Aprimoramento da qualidade da superfície na usinagem: Técnicas fundamentais
E se melhorar a vida útil e o desempenho das peças usinadas fosse tão simples quanto refinar suas superfícies? Melhorar a qualidade da superfície...

Durante os processos de conexão e montagem de peças de chapa metálica, muitas vezes é necessário conectar dois ou mais componentes metálicos usando furos ou furos rosqueados, ou montar furos de posicionamento, etc. Para isso, ferramentas como brocas e machos devem ser usadas nas peças de chapa metálica para concluir o processamento de furos ou roscas. O processamento de furos e o processamento de roscas são operações básicas no trabalho com chapas metálicas.
Os equipamentos de processamento de furos comumente usados incluem máquinas de perfuração de mesa, máquinas de perfuração vertical, máquinas de perfuração radial e furadeiras elétricas manuais, conforme mostrado na Figura 1.
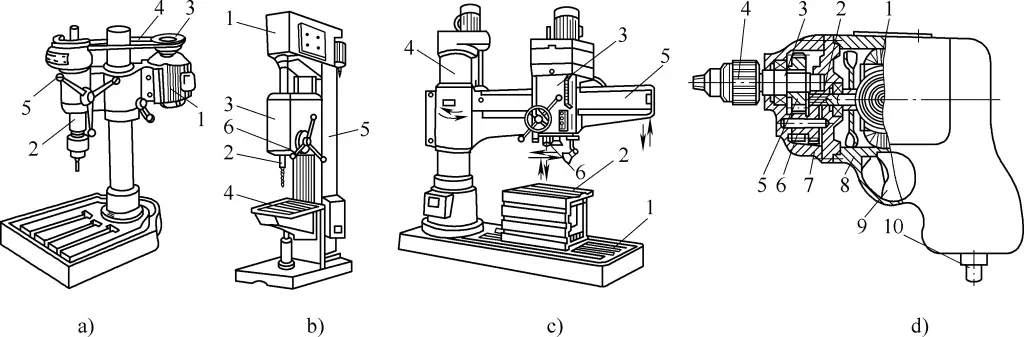
a) Máquina de perfuração de mesa
b) Máquina de perfuração vertical
c) Máquina de perfuração radial
d) Furadeira elétrica manual
a) Na Figura:
1-Motor
2 eixos
3-Pulley
Correia 4-V
5 alças
b) Na Figura:
Caixa de engrenagens de 1 eixo
2 eixos
Mecanismo de 3 alimentações
4-Mesa de trabalho
5 colunas
6 alças
c) Na Figura:
1-Base
2-Mesa de trabalho
Caixa de 3 fusos
4 colunas
Braço 5-Radial
6 eixos
d) Na Figura:
1-Motor
2 pinhões
3 eixos
Mandril de 4 brocas
Equipamento 5-Large
6-Gear
7-Caixa frontal
8-Caixa traseira
9-Switch
10-Fio elétrico
A máquina de perfuração de bancada, conhecida como furadeira de bancada, é uma máquina de perfuração pequena, geralmente usada para furos com diâmetro inferior a 12 mm.
A máquina de perfuração vertical, conhecida como furadeira vertical, é geralmente usada para fazer furos em peças de tamanho médio. Seus diâmetros máximos de perfuração são de 25 mm, 35 mm, 40 mm e 50 mm em várias especificações.
A faixa de velocidade do fuso e a taxa de avanço da furadeira radial são relativamente grandes, e ela tem uma ampla gama de aplicações. Ela pode ser usada para perfurar, alargar e rebaixar vários tipos de furos.
Uma furadeira elétrica manual é uma ferramenta elétrica portátil. Na montagem de peças grandes, se o formato da peça ou o local da usinagem restringir o uso de uma furadeira, pode ser usada uma furadeira elétrica manual.
A tensão das furadeiras elétricas manuais é dividida em monofásica (220V, 36V) ou trifásica (380V). As especificações das furadeiras que usam tensão monofásica são 6 mm, 10 mm, 13 mm, 19 mm e 23 mm. Para furadeiras com tensão trifásica, a especificação disponível inclui 13 mm.
19 mm, 23 mm, três tipos.
As brocas são as principais ferramentas para perfuração. Há muitos tipos, sendo que os mais usados incluem brocas de centro e brocas helicoidais.
As brocas de centro são usadas especificamente para fazer furos de centro na face final da peça de trabalho, principalmente para posicionar peças para usinagem usando os furos de centro na face final da peça de trabalho ou para centralizar antes de usar uma broca helicoidal. Há dois formatos: uma broca de centro regular e uma broca de centro de cone duplo com um cone de proteção de 120°, conforme mostrado na Figura 2.
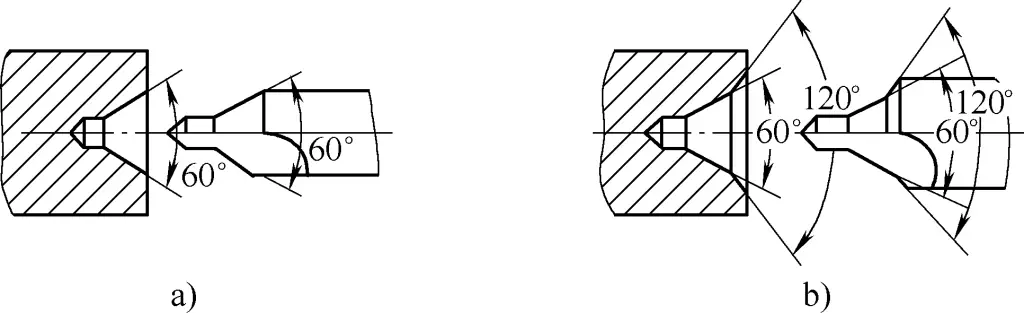
a) Furadeira de centro para usinagem de furos centrais regulares
b) Furadeira de centro para usinagem de furos centrais de cone duplo
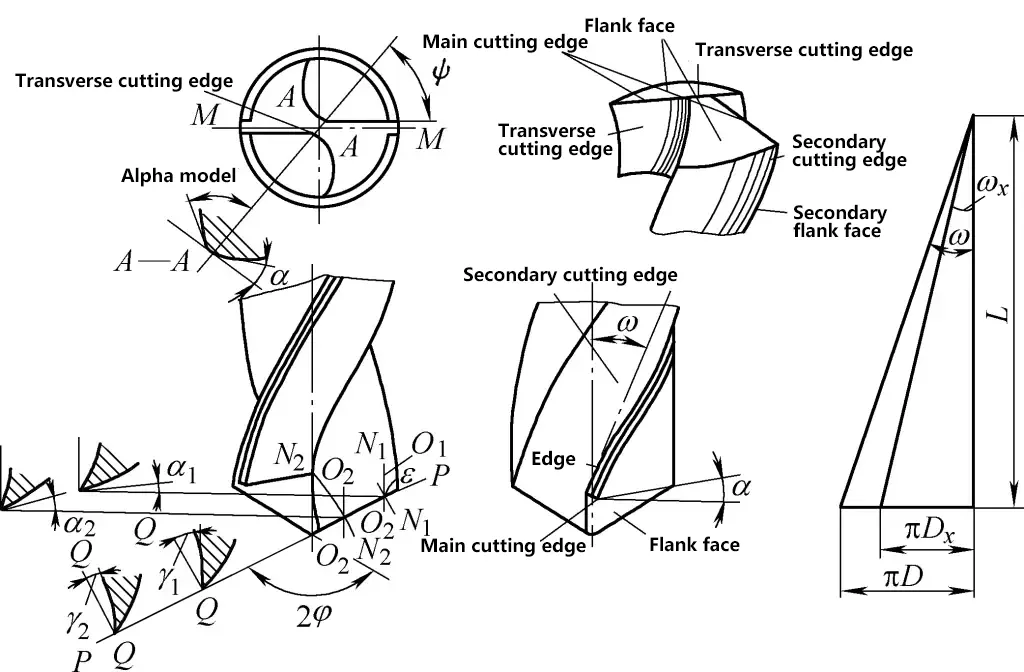
A broca helicoidal tem esse nome devido ao formato de sua peça de trabalho, que se assemelha a uma torção. É a ferramenta de perfuração mais usada na produção, capaz de fazer furos de φ0,1 a φ80 mm. A Figura 3 mostra a estrutura de uma broca helicoidal. Uma broca helicoidal padrão consiste em uma haste, um pescoço e uma peça de trabalho. A parte de trabalho é o corpo principal da broca, compreendendo a parte de corte e a parte de guia.
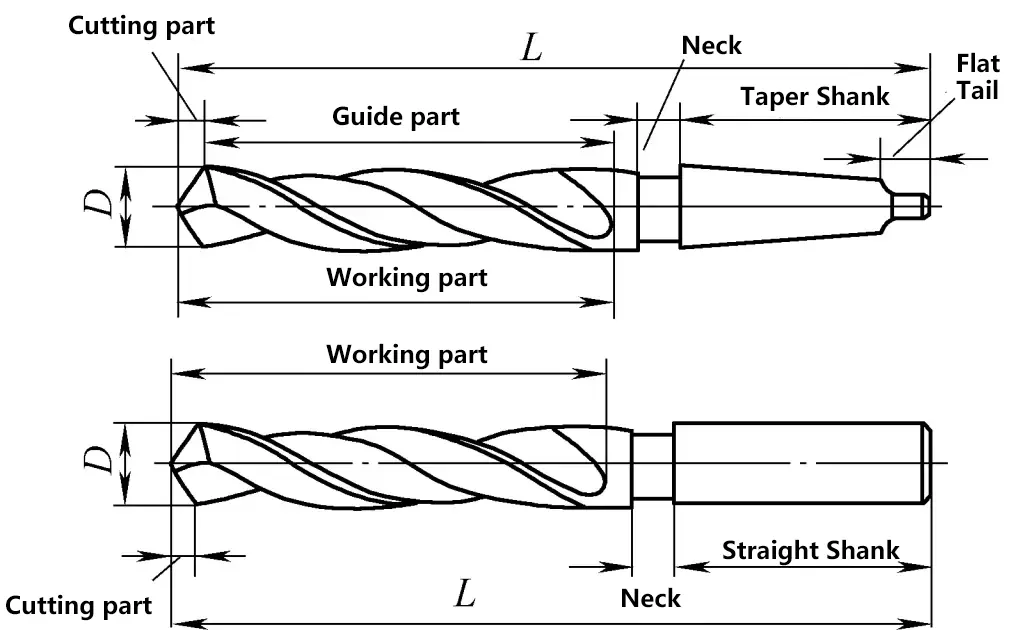
A parte de corte é responsável pelas principais tarefas de corte e inclui duas bordas de corte principais, duas bordas de corte secundárias e uma borda de cinzel. A parte de guia, que consiste na ranhura em espiral, na margem e na parte traseira, orienta a direção de corte da broca.
As brocas helicoidais são, em sua maioria, feitas de aço de alta velocidade (aço ferramenta de alta liga). As brocas longas com diâmetro superior a 8 mm são, às vezes, fabricadas em um formato soldado, usando aço rápido para a parte de trabalho e aço 45 para a haste.
Os ângulos geométricos da parte de corte de uma broca helicoidal incluem o ângulo de hélice (ω), o ângulo de inclinação (γ), o ângulo de folga (α), o ângulo de ponta (2φ) e o ângulo da borda do cinzel (ψ). Esses parâmetros geométricos são mostrados na Figura 4.
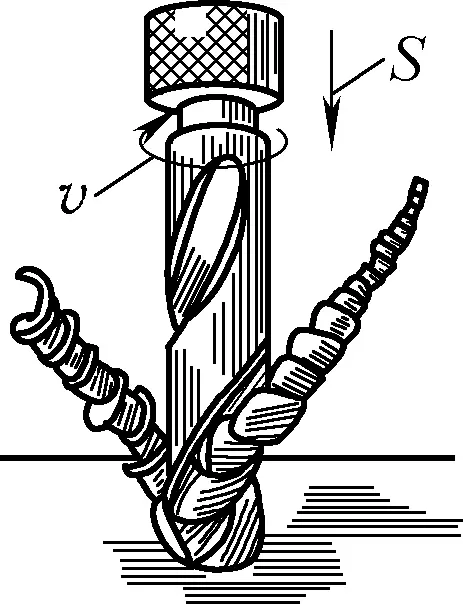
A perfuração depende do equipamento de perfuração e das brocas para ser concluída. Durante a perfuração, a peça de trabalho é fixada e a broca é montada no eixo da máquina de perfuração para movimento rotacional, conhecido como movimento principal (v). Simultaneamente, a broca se move ao longo da direção axial, conhecida como movimento de avanço (S), conforme mostrado na Figura 5.
A perfuração é considerada uma usinagem de desbaste para furos, com uma precisão de IT11 a IT13 e uma rugosidade de superfície Ra de 50 a 12,5μm, o que a torna adequada apenas para furos com requisitos de baixa precisão. Para furos de maior precisão, pode-se usar o alargamento, que geralmente atinge uma precisão de IT9 a IT7 e uma rugosidade de superfície Ra de 3,2 a 0,8 μm.
Em geral, as operações de perfuração podem seguir estas etapas:
1) Traçado antes da perfuração.
Antes da perfuração, as linhas centrais cruzadas das posições dos furos devem ser traçadas de acordo com os requisitos de posição e tamanho, e devem ser feitas marcas de perfuração central. As marcas de perfuração devem ser pequenas e localizadas com precisão, com linhas circulares para o diâmetro do furo.
Para furos de diâmetro maior, vários círculos ou caixas de inspeção simétricos à linha central do furo podem ser marcados conforme mostrado na Figura 6. Em seguida, amplie as marcas de punção central para preparar o abaixamento da broca e a centralização.
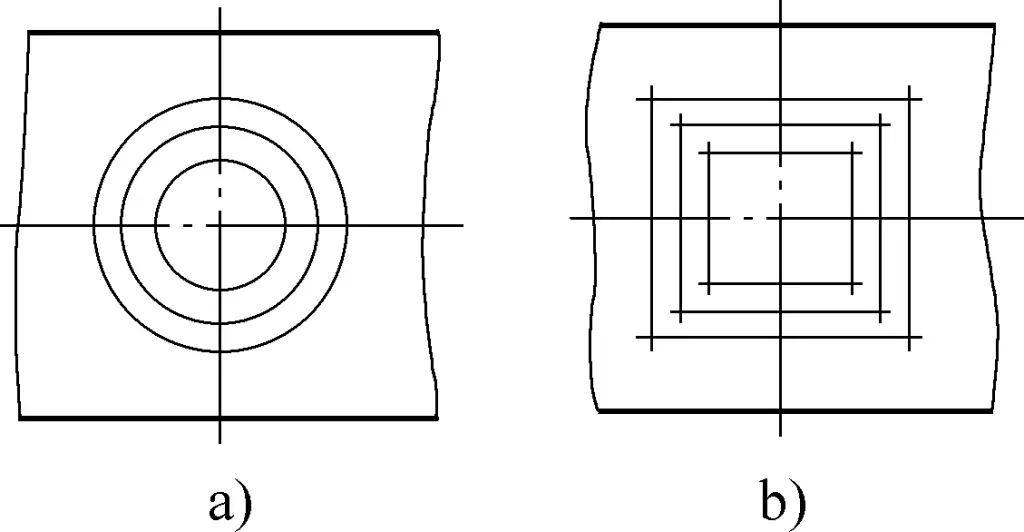
a) Círculos de inspeção
b) Caixas de inspeção
2) Fixação da peça de trabalho.
A fixação segura da peça de trabalho durante a perfuração é muito importante. Caso contrário, a peça de trabalho pode girar com a broca, possivelmente danificando a peça de trabalho e a máquina de perfuração, além de representar um risco à segurança. Vários métodos de fixação podem ser usados, dependendo do tamanho da peça de trabalho, conforme mostrado na Figura 7.
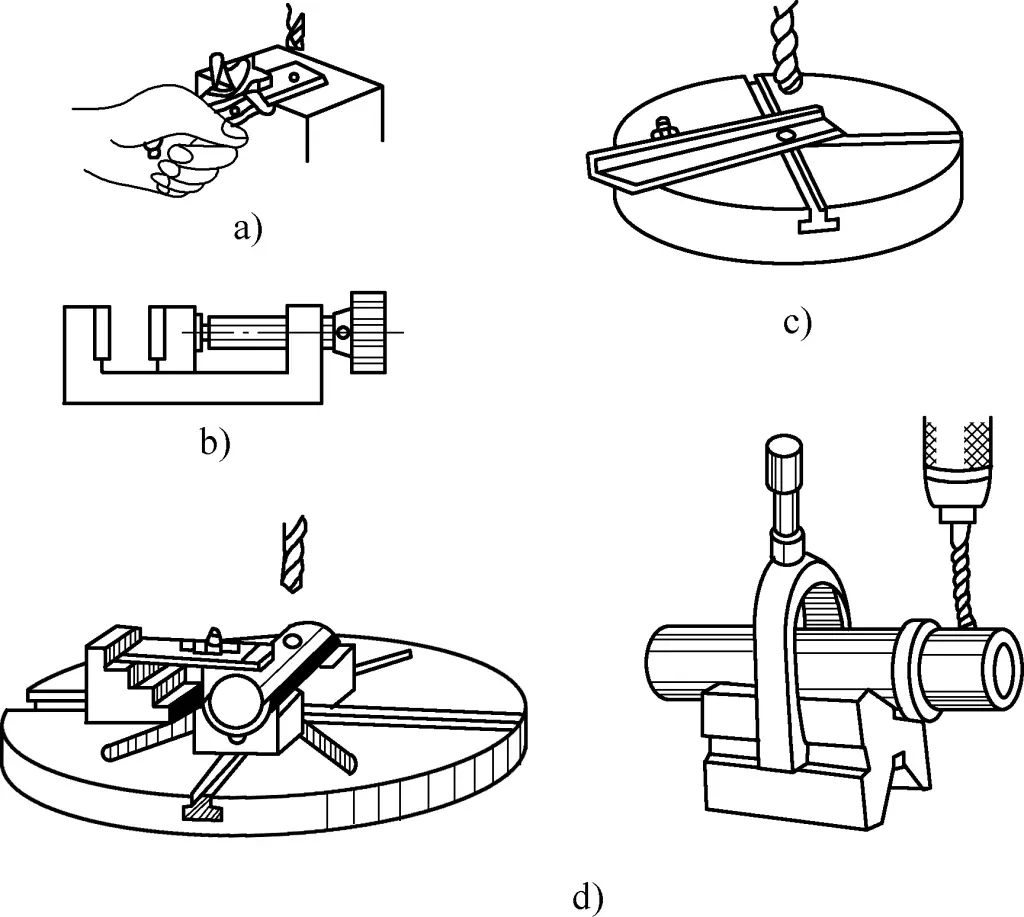
a) Fixação com um torno de bancada
b) Fixação com um pequeno torno de máquina
c) Anti-rotação com parafusos
d) Fixação com parafusos de placa
Em máquinas de perfuração verticais ou de bancada, geralmente podem ser usadas morsas manuais, morsas planas e morsas de bancada para fixação. Para perfurar peças longas, elas podem ser seguradas manualmente e a peça de trabalho pode ser apoiada (antirrotação) com parafusos. As peças cilíndricas podem ser fixadas em um bloco em V. As peças maiores podem ser fixadas diretamente na mesa de trabalho com parafusos de placa.
3) Segurando a broca.
A fixação da broca é feita com acessórios especiais. A Figura 8 ilustra o cenário de fixação de uma broca de haste reta com um mandril de perfuração.
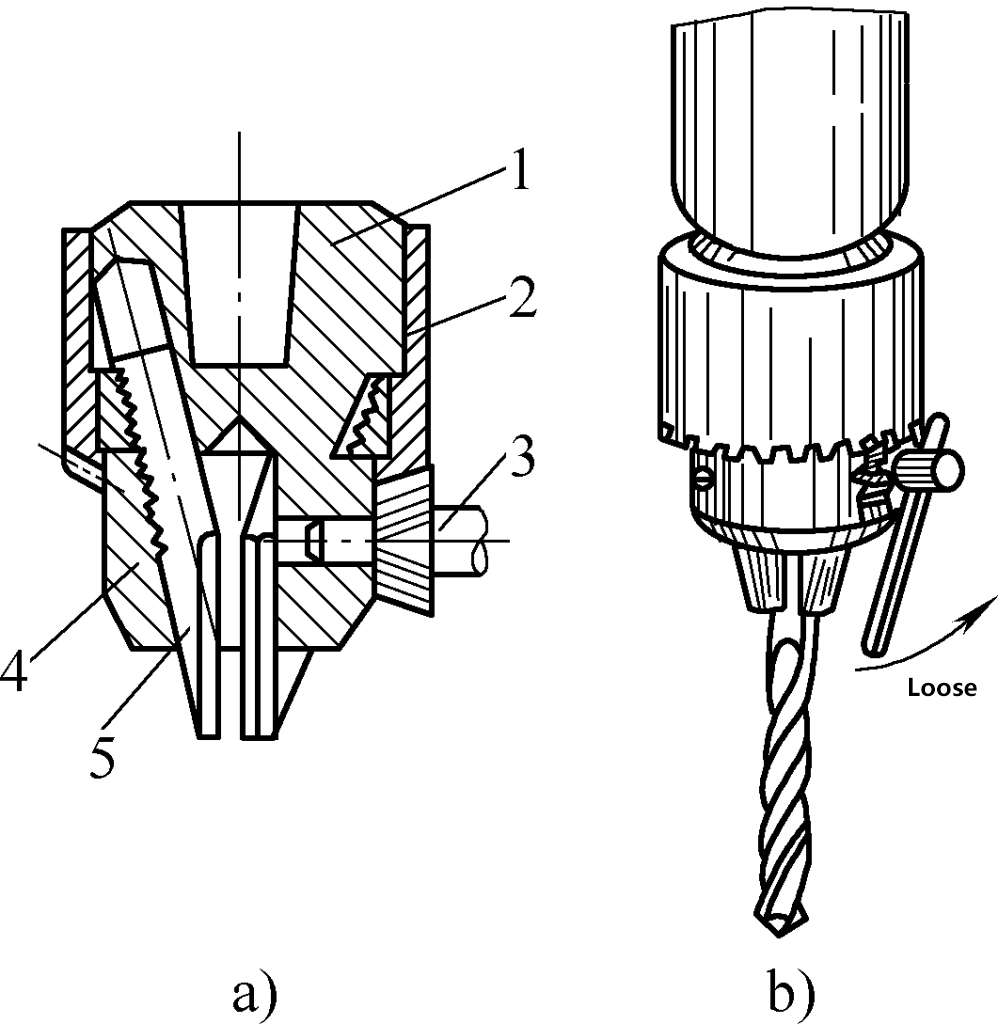
a) Estrutura do mandril da furadeira
b) Condições de trabalho do mandril de perfuração
1-Corpo do mandril
Manga de 2 pinos
3 chaves
Porca de 4 anéis
5 mandíbulas
Ao segurar a broca, primeiro insira a haste nas três garras 5 do mandril de perfuração, e o comprimento de fixação não deve ser inferior a 15 mm. Em seguida, use a chave especial 3 para o mandril de perfuração para girar a luva do mandril 2, de modo que a porca de anel 4 faça com que as três garras se movam ao longo da superfície inclinada, permitindo que as garras se abram ou fechem simultaneamente, atingindo assim o objetivo de afrouxar ou apertar a broca.
4) Inspeção pré-perfuração.
Antes de perfurar, verifique o desenho de usinagem, verifique a exatidão da posição de perfuração e o tamanho da broca, a firmeza da fixação da peça de trabalho, etc., e ajuste a velocidade da furadeira de acordo.
5) Perfuração.
Depois que a inspeção pré-perfuração for qualificada, a perfuração poderá ser realizada, garantindo uma operação segura.
6) Limpeza após a perfuração.
Após o processamento de um furo, limpe a superfície de trabalho imediatamente para prepará-la para as peças de trabalho subsequentes ou para o processamento de furos em outro local. Depois que todas as peças de trabalho forem perfuradas, limpe a prensa de perfuração imediatamente e desmonte e armazene a broca adequadamente.
Os principais pontos das operações de perfuração incluem os seguintes aspectos:
1) Métodos de perfuração.
Para peças de trabalho em geral, os seguintes métodos podem ser usados durante a perfuração:
Primeiro, aponte para a indentação central do punção e faça uma pré-perfuração de um poço cônico raso. Se a cavidade cônica perfurada não for concêntrica com o círculo da linha de perfuração, a peça de trabalho ou o eixo da furadeira pode ser movido para corrigi-la. Quando o desvio for grande, use um punção central para perfurar novamente ou use um cinzel para cortar várias ranhuras para correção, conforme mostrado na Figura 9.
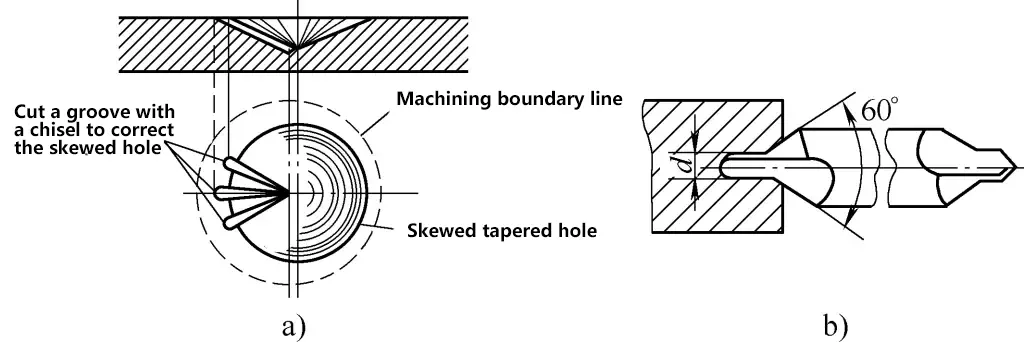
a) Correção do desvio do furo por meio de ranhuras de cinzel
b) Usar a broca de centro para orientar a centralização do furo em furos grandes
Ao fazer furos maiores, como a borda longa do cinzel das brocas de grande diâmetro dificulta a centralização, é melhor fazer primeiro um furo cônico maior com uma broca de centro, como mostrado na Figura 9b, ou usar uma broca helicoidal curta com um ângulo de ponta pequeno (2φ=90°~100°) para fazer um furo cônico. Depois que a broca de teste atingir os requisitos de concentricidade, a peça de trabalho ou o fuso da furadeira deve ser reapertado antes de refazer a perfuração.
Ao perfurar orifícios de passagem, use o avanço manual e avance suavemente até que a broca penetre. Deve-se tomar cuidado extra com peças de trabalho finas.
Ao fazer furos cegos, verifique a precisão da profundidade por meio do comprimento da broca e da medição real. Em superfícies não processadas ou em material mais duro, comece com o avanço manual.
Faça furos com diâmetro superior a 30 mm em duas etapas. Primeiro, use uma broca com 0,5~0,7 vezes o diâmetro do furo e, em seguida, expanda-a para o diâmetro necessário.
Ao fazer pequenos furos com diâmetros inferiores a 4 mm, use somente a alimentação manual, inicialmente tome cuidado para evitar o deslizamento da broca e evite aplicar muita pressão para evitar dobras e quebras. Levante a broca de vez em quando para remover os cavacos.
Ao fazer furos profundos (relação entre profundidade e diâmetro do furo maior que 3), use uma pequena taxa de avanço e levante a broca regularmente para remover os cavacos, evitando o bloqueio de cavacos e a quebra da broca ou danos à superfície interna do furo.
2) Seleção de fluido de corte.
Durante a perfuração, devido ao atrito entre a broca e a peça de trabalho e à deformação do cavaco, é gerado um calor elevado, o que faz com que a borda principal de corte da broca fique recozida e perca a capacidade de corte, embotando rapidamente a broca. Para reduzir a temperatura de trabalho da broca, estender sua vida útil, melhorar a produtividade da perfuração e garantir a qualidade da perfuração, é necessário injetar um fluido de corte adequado durante a perfuração.
A perfuração geralmente pertence aos processos de usinagem de desbaste, com o objetivo principal de usar fluido de corte para resfriamento. Os fluidos de corte comuns usados na perfuração estão listados na Tabela 1.
Tabela 1 Fluidos de corte comuns para perfuração
| Material da peça de trabalho | Fluido de corte |
| Aço estrutural | Emulsão, óleo de motor |
| Aço para ferramentas | Emulsão, óleo de motor |
| Aço inoxidável, aço resistente ao calor | Solução aquosa de óleo de linhaça, óleo de corte sulfurizado |
| Cobre puro | Emulsão, óleo vegetal |
| Liga de alumínio | Emulsão, querosene |
| Ferro fundido resfriado | Querosene |
| Ferro fundido, latão, bronze, liga de magnésio | Não utilizado |
| Borracha dura, cola | Não utilizado |
| Plexiglas | Emulsão, querosene |
3) Seleção dos parâmetros de corte.
Os parâmetros de corte durante a perfuração referem-se aos velocidade de corteA velocidade de corte (v) é a velocidade linear em um ponto do diâmetro da broca (m/min). A velocidade de corte (v) é a velocidade linear em um ponto do diâmetro da broca (m/min). A taxa de avanço (f) refere-se à distância que a broca se move para baixo por rotação (mm/r). A profundidade de corte (ap) durante a perfuração é igual ao raio da broca (mm), ou seja, ap=D/2.
Somente a velocidade de corte (v) e a taxa de avanço (f) precisam ser selecionadas durante a perfuração. Esses dois parâmetros são escolhidos principalmente com base na experiência.
Em geral, ao perfurar com uma broca de diâmetro pequeno, a velocidade deve ser mais rápida e a taxa de avanço deve ser menor. Ao fazer furos grandes com uma broca de diâmetro grande, a velocidade deve ser mais lenta, e a taxa de avanço pode ser relativamente maior. Ao perfurar materiais duros, a velocidade deve ser mais lenta e a taxa de avanço, menor. Ao perfurar materiais macios, a velocidade pode ser mais rápida e a taxa de avanço, maior.
Ao fazer furos em diferentes componentes de chapa metálica, é necessário adotar diferentes métodos de perfuração.
1) Perfuração de furos em peças cilíndricas.
Para fazer um furo perpendicular ao eixo através do centro do cilindro em peças como eixos ou luvas, use uma ferramenta de centralização (normalmente um bloco em V) para fixar o eixo da furadeira antes de fazer o furo. Alinhe o centro do eixo da furadeira com o centro do bloco em V e prenda a posição do bloco em V com uma braçadeira. Coloque a peça de trabalho cilíndrica horizontalmente no bloco em V, ajuste-a em uma posição nivelada, alinhe a broca com o centro de perfuração e prenda a peça de trabalho firmemente antes de testar a perfuração e fazer o furo.
Se o trabalho de alinhamento for feito com cuidado, a simetria entre o centro do furo e a linha central da peça de trabalho poderá ser controlada em 0,1 mm.
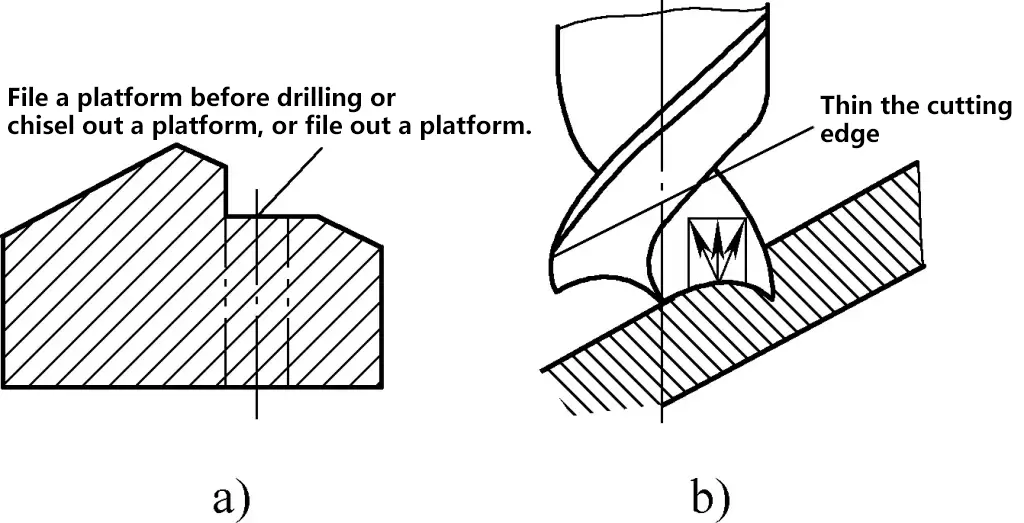
2) Perfuração de furos inclinados.
Há três cenários para a perfuração de furos inclinados: perfuração de furos em uma superfície inclinada, perfuração de furos inclinados em uma superfície plana e perfuração de furos em uma superfície curva. Todos eles têm uma característica em comum: o centro do furo não é perpendicular à superfície da extremidade de perfuração.
Durante a perfuração, cinzelar ou limar uma plataforma no ponto de entrada da perfuração ou fresar uma plataforma com uma fresa de topo (consulte a Figura 10a). Primeiro, use uma broca de pequeno diâmetro ou uma broca central para fazer um furo ou recesso raso. Depois de posicionado corretamente, faça o furo. Três brocas pontiagudas de altura igual também podem ser usadas para fazer furos inclinados (veja a Figura 10b).
3) Perfuração de orifícios semicirculares.
Ao fazer furos semicirculares, quando um lado da broca encontra uma força de apoio, ela se desvia para o outro lado, fazendo com que a broca se dobre ou quebre, resultando em furos não perpendiculares. Para evitar que isso aconteça, para furos semicirculares na borda da peça de trabalho, junte duas peças de trabalho idênticas para perfuração. Para furos semicirculares externos, use o mesmo material para preencher e depois perfurar, conforme mostrado na Figura 11.
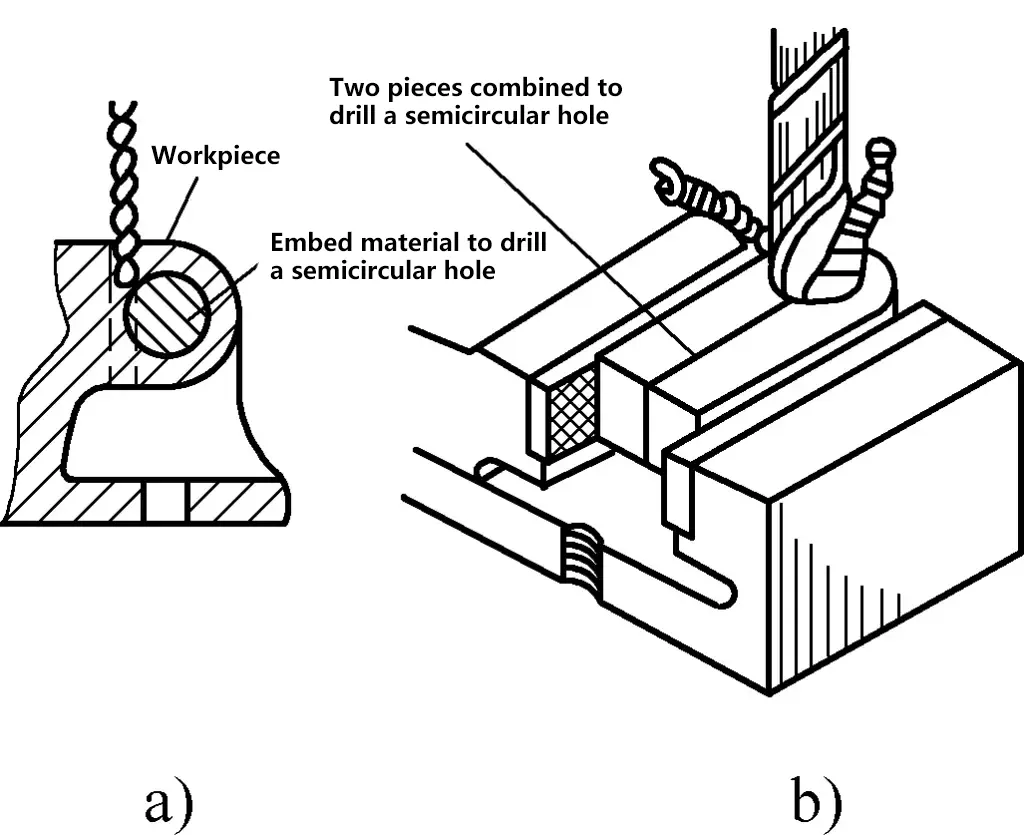
a) Material de inserção
b) Mesclar duas peças
Ao fazer furos para parafusos de linha dividida e os materiais de ambos os lados da emenda tiverem dureza diferente, use uma broca rígida (de preferência curta). A marca de perfuração central deve ser ligeiramente inclinada para o lado do material mais duro. Quando a broca tiver perfurado até uma determinada profundidade e estiver inclinada para o ponto de contato do lado mais macio, alinhe a broca com o ponto de contato para continuar a perfuração.
4) Perfuração de furos em tandem.
Os tipos comuns de furos em tandem são mostrados na Figura 12. Devido à profundidade ou à distância entre os dois furos, a broca se estende por muito tempo durante a perfuração, causando vibração, dificuldade de centralização e propensão a dobrar, levando a furos inclinados com baixa concentricidade.

Os seguintes métodos podem ser usados para a perfuração: para os furos em tandem mostrados na Figura 12a, primeiro use uma broca curta para fazer um furo pequeno até a profundidade do furo grande, depois mude para uma broca longa e pequena para terminar a perfuração do furo pequeno e, em seguida, faça o furo grande e faça o escareamento do plano inferior do furo grande.
Para os furos em tandem mostrados na Figura 12b, primeiro faça o furo superior e, em seguida, use uma broca de fixação firme. de encaixe um punção grande para inserir no orifício superior e fazer a marca para o orifício inferior. Perfure um recesso raso lentamente com a broca centralizada na marca do punção, confirme a precisão e, em seguida, perfure em alta velocidade.
Para os furos em tandem mostrados na Figura 12c, para produção em massa, uma haste de perfuração longa pode ser fabricada com um diâmetro externo que se encaixa livremente no furo superior. Faça primeiro o furo grande superior e, em seguida, passe para a haste de perfuração longa equipada com uma broca pequena. Use o furo superior como guia para fazer o furo inferior pequeno. Como alternativa, use o método para furos em tandem mostrado na Figura 12b.
O objetivo da retificação de brocas é reafiar ou reparar a borda de corte que ficou cega ou danificada, ou remodelar a broca para atender às necessidades específicas do material, garantindo um bom desempenho de perfuração.
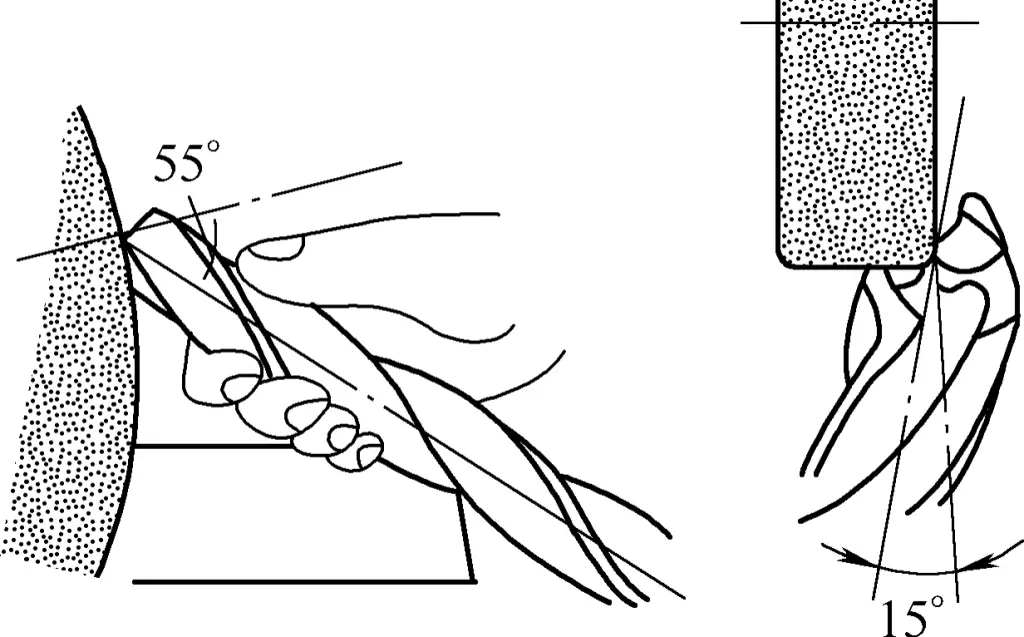
A precisão do esmerilhamento da broca afeta diretamente a qualidade da perfuração, a eficiência e a vida útil da broca. O esmerilhamento manual das brocas é feito em uma esmerilhadeira de bancada. O grão comum usado é o 46-80. Durante a rotação do rebolo, a excentricidade deve ser rigorosamente controlada. Os principais métodos de retificação incluem:
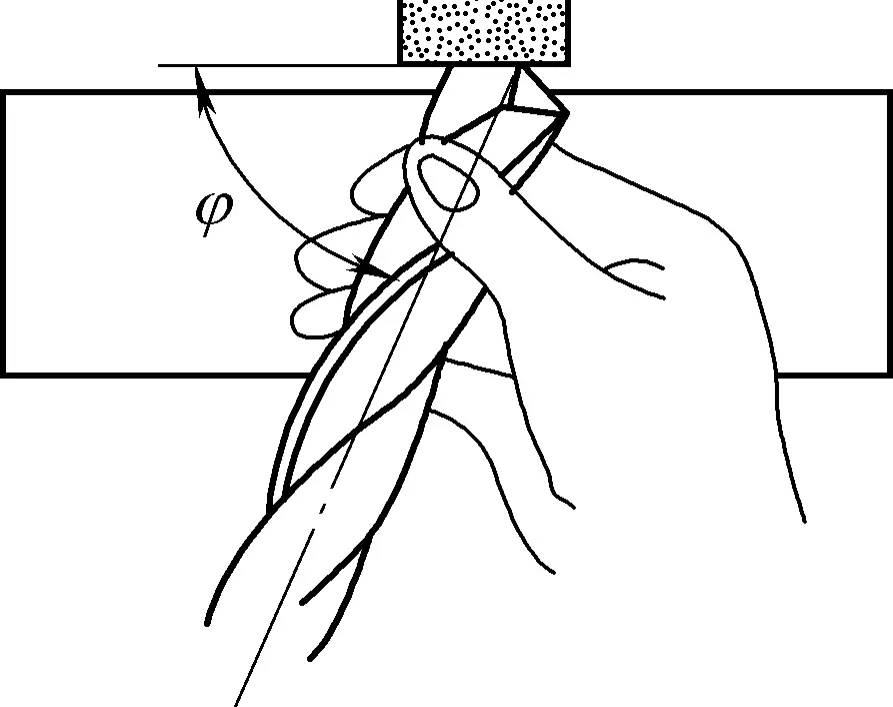
Durante o esmerilhamento, use a mão direita (ou esquerda) para segurar a cabeça da broca como um pivô de posicionamento (ou apoie-a no suporte do esmeril) e a outra mão para segurar a haste da broca. Alinhe o eixo da broca e a superfície cilíndrica da esmerilhadeira em um ângulo φ e incline de 8° a 15° para baixo, garantindo que a borda de corte principal esteja na horizontal e toque levemente a circunferência acima da linha central da esmerilhadeira.
Aplique pressão com a mão que está segurando a cabeça da broca em direção à esmerilhadeira e fixe a posição de rotação da broca em torno de seu eixo. A mão que segura a haste gira a broca no sentido horário em torno de seu eixo enquanto oscila para cima e para baixo. A rotação da broca em torno de seu eixo garante que toda a face do flanco seja retificada, enquanto o movimento para cima e para baixo retifica o ângulo de folga necessário.
Os movimentos das mãos devem ser bem coordenados. O ângulo de oscilação varia com o ângulo de folga, pois o ângulo de folga difere em vários raios da broca. Repita esse processo algumas vezes. Depois de esmerilhar uma borda de corte principal, gire 180° para esmerilhar a outra borda de corte principal. Isso molda o ângulo do cinzel, o ângulo de folga e o ângulo de afinamento da trama, conforme mostrado na Figura 13.
O valor específico do ângulo da ponta da broca 2φ pode ser selecionado de acordo com diferentes materiais de perfuração, conforme mostrado na Tabela 2.
Tabela 2 Seleção do ângulo da ponta da broca [Unidade: (°)]
| Material a ser processado | Ângulo da ponta (2φ) |
| Aço e ferro fundido (dureza média) | 116~118 |
| Aço manganês | 136~150 |
| Liga de alumínio duro | 90~100 |
| Forjados em aço | 125 |
| Latão e bronze | 130~140 |
| Produtos plásticos | 80~90 |
Depois de afiar as bordas de corte principais, verifique se o ângulo da ponta 2φ corta o eixo da broca, se as duas bordas de corte principais são simétricas e iguais em comprimento, e se cada uma delas é uma linha reta. Além disso, verifique se o ângulo posterior na borda externa das bordas de corte principais está de acordo com o valor exigido e se o ângulo da borda do cinzel é preciso.
Ao afiar a borda do cinzel, as posições relativas da broca e do rebolo são mostradas na Figura 14. Durante a afiação, primeiro faça com que a parte de trás da borda entre em contato com o rebolo e, em seguida, gire a broca de modo que a ponta do rebolo se mova gradualmente em direção ao centro da broca para encurtar a borda do cinzel. A borda do rebolo usado para afiar a borda do cinzel deve ter uma pequena curva, e o diâmetro do rebolo também deve ser menor.