plana de topo geralmente usa uma ranhura em forma de I, e a solda frontal deve usar uma soldagem de arco curto com um diâmetro de haste de solda de ф3,2~ф4mm, a profundidade de penetração deve atingir 2/3 da espessura da peça de trabalho. Antes da solda por lascamento posterior, não é necessário remover a raiz da solda (exceto para componentes importantes), mas a escória deve ser limpa e a corrente de soldagem pode ser maior.
5) Quando houver um fenômeno de escória e metal fundido não se misturando claramente durante a soldagem plana de topo, o arco pode ser alongado, a haste de soldagem inclinada para frente e ações para empurrar a escória para a parte de trás da poça de fusão podem ser tomadas para evitar a inclusão de escória.
6) Ao soldar costuras horizontais inclinadas, a soldagem ascendente deve ser usada para evitar que a escória flua para a frente da poça de fusão e para evitar defeitos de inclusão de escória na solda.
7) Ao usar a soldagem multicamadas e multipasses, deve-se prestar atenção à seleção do número e da sequência de passes de solda.
8) Para soldas de filete de junta em T, junta de canto e junta sobreposta, se a espessura das duas chapas for diferente, ajuste o ângulo da haste de soldagem para inclinar o arco em direção à chapa mais grossa e garantir o aquecimento uniforme de ambas as chapas.
1) Para espessura de chapa <6 mm, soldagem plana de topo de ranhura em I, usando soldagem de dupla face, a solda frontal deve usar um movimento de haste reta, ligeiramente lento, a solda traseira também deve usar um movimento de haste reta, a corrente de soldagem deve ser ligeiramente maior do que a usada para a solda frontal e o movimento da haste deve ser rápido.
2) Para chapas com espessura ≥6 mm, de acordo com os requisitos do projeto, outros tipos de ranhuras (em forma de V, em forma de V duplo, em forma de Y etc.), além da ranhura em I, podem ser usados para a soldagem plana de topo, e pode-se adotar a soldagem multicamadas ou a soldagem multicamadas com várias passagens.
A primeira camada (passe de raiz) deve usar uma vareta de soldagem de pequeno diâmetro, baixa corrente de soldagem, movimento de vareta reto ou dente de serra para a soldagem. Para as camadas subsequentes, podem ser usadas varetas de soldagem de diâmetro maior e correntes de soldagem mais altas com soldagem de arco curto. O movimento da haste em dente de serra deve fazer uma pausa em ambos os lados da ranhura, e a direção de soldagem das camadas adjacentes deve ser oposta, com juntas escalonadas.
3) Para soldas de filete de junta em T com tamanho de perna de solda <6 mm, a soldagem de camada única pode ser usada com movimentos de haste retos, oblíquos em anel ou em dente de serra; para tamanhos de perna de solda maiores, deve ser usada a soldagem de várias camadas ou a soldagem de várias camadas com vários passes. O passe de raiz sempre usa o movimento de haste reto; as camadas subsequentes podem usar movimentos de haste oblíquos em dente de serra ou em anel oblíquo. A soldagem multicamadas e multipasses deve usar preferencialmente o movimento reto da haste para a soldagem.
4) Para soldas de filete de junta sobreposta e junta de canto, a operação de movimentação da haste é semelhante à das soldas de filete de junta em T.
5) A operação de soldagem em formato de navio é semelhante à soldagem de topo plana com uma ranhura.
Na soldagem vertical, o metal fundido e a escória tendem a se separar devido à gravidade. Quando a temperatura da piscina é muito alta, o metal fundido tende a fluir para baixo, formando cordões de solda, rebaixos e defeitos de inclusão de escória, tornando a costura de solda irregular. A raiz da solda da junta em T é propensa à penetração incompleta.
A profundidade de penetração é fácil de controlar, consome mais eletrodos do que a soldagem plana, mas a produtividade é menor do que a da soldagem plana. Como o calor do arco na soldagem em ângulo vertical é transferido em três direções para a peça de trabalho, o resfriamento é rápido. Portanto, sob as mesmas condições da soldagem de topo vertical, a corrente de soldagem pode ser ligeiramente maior para garantir uma boa fusão das duas chapas.
As posições de soldagem vertical variam de acordo com a espessura da peça de trabalho, incluindo a soldagem vertical de topo de chapa fina e a soldagem vertical de topo de chapa grossa; de acordo com o tipo de junta, elas podem ser divididas em soldagem vertical de topo de ranhura em I e soldagem de ângulo de junta em T; de acordo com o método de soldagem, elas podem ser divididas em soldagem vertical ascendente e soldagem vertical descendente. O ângulo do eletrodo na posição de soldagem vertical é mostrado na Figura 5-27.
Durante a soldagem vertical, depois que o eletrodo é preso pela pinça de soldagem, a pinça e o eletrodo devem estar em linha reta, como mostrado na Figura 5-28. O corpo do soldador não deve estar voltado diretamente para a solda, mas ligeiramente para a esquerda ou para a direita (para canhotos), para facilitar a operação da mão direita (para canhotos) que segura a pinça de soldagem.

Na produção, a soldagem vertical para cima é comumente usada, e a soldagem vertical para baixo requer eletrodos especiais para garantir a qualidade da solda. Na soldagem vertical para cima, a corrente de soldagem deve ser 10% a 15% menor do que na soldagem plana, e um diâmetro de eletrodo menor (<4 mm) deve ser usado, mantendo o ângulo correto do eletrodo. Use um arco curto para reduzir a distância entre a transição da gota e o banho de solda.
1) Para a soldagem vertical ascendente de juntas de topo de placas finas com ranhuras em I, o comprimento máximo de arco comumente usado deve ser ≤6 mm, e podem ser usadas linhas retas, ziguezague, manipulação de eletrodos em forma de meia-lua ou soldagem por saltos.
2) Para outras formas de soldagem vertical de topo de ranhura, a primeira camada de solda geralmente é feita usando a soldagem por saltos ou em forma de crescente, manipulação de eletrodo triangular com pequena amplitude, e as camadas subsequentes podem usar métodos de manipulação de eletrodo em forma de crescente ou em ziguezague.
3) Para a soldagem vertical da junta em T, o eletrodo deve ter um tempo de permanência adequado em ambos os lados e no canto superior da solda, e a amplitude de oscilação do eletrodo não deve exceder a largura da solda. A operação de manipulação do eletrodo é semelhante à de outras formas de soldagem de topo de ranhura.
4) Ao soldar a camada de cobertura, o método de manipulação do eletrodo deve ser selecionado com base nos requisitos da superfície de solda. Para requisitos ligeiramente mais altos na superfície da solda, pode-se usar a manipulação do eletrodo em forma de crescente e, se for necessária apenas uma superfície de solda lisa, pode-se usar o método em ziguezague.
O metal fundido tende a cair devido ao seu próprio peso sobre a ranhura, causando defeitos de rebaixamento na parte superior da ranhura e formando uma solda em forma de lágrima, conforme mostrado na Figura 5-29b. O metal fundido e a escória são fáceis de separar.
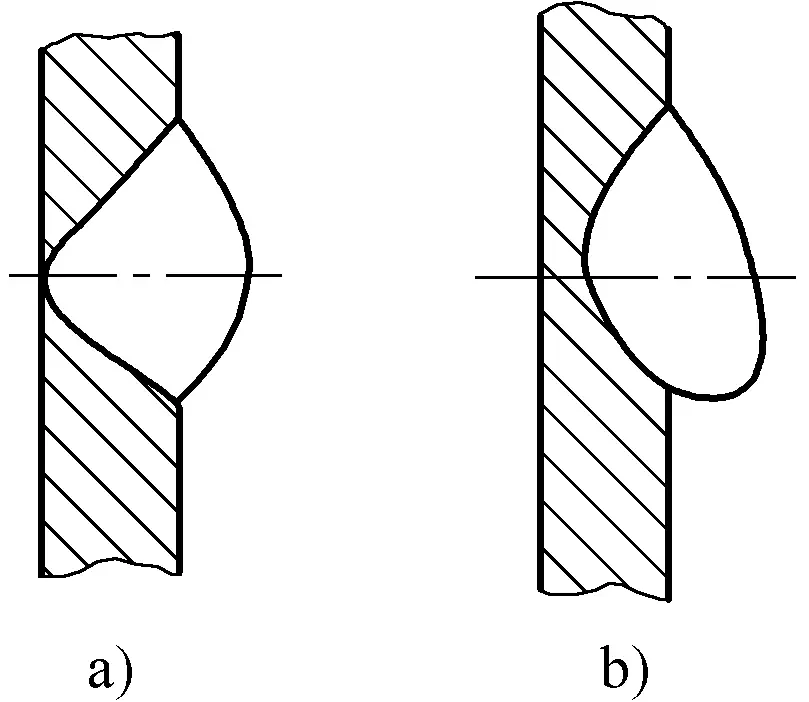
a) Costura de solda horizontal normal
b) Costura de solda horizontal em forma de lágrima
Durante a soldagem horizontal, é melhor que o soldador opere em pé. Se possível, a mão ou o braço que está segurando o protetor facial é o melhor apoio para manter o corpo do soldador estável enquanto estiver em pé e soldando. O ponto inicial do arco deve estar diretamente na frente do soldador.
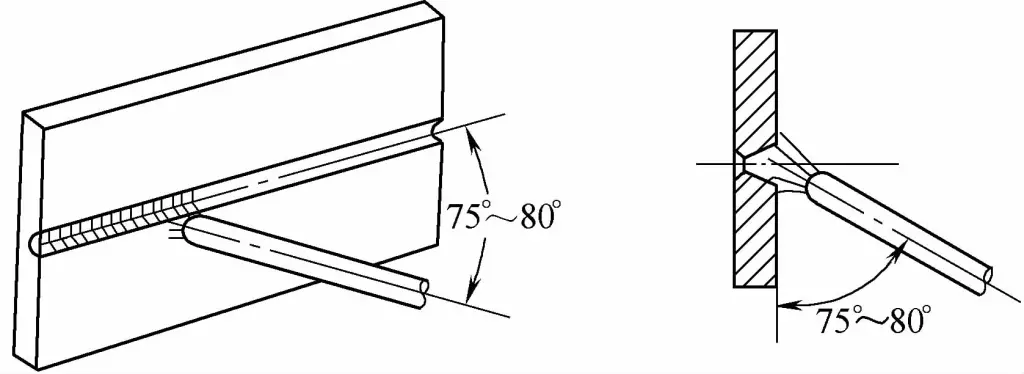
Durante a soldagem, depois de completar cada eletrodo, o soldador precisa mudar a posição de pé para ficar sempre de frente para a costura de solda. A parte superior do corpo do soldador deve se mover para frente com o arco, mas os olhos ainda precisam manter uma certa distância do arco de soldagem. Além disso, preste atenção à manutenção do ângulo entre o eletrodo e a peça de trabalho para evitar o gotejamento excessivo de metal fundido. O ângulo do eletrodo na posição de soldagem horizontal é mostrado na Figura 5-30.
1) Para a soldagem horizontal de topo, geralmente use uma ranhura em forma de V ou K e, para juntas de topo com espessura de chapa de 3 a 4 mm, use uma ranhura em forma de I para soldagem de dupla face.
2) Use um eletrodo de diâmetro pequeno, a corrente de soldagem deve ser menor do que na soldagem plana; a operação de arco curto pode controlar melhor o fluxo de metal fundido.
3) Ao soldar chapas grossas horizontalmente, é recomendável usar multicamadas e multipasses métodos de soldagem para soldas que não sejam o passe de raiz.
4) Durante a soldagem com várias camadas e vários passes, deve-se prestar atenção especial à distância de sobreposição entre os passes. Cada passe deve começar a 1/3 da solda anterior para evitar irregularidades na solda.
5) Dependendo da situação específica, mantenha um ângulo de eletrodo adequado e a velocidade de soldagem deve ser ligeiramente rápida e uniforme.
1) Ao realizar a soldagem de topo horizontal com uma ranhura em I, é melhor usar um método de manipulação de eletrodo de linha reta recíproca para a solda de face, uma linha reta ou uma forma ligeiramente helicoidal é adequada para peças um pouco mais grossas, e um método de linha reta para a solda traseira, com uma corrente de soldagem adequadamente aumentada.
2) Para a soldagem de topo com outros tipos de ranhuras e para a soldagem horizontal de várias camadas, a manipulação do eletrodo em linha reta pode ser usada quando a lacuna for pequena; para a soldagem de passe de raiz quando a lacuna for grande, deve ser usado um método de linha reta recíproca e, para as camadas subsequentes na soldagem de várias camadas, pode ser usada uma forma helicoidal, e um método de linha reta é aconselhável para a soldagem de várias camadas e de vários passes.
Devido à gravidade, o metal fundido tende a cair, dificultando o controle da forma e do tamanho do banho de solda. A manipulação do eletrodo é um desafio e é difícil obter uma superfície lisa na solda, o que leva a defeitos como inclusão de escória, penetração incompleta, cordões de solda côncavos e má formação da solda. O metal fundido em fluxo é propenso a respingos e a se espalhar e, se não for devidamente protegido, pode facilmente causar acidentes com queimaduras. A soldagem suspensa é menos eficiente do que a soldagem em outras posições espaciais.
Dependendo da distância entre o soldador e a peça de trabalho, o soldador pode adotar as posições em pé, agachado ou sentado e, em alguns casos, a posição deitada, em que o soldador se deita no chão com a face para cima, segurando as pinças de soldagem sobre a cabeça. Na soldagem suspensa, a intensidade da mão de obra é alta e a qualidade da soldagem é instável, geralmente usada para reparos de emergência, não sendo adequada para a produção em massa.
Durante a soldagem, os braços do soldador devem estar afastados do corpo, o antebraço erguido, o braço e o antebraço formando naturalmente um ângulo de apoio, o centro de gravidade na articulação na base do braço ou no cotovelo, o movimento da haste de soldagem deve ser realizado pelo pulso, o braço deve se elevar gradualmente e se mover para a frente à medida que a haste de soldagem derrete, os olhos devem seguir o movimento do arco para observar a soldagem, e a cabeça e a parte superior do corpo também devem se inclinar ligeiramente para a frente à medida que a haste de soldagem se move.
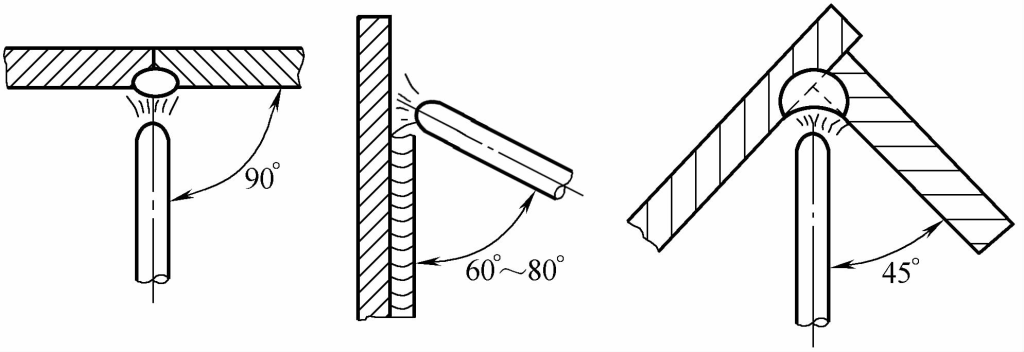
Antes da soldagem suspensa, o soldador deve usar as roupas de proteção necessárias para a soldagem suspensa, apertar os botões, enrolar uma toalha firmemente em volta do pescoço, usar um gorro e sapatos resistentes ao calor para evitar que o ferro derretido caia e que os respingos de metal escaldem a pele. O soldador segura as pinças de soldagem e muda o ângulo da haste de soldagem de acordo com a situação específica, podendo também virar a peça a ser soldada para uma posição de soldagem plana ou horizontal. O ângulo da vareta de solda na posição suspensa é mostrado na Figura 5-31.
a) Soldagem de topo de topo de ranhura em I
b) Outras soldas de topo de ranhura
c) Soldagem de ângulo suspenso com junta em T
1) Quando a espessura da peça de trabalho é ≤4 mm, a soldagem de topo com ranhura em I é usada para a soldagem suspensa com uma haste de soldagem de 3,2 mm de diâmetro, e a corrente de soldagem deve ser adequada. Quando a espessura da peça de trabalho for ≥5 mm, será usada a soldagem de várias camadas e vários passes com ranhura em V.
2) Quando o dedo do pé da solda for 8 mm, use a soldagem de várias camadas e vários passes.
3) Para facilitar a transição de gotículas e reduzir o gotejamento e respingos de metal durante a soldagem, deve-se usar o comprimento de arco mais curto possível.
4) Para a solda de passe de raiz, use um eletrodo de diâmetro pequeno e uma corrente de soldagem baixa para evitar cortes inferiores e inclusão de escória em ambos os lados da solda.
1) Para pequenas lacunas, use uma manipulação de eletrodo reto para soldagem de topo de topo de ranhura em I; para lacunas maiores, use uma manipulação de eletrodo reto para frente e para trás.
2) Para outros tipos de soldagem de topo de ranhura com múltiplas camadas, o método de manipulação do eletrodo para o passe de raiz deve ser escolhido com base no tamanho da abertura da ranhura, usando um método reto ou um método reto de ida e volta. As camadas subsequentes podem usar um método de manipulação em ziguezague ou crescente. A soldagem multicamada com vários passes deve usar um método de manipulação reto e, independentemente do método usado, cada transição do metal fundido para a poça não deve ser excessiva.
3) Para a soldagem suspensa de junta em T, se o tamanho do filete for pequeno, poderá ser usado um método de manipulação de eletrodo reto ou reto para frente e para trás, completado pela soldagem de camada única; se o tamanho do filete for grande, poderá ser usada a soldagem de várias camadas ou de várias passagens, com a primeira camada usando uma manipulação reta e as camadas subsequentes podendo usar um triângulo oblíquo ou um método de manipulação de anel oblíquo.