
Noções básicas de punção de torre CNC que você deve conhecer
Imagine ter o poder de moldar o metal com precisão e velocidade. As máquinas de puncionamento de torre CNC oferecem exatamente isso, revolucionando os setores...
Como as peças metálicas de precisão ganham forma? As formações de punção e matriz desempenham um papel fundamental na fabricação. Este artigo aborda a mecânica do movimento do punção, as várias classificações de matrizes e os critérios para selecionar o punção e a matriz corretos. Desde a garantia do movimento perpendicular do punção para garantir a longevidade até a compreensão dos diferentes tipos de matriz para tarefas específicas, os insights oferecidos aqui o orientarão na otimização de seus processos de usinagem. Espere aprender como melhorar a qualidade, a segurança e a eficiência nas operações de corte e vinco.

A direção do movimento do punção está criticamente ligada à vida útil da matriz de punção. O ideal é que o material ou produto semiacabado seja cortado perpendicularmente ao eixo da matriz. socoou seja, o plano de puncionamento da peça de trabalho é vertical em relação à direção do movimento do punção.
Em determinadas circunstâncias especiais em que essa condição não pode ser atendida, ainda é essencial garantir que o centro de gravidade ou o centro simétrico do perfil cortado se alinhe perpendicularmente ao eixo do punção, conforme ilustrado na Figura 2-5.
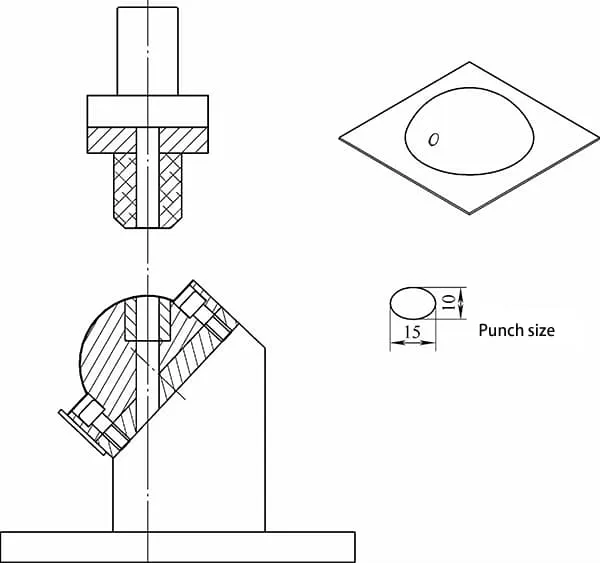
Para garantir que o punção permaneça perpendicular à superfície de corte e, assim, evitar que o eixo do punção se alinhe com a direção do movimento do cilindro da prensa ou da mesa de trabalho superior, deve-se empregar um método que utilize uma cunha inclinada com um controle deslizante ou uma cunha inclinada com rolamentos e buchas.
Nos moldes de corte e vinco, o uso de uma cunha inclinada com um controle deslizante é mais comum em moldes de puncionamento para peças em forma de anel, conforme ilustrado na Figura 2-6. Às vezes, esse método também é usado para perfurar e aparar peças grandes de cobertura desenhada.
A principal função de uma matriz de perfuração é separar o material e, sob essa premissa, há várias maneiras de categorizar as matrizes de perfuração.
Com base na natureza do processo, as matrizes de puncionamento podem ser divididas em matrizes de corte, matrizes de perfuração, matrizes de corte, matrizes de corte e matrizes de puncionamento de precisão.
Em termos de combinações de processos, as matrizes de puncionamento são classificadas em matrizes de operação única, matrizes compostas e matrizes progressivas.
Além disso, há outros métodos de classificação, como o método de orientação, o método de retenção de material e os materiais usados para matrizes macho e fêmea.
Neste livro, classificamos de acordo com o método de ejeção da peça, uma abordagem direta e abrangente para analisar diferentes tipos de recursos de molde. Com base nisso, as matrizes de puncionamento podem ser categorizadas da seguinte forma:
1) Matriz padrão com ejeção da parte inferior.
2) Matriz padrão com ejeção da parte superior.
3) Matriz composta invertida.
4) Matriz invertida com ejeção do refugo superior.
5) Matriz de remoção de sucata, que remove a sucata por meio de corte, comumente usada em matrizes progressivas.
6) Morte progressiva.
7) Matriz progressiva simplificada.
8) Rotativo tosquia que podem ser divididas em matrizes de corte de rolo e matrizes de corte de giro.
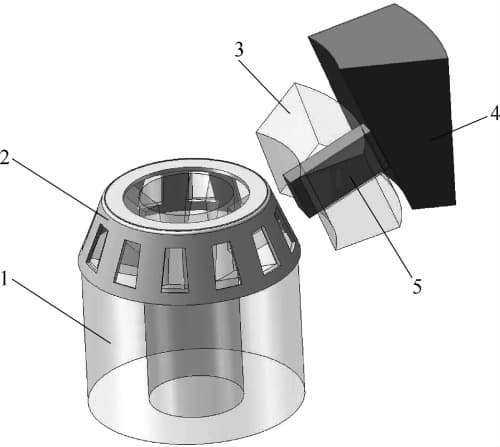
1-Matriz 2-Peça de trabalho 3-Deslizamento 4-Colar inclinado 5-Punção
A seleção do punção e da matriz corretos é uma etapa crucial que determina os custos de fabricação, a vida útil e o método de operação da matriz; ela afeta não apenas a qualidade e o custo unitário do produto, mas também a segurança pessoal do operador, portanto, é uma decisão que exige uma análise cuidadosa.
Com base na análise das características dos conjuntos de punção e matriz, as seguintes considerações devem ser feitas ao escolher o método de operação para um punção e matriz:
1) Para peças de trabalho sem furos e sem requisitos de alta planicidade, recomenda-se uma matriz de corte de descarga inferior, como para peças de repuxo profundo ou dobradas. Esse tipo de matriz tem uma estrutura simples, longa vida útil, alto fator de segurança e é mais conveniente de operar e manter do que outras matrizes.
2) Para peças que exigem alta precisão no espaçamento entre os furos ou entre os furos e o contorno, deve ser selecionada uma matriz composta de perfuração de descarga invertida.
3) Para peças com furos em que a precisão do tamanho não é muito exigida, pode-se optar por uma matriz de passo simples ou uma matriz composta de perfuração de descarga invertida.
4) Para peças de trabalho em que a precisão no espaçamento entre os furos é crítica, mas a precisão relativa ao contorno não é, uma matriz progressiva simples é adequada.
5) Para peças com saliências estreitas e orifícios no meio, deve-se usar uma matriz de remoção de sucata ou uma matriz de corte de descarga superior, em vez de uma matriz de corte de descarga inferior, para evitar que as saliências estreitas obstruam a cavidade da matriz e aumentem a carga sobre o punção, podendo fazer com que o punção se dobre ou crie uma área irregular. espaço entre o punção e a matriz.
6) Para peças de trabalho com muitos furos pequenos ou em que a distância absoluta entre os furos seja inferior a 6 mm, deve-se considerar uma matriz progressiva.
7) Para peças de trabalho estreitas e longas com dois lados máximos retos e paralelos à direção de alimentação, deve-se priorizar uma matriz de corte ou uma matriz progressiva. Essa abordagem pode eliminar a força de perfuração necessárias para os dois lados longos, aumentam a resistência da matriz, aumentam significativamente a vida útil da matriz e garantem maior qualidade e precisão da peça de trabalho.
8) Para perfurar sucata de material restante, pode-se usar uma matriz de operação única, como uma matriz de corte de descarga superior, uma matriz de corte de descarga inferior ou uma matriz composta. Em geral, essas matrizes não exigem colunas de guia e buchas, o que permite maior adaptabilidade a materiais irregulares. Quando os postes-guia são necessários, as buchas devem ser instaladas para evitar que o material fique preso na fenda e cause acidentes.
9) A borda de corte de uma tesoura de disco é um par de rolos que são ajustados para acomodar mudanças no diâmetro do material. Portanto, a tesoura de disco é uma matriz de separação de material altamente versátil. Quando o diâmetro de corte D é ≥350 mm, uma tesoura de disco pode substituir uma matriz de corte, economizando uma quantidade significativa de material de matriz e reduzindo o tempo de produção de uma matriz de corte, encurtando assim o ciclo de produção.
10) As tesouras giratórias têm uma estrutura complexa e são difíceis de projetar e fabricar; elas são adequadas para a produção em larga escala com boas condições de processamento, especialmente se o processo anterior envolver trefilação profunda.
11) O tipo de matriz deve ser determinado com base no tamanho, na forma e na complexidade da peça. Em geral, as peças grandes usam matrizes de operação única, enquanto as formas menores e mais complexas geralmente empregam matrizes compostas ou progressivas.
12) A escolha do método de operação do punção e da matriz também deve se basear no volume de produção. Para produção em pequena escala, as matrizes devem ser simples e de baixo custo, favorecendo matrizes de operação única; para produção em grande escala, em que o custo da matriz é uma proporção menor do custo de perfuração, podem ser usadas matrizes compostas ou progressivas.






