Fresagem manual vs. fresagem CNC: Uma comparação abrangente
No mundo da usinagem de precisão, escolher entre fresamento manual e fresamento CNC pode parecer como navegar em um labirinto complexo....

O processamento de perfuração é um método de usinagem de furos em uma peça de trabalho usando uma broca. Ao usinar uma peça de trabalho em uma furadeira, geralmente a peça de trabalho é fixada no lugar e a ferramenta gira (movimento principal) enquanto se move axialmente (movimento de avanço).
A gama de processos de perfuração é ampla. Usando diferentes ferramentas na prensa de perfuração, é possível concluir a perfuração de furos centrais, perfuração, alargamento, alargamento, rosqueamento, mandrilamento e faceamento, conforme mostrado na Figura 1. A precisão da perfuração na prensa de perfuração é baixa, mas também é possível processar furos com requisitos de alta precisão (IT8~IT6, valor de rugosidade da superfície de Ra1,6~0,4μm) por meio de perfuração-alargamento-alargamento e também processar furos com requisitos de posicionamento usando acessórios.
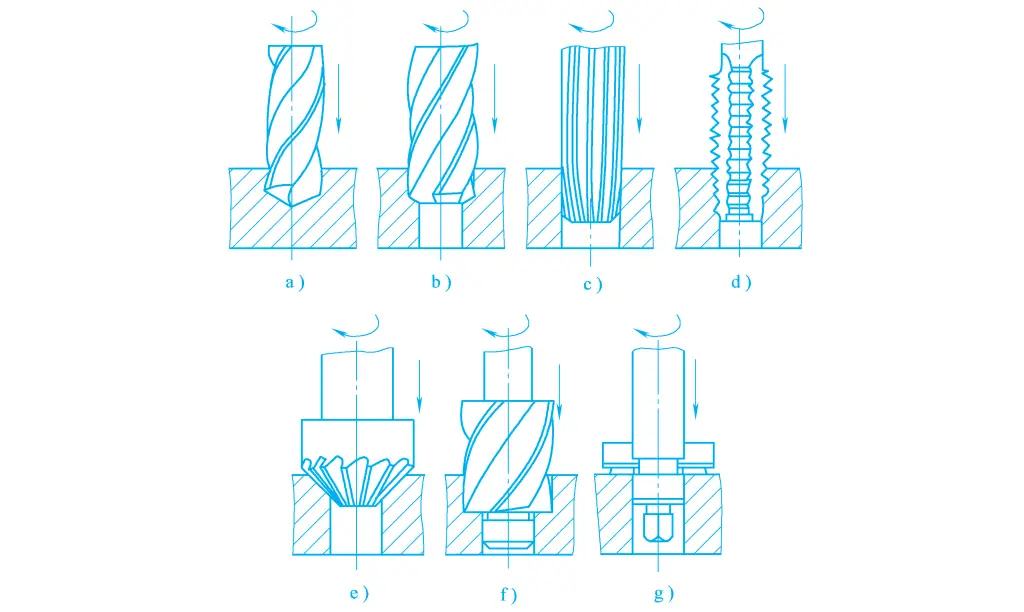
a) Perfuração
b) Alargamento
c) Alargamento
d) Rosqueamento
e)、f) Furo de cabeça enterrado de háfnio
g) Plano de háfnio
Os principais tipos de furadeiras incluem furadeira de bancada, furadeira vertical, furadeira radial e furadeiras especializadas, etc. A seguir, apresentamos os dois tipos de máquinas de perfuração mais usados.
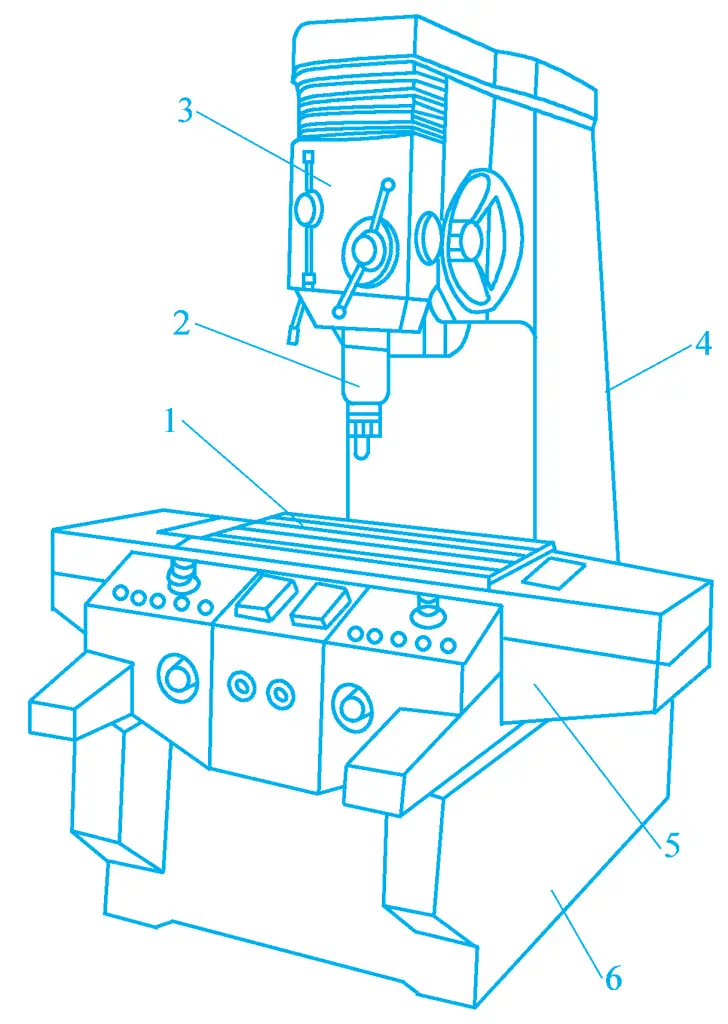
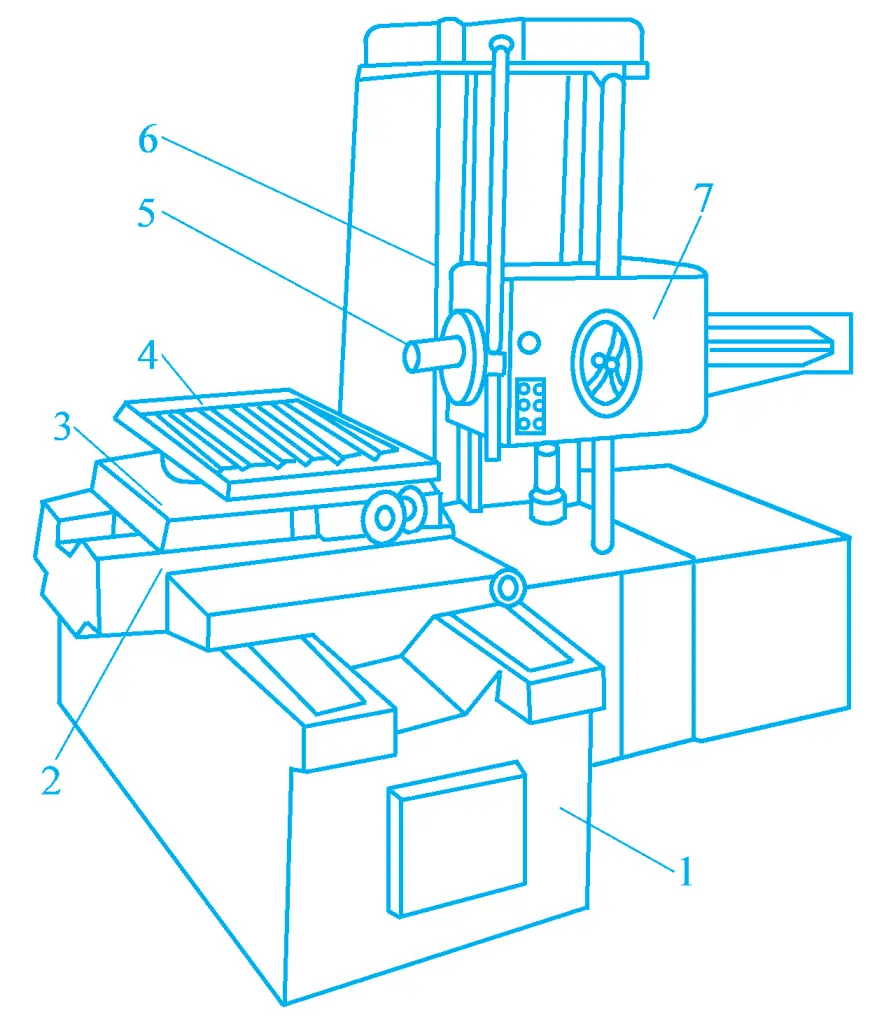
As máquinas de perfuração vertical são divididas em três séries: máquinas de perfuração vertical cilíndrica, máquinas de perfuração vertical de coluna quadrada e máquinas de perfuração vertical multieixos ajustáveis. A Figura 2 mostra uma máquina de perfuração vertical de coluna quadrada, cujo fuso é disposto verticalmente, com sua posição fixa na direção horizontal, e a posição do furo a ser processado deve ser encontrada movendo-se a peça de trabalho.
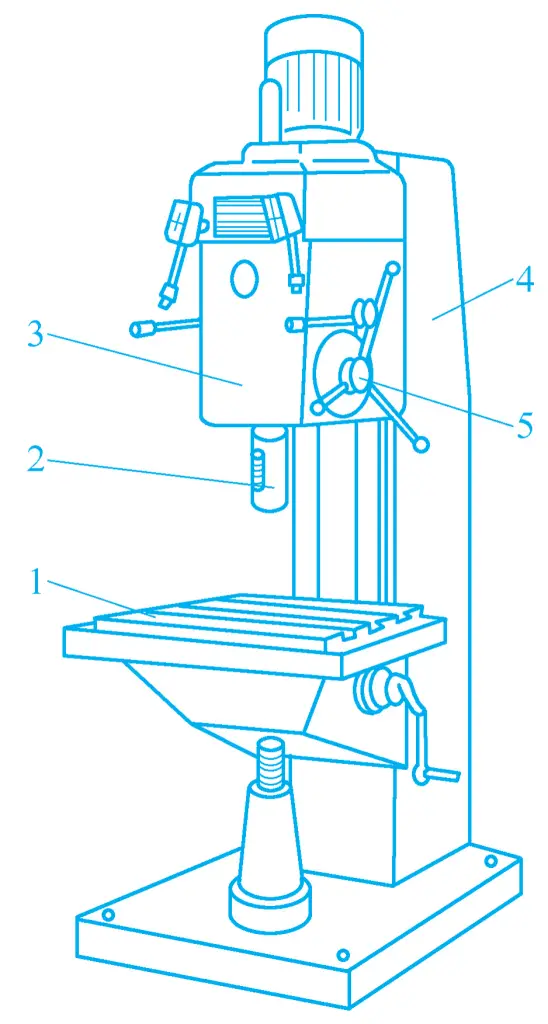
1-Mesa de trabalho
2 - Eixo principal
3-Cabeça de gado
4 colunas
5-Mecanismo operacional
A caixa do fuso 3 e a mesa de trabalho 1 são montadas nos trilhos de guia verticais da coluna quadrada 4 e podem ser ajustadas em posição para acomodar peças de trabalho de diferentes alturas. Depois que a posição é ajustada, suas posições relativas não se movem durante o processamento. Além do movimento rotativo principal, o fuso também se move axialmente para o movimento de alimentação.
Com o uso do mecanismo de operação 5 montado na caixa do fuso 3, é possível realizar a elevação rápida e a alimentação manual do fuso, bem como o acoplamento e o desacoplamento da alimentação motorizada. A mudança na direção de rotação do fuso é obtida pela rotação para frente e para trás do motor. Esse tipo de máquina de perfuração tem baixa produtividade e é usado principalmente para o processamento de produção de peças únicas e pequenos lotes de peças médias e pequenas.
Ao fazer furos em peças grandes, é desejável que a peça de trabalho permaneça estacionária enquanto o eixo da furadeira pode ser ajustado para qualquer posição. Isso requer o uso de uma máquina de perfuração radial. A Figura 3a mostra o formato externo de uma máquina de perfuração radial. A base 1 é equipada com uma coluna, que é dividida em duas camadas: a coluna interna 2 é fixada na base 1 e a coluna externa 3 é apoiada por rolamentos e pode girar em torno da camada interna, conforme mostrado na Figura 3b. O braço 4 pode se mover para cima e para baixo ao longo da coluna externa 3, e a caixa do fuso 5 pode se mover horizontalmente ao longo da guia do braço.
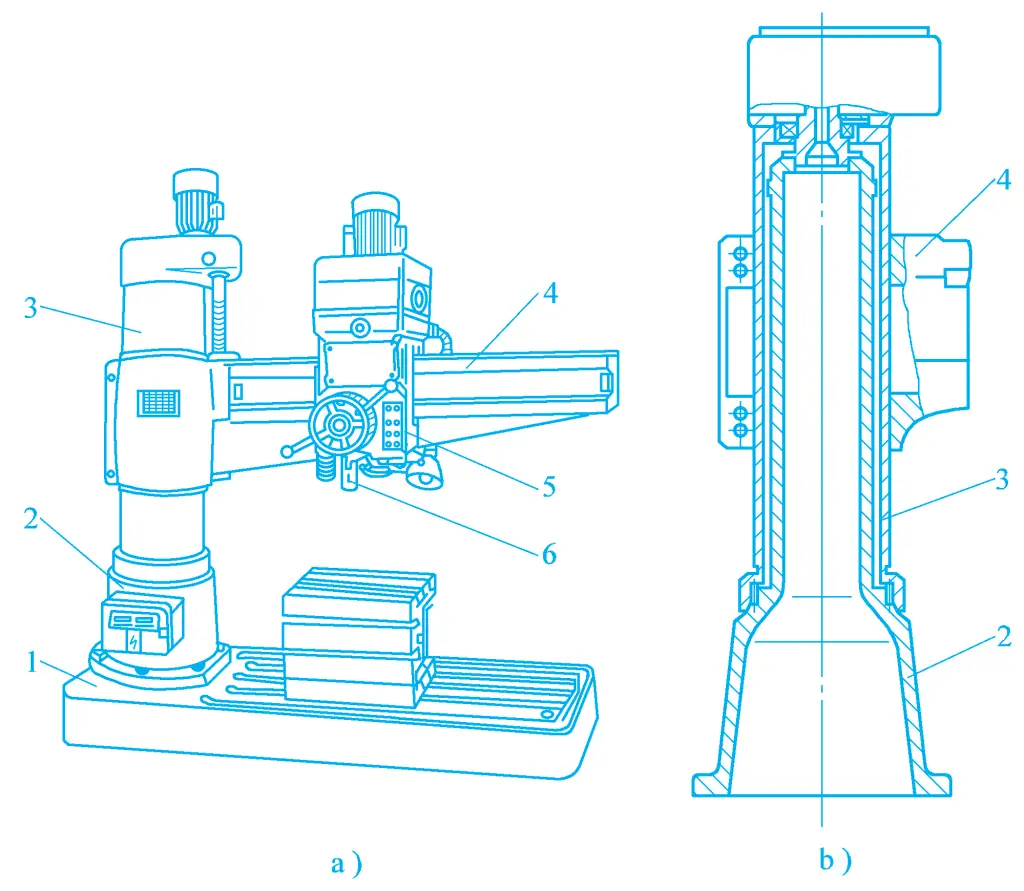
a) Forma externa
b) Estrutura da coluna
1-Base
2-Coluna interna
3-Coluna externa
4 braços
Caixa de 5 fusos
6 eixos
Assim, a posição do fuso 6 pode ser ajustada de forma conveniente. Para evitar que o fuso se mova horizontalmente durante o processamento, a máquina de perfuração radial é equipada com mecanismos de fixação entre a caixa do fuso e o braço, a coluna externa e a coluna interna, e o braço e a coluna externa. A peça de trabalho pode ser fixada na mesa de trabalho ou, se a peça de trabalho for grande, a mesa de trabalho pode ser removida e a peça de trabalho montada diretamente na base. As furadeiras radiais são amplamente usadas para processar peças de trabalho grandes e médias.
As brocas usadas em operações de perfuração são ferramentas de corte de tamanho fixo, que podem ser divididas em brocas planas, brocas helicoidais, brocas para furos profundos e brocas centrais de acordo com suas características estruturais e usos, com diâmetros de perfuração que variam de 0,1 a 100 mm e uma ampla gama de profundidades de perfuração. As operações de perfuração são amplamente usadas para usinagem de desbaste de furos e também podem ser usadas para a usinagem final de furos não críticos.
A broca helicoidal é a broca mais usada na produção, e sua aplicação é apresentada a seguir.
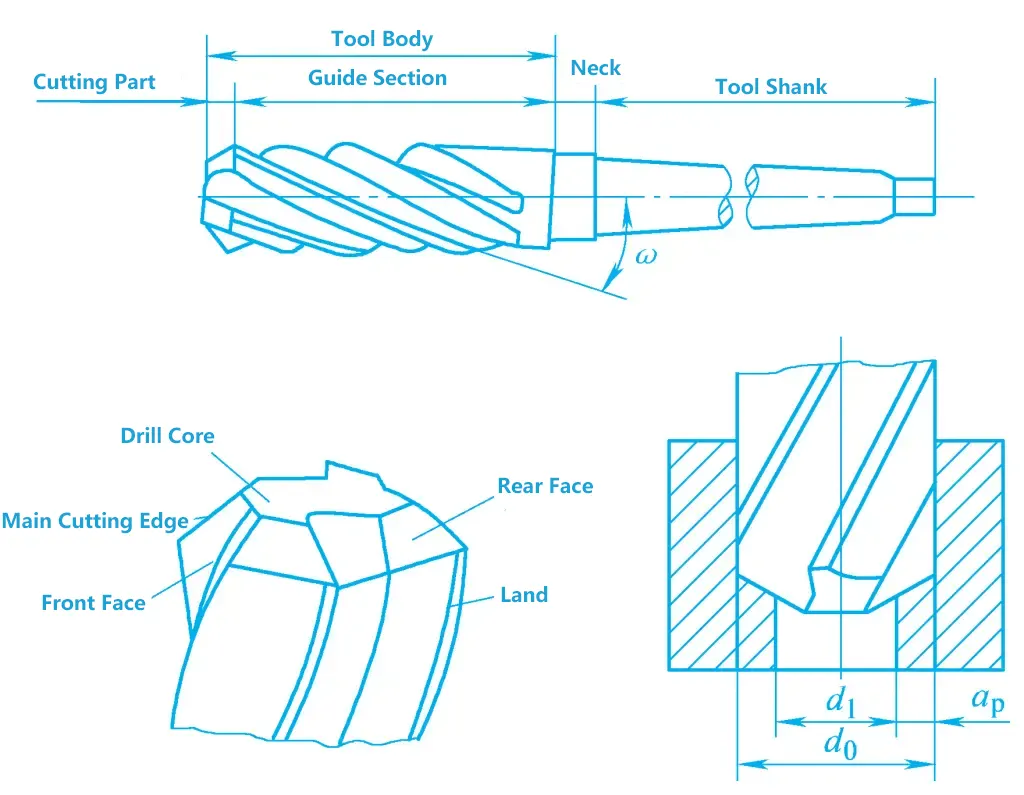
A broca helicoidal padrão, conforme mostrado na Figura 4, consiste em uma haste, um pescoço e uma peça de trabalho.
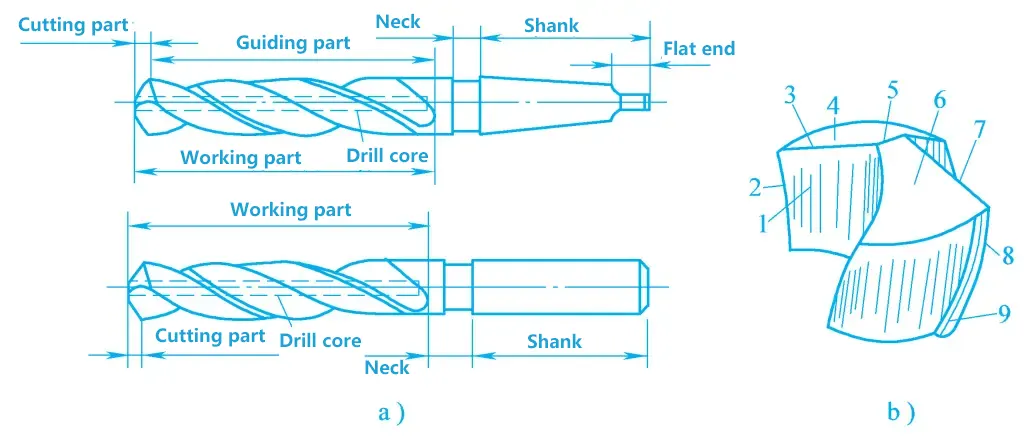
a) Estrutura geral da broca de perfuração
b) Parte cortante da broca
1-Frontal
2, 8 - Borda de corte secundária (borda chanfrada)
3, 7-Borda de corte principal
4, 6 - Traseira principal
5-Borda cruzada
9-Traseira secundária
1) Haste.
A haste é a parte de fixação da broca helicoidal, disponível nos tipos reta e cônica, usada para transmitir o torque durante a perfuração. As hastes retas são usadas principalmente para brocas helicoidais pequenas com diâmetro inferior a 12 mm, geralmente montadas no fuso usando um mandril de perfuração.
As hastes cônicas são usadas para brocas helicoidais de diâmetro maior, que podem ser inseridas diretamente no furo cônico do fuso ou por meio de uma luva cônica no furo cônico do fuso. A extremidade plana da broca de haste cônica pode ser usada para transmitir torque e remover a broca de forma conveniente.
2) Pescoço.
A ranhura do pescoço é a ranhura de retração ao retificar a haste da broca, com as especificações e a marca de fábrica da broca helicoidal gravadas na parte inferior da ranhura.
3) Parte de trabalho.
A parte de trabalho da broca helicoidal consiste na parte de corte e na parte de guia.
A parte de corte realiza o trabalho de corte, composto por duas frentes, traseira principal, traseira secundária, borda de corte principal, borda de corte secundária e uma borda transversal. A borda transversal é a borda formada pela interseção de duas traseiras principais, e a traseira secundária são as duas faixas de borda da broca helicoidal, que trabalham em frente à parede do furo (superfície processada) da peça de trabalho.
A peça guia atua como guia quando a peça de corte corta a peça de trabalho e também é a peça de retificação sobressalente da peça de corte. Para reduzir o atrito entre a peça guia e a parede do furo, seu diâmetro externo é retificado com um cone reverso. Ao mesmo tempo, para manter a resistência suficiente da broca helicoidal, é necessário ter um núcleo de broca, feito em um cone positivo na direção da haste da broca.
Há principalmente seis métodos de perfuração com uma broca helicoidal:
1) Perfuração na posição marcada.
No início da perfuração, deve ser realizada uma perfuração de teste, que envolve a perfuração de um furo raso (cerca de 1/4 do diâmetro do furo) com a ponta da broca na marca central do furo e, em seguida, verificar se o centro do furo está correto e fazer correções oportunas se forem encontrados desvios.
Ao fazer furos passantes, reduza a taxa de avanço quando o furo estiver prestes a ser aberto, para melhorar a qualidade da perfuração e evitar a quebra de brocas de pequeno diâmetro. Ao fazer furos cegos, preste atenção ao controle da profundidade da perfuração, geralmente ajustando o bloco de parada de profundidade na furadeira ou fazendo marcas, etc.
2) Fazer furos profundos.
Quando a profundidade do furo exceder três vezes o diâmetro, retraia frequentemente a broca para remover os cavacos e resfriar em tempo hábil; caso contrário, poderá ocorrer entupimento de cavacos, desgaste excessivo ou até mesmo quebra da broca, afetando a qualidade do furo.
3) Perfuração em materiais duros.
A velocidade de perfuração não deve ser muito alta, o avanço manual deve ser uniforme, especialmente quando o furo estiver prestes a romper, preste atenção para reduzir adequadamente a velocidade e a taxa de avanço.
4) Perfuração de furos com diâmetros maiores.
Quando o diâmetro de perfuração for grande (geralmente maior que 30 mm), ele deverá ser perfurado em duas etapas. Primeiro, perfure com uma broca 0,6~0,8 vezes o diâmetro do furo e, em seguida, perfure até o diâmetro necessário. Isso não só ajuda a reduzir a resistência axial da broca, mas também ajuda a melhorar a qualidade da perfuração.
5) Perfuração de furos em materiais plásticos de alta elasticidade.
Ao perfurar materiais com boa plasticidade e alta tenacidade, a quebra de cavacos muitas vezes se torna um problema importante que afeta o processamento, como o entupimento da broca por cavacos, afetando a qualidade da peça de trabalho; não favorece a entrada de fluido de corte na área de corte, reduzindo a vida útil da broca, afetando a segurança dos operadores e do sistema de processo, etc.
Quando esses problemas ocorrem, eles podem ser melhorados alterando o ângulo geométrico da broca, reduzindo a velocidade de corteAumento da taxa de avanço, retração oportuna da broca para remoção de cavacos e resfriamento, etc.
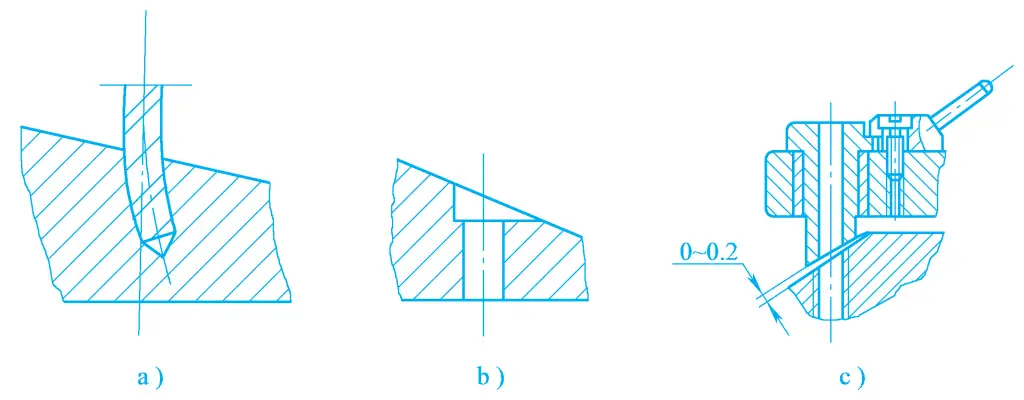
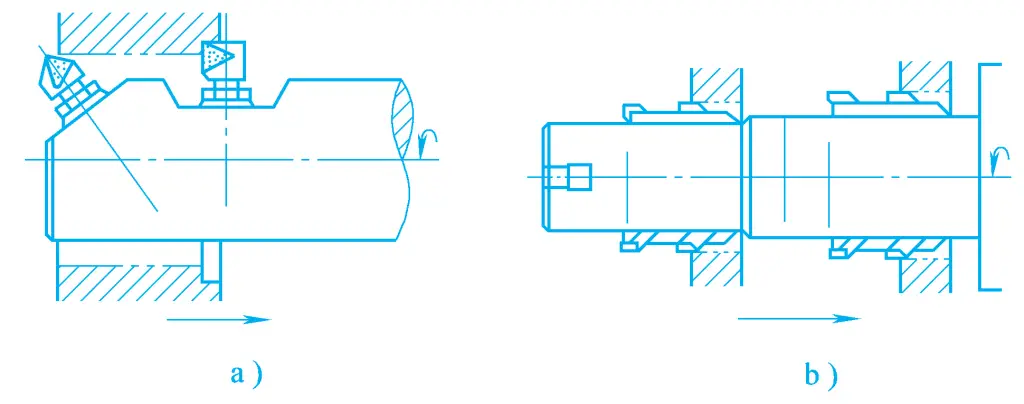
6) Perfuração em uma superfície inclinada.
Ao perfurar em um declive, a força radial causada pelo declive geralmente faz com que a broca se desvie, resultando em um eixo de furo distorcido (veja a Figura 5a) ou até mesmo na quebra da broca. Para evitar que a broca se desvie, um plano pode ser alargado na inclinação antes da perfuração (veja a Figura 5b), ou uma luva de perfuração especial pode ser usada para guiar a broca, aumentando a rigidez da broca e a precisão do trabalho (veja a Figura 5c).
Durante a perfuração, a broca precisa ser resfriada e lubrificada, sendo que as peças de aço geralmente usam emulsão ou óleo de máquina, as peças de ferro fundido geralmente usam querosene e as peças não ferrosas metais geralmente usando emulsão ou querosene.
A escareação é comumente usada para ampliar furos que foram fundidos, forjados ou perfurados. A escareação pode ser usada como um processo de pré-usinagem antes da escareação ou retificação de furos, ou como o processo de usinagem final para furos com requisitos de precisão mais baixos, geralmente usados para furos com diâmetros na faixa de 10 a 100 mm. A margem de usinagem para alargamento é de 0,5 a 4 mm.
As ferramentas comuns de alargamento incluem brocas helicoidais e alargadores. As brocas helicoidais são geralmente usadas para alargar peças de trabalho, e os alargadores são usados para o semiacabamento de furos com volumes de produção maiores.
A estrutura de um alargador é mostrada na Figura 6. O alargador é semelhante à broca helicoidal, mas a principal diferença é que a aresta de corte principal geralmente tem 3 ou 4 lâminas, o que proporciona uma melhor orientação; a aresta de corte principal não passa pelo centro, sem uma lâmina transversal, o que pode evitar os efeitos adversos da lâmina transversal no corte; a ranhura em espiral é mais rasa e o diâmetro do núcleo da broca é maior, de modo que a resistência do corpo da ferramenta é maior e a rigidez é melhor, permitindo um aumento no volume de corte durante o alargamento.
Devido às características acima do alargador, a qualidade de usinagem do alargamento é melhor do que a da perfuração, e a produtividade é maior. O alargamento tem um certo efeito corretivo sobre o desvio do eixo de furos fundidos, furos perfurados e outros furos pré-usinados. O grau de tolerância dimensional do alargamento é geralmente em torno de IT10, e o valor da rugosidade da superfície pode chegar a Ra6.3~3.2μm.
Exceto para materiais de ferro fundido e bronze, o fluido de corte deve ser usado no alargamento de outros materiais, sendo a emulsão o mais comumente usado.
O mandrilamento refere-se à usinagem de furos cilíndricos escareados, furos cônicos escareados e faces de extremidade de saliências em furos pré-usinados. As ferramentas usadas para mandrilamento são chamadas coletivamente de brocas de mandrilamento, geralmente feitas de aço-ferramenta de alta velocidade.
As brocas de mandrilamento para a usinagem de faces de extremidade de grandes diâmetros podem usar pastilhas retificáveis de liga dura ou pastilhas indexáveis, fixadas no corpo da ferramenta por brasagem ou fixação mecânica. A coluna guia da broca de mandrilamento garante a coaxialidade do furo escareado com o furo original.
Alargamento é o processo de usar um alargador para remover uma pequena camada de metal da parede de um furo da peça de trabalho para melhorar sua precisão dimensional e reduzir a rugosidade da superfície. É adequado para o semiacabamento e o acabamento de furos e também pode ser usado como um processo de pré-usinagem antes da retificação ou do brunimento.
Como a margem de corte durante o alargamento é pequena, o grau de tolerância dimensional após o alargamento é geralmente IT9~IT7, e o valor da rugosidade da superfície é Ra3.2~1.6μm, com o grau de tolerância dimensional de alargamento fino atingindo até IT6, e o valor da rugosidade da superfície é Ra1.6~0.4μm.
O alargamento não é adequado para a usinagem de aço endurecido e materiais com dureza muito alta. Os alargadores são ferramentas de tamanho fixo, adequadas para a usinagem de furos de diâmetro médio e pequeno. Antes do alargamento, a peça de trabalho deve passar por processos como perfuração e mandrilamento (alargamento).
Dependendo do método de uso, os alargadores são divididos em alargadores manuais e alargadores de máquina, conforme mostrado na Figura 7. Os alargadores manuais têm uma haste reta, com uma parte de trabalho mais longa, proporcionando uma boa orientação, o que pode evitar que o alargador se incline durante o alargamento manual. Os alargadores de máquina geralmente têm uma haste cônica, que pode ser instalada em furadeiras, tornos e mandriladoras para alargamento.
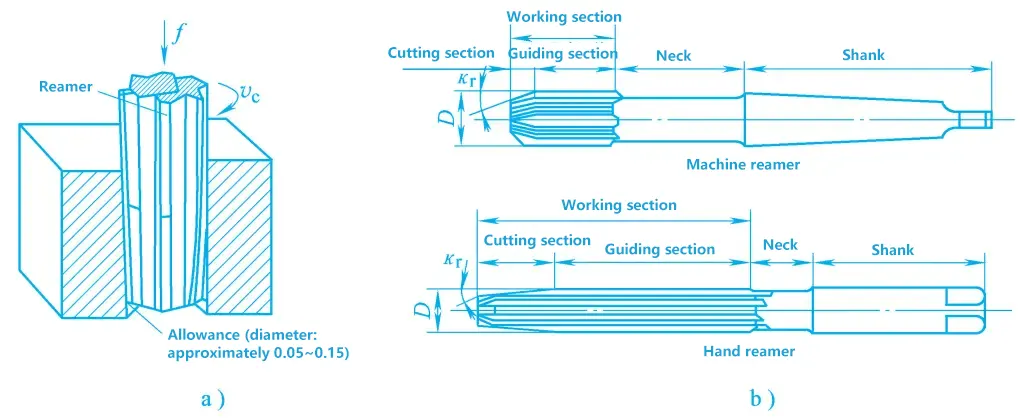
a) Alargamento
b) Alargadores
A parte de trabalho de um alargador inclui a parte de corte e a parte de calibração. A parte de corte é cônica e realiza o trabalho principal de corte. A peça de calibração é usada para calibrar o diâmetro do furo, alisar a parede do furo e guiar, com um cone reverso muito pequeno na parte traseira da peça de calibração para reduzir o atrito com a parede do furo e evitar que o diâmetro do furo se expanda após o alargamento.
Os alargadores têm 6 ~ 12 dentes de corte, com canais de cavacos relativamente rasos e um diâmetro de núcleo de broca grande, portanto, a rigidez e a orientação dos alargadores são ainda melhores do que as das brocas de alargamento.
A usinagem de mandrilamento é um método de processamento de furos existentes com uma ferramenta de mandrilamento.
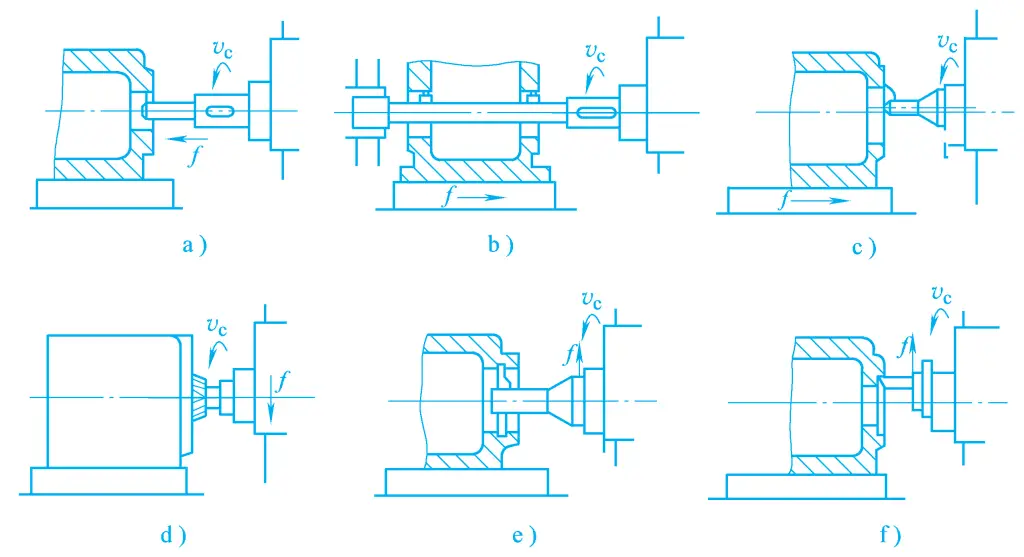
A gama de processos da usinagem de mandrilamento é ampla. Ela pode furar furos individuais ou sistemas de furos, brochar, fresar planos, furar furos cegos e furar faces de extremidade, conforme mostrado na Figura 8. Peças grandes com formas complexas, como bases, caixas e suportes, especialmente sistemas de furos com requisitos de precisão posicional, são frequentemente processadas em máquinas de mandrilamento usando dispositivos de coordenadas ou modelos de mandrilamento.
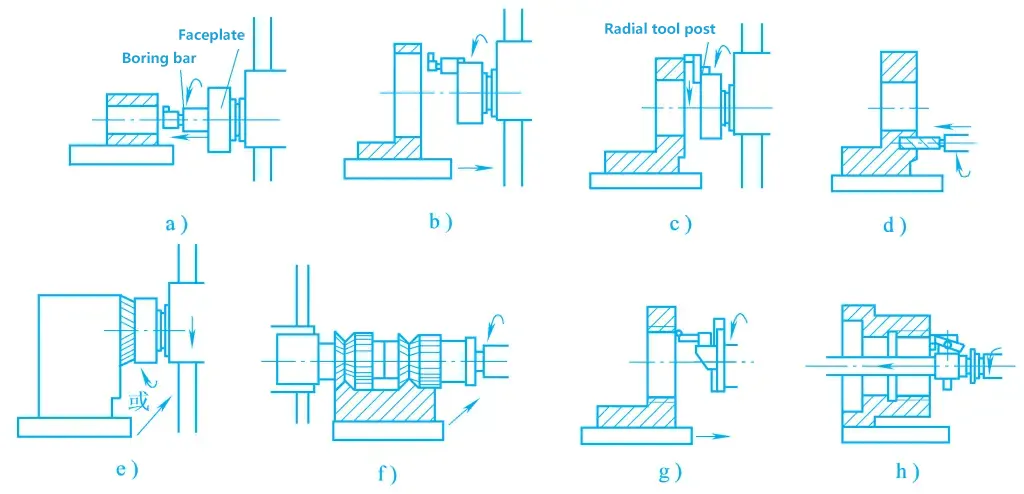
a) Fazer pequenos furos
b) Perfuração de grandes orifícios
c) Faces de extremidade de mandrilamento
d) Perfuração
e) Planos de fresagem
f) Fresamento de superfícies combinadas
g) Roscas de perfuração
h) Perfuração de roscas de furos profundos
No mandrilamento, o nível de tolerância dimensional é IT7~IT6, a precisão do espaçamento do furo pode chegar a 0,015 mm e o valor da rugosidade da superfície é Ra1,6~0,8 μm. Quando equipada com vários acessórios, barras de mandrilamento especiais e outros dispositivos, a máquina de mandrilamento também pode processar ranhuras, roscas, furos cônicos e superfícies esféricas.
As mandriladoras são adequadas para o processamento de furos existentes em peças de trabalho de grande e médio porte, especialmente adequadas para o processamento de sistemas de furos com requisitos rigorosos de espaçamento entre furos e precisão posicional distribuídos na mesma superfície ou em superfícies diferentes. O movimento principal da ferramenta de tempo de trabalho gira, e o movimento de avanço pode ser realizado pela ferramenta ou pela peça de trabalho, dependendo do tipo de máquina e das condições de processamento.
As máquinas de mandrilamento podem ser divididas em mandriladoras horizontais, mandriladoras por coordenadas e mandriladoras de precisão, etc.
A máquina de mandrilamento horizontal consiste em uma mesa, uma caixa de fuso, uma mesa de trabalho, uma mesa giratória e colunas dianteira e traseira, conforme mostrado na Figura 9. A caixa do fuso é montada no trilho de guia vertical da coluna frontal e pode se mover para cima e para baixo ao longo do trilho de guia. A caixa do fuso contém os componentes do fuso, a mesa giratória, os mecanismos de transmissão de movimento principal e de alimentação e os mecanismos operacionais. O movimento principal da máquina é a rotação do fuso ou da mesa giratória.
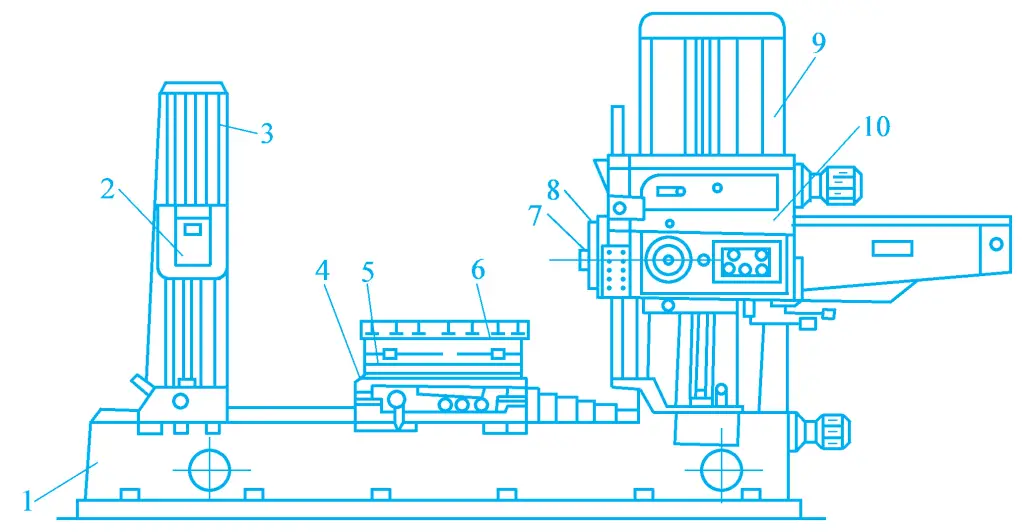
1 dormitório
2 - Estrutura de suporte
3-Coluna traseira
4-Base deslizante inferior
5-Base superior da corrediça
6-Bancada de trabalho
7 eixos
8-Mesa giratória
9-Coluna frontal
Caixa de 10 fusos
De acordo com os requisitos de usinagem, o eixo de mandrilamento pode fazer um movimento de avanço axial ou o deslizamento radial da ferramenta na mesa giratória pode fazer um movimento de avanço radial enquanto gira com a mesa giratória. O dispositivo da mesa de trabalho consiste em uma base deslizante inferior, uma base deslizante superior e uma mesa de trabalho. A mesa de trabalho pode se mover longitudinalmente ao longo do trilho de guia da cama com a base deslizante inferior ou pode se mover lateralmente ao longo do trilho de guia superior da base deslizante inferior com a base deslizante superior.
A mesa de trabalho também pode girar em torno do eixo vertical ao longo do trilho de guia circular da base deslizante superior, para facilitar a usinagem de furos distribuídos em diferentes superfícies. Há uma estrutura de suporte no trilho-guia vertical da coluna traseira para apoiar a barra de mandrilamento mais longa, a fim de aumentar a rigidez da barra de mandrilamento. A estrutura de suporte pode se mover para cima e para baixo ao longo do trilho-guia da coluna traseira para manter a coaxialidade com o eixo de mandrilamento, e a coluna traseira pode ser ajustada longitudinalmente de acordo com o comprimento da barra de mandrilamento.
A gama tecnológica das mandriladoras horizontais é muito ampla, com métodos de usinagem típicos mostrados na Figura 10.
Uma mandriladora por gabarito é uma mandriladora de alta precisão com boa rigidez e resistência à vibração e também possui um dispositivo de medição de coordenadas de precisão para peças móveis, como a mesa de trabalho e a caixa do fuso, permitindo o posicionamento preciso de peças e ferramentas. Portanto, a precisão dimensional e a precisão geométrica da usinagem em uma mandriladora de gabarito são muito altas.
Ela é usada principalmente para a usinagem de furos de precisão, sistemas de furos e peças de molde sob a condição de produção de peça única e de pequenos lotes, e também pode ser usada para a usinagem de precisão de vários tipos de caixas, corpos de cilindros e corpos de máquinas na produção em lote. As mandrilhadoras por gabarito são divididas em tipos de coluna única, coluna dupla e horizontal, de acordo com sua estrutura.
1) Mandrilhadora por coordenadas de coluna única
Conforme mostrado na Figura 11, a caixa do fuso é montada no trilho de guia vertical da coluna e pode ser ajustada para cima e para baixo para acomodar peças de trabalho de diferentes alturas. A posição coordenada do furo de mandrilamento é determinada pelo movimento longitudinal da mesa de trabalho ao longo do trilho-guia do selim da mesa e pelo movimento lateral do selim da mesa ao longo do trilho-guia da mesa. Durante a perfuração, o movimento de avanço é completado pelo movimento longitudinal ou lateral da mesa de trabalho.
1-Mesa de trabalho
2 - Eixo principal
3-Cabeça de gado
4 colunas
Sela com 5 camas
6 camas
Esse tipo de máquina-ferramenta tem três lados abertos da mesa de trabalho, o que é conveniente para a operação, mas a caixa do fuso fica em balanço na coluna. Quanto maior o tamanho da mesa de trabalho, mais distante a linha central do fuso fica da coluna, afetando a rigidez e a precisão da usinagem da máquina-ferramenta. Portanto, esse tipo de máquina-ferramenta é geralmente médio ou pequeno (largura da mesa de trabalho inferior a 630 mm).
2) Mandrilhadora por coordenadas de coluna dupla
Conforme mostrado na Figura 12, a máquina de mandrilamento consiste em duas colunas, uma viga superior e uma base que formam uma estrutura de pórtico, com boa rigidez. A caixa do fuso é montada em uma viga transversal que pode ser ajustada para cima e para baixo ao longo dos trilhos de guia da coluna, e a posição coordenada do furo de mandrilamento é determinada pelo movimento da caixa do fuso ao longo dos trilhos de guia da viga transversal e pelo movimento da mesa de trabalho ao longo dos trilhos de guia da mesa. As mandriladoras com gabarito de coluna dupla geralmente são máquinas de grande ou médio porte.
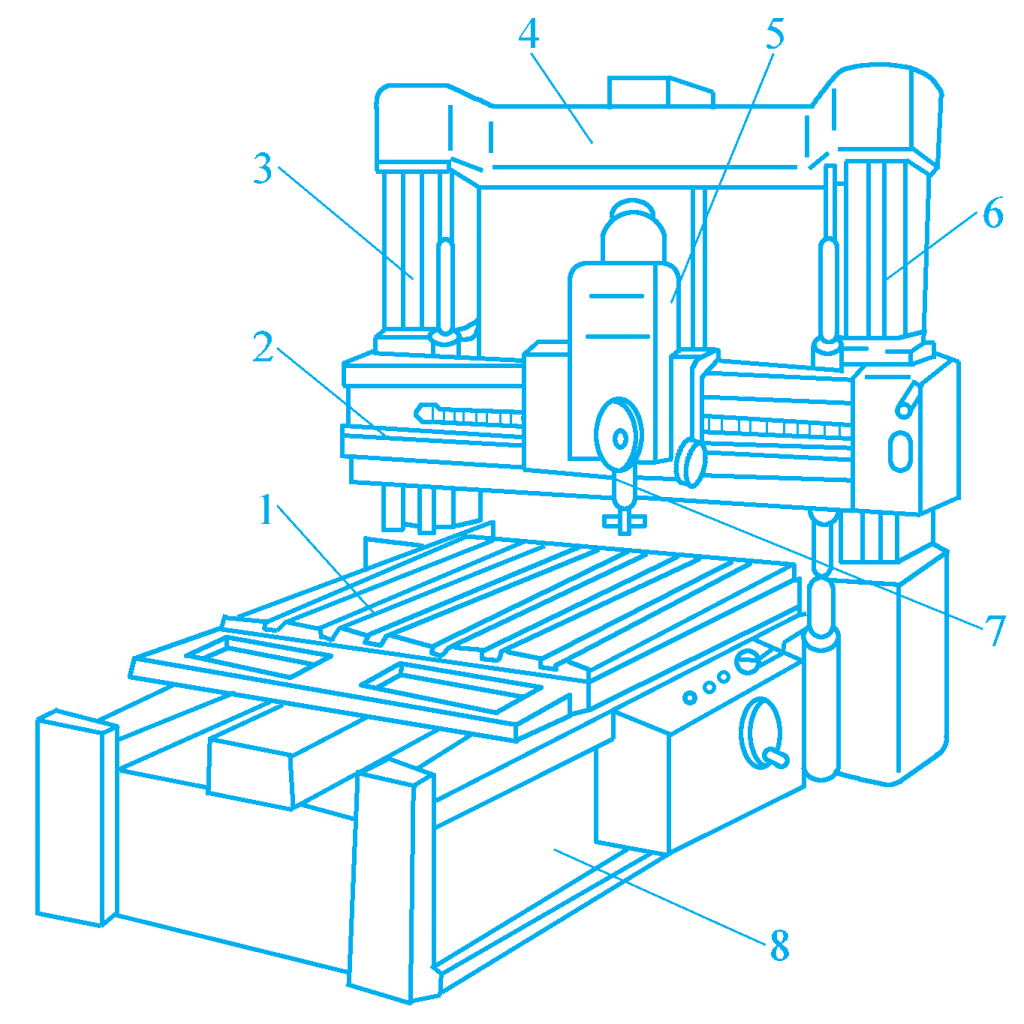
1-Mesa de trabalho
2-Travessa
3, 6 colunas
4-Feixe superior
Caixa de 5 fusos
7 eixos
8 camas
3) Mandrilhadora por coordenadas horizontal
Conforme mostrado na Figura 13, a característica estrutural desse tipo de mandriladora é que o fuso é disposto horizontalmente. A mesa de trabalho é composta por uma base deslizante inferior, uma base deslizante superior e uma mesa de trabalho rotativa que pode ser indexada com precisão. As coordenadas de mandrilamento são determinadas pelo movimento longitudinal da base deslizante inferior ao longo do trilho da cama e pelo movimento vertical da caixa do fuso ao longo do trilho da coluna.
1 dormitório
2-Base deslizante inferior
3-Base de deslizamento superior
Mesa de trabalho com 4 eixos
5 - Eixo principal
6 colunas
Caixa de 7 fusos
Durante a usinagem de furos, o movimento de avanço pode ser concluído pelo movimento axial do fuso ou pelo movimento da base deslizante superior. A mandriladora horizontal por coordenadas tem bom desempenho, a altura da peça de trabalho geralmente não é limitada e é conveniente fixá-la. Usando o movimento de indexação da mesa de trabalho, a usinagem multidirecional de furos e planos pode ser concluída em uma fixação da peça de trabalho.
A mandriladora de precisão é uma máquina de mandrilamento de alta velocidade, chamada de mandriladora de diamante no passado porque o diamante era usado como material de ferramenta. Conforme mostrado na Figura 14, agora a liga dura é usada como material da ferramenta, geralmente usando velocidades mais altas, menor quantidade de corte posterior e quantidade de avanço para o corte, resultando em maior precisão de usinagem, por isso é chamada de mandriladora de precisão. Ela é usada principalmente para usinagem de furos de precisão médios e pequenos em lotes ou produção em massa.
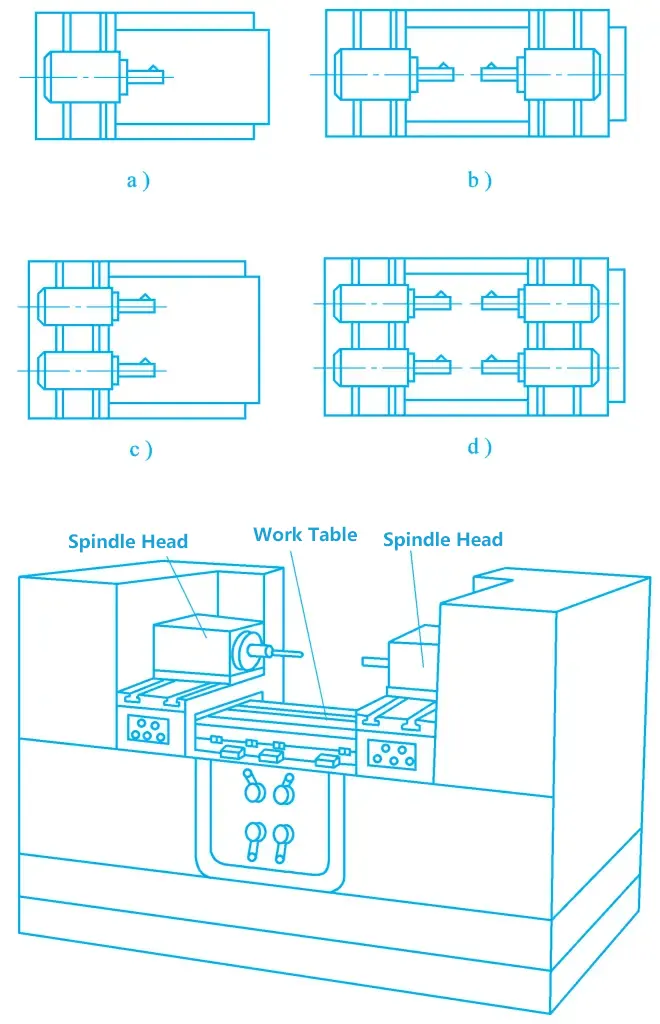
a) Eixo único de um lado
b) Eixo duplo de um lado
c) Eixo duplo de um lado
d) Eixo duplo de quatro lados
As ferramentas de perfuração comuns são divididas em lâmina única, lâmina dupla e lâmina múltipla, e suas estruturas e características são apresentadas a seguir.
A maioria das ferramentas de mandrilamento de lâmina única é fabricada na estrutura ajustável mostrada na Figura 15, com o parafuso 3 usado para ajustar o tamanho e o parafuso 2 para travar. As ferramentas de mandrilamento de lâmina única usadas em tornos geralmente têm a cabeça da ferramenta de mandrilamento e a haste da ferramenta feitas em uma única peça. O tamanho da seção transversal (circular ou quadrada) e o comprimento da haste de mandrilamento dependem do diâmetro e do comprimento do furo, que podem ser selecionados de acordo com os livros de ferramentas ou normas técnicas pertinentes.
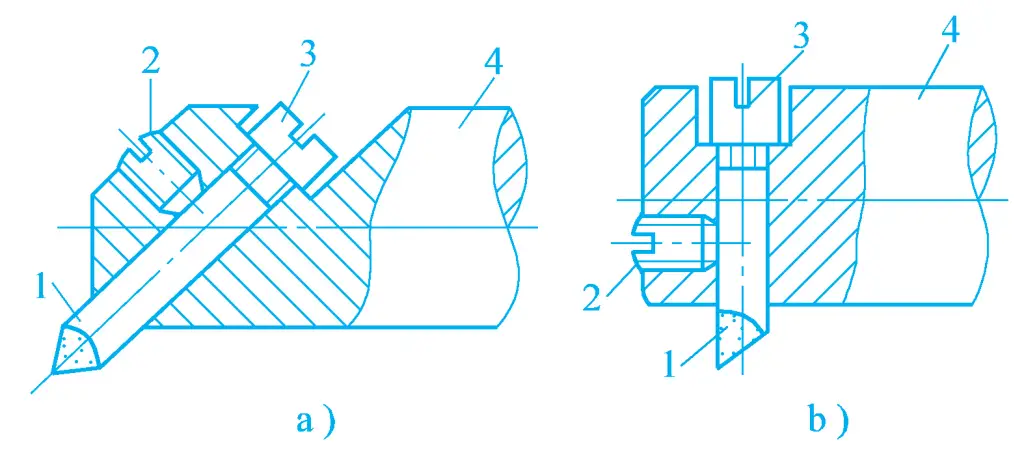
a) Ferramenta de mandrilamento de furo não passante
b) Ferramenta de perfuração de furo passante
Cabeça de 1 ferramenta
2 - Parafuso de aperto
3 - Parafuso de ajuste
4-Haste de perfuração
A estrutura ajustável da ferramenta de mandrilamento de lâmina única só permite que o cabeçote da ferramenta se mova em uma direção. Se o cabeçote da ferramenta for estendido demais durante o ajuste, ele precisará ser retraído manualmente, às vezes exigindo várias repetições para se ajustar ao tamanho necessário. Assim, a eficiência é baixa e a precisão do ajuste não é muito alta, sendo adequada apenas para a produção de peças únicas e pequenos lotes.
Uma ferramenta simples de mandrilamento de lâmina dupla tem um par de bordas de corte simétricas em ambas as extremidades da ferramenta que participam do corte simultaneamente, o que pode eliminar a influência da força de corte radial na haste de mandrilamento. A precisão dimensional do furo da peça de trabalho é garantida pelo tamanho da ferramenta de mandrilamento.
As ferramentas de mandrilamento de lâmina dupla são divididas em tipos fixos e flutuantes. O bloco da ferramenta de mandrilamento fixo e sua instalação são mostrados na Figura 16. O bloco da ferramenta de mandrilamento pode ser soldado com lâminas de liga dura ou feito inteiramente de aço rápido para ferramentas. Esse tipo de ferramenta de mandrilamento, devido às limitações da precisão da instalação e das dimensões estruturais do bloco da ferramenta de mandrilamento, só é adequado para mandrilamento em desbaste e semiacabamento de furos com diâmetros maiores que 40 mm.
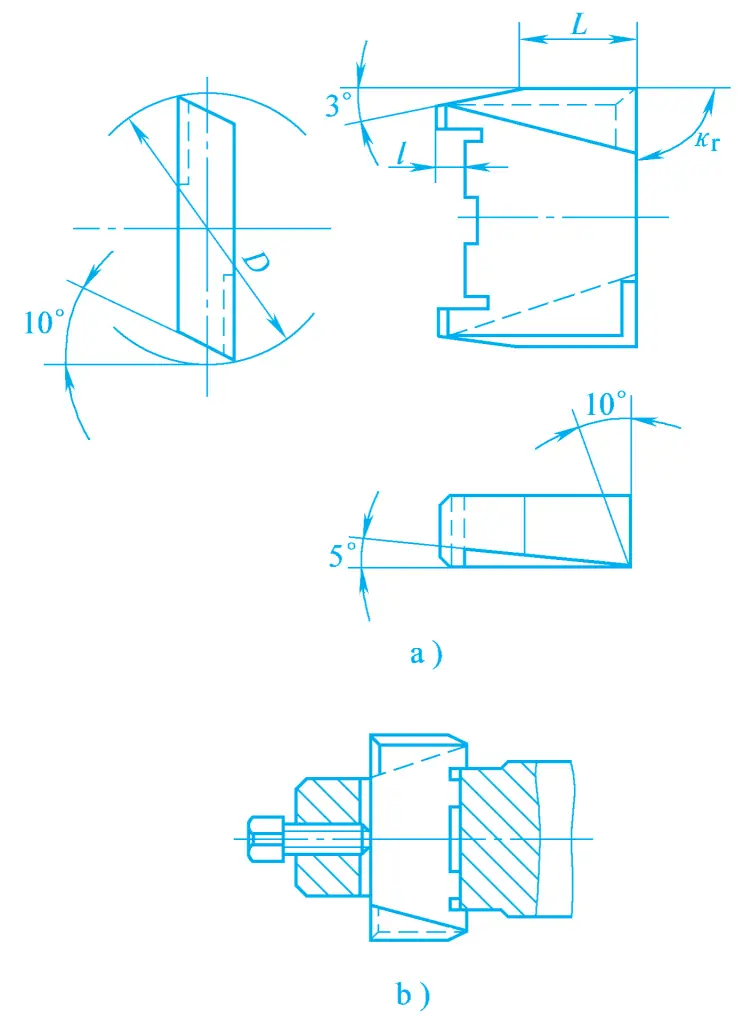
a) Bloco de barras de perfuração
b) Instalação
Atualmente, a maioria das barras de mandrilar de dois gumes adota uma estrutura flutuante, conforme mostrado na Figura 17, que é uma barra de mandrilar flutuante do tipo montagem comumente usada. O bloco da barra de mandrilar é encaixado no furo quadrado da barra de mandrilar com um ajuste de folga, sem a necessidade de fixação. Ele é equilibrado e posicionado pela força de corte que atua nas bordas de corte em ambos os lados durante o corte, compensando automaticamente os erros de usinagem causados por erros de instalação do bloco da barra de mandrilar e erros de desvio radial da barra de mandrilar.
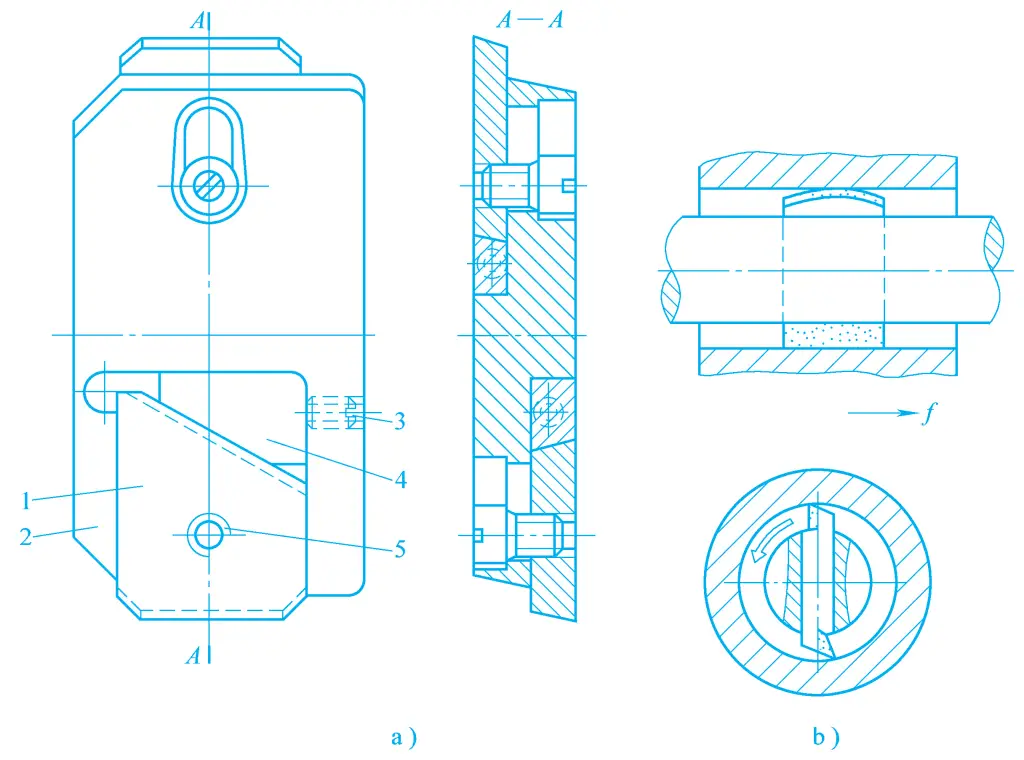
a) Barra de perfuração flutuante
b) Uso
1 - Inserto de perfuração
Corpo com 2 ferramentas
3 - Parafuso de ajuste
Arruela de 4 níveis
5-Parafuso de aperto
O grau de tolerância do furo que pode ser alcançado com essa barra de mandrilamento atinge IT7~IT6, e a rugosidade da superfície é Ra1,6~0,4μm. Uma desvantagem do bloco de barra de mandrilar flutuante na barra de mandrilar é que ele não pode corrigir o erro de retidão e o erro de posição mútua do furo.
(3) Barra de mandrilar com várias arestas
Na produção em massa, especialmente na usinagem de metais não ferrosos com pouco desgaste de ferramenta, as barras de mandrilar combinadas com várias arestas são usadas com frequência, ou seja, organizando várias pastilhas de mandrilar para usinagem de dimensão radial e axial em uma barra de mandrilar e uma cabeça de corte. Embora a fabricação e a reafiação dessa barra de mandrilar combinada sejam um pouco problemáticas, ela ainda é superior em termos de eficiência geral de usinagem.
Para melhorar a precisão e a eficiência dos furos e evitar o problema de retífica das barras de mandrilar com várias arestas mencionadas acima, uma barra de mandrilar combinada com várias arestas pode ser usada durante o mandrilamento, ou seja, a configuração de duas ou mais cabeças de corte em um corpo de ferramenta ou barra de mandrilar, com cada cabeça de corte sendo ajustada independentemente. Uma barra de mandrilar com duas ou mais arestas de corte trabalhando simultaneamente é conhecida como barra de mandrilar combinada com várias arestas.
A Figura 18a mostra uma barra de mandrilamento combinada de duas arestas usada para furos passantes e furos cegos, e a Figura 18b mostra uma barra de mandrilamento combinada de várias arestas usada para mandrilamento bruto e fino de furos duplos.
1) Mandrilamento de furos de pequeno diâmetro
A barra de mandrilamento pode ser montada no fuso para girar, sem que a mesa de trabalho se mova, permitindo que o fuso também realize o movimento de avanço axial, conforme mostrado na Figura 8a. Após cada avanço, o fuso retorna à posição inicial e, em seguida, ajusta a quantidade de corte posterior para continuar a usinagem até a conclusão.
2) Perfuração de grandes furos rasos
Monte o porta-ferramentas e a barra de mandrilar na corrediça rotativa plana, deixe a placa rotativa plana girar, conduzindo a barra de mandrilar até a profundidade necessária e, em seguida, deixe a mesa de trabalho conduzir a peça de trabalho para realizar o movimento de avanço longitudinal, conforme mostrado na Figura 8b.
3) Usinagem da face final do furo
Monte a ferramenta no porta-ferramenta da placa rotativa plana, acionada pela placa rotativa plana para girar, enquanto o porta-ferramenta é alimentado radialmente ao longo da placa rotativa plana pelo carro do porta-ferramenta, conforme mostrado na Figura 8c.
4) Perfuração, alargamento e alargamento de furos
Para furos pequenos, brocas, alargadores e ferramentas de alargamento podem ser montados sucessivamente no fuso, que gira e executa o movimento de avanço axial, para concluir a perfuração, o alargamento e outros processos de corte de furos pequenos, conforme mostrado na Figura 8d.
5) Roscas de perfuração
Monte a barra de mandrilamento de roscas em um suporte de ferramenta especialmente fabricado, acionado pelo fuso de mandrilamento para girar, enquanto a mesa de trabalho se move ao longo da mesa em um avanço por rotação da ferramenta, mandrilando assim as roscas.
Para controlar a quantidade de corte posterior de cada curso, você pode mover o suporte de ferramenta especial a uma certa distância ao longo da direção de seu deslizamento no final de cada curso, conforme necessário, como mostrado na Figura 8g. Esse método também pode ser usado para usinar roscas externas curtas. Para mandrilar roscas internas, outro porta-ferramenta especial pode ser montado na barra de mandrilamento, que gira e avança axialmente conforme necessário, como mostrado na Figura 8h.
Um sistema de orifícios refere-se a dois ou mais orifícios no espaço que têm determinados requisitos de precisão de posição relativa. Os sistemas de furos são divididos em sistemas de furos coaxiais, sistemas de furos verticais e sistemas de furos paralelos.
1) Sistemas de furos coaxiais de perfuração
O principal requisito técnico dos sistemas de furos coaxiais é a precisão da coaxialidade de cada furo na linha coaxial. Os métodos a seguir são comumente usados na produção para usinagem:
① Método de orientação.
Ao usinar sistemas de furos na carcaça em produção de peça única e de pequenos lotes, a deformação da barra de perfuração devido à força pode afetar a precisão da coaxialidade dos furos. Nesse caso, uma luva de guia pode ser usada para usinar furos coaxiais.
Use a luva de guia na coluna traseira da máquina de mandrilar para suporte e orientação. Insira a barra de mandrilamento no furo cônico do fuso de mandrilamento e a outra extremidade é apoiada pela luva guia na coluna traseira, monte a ferramenta de mandrilamento e ajuste o tamanho. O eixo de mandrilamento gira e a mesa de trabalho aciona a peça de trabalho para fazer o movimento de avanço longitudinal, mandrilando assim dois furos coaxiais.
Se os dois furos tiverem diâmetros diferentes, duas ferramentas de mandrilamento podem ser montadas em posições diferentes na barra de mandrilamento para mandrilar os dois furos sucessiva ou simultaneamente, conforme mostrado na Figura 10b. A desvantagem desse método é que o ajuste da posição da bucha guia na coluna traseira é demorado e problemático e requer um bloco de centralização para alinhamento, geralmente adequado para a usinagem de carcaças grandes.
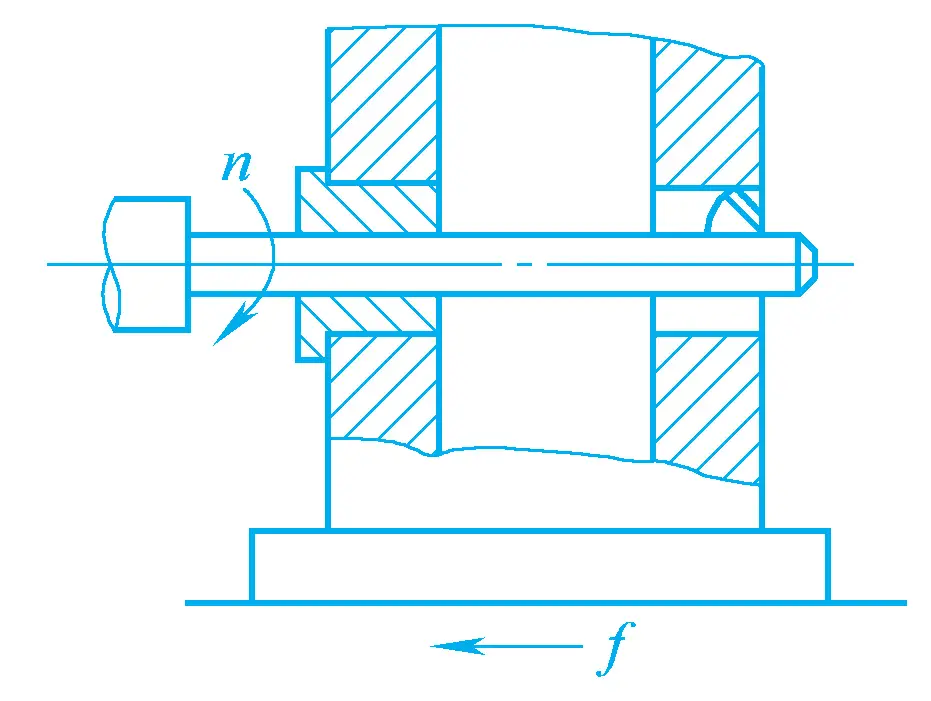
Use o furo já usinado para suporte e orientação. Depois que o furo na parede frontal da carcaça for usinado, uma luva de guia pode ser instalada no furo para apoiar e guiar a barra de mandrilar para a usinagem do furo atrás, a fim de garantir a coaxialidade dos dois furos. Esse método é adequado para a usinagem de furos coaxiais com paredes de revestimento relativamente próximas, conforme mostrado na Figura 19.
② Método de alinhamento.
O método de alinhamento envolve a usinagem de um furo em uma extremidade da carcaça após uma única fixação, girando a mesa de trabalho da máquina de perfuração em 180° e, em seguida, alinhando o furo na outra extremidade da carcaça na linha coaxial.
A Figura 20a mostra o alinhamento da superfície da base tecnológica paralela ao eixo do furo a ser perfurado na carcaça com um relógio comparador montado na barra de perfuração antes da perfuração, tornando-a paralela ao eixo da barra de perfuração e, em seguida, ajustando a posição do eixo para usinar o furo na parede A da carcaça.
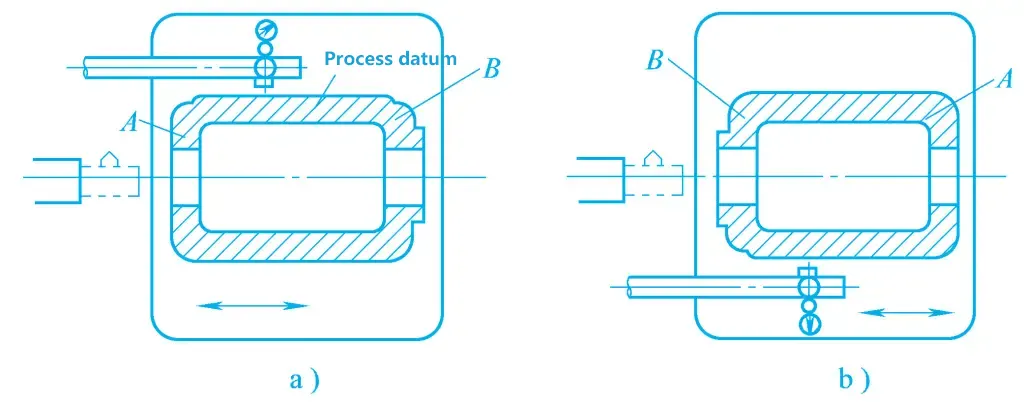
A Figura 20b mostra que, após o mandrilamento, a mesa de trabalho é girada 180°, a superfície da base tecnológica é realinhada aos requisitos de paralelismo do eixo da barra de mandrilamento e, em seguida, usando a superfície da base tecnológica como referência de medição unificada, ajusta-se a posição do fuso de modo que o eixo da barra de mandrilamento coincida com o eixo do furo na parede A, usinando assim o furo na parede B da carcaça.
③ Método de gabarito de perfuração.
Na produção em lote, os gabaritos de mandrilamento são geralmente usados para usinagem, com a precisão da coaxialidade garantida pelo gabarito de mandrilamento. Conforme mostrado na Figura 21, a peça de trabalho é fixada no gabarito de mandrilamento e a barra de mandrilamento é apoiada nos orifícios-guia das buchas de mandrilamento dianteiras e traseiras, guiada pelas buchas de mandrilamento para fazer furos na posição correta na peça de trabalho.
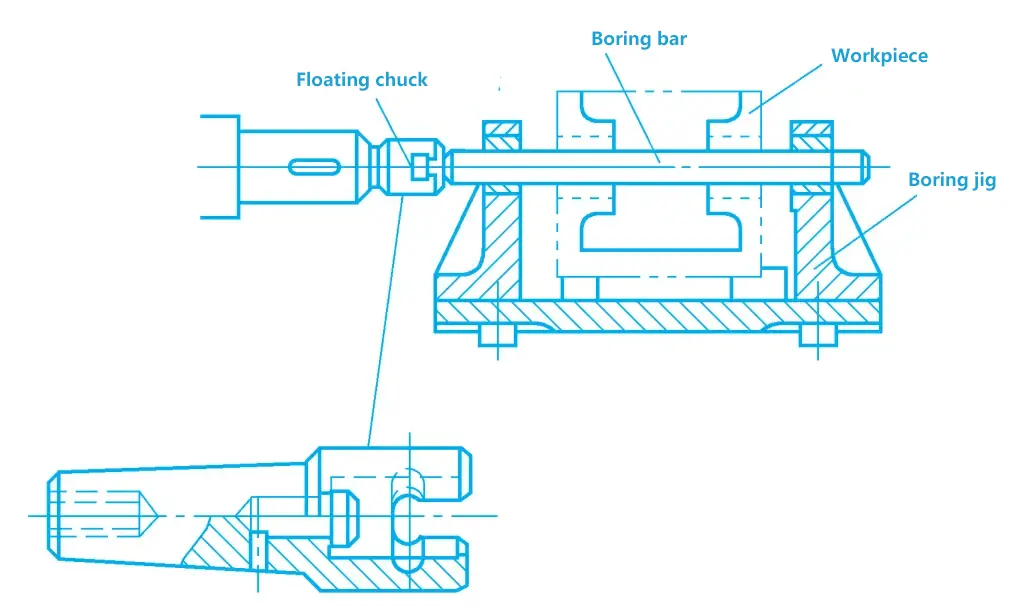
Ao fazer furos com um gabarito de mandrilamento, a barra de mandrilamento é conectada de forma flutuante ao eixo da máquina por meio de um mandril flutuante, garantindo que a precisão da usinagem do sistema de furos não seja afetada pela precisão da máquina. Na Figura 21, a precisão da coaxialidade dos furos depende principalmente da precisão do gabarito de mandrilamento, o que permite a usinagem de sistemas de furos de alta precisão em máquinas de menor precisão.
Ele também facilita o corte simultâneo com várias ferramentas, e o posicionamento e a fixação são rápidos, com alta produtividade. No entanto, os requisitos de precisão do gabarito de mandrilamento são altos, o ciclo de fabricação é longo e o custo de produção é alto. Portanto, o método de gabarito de mandrilamento para usinagem de sistemas de furos é aplicado principalmente na produção em lote, que pode ser processada em máquinas de uso geral, bem como em máquinas de uso especial ou centros de usinagem.
2) Sistemas de furos paralelos de perfuração
Os principais requisitos técnicos dos sistemas de furos paralelos são a precisão dimensional e a precisão posicional das distâncias entre os eixos dos furos paralelos e entre os eixos dos furos e o plano de referência. Os métodos a seguir são comumente usados na produção:
① Método de coordenadas.
O método de coordenadas para furos envolve a conversão das dimensões da distância do furo entre os furos no sistema de furos em duas dimensões de coordenadas mutuamente perpendiculares e, em seguida, o ajuste preciso das posições relativas do eixo da máquina e da peça de trabalho nas direções horizontal e vertical de acordo com essas dimensões de coordenadas, para garantir a precisão das dimensões da distância do furo por meio do controle das dimensões de deslocamento de coordenadas e das tolerâncias da máquina.
② Método de alinhamento.
O método de alinhamento para mandrilamento envolve o uso de alguns dispositivos auxiliares para localizar com precisão a posição correta de cada furo a ser usinado em uma máquina de uso geral. Os métodos comuns de alinhamento incluem:
Método de alinhamento de marcação de linha.
Antes da usinagem, marque as posições de cada furo na peça bruta de acordo com os requisitos do desenho e, durante a usinagem, alinhe a ferramenta e a peça de acordo com as linhas marcadas, combinando também com o método de corte experimental.
A marcação de linha requer operação manual, é difícil, e a precisão da usinagem é muito afetada pelo nível de habilidade do trabalhador, resultando em baixa precisão da distância do furo e baixa produtividade. Portanto, ela é geralmente adequada para sistemas de furos de usinagem com requisitos de precisão de baixa distância de furo e pequenos lotes de produção.
Método para alinhar o eixo do coração de um bloco de medição.
Conforme mostrado na Figura 22, insira o eixo do coração de precisão no furo do fuso da mandriladora e no furo processado, respectivamente, e, em seguida, combine blocos de calibradores de determinados tamanhos para alinhar a posição do fuso.
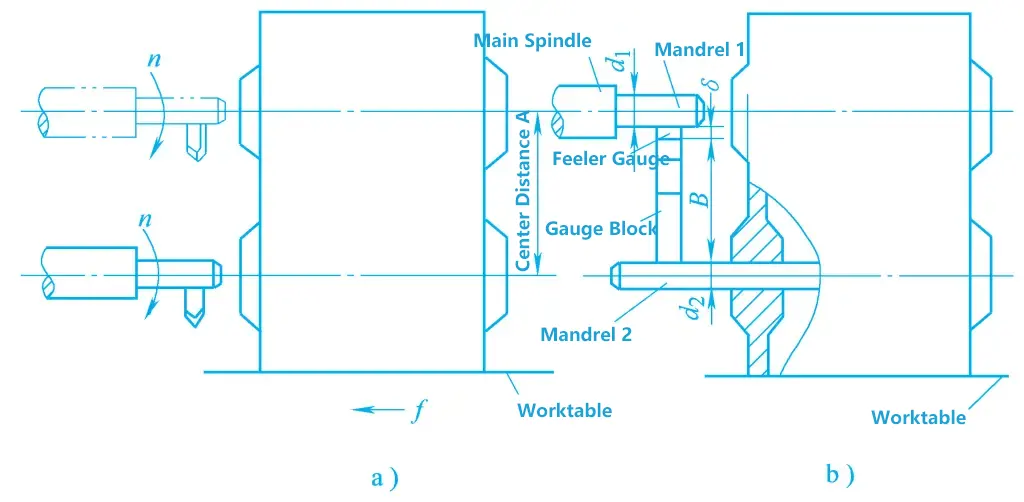
a) Perfuração de furos paralelos
b) Alinhamento com o bloco do medidor do eixo do coração
Durante o alinhamento, um calibrador de folga deve ser usado para medir a folga entre o bloco do calibrador e o eixo do coração para evitar a deformação do contato direto entre o bloco do calibrador e o eixo do coração. Esse método pode alcançar maior precisão no espaçamento dos furos, mas tem baixa produtividade e é adequado para produção de peças únicas e pequenos lotes. Na figura, d₁ e d₂ são os diâmetros do eixo do coração, δ é o tamanho do calibrador de folga, A é a distância central do furo e B é o tamanho do conjunto do bloco do calibrador.
③ Método de gabarito de perfuração.
Na produção em massa, a usinagem com gabarito de mandrilamento é geralmente usada, e seus requisitos de paralelismo são garantidos pelo gabarito de mandrilamento.
3) Sistema de perfuração vertical
Os principais requisitos técnicos do sistema de furo vertical são os requisitos de perpendicularidade entre os eixos dos furos, e os dois métodos a seguir são comumente usados na produção:
① Método de alinhamento.
Na produção de peças únicas e pequenos lotes, geralmente é usinado em uma máquina-ferramenta universal. Ao perfurar um sistema de furo vertical, após a usinagem de um furo em uma direção, a mesa de trabalho é girada 90° para perfurar o furo na direção perpendicular. A precisão da perpendicularidade do sistema de furos é garantida pelo dispositivo de alinhamento de 90° da mesa de trabalho da máquina de perfuração. Quando a precisão do dispositivo de alinhamento de 90° da mesa de trabalho da máquina de perfuração comum não é alta, o alinhamento pode ser feito com um eixo cardíaco e um relógio comparador, ou seja, insira o eixo cardíaco no furo usinado, gire a mesa de trabalho para trás e use o relógio comparador para alinhar sacudindo a mesa de trabalho.
② Método de gabarito de perfuração.
Na produção em lote, o método do gabarito de perfuração é geralmente usado, e a precisão da perpendicularidade é garantida pelo gabarito de perfuração.