Noções básicas de ajuste: Técnicas, ferramentas e procedimentos
Como você garante a precisão na montagem manual de componentes mecânicos? A arte da montagem envolve o uso de várias ferramentas manuais...

O método de cortar peças de metal usando um martelo para golpear um cinzel é chamado de cinzelamento.
O cinzelamento é usado principalmente em áreas que são inconvenientes para o processamento mecânico, mas convenientes para o processamento manual, como a remoção de flanges e rebarbas de peças fundidas, corte de materiais, cinzelamento de superfícies planas e ranhuras. Por meio do exercício de martelamento do trabalho de cinzelamento, a precisão do martelamento pode ser aprimorada, estabelecendo uma base sólida para a montagem e desmontagem de equipamentos mecânicos.
As principais ferramentas usadas para o cinzelamento são cinzéis e martelos.
1) Tipos e usos de cinzéis
O cinzel é a ferramenta de corte usada no cinzelamento, geralmente feita de aço carbono para ferramentas.
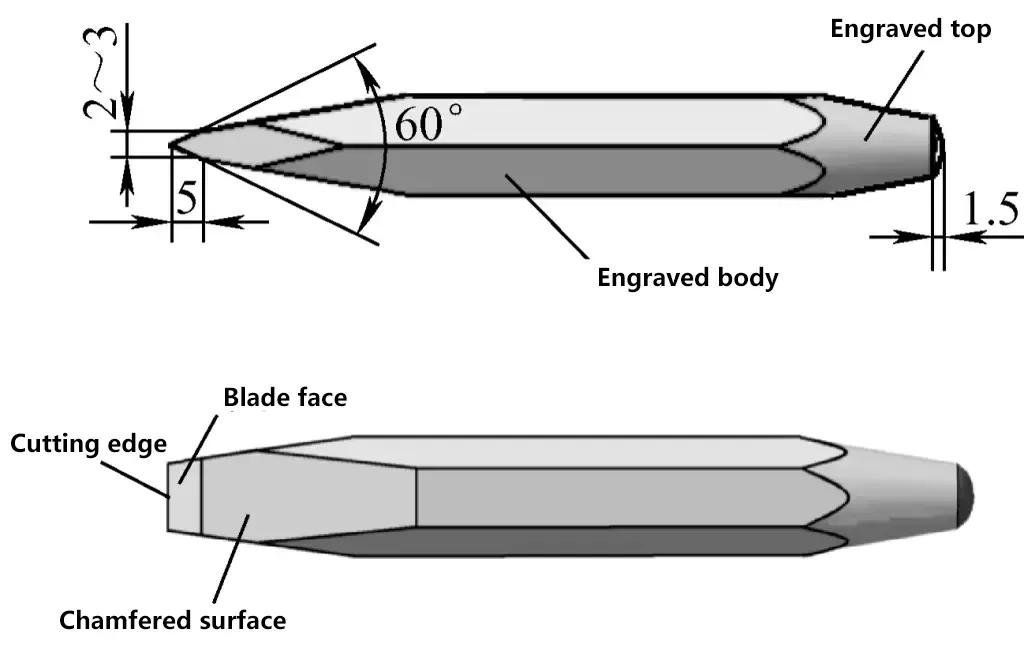
Um cinzel é composto de três partes: a cabeça, a parte cortante e o corpo, conforme mostrado na Figura 1. A cabeça tem uma certa conicidade, com um topo ligeiramente esférico, facilitando a passagem da força pela linha central do cinzel durante o martelamento, mantendo o cinzel estável. A maioria dos corpos de cinzel agora é hexagonal para evitar a rotação durante o cinzelamento.
Os cinzéis são divididos em três tipos: cinzéis planos, cinzéis para ranhuras e cinzéis para ranhuras de óleo. Seus usos são os seguintes:
① Cinzel plano
Os cinzéis planos, também conhecidos como cinzéis largos, são usados principalmente para cinzelar superfícies planas, cortar aço redondo de pequeno porte, aço plano e chapas de aço finas. A Figura 1 mostra as dimensões e os nomes de cada parte de um cinzel plano. A largura da lâmina de um cinzel plano é geralmente de 10 a 20 mm.
② Cinzel de ranhura
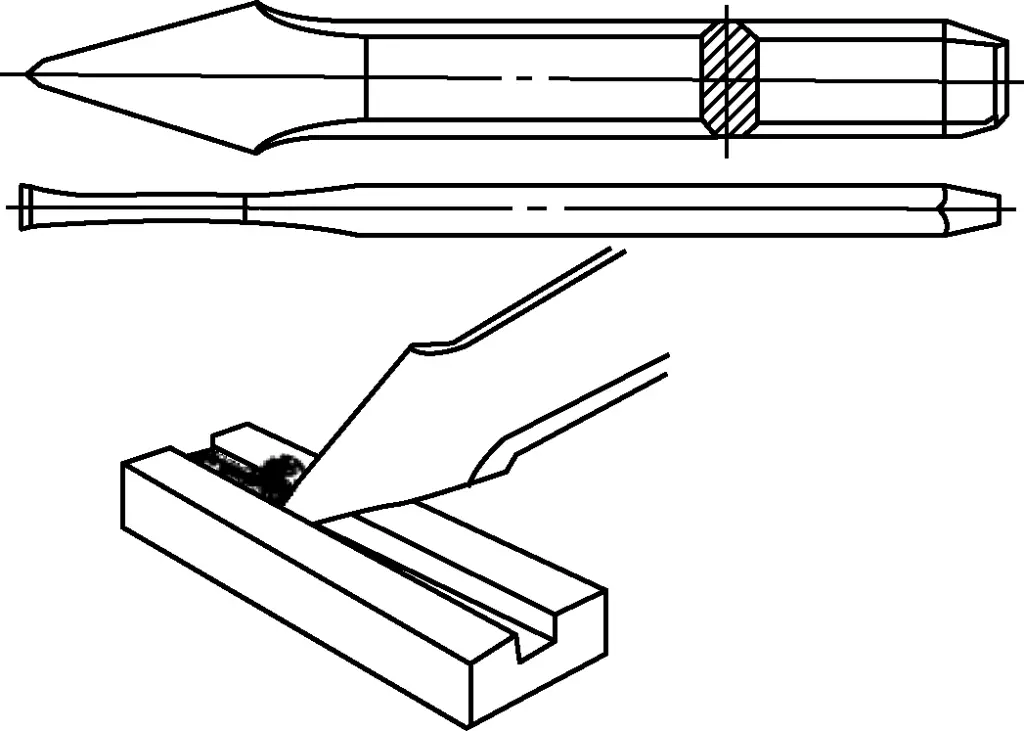
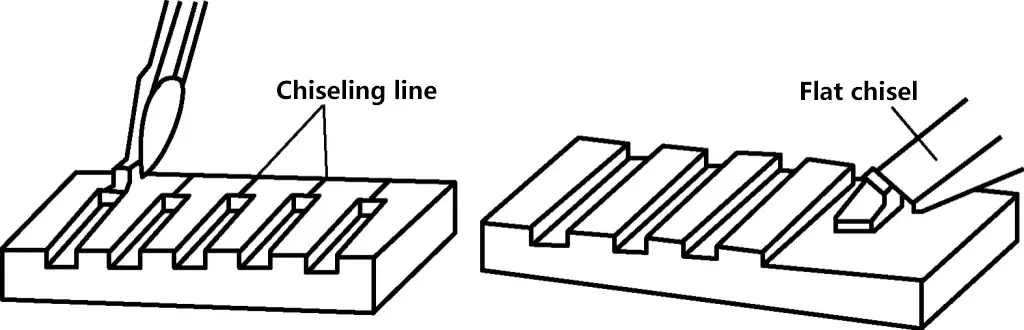
Os cinzéis para ranhuras, também conhecidos como cinzéis pontiagudos ou cinzéis estreitos, são usados principalmente para fazer ranhuras e rasgos de chaveta em superfícies metálicas e cortar chapas metálicas curvas. A largura da lâmina de um cinzel para ranhuras é determinada pela largura da ranhura, geralmente cerca de 5 mm, conforme mostrado na Figura 2. Ao cinzelar uma grande superfície plana, primeiro use um cinzel de ranhura para fazer ranhuras e, em seguida, use um cinzel plano para aplainar, conforme mostrado na Figura 3.
Cinzel para ranhuras a óleo ③
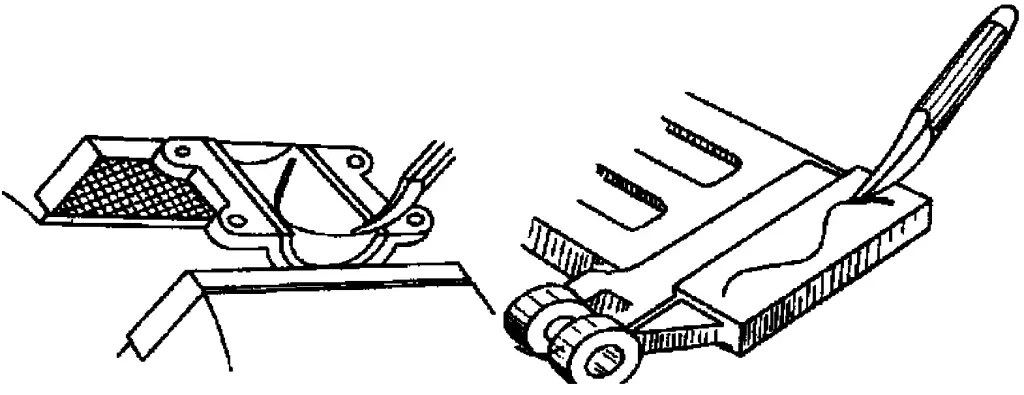
Os cinzéis para ranhuras de óleo são usados principalmente para cinzelar ranhuras de óleo, como ranhuras de óleo em rolamentos de eixo e outras superfícies deslizantes. Sua aresta de corte deve ser retificada em forma de arco que corresponda à forma da ranhura de óleo, com largura igual à largura da ranhura de óleo, e a ranhura de óleo é cinzelada ao longo da linha traçada na peça de trabalho. A ranhura de óleo deve ser cinzelada suavemente e com profundidade consistente. O método de cinzelamento é mostrado na Figura 4.
2) Ângulos de trabalho dos cinzéis
Os principais fatores que afetam a qualidade e a eficiência do cinzelamento são o ângulo de cunha do cinzel e o ângulo de retorno durante o cinzelamento.
Seleção do ângulo de cunha β: O cinzel é um tipo de ferramenta de corte, sua borda de corte é formada por duas faces de borda, em forma de cunha, de modo que o ângulo formado pelas duas faces de borda é chamado de ângulo de cunha, denotado como β. Um ângulo de cunha pequeno torna a borda do cinzel afiada, mas com pouca resistência e facilmente lascada. Um ângulo de cunha grande confere à ferramenta boa resistência, mas com alta resistência ao cinzelamento e dificuldade de corte, conforme mostrado na Figura 5. O tamanho do ângulo da cunha deve ser escolhido com base na dureza da peça de trabalho.
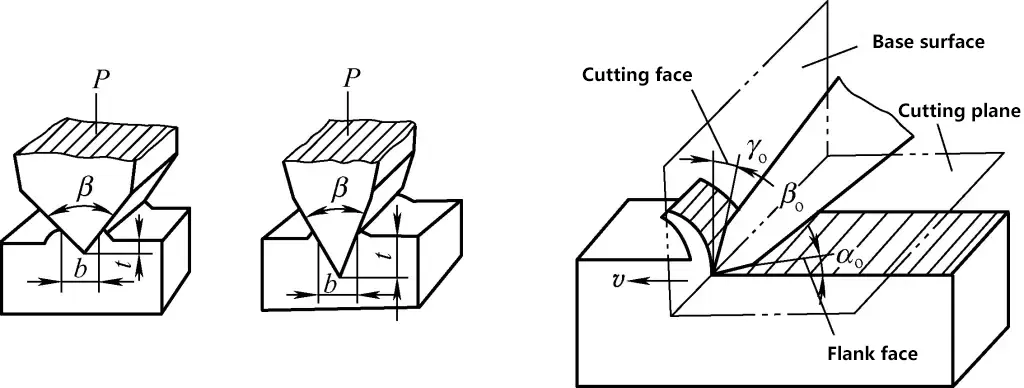
Em geral, para cinzelar materiais frágeis e duros, o ângulo da cunha deve ser maior; para materiais mais macios, o ângulo da cunha deve ser menor. O ângulo da cunha para materiais duros é de 60° a 75°; para materiais de dureza média, de 50° a 60°; para materiais de cobre e ferro fundido, de 30° a 50°.
Seleção do ângulo traseiro αo: O ângulo entre a face posterior do cinzel e a peça de trabalho é chamado de ângulo posterior. Se o ângulo posterior for muito grande, o cinzel cortará muito fundo na peça de trabalho. Se o ângulo posterior for muito pequeno, a direção de cinzelamento será muito plana e o cinzel poderá escorregar facilmente da superfície da peça de trabalho, impedindo também o corte, conforme mostrado na Figura 6. Em geral, um ângulo traseiro de 5° a 8° é adequado. Durante o processo de cinzelamento, o ângulo traseiro deve ser mantido o mais constante possível, caso contrário, a superfície usinada ficará irregular.
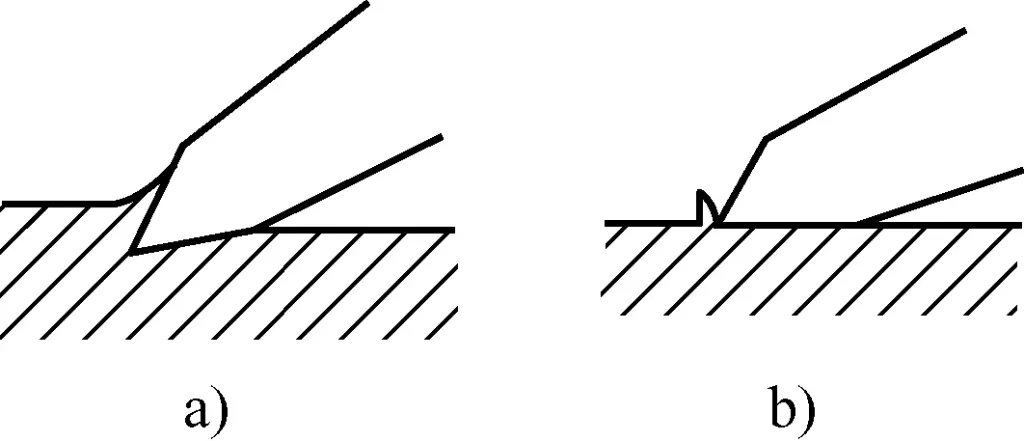
a) αo grande
b) αo pequeno
1) Especificações do martelo
O martelo mostrado na Figura 7a, comumente conhecido como marreta, é uma das ferramentas manuais usadas com mais frequência em trabalhos básicos de bancada e operações de desmontagem.
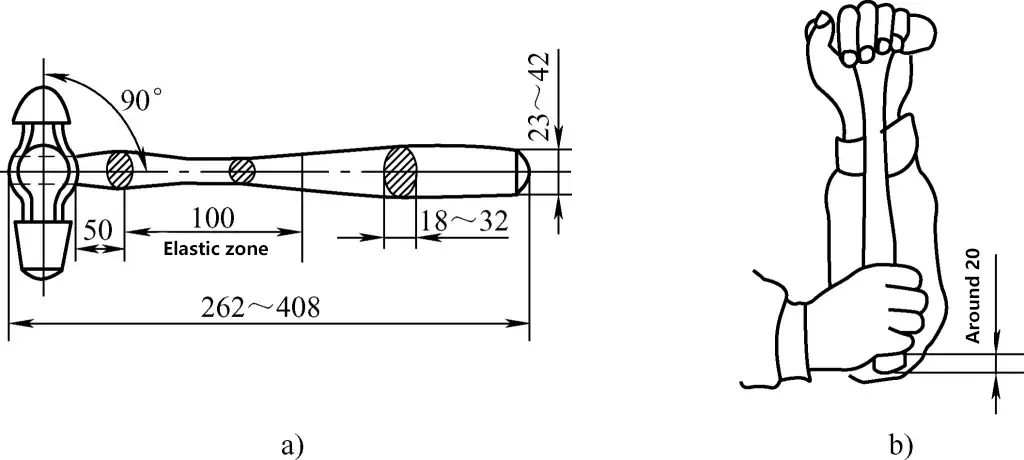
a) Martelo e alça
b) Determinação do comprimento do cabo do martelo
Um martelo consiste em duas partes: a cabeça do martelo e o cabo de madeira. O peso da cabeça do martelo é usado para indicar a especificação do martelo, com tamanhos comuns de 0,22 kg, 0,44 kg, 0,66 kg, 0,88 kg, 1,1 kg etc. A cabeça do martelo é feita de aço carbono para ferramentas (T7 ou T8) e passa por um tratamento de endurecimento.
O cabo do martelo é feito de madeira resistente, sendo o pau-rosa uma escolha comum. O cabo do martelo geralmente tem cerca de 300 a 350 mm de comprimento, sendo que cabeças de martelo mais pesadas exigem cabos mais longos. Por exemplo, uma cabeça de martelo de 1,1 kg deve ser equipada com um cabo de 350 mm de comprimento. No entanto, ele também pode ser determinado com base no comprimento do antebraço, conforme mostrado na Figura 7b.
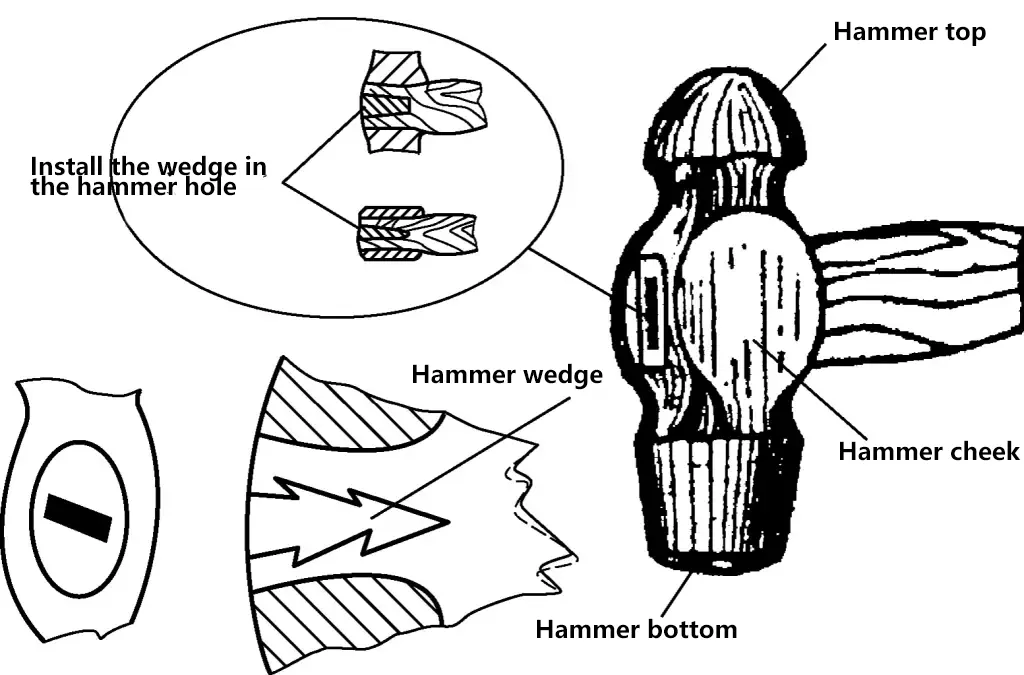
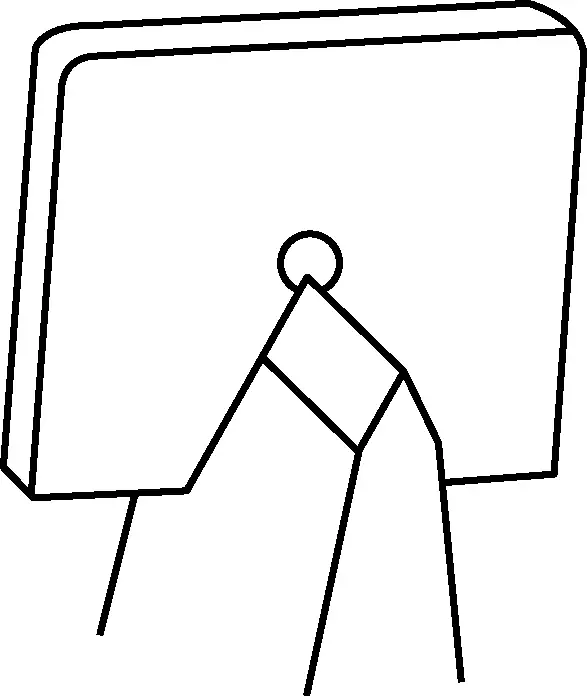
2) Instalação do martelo
Conforme mostrado na Figura 8, ao instalar um martelo, certifique-se de que a linha central do cabo esteja perpendicular à linha central da cabeça; o cabo deve ser fixado com segurança na cabeça para evitar acidentes causados por desprendimento. Por esse motivo, o orifício para a alça deve ter formato oval. Depois que a alça estiver bem encaixada no orifício, uma cunha é inserida na extremidade para evitar que se solte. O cabo também deve ser ovalado, o que permite uma pegada firme e evita a rotação durante o uso, garantindo golpes de martelo mais precisos.
Conforme mostrado na Figura 9, aqueça a parte cortante do cinzel, com cerca de 20 mm de comprimento, uniformemente a 750-780 °C (cor vermelho-cereja) e, em seguida, coloque o cinzel verticalmente em água fria (profundidade de imersão de cerca de 4-6 mm, ou seja, o comprimento da borda cortante) e mova lentamente o cinzel para resfriá-lo.
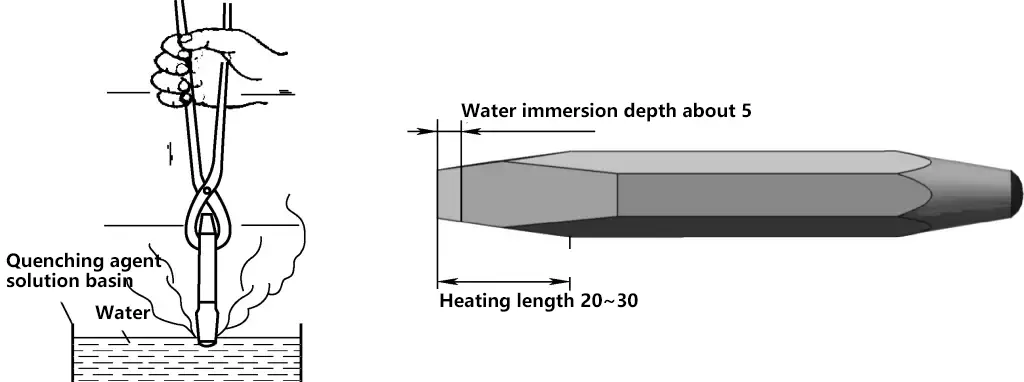
Se for mantido estacionário, o limite entre as partes temperadas e não temperadas será muito nítido, e o cinzel poderá quebrar facilmente no limite durante o uso após a têmpera.
Durante o movimento de têmpera, quando observar que a parte do cinzel acima da superfície da água mudou de vermelho para preto, retire rapidamente o cinzel da água e remova imediatamente qualquer sujeira e incrustação (usando o calor residual da parte superior do cinzel para temperar a aresta de corte).
O método específico é tirar o cinzel da água e esfregá-lo rapidamente algumas vezes em um rebolo fino ou lixa pré-preparada (a ação deve ser rápida), observando a mudança de cor da borda cortante. Quando a borda de corte ficar amarela, mergulhe todo o cinzel na água, o que é conhecido como têmpera no "calor amarelo".
Os cinzéis temperados com "calor amarelo" têm alta dureza, mas são frágeis, e a borda de corte pode lascar ou até quebrar durante o cinzelamento. Quando a borda de corte ficar azulada, mergulhe todo o cinzel em água, o que é conhecido como têmpera com "calor azul". Os cinzéis temperados com "calor azul" têm dureza muito baixa, e a borda de corte pode se enrolar durante o cinzelamento.
A situação ideal é quando a cor amarela desaparecer e aparecer o roxo, coloque imediatamente o cinzel inteiro na água (porque a cor roxa aparece por um período muito curto, se não for imersa na água imediatamente, ela ficará azul, tornando-se o já mencionado "calor azul"). Nesse momento, o cinzel temperado não só tem resistência e dureza relativamente altas, mas também boa resistência ao impacto.
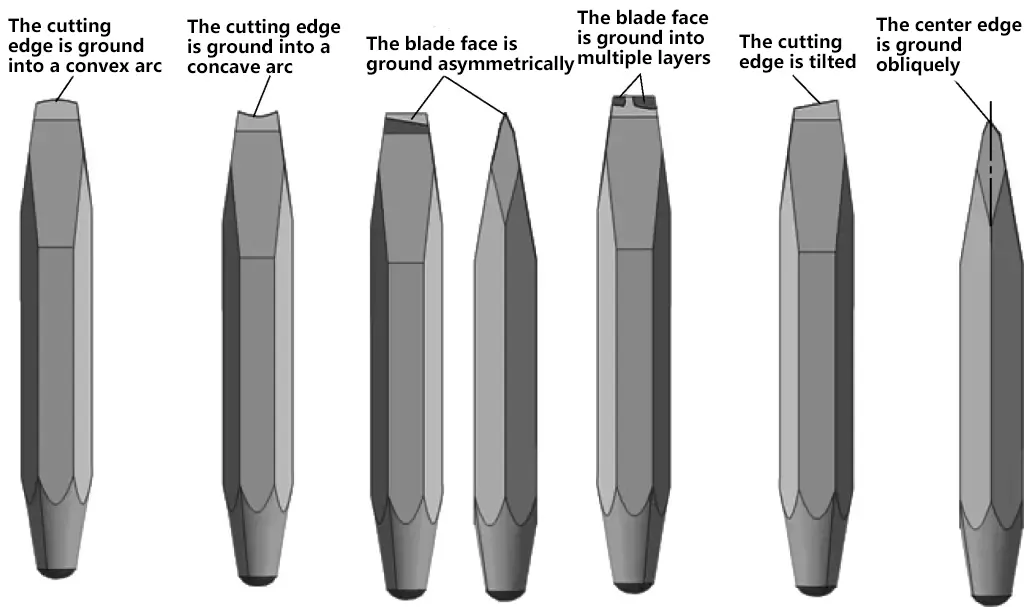
1) Requisitos gerais para a afiação de ferramentas
2) Requisitos específicos para a afiação de cinzéis
Além de atender aos requisitos gerais acima para a afiação de ferramentas, a afiação de cinzéis também deve atender aos seguintes pontos:
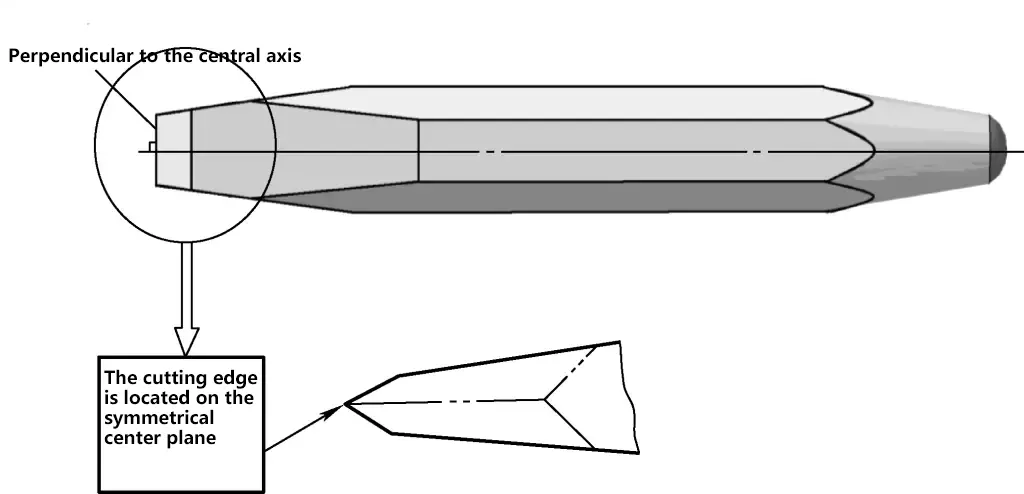
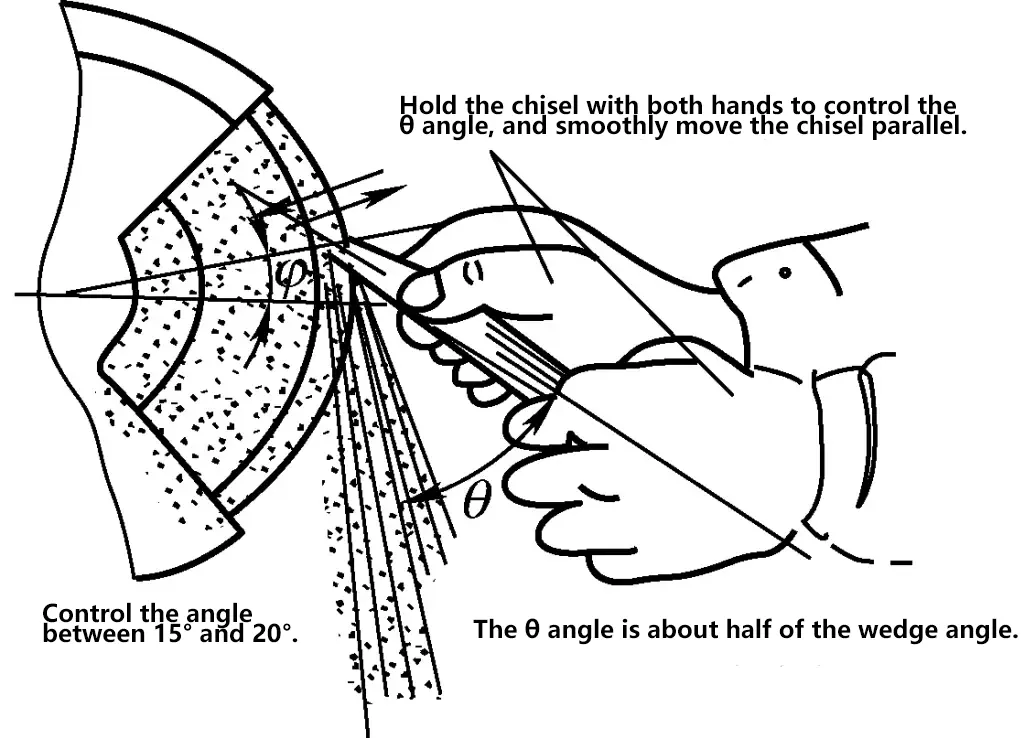
O método básico de afiação de cinzéis é mostrado na Figura 12.
Há dois métodos de segurar o martelo: empunhadura solta e empunhadura firme.
1) O método de empunhadura firme envolve o dedo indicador, o dedo médio, o dedo anular e o dedo mínimo da mão direita segurando firmemente a empunhadura do martelo, com o polegar pressionado contra o dedo indicador, deixando de 15 a 30 mm da empunhadura expostos na extremidade. A pegada permanece inalterada durante o balanço e o golpe. O método de pegada firme raramente é usado porque pode facilmente causar bolhas na mão devido à pegada firme, como mostrado na Figura 14a.
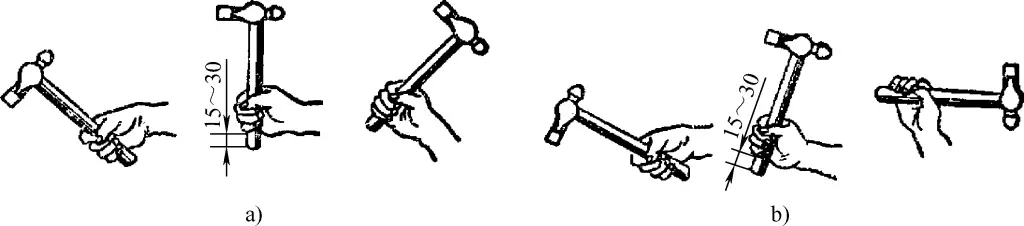
a) Método do aperto firme
b) Método de aderência solta
2) O método de empunhadura solta consiste em sempre segurar o cabo do martelo com o polegar e o indicador. Quando o martelo for levantado para trás (durante o processo de balanço), relaxe gradualmente o dedo mínimo, o dedo anular e o dedo médio, pressionando naturalmente contra o cabo do martelo.
Durante o processo de martelamento, aperte gradualmente os dedos relaxados e acelere o movimento do martelo. Uma vez dominado, esse método pode não apenas aumentar a força do martelo, mas também reduzir a fadiga, de modo que o método de pegada solta é melhor do que o método de pegada apertada, conforme mostrado na Figura 14b.
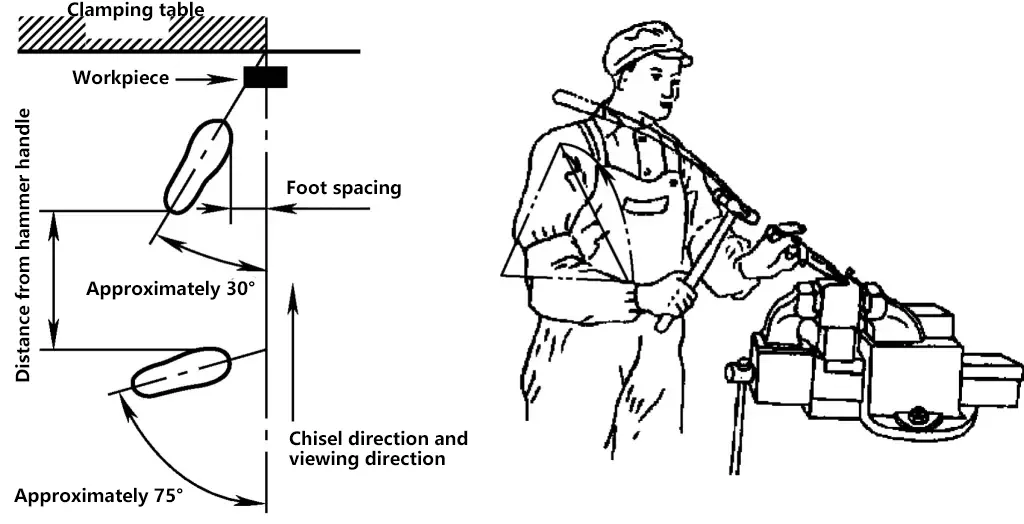
1) Postura em pé
A postura correta em pé facilita a aplicação de força durante o cinzelamento e evita a fadiga em todo o corpo. Normalmente, o pé esquerdo dá meio passo à frente, o pé direito fica atrás, a distância entre os dois pés é de cerca de um comprimento do cabo do martelo, com o centro de gravidade no pé esquerdo, permanecendo estável próximo ao torno de bancada.
Não exerça muita força sobre as pernas, dobre levemente o joelho esquerdo, mantenha a perna direita reta e estável e posicione os pés em forma de "V". Não incline a cabeça para frente ou para trás, fique de frente para a peça de trabalho e olhe para a borda do cinzel. A postura específica em pé é mostrada na Figura 15.
2) Método de balanço do martelo
Há três métodos de balanço do martelo: balanço do pulso, balanço do cotovelo e balanço do braço, conforme mostrado na Figura 16.
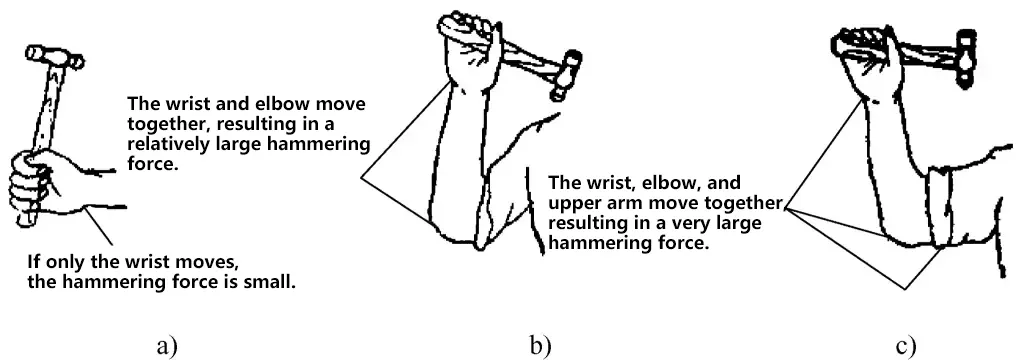
a) Balanço do pulso
b) Balanço do cotovelo
c) Balanço do braço
O método de balanço do pulso é normalmente usado no início e no final do cinzelamento; o balanço do cotovelo é o mais usado, adequado para cinzelar superfícies planas e fazer ranhuras; o balanço do braço é usado principalmente para cortar metal e remover porcas.
3) Pontos principais da ação de balanço do martelo
① Levantando o martelo
Levante o ombro e puxe o cotovelo, levantando o martelo acima do ombro; vire o pulso para trás, segure o cabo do martelo com folga; a face do martelo deve estar voltada para cima.
② Balançando o martelo
Concentre seu olhar na borda do cinzel e na área a ser cinzelada, aperte o cabo do martelo, aplique força com o pulso, balance o martelo em um arco dentro do plano vertical (não deixe o braço balançar para fora e não deixe o martelo cair em um ângulo), atingindo diretamente a parte superior do cinzel.
③ Requisitos de martelamento
A frequência de marteladas deve ser de cerca de 40 vezes por minuto; os golpes devem ser potentes e precisos; não deve haver nenhum fenômeno de "batida" (bater levemente na parte superior do cinzel para mirar antes de golpear com força).
1) Métodos de preensão do cinzel
① Método de aderência normal
Como mostrado na Figura 17a, com a palma da mão voltada para baixo, segure o corpo do cinzel com o polegar e o indicador naturalmente abertos e os outros três dedos naturalmente dobrados e juntos, segurando o corpo do cinzel. A parte superior do cinzel deve se projetar de 10 a 15 mm da empunhadura. Se ficar muito saliente, o cinzel poderá oscilar, afetando a precisão da batida do martelo. A empunhadura não deve ser nem muito apertada nem muito frouxa, visando à facilidade de operação e ao mínimo de fadiga. Esse método de empunhadura é o método básico, adequado para cinzelar superfícies planas.
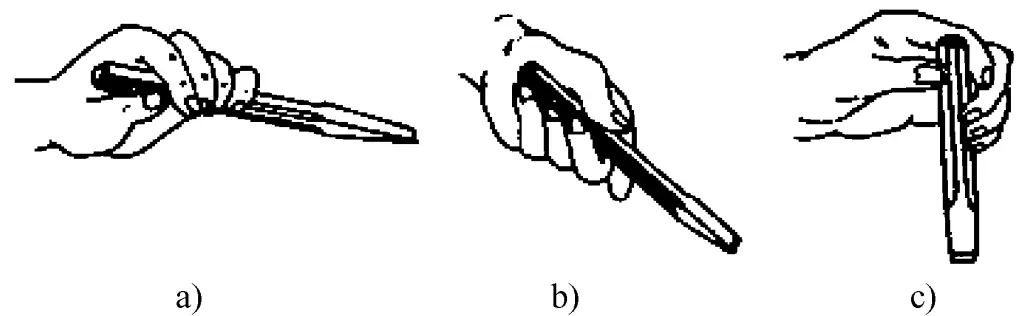
a) Método de aderência normal
b) Método de aderência reversa
c) Método de aderência vertical
② Método de aderência reversa
Conforme mostrado na Figura 17b, com a palma da mão voltada para cima, os dedos apertam naturalmente o corpo do cinzel, com a palma da mão suspensa. Essa empunhadura é adequada para cinzelar pequenas superfícies planas ou superfícies laterais.
③ Método de aderência vertical
Conforme mostrado na Figura 17c, o polegar está voltado para cima, o polegar em um lado do cinzel e os outros quatro dedos no outro lado, apertando o cinzel. Essa empunhadura é adequada para o cinzelamento vertical, como o corte de materiais em uma bigorna.
2) Pontos-chave para a operação de cinzelamento de superfícies planas
① Método de início e fim do cinzelamento.
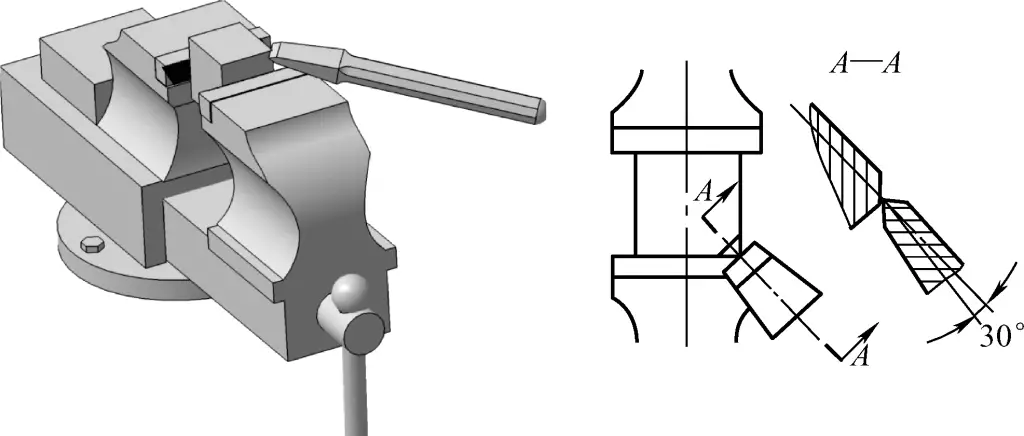
Conforme mostrado na Figura 18, ao cinzelar uma superfície plana, geralmente use o método de início em ângulo. Comece a cinzelar a partir do canto direito da peça de trabalho, primeiro segure o cinzel em um ângulo de 45° para a direita e, em seguida, incline a parte superior do cinzel para baixo em cerca de 30°. Quando a borda do cinzel tiver cortado de 0,5 a 1,5 mm de profundidade, levante a parte superior do cinzel até o ângulo posterior necessário e continue o cinzelamento.
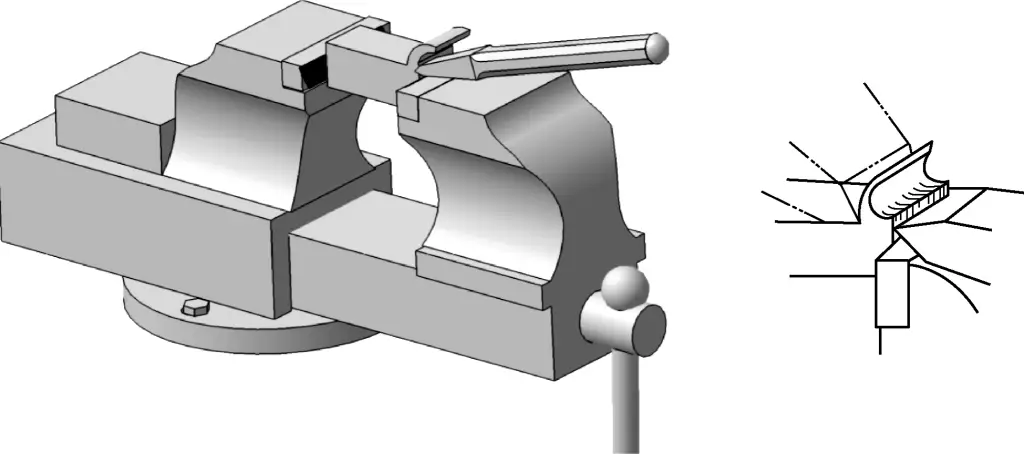
Conforme mostrado na Figura 19, quando o cinzelamento chegar ao final da peça de trabalho (cerca de 10 mm da borda), vire-se para cinzelar a parte restante; caso contrário, a borda da peça de trabalho poderá lascar.
② Espessura do cinzelamento.
Depois de determinar a margem de cinzelamento e marcar a linha de processamento, cinzelamento em camadas, com cada camada tendo, normalmente, de 0,5 a 1,5 mm de espessura.
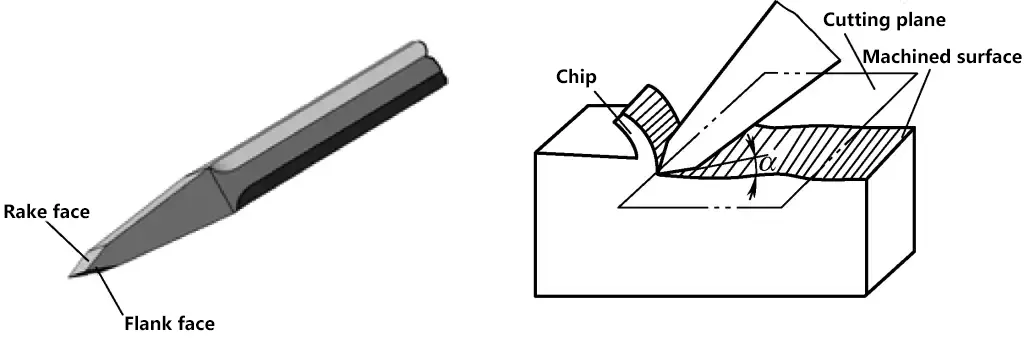
③ Ângulo de inclinação para trás.
Conforme mostrado na Figura 20, durante o cinzelamento, o ângulo entre a face posterior do cinzel e o plano de corte (o plano tangente à borda de corte em um ponto da superfície de corte) é chamado de ângulo posterior de cinzelamento (denotado por α). O ângulo de retorno do cinzel é geralmente melhor em 5°-8° e deve permanecer constante durante todo o processo de cinzelamento.
④ Durante o processo de cinzelamento, a cada poucos cinzéis, você pode puxar o cinzel ligeiramente para trás, fazer uma breve pausa e, em seguida, pressionar a borda do cinzel contra a área cinzelada e continuar a cinzelar. Isso permite observar a planicidade da superfície cinzelada e relaxar ritmicamente os músculos.
3) Método de corte de chapas metálicas
O método correto de corte de chapas metálicas é mostrado na Figura 21.
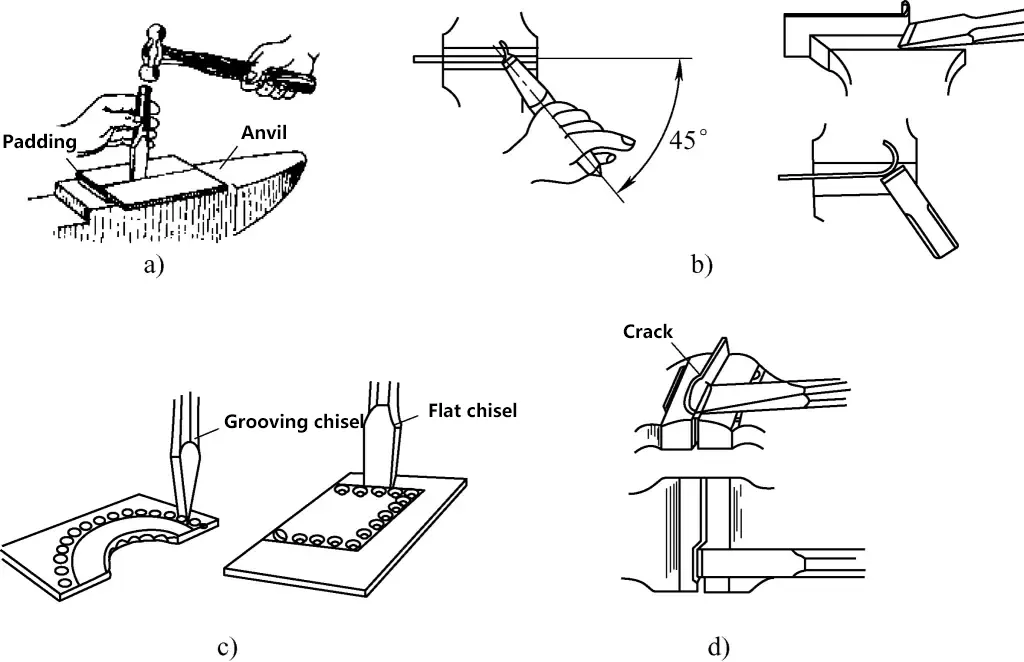
a) Corte de chapas metálicas em uma bigorna
b) Primeiro faça furos e, em seguida, use um cinzel para cortar a chapa metálica
c) Método correto de corte de chapas metálicas em um torno de bancada
d) Método incorreto de corte de chapas metálicas
① A Figura 21a mostra o corte de chapas metálicas planas em uma bigorna. Esse método é geralmente usado para cortar áreas maiores ou chapas metálicas mais grossas (acima de 4 mm), bem como chapas metálicas que não são convenientes para serem fixadas em um torno de bancada. Com esse método, é mais difícil manter um corte reto.
A Figura 21b mostra que a fixação da chapa metálica nas garras do torno de bancada para cinzelamento pode obter mais facilmente uma borda de corte reta.
Ao cinzelar peças de trabalho com contornos mais complexos e maior espessura, para evitar deformação durante o cinzelamento, primeiro faça furos de separação ao longo do contorno usando uma broca de diâmetro menor, depois use um cinzel pontiagudo para conectar os furos pequenos e, por fim, cinzelá-los. Dessa forma, a forma desejada pode ser cinzelada, como mostrado na Figura 21c.
A Figura 21d mostra um método incorreto de cinzelamento de chapas metálicas.