Fundamentos do curvamento de tubos: Um guia rápido
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
Dobramento de tubos A tecnologia da indústria naval evoluiu junto com o crescimento dos setores de construção naval, petroquímico e outros. Nos últimos anos, observou-se um rápido desenvolvimento nos setores de motocicletas, bicicletas e móveis de metal.
Métodos de curvatura e flexão
Curvatura
Na curvatura do tubo, a razão entre a metade da largura do tubo na direção da curvatura e o raio de curvatura é definida como a curvatura.
Onde:
D - o diâmetro do tubo (mm)
B - a largura do tubo retangular na direção da flexão (mm)
É evidente que quanto maior o B ou D e menor o R, maior a curvatura.
Métodos de dobra
Técnicas de dobragem de tubos podem ser categorizados pelo método em dobra rotativa, dobra por pressão, dobra por prensa e dobra por rolo; pela temperatura, em dobra a frio e dobra a quente; e pela presença de um mandril, em dobra por mandril e dobra de forma livre.
Aparência da curvatura do tubo e raio mínimo de curvatura
Durante a flexão de tubos, o material no lado externo da zona de deformação sofre alongamento tangencial e se alonga, enquanto o material no lado interno sofre compressão tangencial e se encurta. As principais manifestações são o afinamento do material do tubo no lado externo devido ao alongamento e, se o alongamento exceder a taxa de alongamento do material, o tubo se romperá.
Na parte interna, a compressão leva ao excesso de material; se esse excesso exceder a capacidade de fluência do material, ocorrerá enrugamento na parte interna do tubo curvado. Para garantir a qualidade da curvatura do tubo, é essencial controlar o grau de deformação dentro de uma faixa aceitável.
O limite de deformação por flexão, que é o grau permitido de deformação durante a flexão do tubo, depende de fatores como as propriedades mecânicas do material, as dimensões estruturais dos acessórios para tubos, a espessura da parede e o processo de flexão. A Tabela 3-11 lista os limites mínimos de raio de curvatura para aço de baixo carbono, supondo que a relação entre a espessura da parede e o diâmetro seja maior que 0,1.
Tabela 3-11: Raio de curvatura mínimo para tubos de aço com baixo teor de carbono (t/D ≥ 0,1)
Métodos de dobra
Raio mínimo de curvatura
Métodos de dobra
Raio mínimo de curvatura
Dobra rotativa
(2 a 2,5) x Diâmetro
Dobra por prensa
≥16D
Dobra por prensa
(2,5 a 3) x Diâmetro
Dobramento de rolos
12D
Seleção de matrizes de curvatura de tubos de paredes finas
1) Para tubos de aço com alta curvatura (B/R) e uma relação t/B acima de 0,2, o método de flexão por pressão é empregado para o processamento de dobras ou cotovelos.
2) Para peças de trabalho com uma pequena curvatura (B/R) e um pequeno ângulo central do arco, pode-se considerar um método de dobramento por prensa com matrizes superior e inferior. A flexão por prensa normalmente requer t/B > 0,1.
3) Para peças com uma pequena curvatura (B/R), mas com um grande ângulo central, é recomendável dobrar em um curvador de tubos simples. O mecanismo de fixação de um curvador de tubo simples, preso à matriz do mandril, não é limitado pelo comprimento do braço giratório, como em um curvador de tubo hidráulico.
4) Para peças com um grande raio de curvatura R, mas também com um grande ângulo central, uma dobradeira de três rolos pode ser usada para a conformação. As matrizes são simples e versáteis. As peças de trabalho em forma de anel podem ser dobradas em vários anéis de uma só vez e, em seguida, cortadas em peças individuais.
5) Para peças de trabalho com um raio de curvatura R inferior a 350 mm, pode-se considerar o método de enrolamento em um curvador de tubos hidráulico. Isso ocorre porque o diâmetro máximo da roda do mandril, incluindo o flange, é ≤800 mm, que pode ser usinado em um torno padrão, reduzindo significativamente os custos de material e, consequentemente, o custo total.
Com grandes volumes de produção e fortes recursos de processamento, o raio de curvatura R pode ser aumentado para 1.000 mm. Vários fabricantes nacionais podem agora produzir curvadoras de tubos automáticas com um raio de curvatura de 1.000 mm.
6) No projeto de matrizes de curvatura de tubos retangulares, quando 2,5 ≤ R/B ≤ 10, além do método de enrolamento, outros meios auxiliares devem ser considerados, como a saliência da superfície de trabalho da roda do mandril ou o preenchimento da cavidade do tubo com areia ou outros enchimentos.
Isso se deve ao fato de que, na curvatura de alta curvatura, outros métodos além do uso de um mandril do tipo corrente não podem garantir que os diâmetros interno e externo do tubo estarão completos após a deformação, e os mandris do tipo corrente são muito caros para processar.
7) Ao selecionar as matrizes de curvatura, a relação entre a espessura da parede t e a largura B do tubo retangular na direção da curvatura também deve ser considerada. Uma relação maior facilita a conformação, enquanto uma relação menor dificulta a conformação.
Os métodos de seleção acima, exceto o segundo, baseiam-se em uma relação t/B de ≥0,05. A Figura 3-73 mostra o efeito de flexão com uma roda de mandril saliente preenchida com areia amarela à esquerda e sem areia à direita. Condições de flexão: tamanho do tubo retangular de 30 mm × 20 mm × 1 mm, largura na direção da flexão de 20 mm, raio da linha central do tubo após a flexão de 60 mm, com teor de umidade da areia amarela de aproximadamente 1,5%.
Figura 3-73: Comparação dos efeitos de flexão em um tubo retangular antes e depois do preenchimento com areia
Cálculo da altura da protrusão no núcleo de um modelo de flexão de tubo retangular
Fórmula para calcular a altura da protrusão da roda principal
Normalmente, os tubos retangulares não são usados como conduítes para fluidos, mas são mais comumente empregados em estruturas de suporte de acessórios de construção. Em geral, apenas o diâmetro externo e a aparência lisa das duas superfícies laterais são necessários, enquanto a deformação nas superfícies internas não é enfatizada. Essa abordagem permite medidas para evitar rugas nas superfícies visíveis.
O uso de uma roda central saliente no modelo de flexão para tubos quadrados e retangulares é um meio eficaz de evitar o enrugamento da parede lateral. Por meio da prática de longo prazo e do acúmulo de dados, descobriu-se que a altura da saliência pode ser calculada. A ideia central é converter a quantidade de deformação compressiva dentro da linha média do tubo na altura da saliência do núcleo.
O cálculo é o seguinte:
O coeficiente de deformação compressiva dentro da linha média multiplicado pela largura da deformação dentro da linha média, menos a capacidade de fluência do material em condições naturais (as condições naturais referem-se à temperatura ambiente sem nenhuma pressão positiva ou negativa) e o valor de comparação (o valor de comparação refere-se à razão entre a espessura do material e o diâmetro da deformação em condições sem pressão na borda, ou seja, a capacidade de fluência inerente do material).
O valor resultante, multiplicado por dois, representa o aumento do comprimento à medida que a borda comprimida do tubo passa de uma linha reta para uma curva. A condição de equilíbrio para uma dobra sem rugas no tubo é:
Na fórmula,
L - a deformação de compressão (mm);
R - o raio de curvatura (mm);
t - a espessura da parede do tubo (mm);
B - a largura do tubo na direção da flexão (mm).
Se o valor calculado for superior a zero, será necessário configurar uma protrusão do mandril.
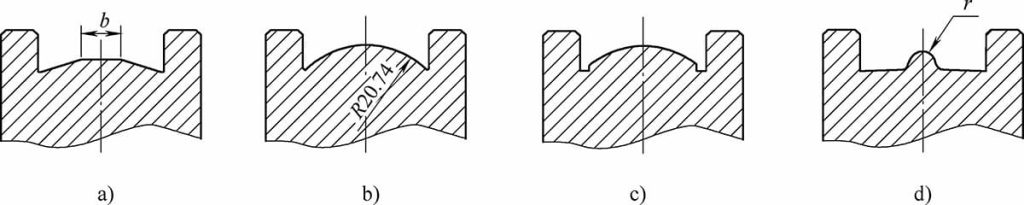
Nesse ponto, o resultado calculado pode ser adicionado ao comprimento da linha de trabalho da roda do mandril, transformando o segmento reto em um arco. Se o arco resultante for muito alto e afetar a formação das paredes em ambos os lados do tubo, é possível obter um bom efeito entalhando (2-4)t de cada parede lateral (veja a Figura 3-74c).
Por meio de cálculos, sabemos que o valor da fluência do material (2t/B×0,03) é realmente muito pequeno. Em casos de espessura relativamente baixa, basta arredondar o resultado calculado de forma adequada.
Estilos de protrusão da roda de mandril
A forma da seção transversal da saliência da roda do mandril pode ser trapezoidal (veja a Figura 3-74a), em forma de arco (veja a Figura 3-74b, c) ou semicircular (veja a Figura 3-74d). Esses três formatos são adequados para dobrar peças de trabalho com curvaturas que variam de pequenas a grandes, respectivamente.
Figura 3-74: Vistas em seção transversal de rodas centrais em vários estilos
Durante a fase de protótipo, utilizando as rodas de núcleo de fundo plano existentes, é possível fixar tiras de aço com a altura apropriada ou barras de aço redondas com o diâmetro adequado para a moldagem experimental. Após a coleta de dados, a modificação das rodas do núcleo pode aumentar significativamente a eficiência. Esse método de cálculo é adequado para tubos retangulares em que o plano externo serve como superfície de aparência.
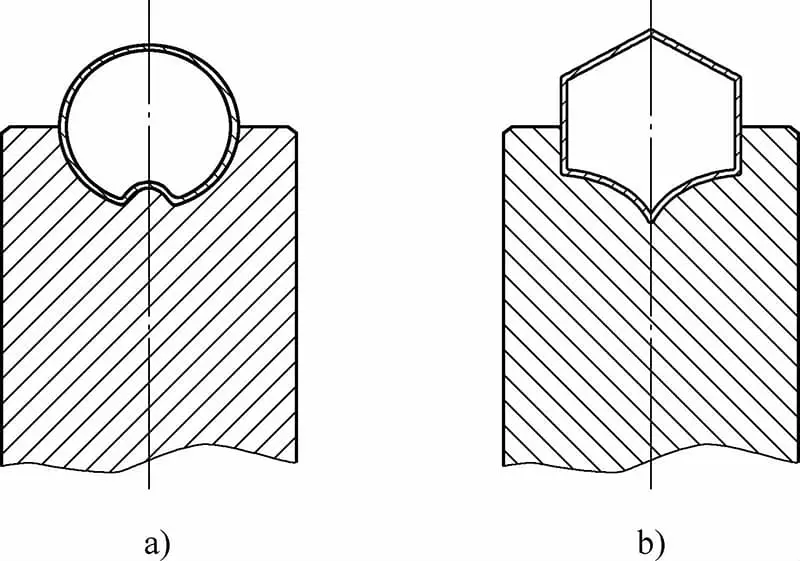
Estendendo sua aplicação para a curvatura de tubos redondos e hexagonais, bem como para a formação de rolos de tubos quadrados, é igualmente significativo e eficaz, conforme mostrado na Figura 3-75.
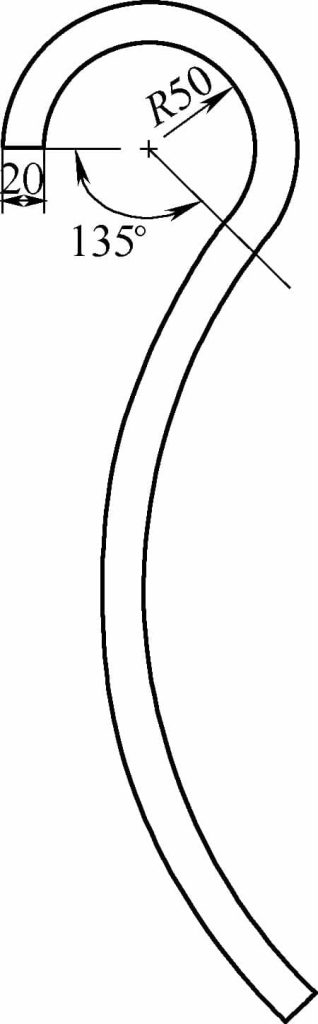
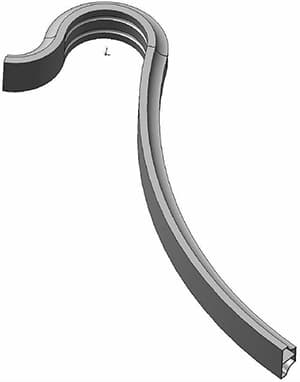
Por exemplo, considere um tubo retangular com dimensões externas de 20 mm x 30 mm e uma espessura de parede de 1 mm, dobrado ao longo da largura de 20 mm até um raio de R=50 mm. O produto semiacabado após o processamento é mostrado na Figura 3-76. Calcule a altura da saliência na roda do núcleo.
Figura 3-75 Saliências nas rodas do núcleo para tubos redondos e hexagonais.
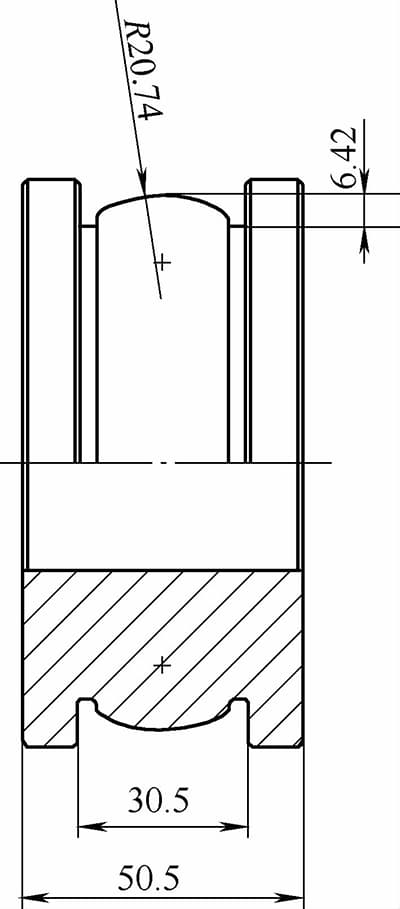
Dado: R = 50 mm, B = 20 mm, t = 1 mm. Substituindo os valores na fórmula, obtemos 2 × (0,2 × 9 - 0,006) mm = 3,588 mm, com uma altura de corda de 6,42 mm, conforme mostrado na Figura 3-77.
Figura 3-76: Resultados da flexão do tubo retangular
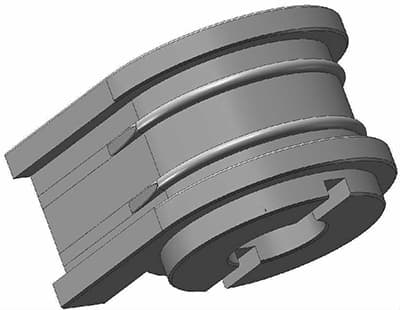
Figura 3-77: Projeto da roda de perfil de came
Quando o raio de curvatura relativo do tubo é muito pequeno (B/R ≤ 5), o excesso de material na parte interna da linha central é muito grande para ser acomodado por uma única curva. Nesses casos, uma técnica de curva dupla, também conhecida como método de nervura dupla, é empregada para processar a roda do mandril, conforme mostrado na Figura 3-78.
As condições de formação mostradas na Figura 3-79 são as seguintes: uma nervura central feita de tubo de liga de alumínio, com espessura de material de 1,2 mm, largura de 50 mm e direção de flexão B de 25 mm; o diâmetro de trabalho da roda do mandril é de 100 mm. O tubo é preenchido com areia, que tem um teor de umidade de aproximadamente 1,5%.
Figura 3-78: Roda com núcleo do tipo nervura dupla
Figura 3-79: Tubo de flexão de núcleo do tipo nervura dupla.
A curvatura que excede uma rotação de 360 graus.
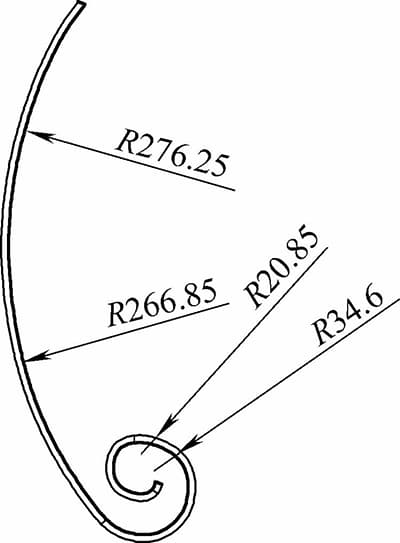
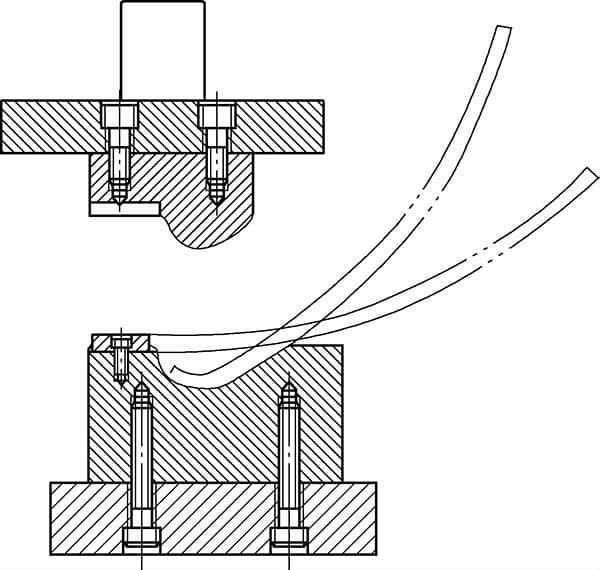
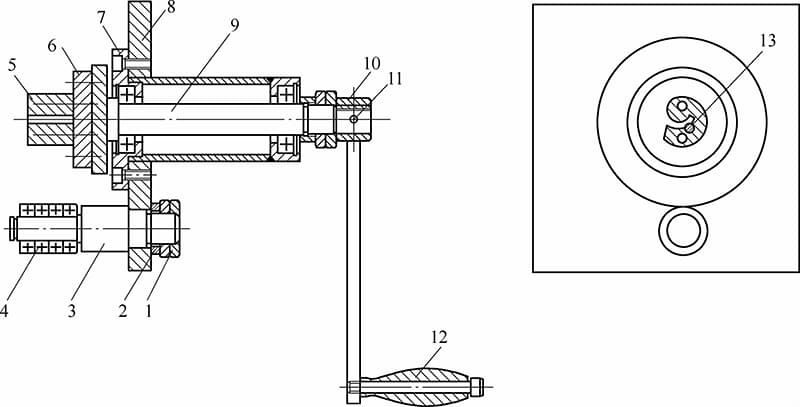
A imagem na Figura 3-80 mostra um tipo de perna de fogueira feita de tubos de seção oca laminados a frio de 40×8×0,8. Essa peça é classificada em moldes de dobra devido ao movimento rotacional do molde de formação. Após o processo de dobra inicial, conforme mostrado na Figura 3-81, o material é fixado na abertura do mandril 5 por um dispositivo de fixação do tipo came 13 em um molde de laminação manual, e a peça de trabalho é moldada girando a alça 12, conforme ilustrado na Figura 3-82.
A vantagem desse molde é que ele permite que os ângulos de formação ultrapassem 360 graus.
Processo de dobra: Dobra de rolo de raio grande (dobradeira de três rolos) → Primeira dobra (prensa mecânica) → Rolling (manual).
Figura 3-80: Pernas da fogueira
Figura 3-81: Matriz de dobragem da perna do poço de incêndio na primeira passagem
Figura 3-82 Montagem da matriz de dobragem secundária da perna do braseiro
1-Porca 2-Arruela 3-Eixo 4-Rolamento 5-Núcleo da matriz 6-Base do núcleo da matriz 7-Manilha de rolamento 8-Suporte da coluna 9-Eixo principal 10-Manilha do braço de força 11-Pino inferior 12-Puxador 13-Abraçadeira da came
O que torna possível a obtenção de peças suaves e precisas? A retificação! Esse herói oculto da manufatura cria acabamentos incrivelmente precisos. Vamos explorar como a retificação...
Por que um tubo perfeitamente curvado frequentemente muda de forma após a conformação? Este artigo explora os fenômenos de retorno elástico, alongamento e...
Por que os curvadores de tubos e canos são cruciais nos setores modernos, do aeroespacial à construção civil? Este artigo explora os principais fabricantes...
Imagine um material que equilibra acessibilidade, versatilidade e facilidade de uso, mas com uma compensação em termos de resistência e durabilidade. Isso...
Quando se trata de escolher a bomba certa para sua aplicação, é preciso entender as diferenças fundamentais entre as bombas de deslocamento positivo e negativo...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.