
Como calcular o peso da chapa metálica: Fórmulas essenciais
Você já se perguntou como calcular rapidamente o peso de uma chapa metálica? Este artigo revela uma fórmula simples que leva em conta o...
Você já se perguntou como as peças de precisão são fabricadas? Tudo começa com a marcação - uma primeira etapa crucial na usinagem. Este artigo explora a arte da marcação, desde a seleção de pontos de referência até o alinhamento das peças de trabalho. Você aprenderá as principais técnicas usadas por operadores especializados para garantir a precisão. Seja você um amador ou um profissional, entender a marcação levará suas habilidades em metalurgia para o próximo nível.

O desenho de linhas na superfície de uma peça de trabalho bruta ou usinada para marcar os limites do processamento de acordo com o desenho é chamado de marcação.
Após a marcação da peça de trabalho, há indicadores claros para o processamento. Ele mostra claramente a margem de usinagem na superfície da peça e ajuda a localizar furos ou superfícies por meio das linhas desenhadas. Por meio da marcação, é possível verificar com antecedência se as dimensões de cada parte do blank atendem aos requisitos. Para algumas peças em bruto com tolerâncias pequenas, a marcação também pode ajudar a encontrar maneiras de recuperá-las, evitando desperdícios.
A marcação também pode identificar problemas com o blank com antecedência, evitando o desperdício de mão de obra e recursos. De acordo com sua função no processamento, as linhas desenhadas podem ser divididas em três tipos: linhas de processamento, linhas de verificação e linhas de alinhamento. As linhas desenhadas na superfície das peças como limites de processamento de acordo com os requisitos do desenho são chamadas de linhas de processamento.
As linhas usadas para verificar vários erros após o processamento das peças, ou mesmo para analisar os motivos dos defeitos, são chamadas de linhas de verificação. Geralmente, a distância entre as linhas de verificação e as linhas de processamento é de 5 a 10 mm, dependendo do tamanho e do formato da peça, mas as linhas de verificação podem ser omitidas quando podem ser confundidas com outras linhas. As linhas desenhadas fora das linhas de processamento são chamadas de linhas de alinhamento, usadas para alinhar a peça antes do processamento.
A distância entre as linhas de alinhamento e as linhas de processamento é geralmente de 3 a 10 mm, dependendo do tamanho da peça, mas, em casos especiais, pode ser superior a 10 mm. Em situações gerais, as linhas de processamento também podem ser usadas como linhas de alinhamento. As várias linhas traçadas devem ser claras e precisas. Para evitar que linhas importantes sejam apagadas ou fiquem borradas após várias transferências e processamento, devem ser feitas marcas de perfuração nas linhas.
A marcação pode ser dividida em marcação plana e marcação tridimensional. A marcação plana é feita em uma superfície da peça, ou seja, em um plano; a marcação tridimensional é feita em vários planos diferentes da peça, ou seja, a marcação em três dimensões.
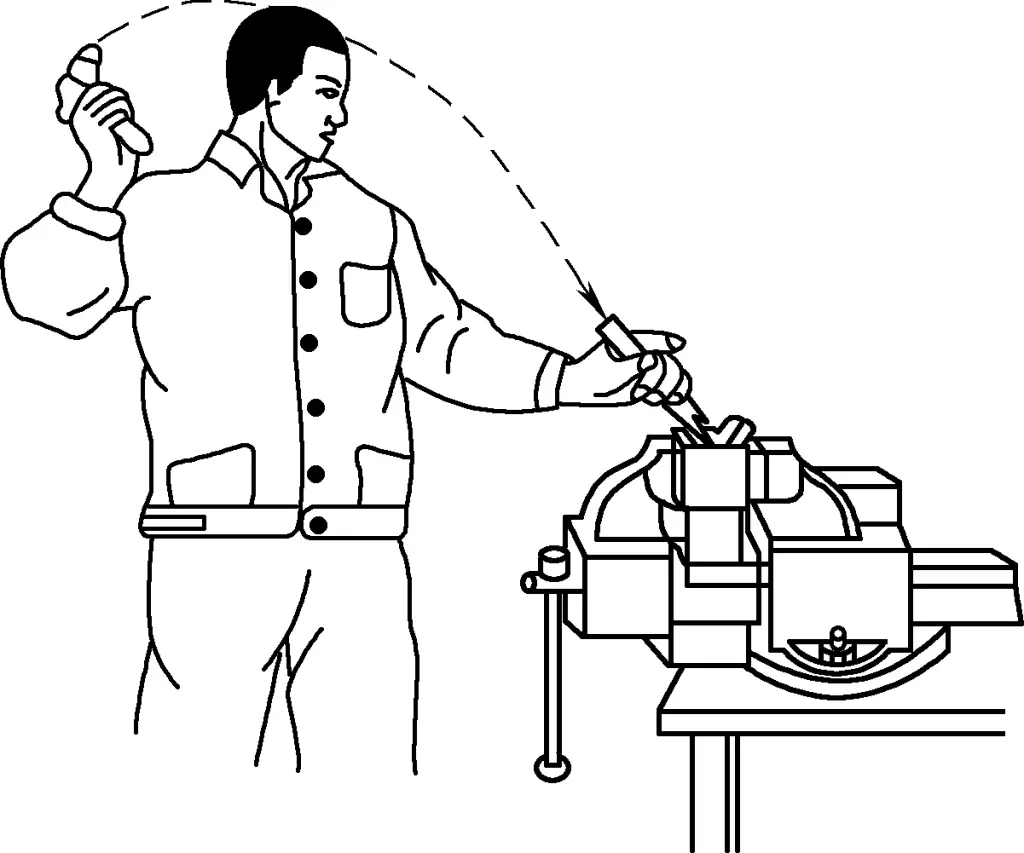
As ferramentas de marcação incluem riscadores, calibradores de marcação, calibradores de superfície, paquímetros, bem como martelos, punções centrais, etc. Ao usar as ferramentas de marcação, observe que: as pontas das agulhas usadas para marcação são todas endurecidas ou com ponta de liga dura e não devem ser batidas ou golpeadas; o calibrador de altura é uma ferramenta de marcação mais precisa e só deve ser usado para medição, não para marcação direta na superfície do blank.
Os punções centrais são feitos de aço para ferramentas e endurecidos por têmpera, com seus ângulos de ponta geralmente retificados a 45°-60°. Após a marcação, os punções centrais geralmente são usados para fazer marcas pequenas e uniformes nas linhas para facilitar a observação. Ao fazer furos ou desenhar arcos, os punções centrais também são usados para marcar o centro, facilitando o alinhamento da broca ou da ponta do compasso com o centro.
As ferramentas de fixação e suporte incluem blocos em V, grampos em C, macacos e vários calços, usados para fixar e apoiar a peça de trabalho.
O ponto de referência usado para determinar a posição de pontos, linhas e superfícies no desenho da peça é chamado de ponto de referência de projeto. O datum de marcação refere-se a determinados pontos, linhas e superfícies na peça usados para determinar dimensões, formas geométricas e as posições relativas de vários elementos na peça durante a marcação. Outras linhas dimensionais são medidas a partir desses pontos, linhas e superfícies.
A seleção correta do ponto de referência da marcação é essencial para uma boa marcação de linha. Um ponto de referência de marcação razoável pode tornar a marcação conveniente e precisa, enquanto um ponto de referência mal escolhido pode levar a falhas na marcação. Portanto, é necessário analisar cuidadosamente o desenho e a tecnologia de processamento para selecionar o ponto de referência apropriado para a peça antes da marcação.
Os princípios gerais para a seleção de um ponto de referência são: primeiro, tente fazer com que o ponto de referência da marcação seja consistente com o ponto de referência do projeto; segundo, considere o formato do blank, de preferência usando furos no blank ou grandes superfícies planas como ponto de referência da marcação.
Os três tipos de seleção de datum a seguir são comumente usados:
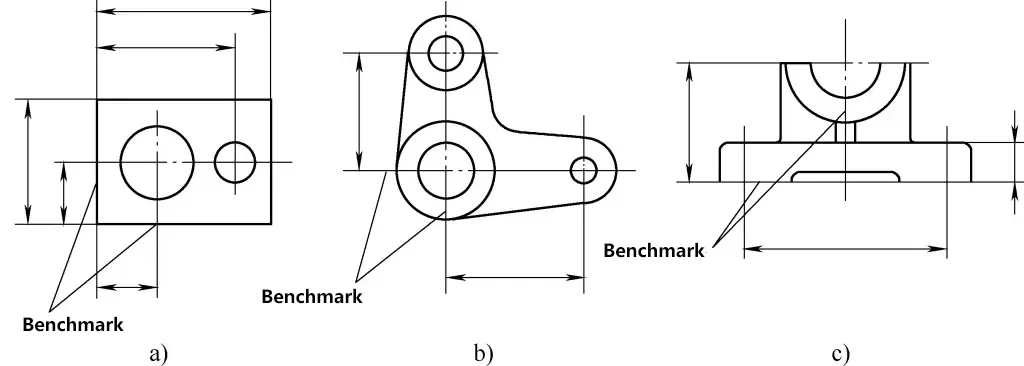
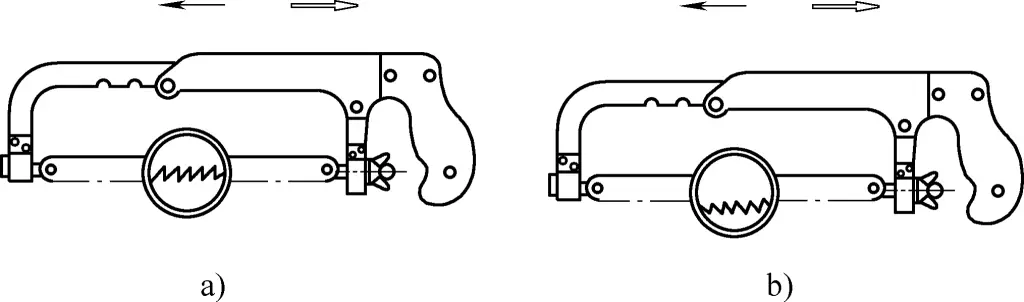
Conforme mostrado na Figura 1a, a maioria das dimensões em cada direção é marcada com base nessas duas superfícies (o ponto de referência do projeto no desenho). Nesse caso, essas duas superfícies podem ser usadas como o ponto de referência da marcação.
Conforme mostrado na Figura 1b, a maioria das dimensões dessa peça é marcada a partir dessas duas linhas centrais, e as dimensões em ambas as direções são simétricas às suas respectivas linhas centrais. Portanto, essas duas linhas centrais podem ser usadas como ponto de referência para a marcação.
Conforme mostrado na Figura 1c, as dimensões verticais dessa peça são determinadas com base na linha inferior, enquanto as dimensões horizontais são simétricas à linha central.
Devido a razões tecnológicas, as peças fundidas, forjadas e soldadas a serem processadas apresentam certos erros e defeitos nas dimensões e no formato. Se os erros forem grandes, isso pode fazer com que a peça seja descartada. Portanto, o alinhamento deve ser realizado nos espaços em branco antes da marcação, e o alinhamento deve ser realizado após a determinação da referência de marcação.
Os seguintes princípios devem ser seguidos durante o alinhamento:
1) Quando houver superfícies não processadas na peça em branco, alinhe de acordo com a superfície não processada antes de marcar. Isso manterá a espessura consistente entre a superfície não processada e a superfície a ser processada.
A Figura 2 mostra uma caixa de mancal em branco. O círculo externo e a superfície A não precisam de processamento. Ao marcar a linha de processamento para o furo interno, primeiro alinhe com base no círculo externo, insira um preenchimento (bloco de chumbo ou ferramenta de centralização ajustável) no furo, use um calibrador de marcação para encontrar o centro e marque a linha de processamento para o furo interno de acordo com o centro.
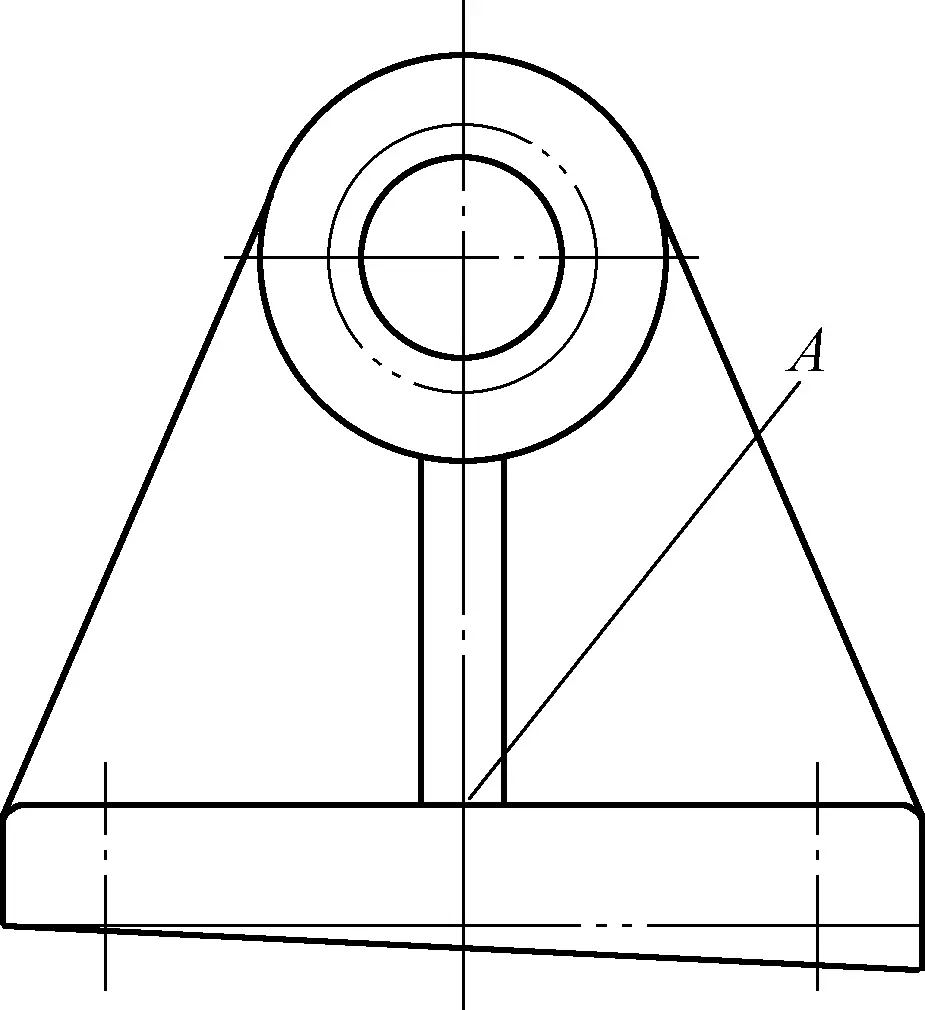
Dessa forma, o furo interno e o círculo externo podem basicamente atingir a concentricidade. Da mesma forma, antes de marcar a linha de processamento para a superfície inferior, primeiro alinhe com base no plano superior A (superfície não processada) e marque a linha de processamento para a superfície inferior. Isso garante uma espessura relativamente uniforme em toda a base.
2) Quando todas as superfícies da peça bruta tiverem que ser processadas, alinhe a posição de cada superfície a ser processada antes da marcação. Isso permite uma distribuição razoável e uniforme da margem de usinagem em cada superfície a ser processada, evitando margens desiguais ou distorcidas.
Devido às várias formas estruturais das peças, o trabalho de alinhamento deve ser realizado de acordo com a situação real da peça de trabalho. Quando houver duas ou mais superfícies não processadas na peça de trabalho, escolha a superfície maior, mais importante ou com melhor qualidade de aparência como a principal referência de alinhamento, enquanto considera outras superfícies não processadas menos importantes. Isso serve para garantir que as dimensões entre as principais superfícies não processadas e as superfícies a serem processadas (como a espessura da parede da carcaça, a altura das saliências etc.) sejam as mais uniformes possíveis e para refletir erros difíceis de compensar em áreas secundárias ou menos óbvias.
Quando já houver superfícies processadas na peça, a superfície processada deverá ser usada como referência de alinhamento.
Quando os erros e defeitos na forma, no tamanho e na posição da peça bruta não puderem ser corrigidos após o alinhamento, considere a possibilidade de usar o método de empréstimo de material para remediar a situação.
Quando o blank não conforme tiver um pequeno desvio de tolerância, por meio de marcação de teste e ajuste, redistribua a permissão de usinagem de cada superfície a ser processada no blank, minimizando o impacto do erro original e transformando-o em um produto qualificado. Esse método de correção é chamado de empréstimo de material.
Ao emprestar material, primeiro verifique as dimensões e os deslocamentos de várias partes do blank para determinar a direção e o tamanho do empréstimo de material e marque as linhas de referência. Em seguida, marque as linhas restantes até que seja apropriado.
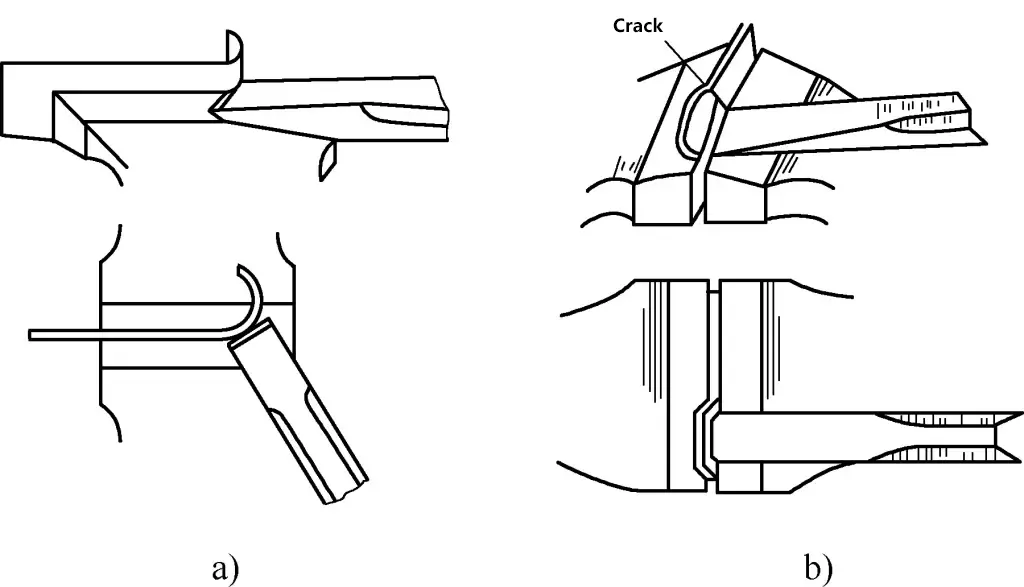
A Figura 3 mostra uma carcaça de caixa de engrenagens em que um erro de fundição fez com que o furo A se deslocasse 6 mm para a direita, alterando a distância central dos 200 mm projetados para 194 mm. Convencionalmente, se ambos os furos fossem alinhados com base em seus respectivos círculos externos não processados das saliências, o lado direito do furo A não teria permissão de usinagem, causando refugo.
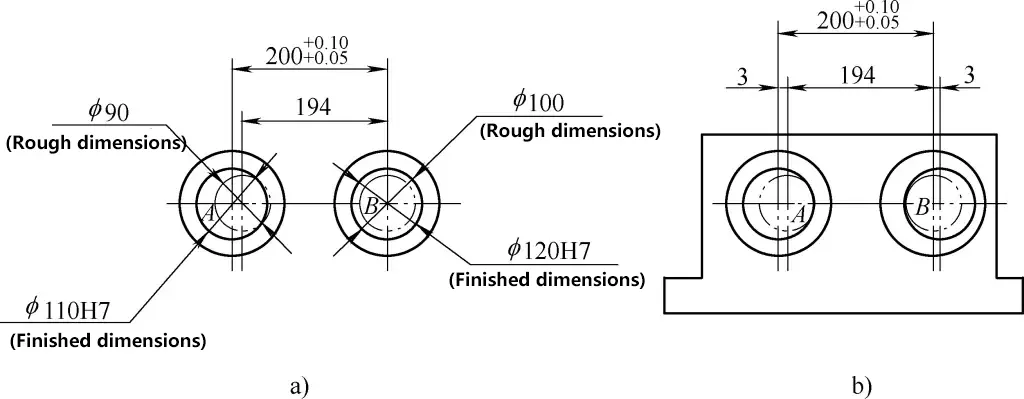
Agora, usando o método de empréstimo de material, desloque os furos A e B 3 mm para a esquerda e para a direita, respectivamente. Marque as linhas de centro de ambos os furos e as linhas de dimensão da circunferência interna do furo. Dessa forma, ambos os furos têm a permissão de usinagem adequada. Essa abordagem distribui o erro de fundição uniformemente para os círculos externos das saliências de ambos os furos, causando uma leve excentricidade entre as saliências do círculo externo e os furos internos (consulte a Figura 3b). No entanto, o grau de excentricidade não é significativo e, em geral, tem pouco impacto sobre a qualidade da aparência, geralmente atendendo aos requisitos da peça.
1) Analise cuidadosamente o desenho, esclareça a função e os requisitos da peça e suas áreas de marcação relevantes na máquina. Algumas peças mais complexas exigem várias marcações e processamento para serem concluídas. Portanto, antes de marcar, familiarize-se com todo o processo da peça e marque as linhas para esse processo conforme necessário. Ao marcar, evite marcar linhas que serão removidas durante o processamento e marcar linhas desnecessárias.
2) Selecione a referência de marcação.
3) Limpe e inspecione a peça de trabalho. Remova rebarbas, rebarbas, areia, óleo, etc.
4) Aplicar cor na peça de trabalho. Para peças em bruto fundidas e forjadas, a pasta de cal branca (feita pela mistura de cal branca, cola de água ou goma de pêssego com água) é comumente usada para colorir. Quando a rugosidade da superfície da peça de trabalho é alta e a quantidade é muito pequena, o giz branco também pode ser usado para colorir a peça de trabalho.
As superfícies processadas geralmente são coloridas com água dourada clara (uma mistura de verniz de goma-laca e solução de álcool) com adição de corante (corante básico). Independentemente do tipo de revestimento usado, ele deve ser aplicado de forma fina e uniforme para garantir uma marcação clara. Se for aplicado com muita espessura, poderá descascar.
5) Marque as linhas.
6) Verifique cuidadosamente se as linhas marcadas estão corretas e se alguma linha está faltando.
7) Marcas de perfuração nas linhas. Ao usar um punção central, a ponta deve estar alinhada com o centro da linha ou do furo, e a força do martelo deve ser adequada e uniforme. As marcas de perfuração devem estar no centro das linhas e dos furos, e não distorcidas. A distância entre as marcas de punção e seu tamanho devem ser determinados com base no tamanho da peça de trabalho, no comprimento das linhas e no tamanho dos furos, garantindo que sejam claramente visíveis para o processamento.
Em geral, as marcas de perfuração nas linhas de processamento não devem ser muito grandes ou profundas. A densidade das marcas de perfuração deve seguir o princípio de "esparsas em linhas retas, densas em curvas e definidas em pontos de interseção". Para peças em bruto e centros de furos, marcas de punção maiores e mais profundas são melhores, pois ajudam na centralização durante a perfuração. Em placas ou peças finas, não use muita força para evitar deformações. As marcas de perfuração são proibidas em materiais mais macios e superfícies finamente processadas.
1) Estrutura da cabeça divisória
O cabeçote divisor é uma ferramenta para dividir a circunferência igualmente e é frequentemente usado em marcações. A Figura 4a mostra a forma externa de um cabeçote divisor universal. O cabeçote divisor universal consiste principalmente em uma carcaça, um fuso, um corpo rotativo em forma de tambor, uma placa divisora e um garfo divisor.
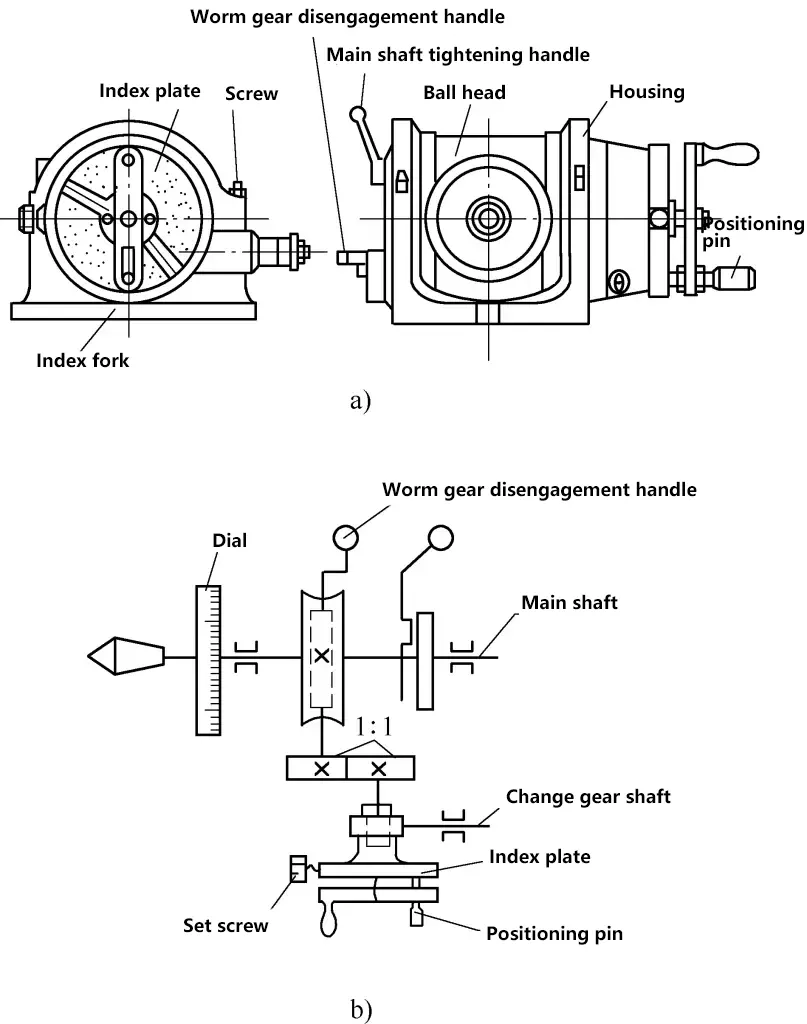
a) Forma externa
b) Sistema de acionamento
A extremidade frontal do fuso tem um furo cônico interno e roscas externas, que podem ser usadas para inserir um centro e montar um mandril autocentrante. A placa divisória também é fixada no fuso e gira com ele, com graduações de 0° a 360° usadas para divisão.
A cabeça esférica do fuso pode girar dentro do trilho de guia anular da carcaça, permitindo que ele se incline 90° para cima e 10° para baixo em relação à superfície da mesa de trabalho, girando em qualquer ângulo dentro dessa faixa. Depois que o ângulo apropriado é selecionado, ele pode ser fixado com parafusos na carcaça para uma marcação conveniente.
O sistema de acionamento do cabeçote divisor é mostrado na Figura 4b. Uma extremidade da alça do cabeçote divisor é instalada na luva no centro da placa divisora, enquanto a engrenagem da outra extremidade se encaixa na engrenagem do eixo sem-fim.
Para a divisão simples, use o parafuso de fixação para prender a placa divisória, gire a alça e, por meio da transmissão de engrenagem, a rosca sem fim aciona a roda sem fim para girar para a divisão. O eixo da engrenagem de troca atrás da placa divisória é para divisão complexa, onde as engrenagens de troca para divisão podem ser instaladas.
2) Princípio e cálculo da divisão
O cabeçote divisor pode ser usado para dividir a circunferência igualmente ou marcar linhas angulares. Instale a peça de trabalho na extremidade dianteira do eixo do cabeçote divisor, coloque o cabeçote divisor na plataforma de marcação e use-o em conjunto com um bloco de marcação para marcar linhas horizontais, linhas verticais e várias linhas angulares.
Defina o número de dentes da roda sem-fim no cabeçote divisor como 40, com um sem-fim de partida única. Quando a alavanca gira uma volta, o cabeçote divisor gira 1/40 de uma volta. Se a peça de trabalho montada no fuso precisar ser dividida em z partes iguais, ou seja, desenhar uma linha a cada 1/z voltas, o número de voltas da manopla pode ser calculado de acordo com a fórmula da relação de transmissão. Ou seja
1/40=1/(zn)
n = 40/z
Onde
Exemplo 1 Divida uma circunferência em oito partes iguais usando uma cabeça divisória.
Solução Dado z=8, n=40/z=40/8=5, o que significa que a alça dá 5 voltas para desenhar uma linha na circunferência.
Exemplo 2 Divida uma circunferência em seis partes iguais usando uma cabeça divisória.
Solução Dado z=6, n=40/z=40/6=63, o que significa que a alça gira (6+2/3) rotações para que a peça de trabalho gire 1/6 de uma rotação.
Como visto no Exemplo 2, na produção, é comum encontrar situações em que a alça precisa girar um número não inteiro de rotações. Nesses casos, use a seguinte fórmula para calcular. Ou seja
40/z=a+P/Q
Onde
3) Seleção de placas divisórias
As placas divisórias são usadas para contagem de divisões. Há vários círculos de pequenos orifícios muito precisos com números diferentes no prato divisor. Quando o valor n calculado após a divisão tiver uma fração, o numerador e o denominador dessa fração deverão ser expandidos (ou reduzidos) pelo mesmo fator para tornar o denominador igual ao número de orifícios em um determinado círculo no prato divisor. O valor do numerador resultante é, então, o número de espaçamentos entre furos que a alça deve girar.
Como no Exemplo 2 acima, após a alça dar 6 voltas, ela ainda precisa dar 2/3 de uma volta. Consultando a Tabela 1, o denominador e o numerador podem ser multiplicados por 8, expandindo 2/3 para 16/24, o que significa girar 16 espaçamentos de furos no círculo com 24 furos.
Obviamente, 2/3 também pode ser expandido para 44/66, o que significa girar 44 orifícios no círculo de 66 orifícios, o que também resulta na rotação do eixo principal em 2/3 de uma volta. Ele pode ser expandido para muitos outros múltiplos, mas como os círculos com mais furos estão mais distantes do centro do eixo, é mais conveniente girar a alça, por isso eles são usados com frequência. O cabeçote divisor universal geralmente vem com mais de uma placa divisora, e o número de furos em várias placas divisoras pode ser visto na Tabela 1.
Tabela 1 Número de furos nas placas divisórias
| Número de placas incluídas | Número de furos nas placas divisórias |
| 1 placa | Frente: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 Costas: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 |
| 2 placas | Frente da 1ª placa: 24, 25, 28, 30, 34, 37 Costas: 38, 39, 41, 42, 43 Frente da 2ª placa: 46, 47, 49, 51, 53, 54 Costas: 57, 58, 59, 62, 66 |
| 3 placas | Bloco 1: 15, 16, 17, 18, 19, 20 Bloco 2: 21, 23, 27, 29, 31, 33 Bloco 3: 37, 39, 41, 43, 47, 49 |
O garfo divisor pode tornar a divisão precisa e rápida. O garfo divisor deve ser ajustado antes de girar a alça. O ângulo entre as duas pernas do garfo pode ser ajustado de acordo com o número de espaçamentos entre os furos.
Ao fazer o ajuste, o número de furos entre os ângulos deve ser um a mais do que o número necessário de espaçamentos entre furos, pois o primeiro furo é contado como zero e somente o segundo furo conta como um espaçamento entre furos. Após cada rotação da alça de divisão, o garfo divisor deve ser girado para a nova posição de posicionamento (a posição inicial da segunda divisão) na direção da rotação da alça.
Ao usar o cabeçote divisor, a alça de travamento do eixo deve ser solta antes de cada divisão. Durante a divisão, a alavanca de divisão deve ser girada em uma direção para garantir uma divisão precisa. Quando a alavanca de divisão estiver prestes a girar para a posição predeterminada do furo, tome cuidado para não deixá-la girar demais; o pino de posicionamento deve se encaixar no furo.
Se você achar que ele foi longe demais, deverá girá-lo cerca de meia volta e, em seguida, girá-lo novamente para a posição predeterminada do furo. Ao dividir e desenhar linhas, aperte o eixo para evitar que ele se solte durante o processo de desenho da linha.
O método de usinagem que consiste em cortar ou fazer fendas em matérias-primas ou peças de trabalho usando uma serra é chamado de serragem.
A lâmina de serra é a parte cortante. As lâminas de serra manuais geralmente têm 300 mm de comprimento, normalmente são feitas de aço carbono para ferramentas ou aço-liga e endurecidas por tratamento térmico. As serras manuais cortam ao empurrar para frente, portanto a lâmina de serra deve ser instalada com os dentes voltados para frente. Se a lâmina de serra for instalada para trás, ela não só não conseguirá cortar normalmente como também acelerará o desgaste dos dentes. O método de instalação da lâmina de serra é mostrado na Figura 5.
a) Correto
b) Incorreto
O grau de aspereza dos dentes da serra é expresso pelo número de dentes por 25 mm de comprimento da lâmina de serra, com opções de 14, 18, 24 e 32. As lâminas de serra com dentes grossos têm ranhuras maiores para cavacos e são adequadas para serrar materiais macios e seções transversais maiores; as lâminas de serra com dentes finos são adequadas para serrar materiais duros, chapas finas ou tubos. As especificações e aplicações da grossura da lâmina de serra são mostradas na Tabela 2.
Tabela 2 Especificações e aplicações da granulometria da lâmina de serra
| Aspereza do dente de serra | Número de dentes por 25 mm de comprimento | Aplicativo |
| Grosso | 14~18 | Serrar aço macio, latão, alumínio, ferro fundido, cobre puro e materiais de resina artificial |
| Médio | 22~24 | Serrar aço de dureza média, tubos de aço de paredes espessas, tubos de cobre |
| Bom | 32 | Fino e puro metaistubos de paredes finas |
| Fina a média | 32~20 | Geralmente usado em fábricas para iniciar cortes |
O aperto da lâmina de serra deve ser moderado e pode ser ajustado usando a porca borboleta na estrutura da serra. Se estiver muito apertada, a lâmina da serra ficará sob alta tensão e perderá a elasticidade necessária, o que a tornará propensa a quebrar; se estiver muito frouxa, a lâmina da serra poderá se dobrar e quebrar facilmente, e o corte da serra poderá ficar distorcido. A lâmina de serra instalada deve ser mantida no mesmo plano médio que a estrutura da serra, o que é necessário para garantir um corte reto e evitar que a lâmina de serra se quebre.
Há dois tipos de movimento da estrutura da serra ao empurrar a serra: um é o movimento linear, adequado para ranhuras com superfícies de fundo plano ou peças de trabalho com paredes finas; o outro permite que a estrutura da serra gire para cima e para baixo, o que pode reduzir a resistência ao corte, melhorar a eficiência do trabalho e é mais natural de operar, reduzindo a fadiga das mãos.
Quando a velocidade da serra é muito rápida, o material que está sendo serrado é muito duro ou apropriado, a velocidade da serra é muito alta. fluido de corte não for usado, pode causar superaquecimento da parte do dente, desgastar rapidamente as laterais do dente, aumentar o atrito entre a lâmina da serra e o corte da serra, levando a um desgaste ainda mais acelerado dos dentes da serra.
Ao começar a serrar, se o ângulo de partida for muito grande, os dentes da serra se engancham na borda afiada da peça de trabalho, ou se a espessura do dente da lâmina de serra escolhida for inadequada, ou se o ângulo de empurrão mudar repentinamente durante a serragem, ou se impurezas duras forem encontradas repentinamente no material que está sendo serrado, tudo isso pode levar à quebra do dente; Se a lâmina de serra for instalada muito frouxa ou muito apertada, se a peça de trabalho não for fixada com firmeza, se o corte for instável e produzir vibrações ou se as correções de um corte inclinado forem feitas de forma muito brusca, isso pode resultar na quebra da lâmina de serra.
Ao serrar tubos e chapas finas, devem ser usadas lâminas de serra com dentes finos. Caso contrário, se o passo do dente for maior do que a espessura da placa, os dentes da serra se engancharão, resultando em perda ou quebra do dente. Portanto, durante o corte, pelo menos dois ou mais dentes da serra devem ser cortados simultaneamente na seção transversal para evitar o fenômeno de enganchar os dentes da serra e causar quebra.
Ao serrar, dependendo da forma e da espessura do material, os métodos de serragem podem ser divididos nos seguintes tipos.
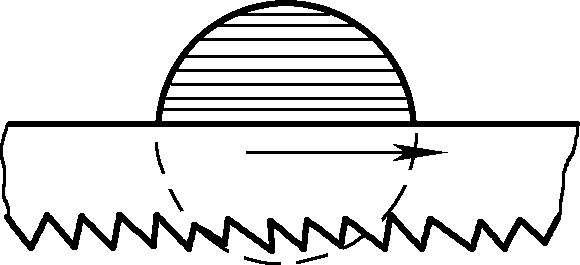
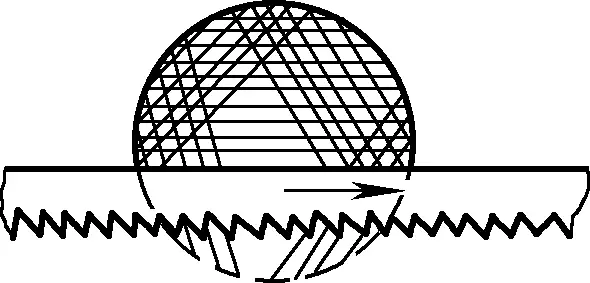
Se for necessária uma seção transversal lisa para serrar, ela deve ser serrada continuamente do início ao fim (veja a Figura 6); se os requisitos para a seção transversal serrada não forem altos, ela pode ser serrada em várias direções (veja a Figura 7), o que facilita a serragem devido à menor superfície de serragem, melhorando assim a eficiência do trabalho.
Antes de serrar um tubo, desenhe uma linha de corte perpendicular ao eixo. Como os requisitos para a linha de serragem não são altos, o método mais simples é enrolar uma tira de papel retangular (com uma borda reta para marcação) ao redor da circunferência externa da peça de trabalho de acordo com as dimensões da serragem e, em seguida, marcá-la com um riscador. Ao serrar, o tubo deve ser fixado corretamente. Para tubos finos e tubos usinados com precisão, eles devem ser fixados entre duas almofadas de madeira com ranhuras em forma de V para evitar que o tubo seja achatado ou danifique a superfície.
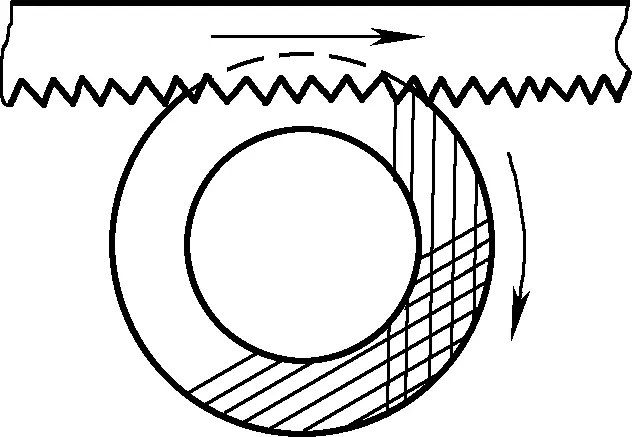
Ao serrar tubos de paredes finas, não serre continuamente em uma única direção do início ao fim. Caso contrário, os dentes da serra ficarão presos na parede do tubo e causarão lascas. O método correto é serrar primeiro em uma direção até a parede interna do tubo; depois, gire o tubo em um determinado ângulo na direção do impulso da serra, conecte-se ao corte original da serra e serre novamente até a parede interna do tubo. Mude gradualmente a direção e continue girando e serrando até que o tubo seja cortado, conforme mostrado na Figura 8.
Ao serrar materiais de chapa relativamente fina, pode ocorrer flexão e vibração durante o corte, impossibilitando o prosseguimento. Ao serrar, tente serrar o máximo possível a partir da superfície mais larga. Quando só for possível serrar a partir da superfície estreita da chapa, duas tábuas de madeira podem ser usadas para prendê-la e serrar junto com as tábuas de madeira. Isso evita que os dentes da serra se enganchem e também aumenta a rigidez da chapa fina, evitando a vibração durante a serragem, conforme mostrado na Figura 9a.
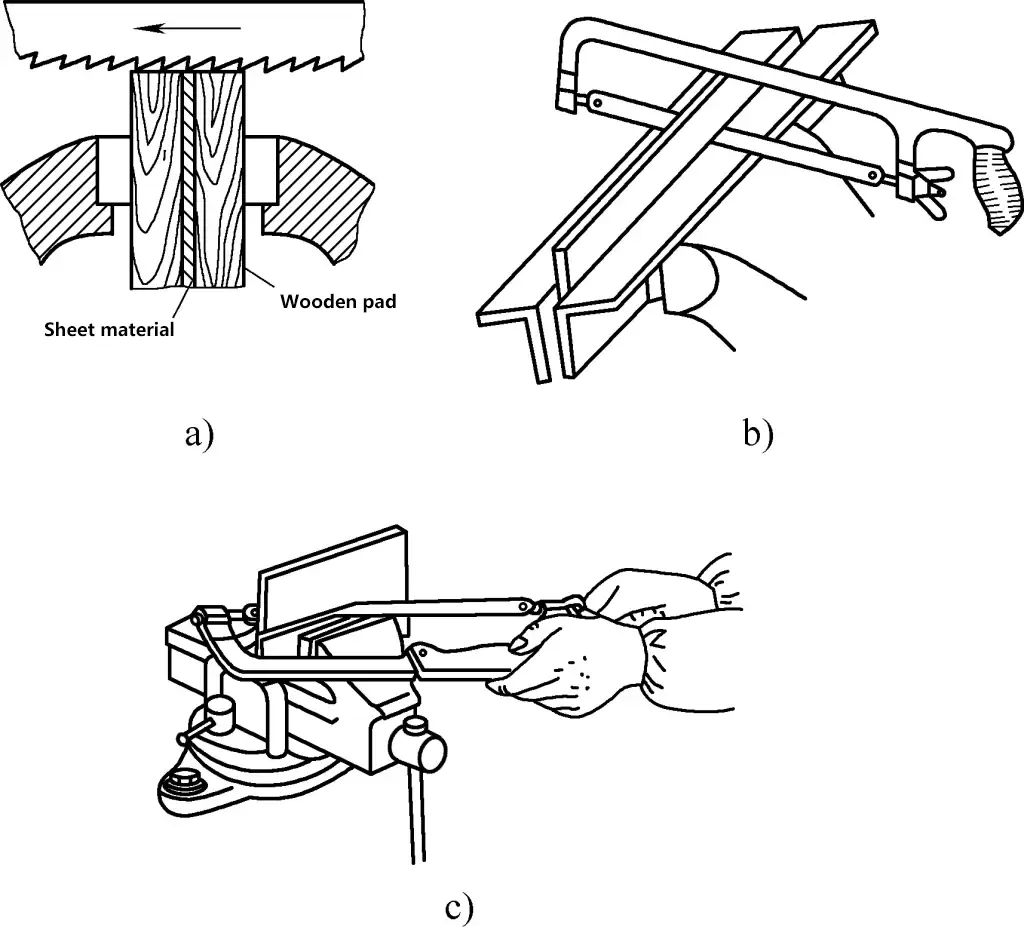
Se estiver serrando uma chapa mais longa, duas cantoneiras de ferro podem ser usadas como placas de apoio para as garras do torno, prendendo firmemente a chapa e, em seguida, serrando ao longo da cantoneira, como mostrado na Figura 9b. Como alternativa, a chapa fina pode ser fixada em um torno de bancada e serrada horizontalmente com uma serra manual, aumentando o número de dentes em contato com a chapa fina para evitar lascar os dentes da serra, conforme mostrado na Figura 9c.
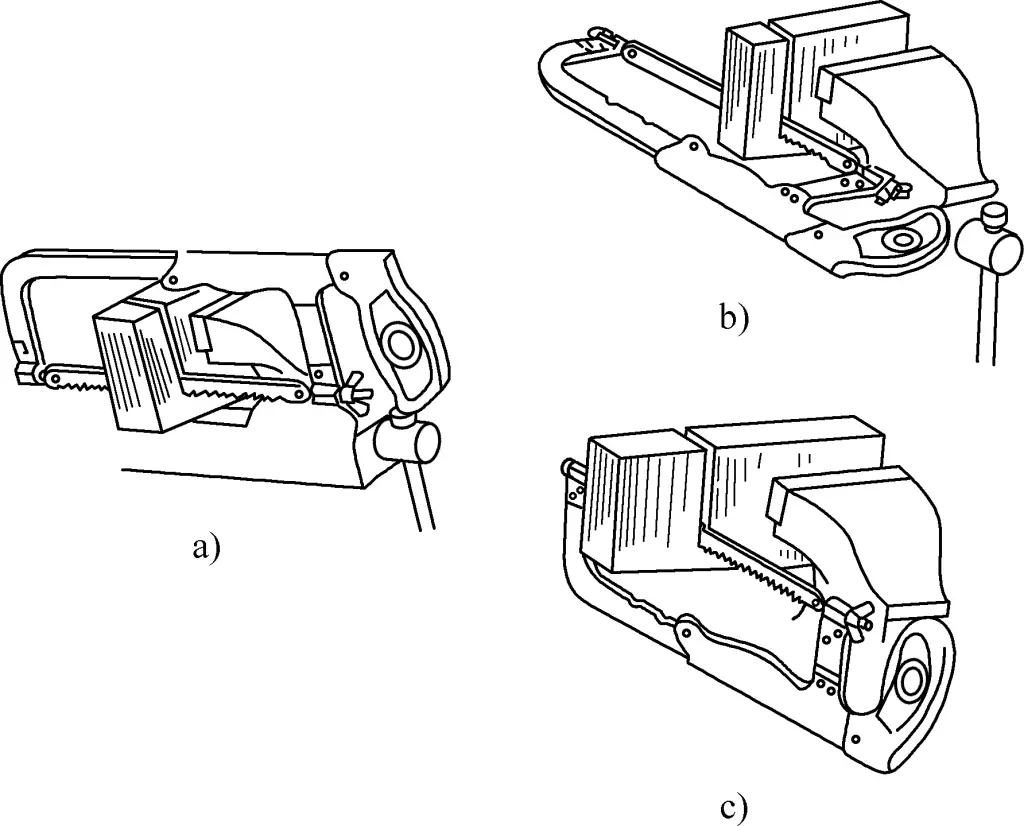
Quando a profundidade do corte da serra exceder a largura da estrutura da serra, a lâmina da serra deve ser girada 90° e reinstalada, virando a estrutura da serra para o lado da peça de trabalho. Quando a altura da estrutura da serra ainda não for suficiente com a estrutura virada para o lado, a lâmina da serra também pode ser instalada com os dentes voltados para a serra (girando a lâmina 180° dentro da estrutura) para serrar, conforme mostrado na Figura 10.
O cinzelamento é um método de processamento de peças de trabalho por meio da batida de um cinzel com um martelo. Essa operação é chamada de cinzelamento. O cinzelamento é usado principalmente em situações em que o processamento mecânico é inconveniente, incluindo a remoção de rebarbas de peças fundidas, o corte de materiais em folha, a remoção de rebites residuais e parafusos enferrujados, o cinzelamento de saliências desalinhadas em peças correspondentes, o corte de ranhuras de óleo etc. Às vezes, ele também é usado para usinagem de desbaste de áreas relativamente pequenas.
A qualidade do cinzel afeta diretamente a qualidade e a eficiência do cinzelamento. Os principais fatores que afetam a qualidade do cinzel são a forma racional e a dureza da borda de corte.
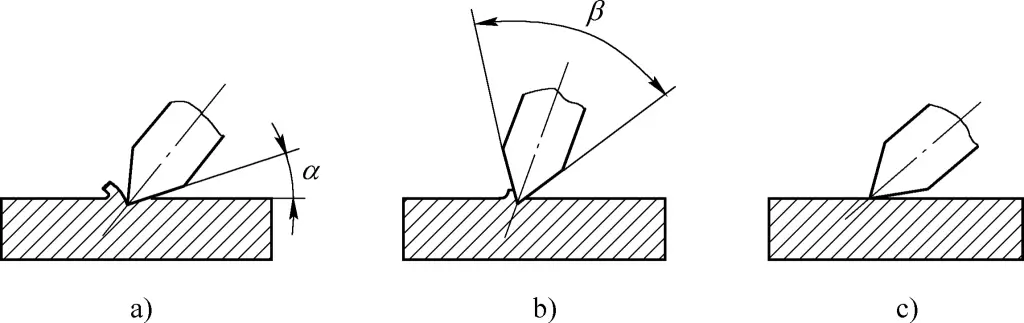
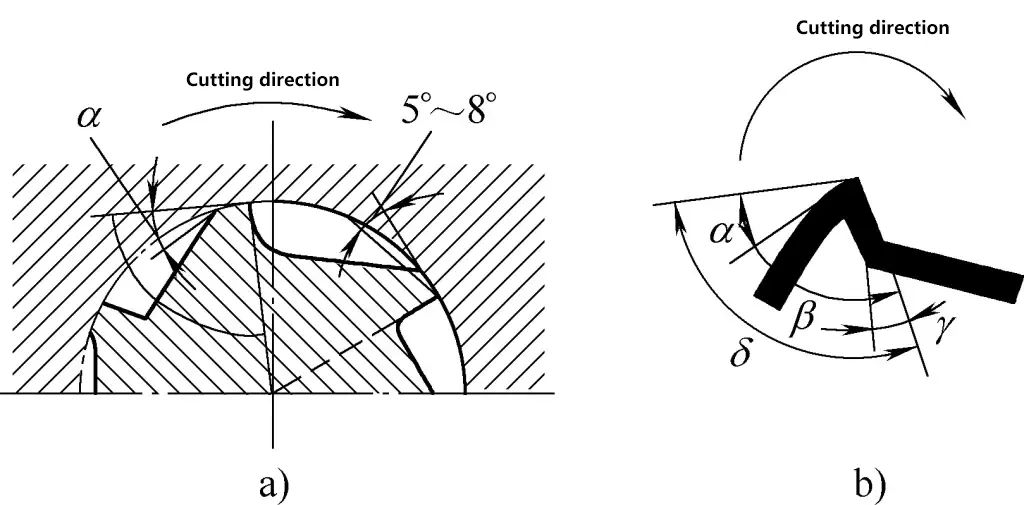
A forma da borda de corte (parte cortante) é representada pelo ângulo de cunha β, que é o ângulo entre a face frontal e a face posterior da borda de corte. Quanto maior for o ângulo de cunha, maior será a resistência da borda do cinzel, mas a resistência ao corte também será maior; quanto menor for o ângulo de cunha, mais afiada será a borda do cinzel. Portanto, ao escolher o ângulo da cunha, deve-se adotar o menor valor possível e, ao mesmo tempo, garantir resistência suficiente. Ao cinzelar materiais duros, o ângulo da cunha deve ser maior, e ao cinzelar materiais macios, o ângulo da cunha deve ser menor.
Ao cinzelar materiais duros, como aço ou ferro fundido, o ângulo da cunha é normalmente de 60° a 70°; para materiais de dureza média, o ângulo da cunha é de 50° a 60°; para materiais macios, como cobre ou alumínio, o ângulo da cunha é de 30° a 50°.
O ângulo entre a face posterior do cinzel e o plano de corte é chamado de ângulo posterior. O tamanho do ângulo traseiro é determinado pela posição em que o cinzel é mantido. O objetivo do ângulo posterior é reduzir o atrito entre a face posterior e a superfície de corte e facilitar a penetração do cinzel no material. O ângulo traseiro é geralmente determinado pela experiência, normalmente de 5° a 8°. Se for muito pequeno, pode escorregar; se for muito grande, pode cortar muito fundo, como mostrado na Figura 11.
A dureza da borda do cinzel deve ser maior do que a da peça de trabalho que está sendo cortada. Quanto mais dura, mais afiada e menos propensa a ondulações for a borda do cinzel, melhor. Entretanto, se a dureza for muito alta, a borda do cinzel poderá se tornar frágil e lascar facilmente, ou até mesmo fazer com que fragmentos voem e machuquem alguém. Portanto, a dureza do cinzel deve ser adequada.
Os cinzéis são geralmente forjados em aço ferramenta T7A e submetidos a tratamento térmico. O tratamento térmico dos cinzéis inclui processos de têmpera e revenimento. Os formões temperados em um "calor amarelo" têm maior dureza, mas menor tenacidade; os temperados em um "calor azul" têm menor dureza, mas maior tenacidade. Em geral, é usada uma dureza entre essas duas - temperada em um "calor amarelo dourado".
O método específico é o seguinte: Aqueça a parte cortante do cinzel, com cerca de 20 mm de comprimento, em um forno de aquecimento a 750-800°C (cor vermelho cereja), depois remova-o rapidamente e coloque o cinzel verticalmente em água fria para esfriar (profundidade de imersão de 5-6 mm) para concluir o processo de têmpera.
Ao resfriar o cinzel na água, ele deve ser balançado suavemente ao longo da superfície da água. Isso é feito para acelerar o resfriamento, aumentar a dureza da têmpera, evitar um limite claro entre as partes endurecidas e não endurecidas para evitar a quebra do cinzel nessa linha, remover bolhas de ar aderidas à superfície do cinzel e evitar a formação de pontos moles durante a têmpera. Após a têmpera, o cinzel também precisa ser temperado, o que é feito usando seu próprio calor residual.
Quando a parte do cinzel temperado acima da superfície da água ficar preta, retire-o da água, limpe a camada de óxido e observe a mudança de cor da borda do cinzel. Para cinzéis largos em geral, quando a parte da borda ficar roxa (entre vermelho arroxeado e azul escuro), e para cinzéis estreitos em geral, quando a parte da borda ficar vermelha amarronzada (entre marrom amarelado e vermelho), mergulhe o cinzel na água novamente para esfriar. Isso conclui todo o processo de têmpera do cinzel.
O momento de imergir totalmente o cinzel em água fria afeta muito a dureza da aresta de corte. Se for muito cedo, a borda se torna muito frágil; se for muito tarde, a borda se torna muito macia. Somente com a prática contínua é possível atingir a dureza ideal do cinzel com habilidade. No inverno, deve-se usar água morna para a têmpera, caso contrário, a aresta de corte pode se quebrar facilmente.
Ao afiar o cinzel, verifique se as faces frontal e traseira estão lisas e planas e se o ângulo da cunha está correto e afiado. Se necessário, após o esmerilhamento em um rebolo, ele deve ser esmerilhado em uma pedra de amolar. Durante o esmerilhamento, é importante esfriar continuamente com água para evitar o recozimento devido às altas temperaturas.
Há vários tipos de cinzéis, incluindo cinzéis planos, cinzéis de ponta e cinzéis de ranhura de óleo, conforme mostrado na Figura 12.
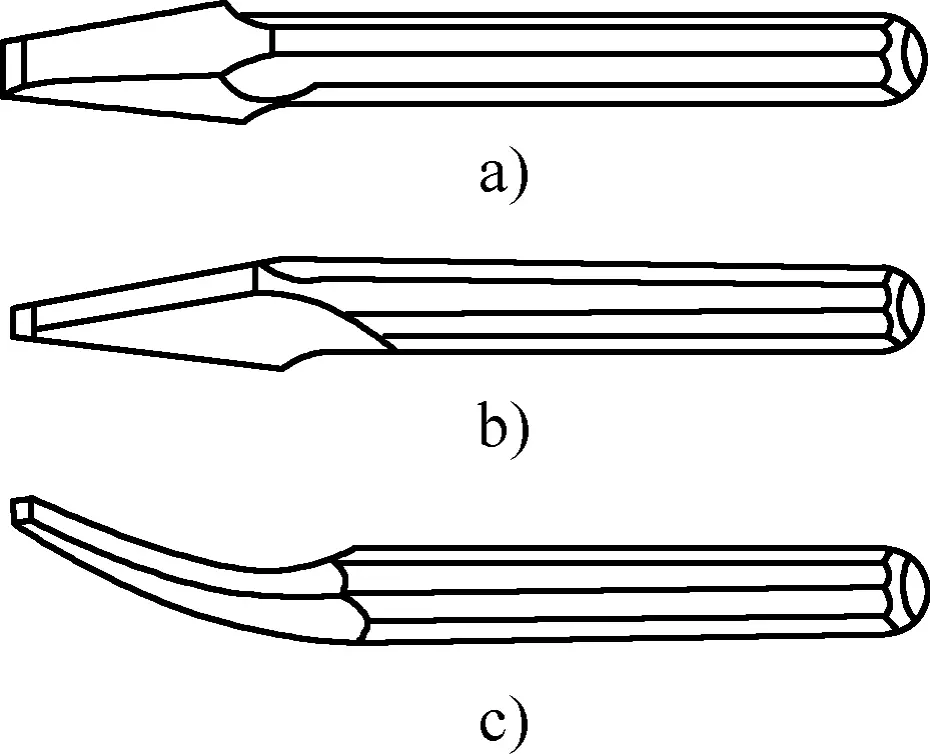
a) Cinzel plano
b) Cinzel de ponta
c) Cinzel para ranhuras de óleo
Ao cinzelar, os olhos devem se concentrar na borda do cinzel. Os iniciantes geralmente observam o cabo do martelo ou do cinzel, o que é incorreto. Ao balançar o martelo, o braço deve estar relaxado e deve-se aprender a usar a força do pulso. O ângulo entre o cinzel e a peça de trabalho deve ser adequado; se o cinzel estiver muito inclinado, ele cortará muito fundo; se estiver muito pouco inclinado, ele não conseguirá cortar e poderá escorregar. O método correto de cinzelamento é mostrado na Figura 13.
Ao usar um cinzel plano, é mais fácil começar pelo canto afiado. Ao se aproximar da extremidade do corte, tome cuidado para evitar que a extremidade da peça de trabalho se quebre. Geralmente, quando estiver a cerca de 10 mm da extremidade, você pode dar a volta e cinzelar a parte restante na outra direção.
Ao cinzelar uma superfície plana e estreita, a borda do cinzel pode ser inclinada em um ângulo em relação à direção do progresso para facilitar o corte. Ao cinzelar uma superfície plana mais larga, geralmente é mais eficiente usar primeiro um cinzel estreito (de ponta) para criar um sulco e, em seguida, usar um cinzel plano para remover o material restante.
Antes de cinzelar, primeiro afie a parte cortante do cinzel de ranhura de óleo com precisão, de acordo com o formato da face final da ranhura de óleo no desenho. Ao cinzelar, o ângulo de inclinação do cinzel deve mudar de acordo com a superfície curva para garantir que a ranhura de óleo cinzelada seja lisa e consistente em profundidade. Pode ser necessário fazer ajustes e, após o cinzelamento, todas as rebarbas nas bordas da ranhura devem ser suavizadas.
Conforme mostrado na Figura 14, ao cinzelar chapas finas de metal, a linha de corte da peça de trabalho deve estar nivelada com as garras do torno. Fixe a peça de trabalho com firmeza e use um cinzel plano ao longo da mandíbula do torno em um ângulo (cerca de 45°) em relação à superfície da chapa. A espessura da chapa metálica que está sendo cinzelada não deve ser muito grande, geralmente abaixo de 4 mm.
a) Correto
b) Incorreto
Ao cortar chapas metálicas de grande porte em uma bigorna, coloque uma almofada de ferro macia embaixo para evitar danos à borda do cinzel.
Para cinzelar chapas metálicas curvas, em geral, primeiro faça uma série de furos bem espaçados ao longo da linha de contorno e, em seguida, corte-os gradualmente com um cinzel plano.
Tabela 3 Tipos de defeitos em superfícies planas cinzeladas e suas causas
| Tipo de defeito | Causas |
| Superfície áspera | 1. A borda do cinzel está lascada ou enrolada e não está afiada 2. Golpes de martelo irregulares 3. A cabeça do cinzel foi martelada de forma plana, fazendo com que a direção da força mude constantemente |
| Superfície irregular | 1. O ângulo posterior é muito grande em uma determinada seção durante o cinzelamento, fazendo com que a superfície cinzelada seja côncava 2. O ângulo posterior é muito pequeno em uma determinada seção durante o cinzelamento, fazendo com que a superfície cinzelada seja convexa |
| Superfície com sulcos | 1. A mão esquerda não posicionou e não segurou o cinzel corretamente, fazendo com que a borda do cinzel ficasse inclinada e o ângulo da borda ficasse cavado ao cinzelar novamente 2. A borda do cinzel foi retificada para ficar côncava no meio durante a afiação |
| Lascamento e colapso nos cantos | 1. Não girar o cinzel ao chegar ao final, causando lascas nas bordas 2. Fazer um corte muito grande, causando o colapso do canto |
| Imprecisão dimensional | 1. Dimensões imprecisas ao iniciar o cinzelamento 2. Falta de medição e inspeção em tempo hábil |
O uso de uma lima para remover o excesso de metal da superfície de uma peça para obter as dimensões, a forma e a rugosidade da superfície necessárias, conforme especificado no desenho, é chamado de limagem. Ela pode ser usada para usinagem fina de peças após o cinzelamento ou serragem. É adequado para o processamento de superfícies planas e curvas.
A limagem é um método de processamento manual relativamente fino, com uma precisão de até 0,01 mm e uma rugosidade de superfície de até Ra0,8 μm. A limagem é um dos principais métodos operacionais no trabalho de montador, uma habilidade básica para montadores, e é usada com frequência na produção.
As limas são feitas de aço-ferramenta de alto carbono T12 ou T13 e são endurecidas por têmpera, geralmente com dureza de 62-67HRC. Os dentes das limas são fornecidos em padrões de corte simples e duplo.
As limas de corte único têm dentes em apenas uma direção e são geralmente usadas para limar metais macios, como alumínio e estanho, ou para superfícies que exigem um acabamento mais suave.
As limas de corte duplo têm dentes dispostos em duas direções de interseção. De acordo com o processo de fabricação, os dentes mais rasos cortados primeiro são os dentes inferiores, que formam um ângulo de 55° com a linha central da lima; os dentes mais profundos cortados depois são os dentes superiores, que formam um ângulo de 75° com a linha central da lima. Devido aos diferentes ângulos dos dentes inferiores e superiores, as marcas da lima não se sobrepõem durante a limagem, resultando em uma superfície mais lisa.
Se os ângulos dos dentes inferior e superior fossem os mesmos, os dentes da lima se alinhariam ao longo da linha central da lima sem se escalonar, resultando em sulcos na superfície limada e em um acabamento mais áspero. A finura dos dentes da lima é expressa pelo tamanho do espaçamento entre os dentes. Os graus de finura são classificados da seguinte forma:
Usado para limas grossas, com um espaçamento entre dentes de 2,3 a 0,83 mm.
Usado para limas médias, com um espaçamento entre dentes de 0,77 a 0,42 mm.
Usado para limas finas, com um espaçamento entre dentes de 0,33 a 0,25 mm.
Usado para limas extrafinas, com espaçamento entre dentes de 0,25 a 0,20 mm.
Usado para limas superfinas, com espaçamento entre dentes de 0,20 a 0,16 mm.
A escolha da granulometria da lima geralmente depende da permissão de usinagem da peça, da precisão de processamento necessária e da dureza do material. As limas grossas têm espaços maiores para cavacos e, em geral, são adequadas para limar materiais macios, bem como peças de trabalho com maiores permissões de usinagem ou requisitos de precisão e rugosidade de superfície mais baixos. As limas finas são o oposto.
Ao usar limas finas em materiais macios, os cavacos podem entupir facilmente a lima, não apenas arranhando a superfície da peça de trabalho, mas também podendo inutilizar a lima em casos graves. Portanto, as limas finas não são adequadas para limar metais macios.
Para prolongar a vida útil das limas, não use limas novas em metais duros; não use limas em peças endurecidas por têmpera; para peças forjadas com pele dura ou peças fundidas com areia, remova-as primeiro antes de usar uma lima semiafiada; use primeiro um lado de uma lima nova e, quando ela ficar opaca, use o outro lado; evite usar limas em velocidades excessivas para evitar desgaste prematuro.
As limas devem ser limpas regularmente com uma escova de arame de latão para remover lascas dos dentes. Elas também devem ser mantidas longe da água e do óleo para evitar ferrugem e escorregamento. Quando não estiverem em uso, guarde as limas em um local seco.
A limagem de desenho (veja a Figura 15a) envolve limar a peça de trabalho na mesma direção. Isso produz marcas de lima retas que são limpas e atraentes, adequadas para o polimento final.
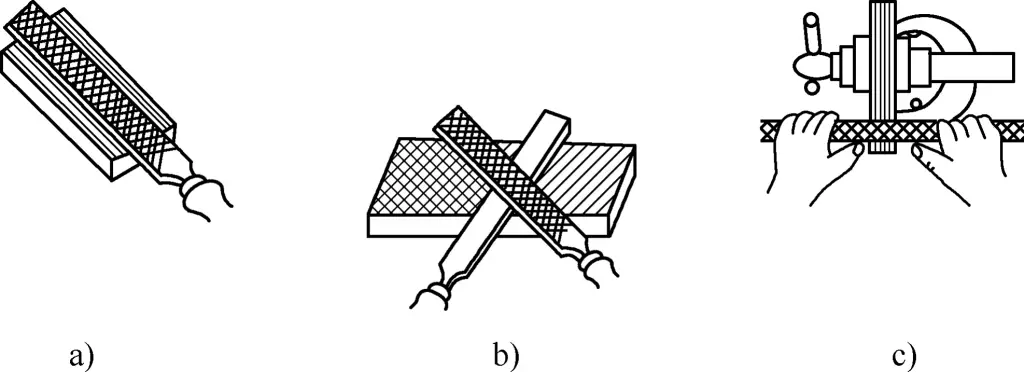
a) Desenho de arquivamento
b) Arquivamento cruzado
c) Arquivamento transversal
O lixamento cruzado (consulte a Figura 15b) envolve o lixamento da peça de trabalho em duas direções que se cruzam. Durante o lixamento, há maior contato entre a lima e a peça de trabalho, o que facilita manter a lima firme. As marcas da lima também podem indicar pontos altos e baixos na superfície, facilitando a obtenção de uma superfície plana. Mude para a lima de estiragem quando estiver quase terminando.
A limagem transversal (veja a Figura 15c) envolve segurar a lima simetricamente com as duas mãos e usar os polegares para empurrar a lima ao longo do comprimento da peça de trabalho. É adequado para limar superfícies planas longas e estreitas e para ajustar dimensões.
Ao limar superfícies planas, use uma régua metálica ou uma régua com ponta de faca para verificar o nivelamento. Procure por espaços leves nas direções longitudinal, transversal e diagonal para identificar áreas irregulares.
Ao limar superfícies planas, especialmente ao usar limas grandes em superfícies planas pequenas, pode ser difícil manter a lima nivelada, o que geralmente resulta em um meio convexo. Nesse caso, esfregue as áreas baixas com a mão para deixar um leve resíduo de óleo. Ao lixar novamente, essas áreas escorregarão e serão menos lixadas, enquanto as áreas convexas serão mais lixadas, resultando em uma superfície plana.
Quando estiver chegando ao fim da limagem, para obter uma superfície mais lisa, aplique um pouco de pó de giz nos dentes da lima fina usada para o acabamento. O pó de giz preenche os espaços entre os dentes da lima, reduzindo a profundidade do corte e resultando em uma superfície mais lisa e uniforme.
A operação de usar uma broca para criar furos em materiais é chamada de perfuração.
Independentemente do tipo de máquina, as peças não podem ser montadas sem furos. Ao conectar duas ou mais peças, vários furos precisam ser feitos e, em seguida, parafusos, rebites ou outros fixadores são usados para conectá-las. Portanto, a perfuração desempenha um papel importante na produção.
Durante a perfuração, a peça de trabalho permanece estacionária enquanto a broca executa simultaneamente movimentos de rotação e de descida, que são o movimento de corte e o movimento de avanço na peça de trabalho. Como os dois movimentos ocorrem contínua e simultaneamente, a broca segue um caminho helicoidal ao fazer furos.
Uma broca helicoidal é um tipo de broca comumente usado, que consiste em uma haste, um pescoço e uma parte de trabalho, conforme mostrado na Figura 16.
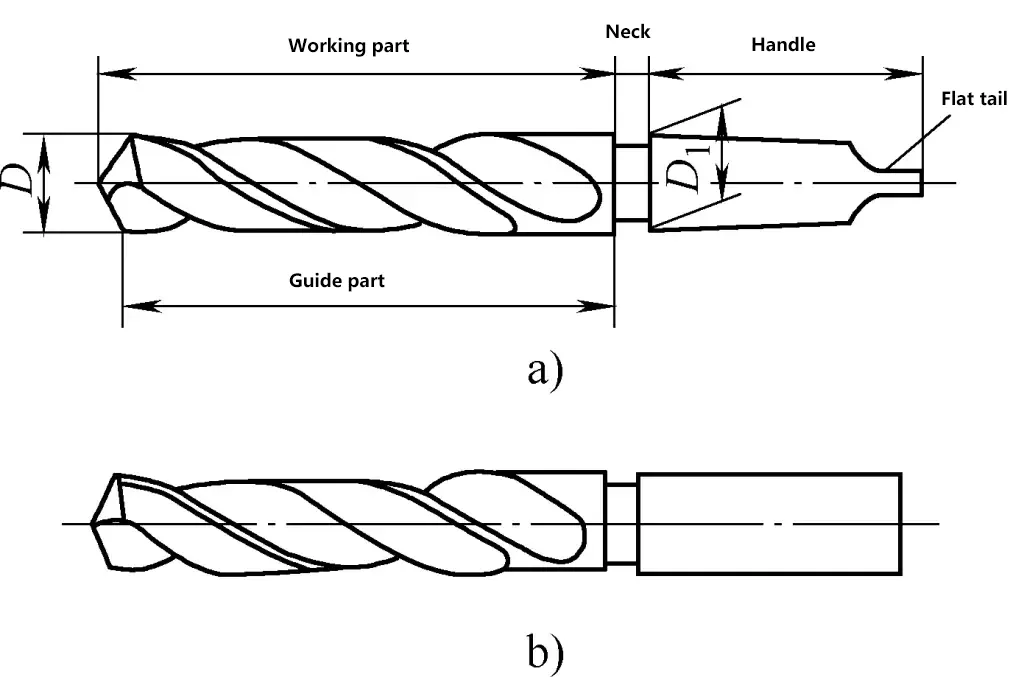
a) Haste cônica
b) Haste reta
A parte de trabalho de uma furadeira de torção pode ser dividida em parte de corte e parte de guia. A parte de corte realiza o trabalho de corte principal e tem duas bordas de corte principais, uma borda de cinzel, duas faces de inclinação e duas faces de flanco. Conforme mostrado na Figura 17, a parte de guia mantém a direção de perfuração reta da broca durante o processo de corte e também serve como apoio para a parte de corte.
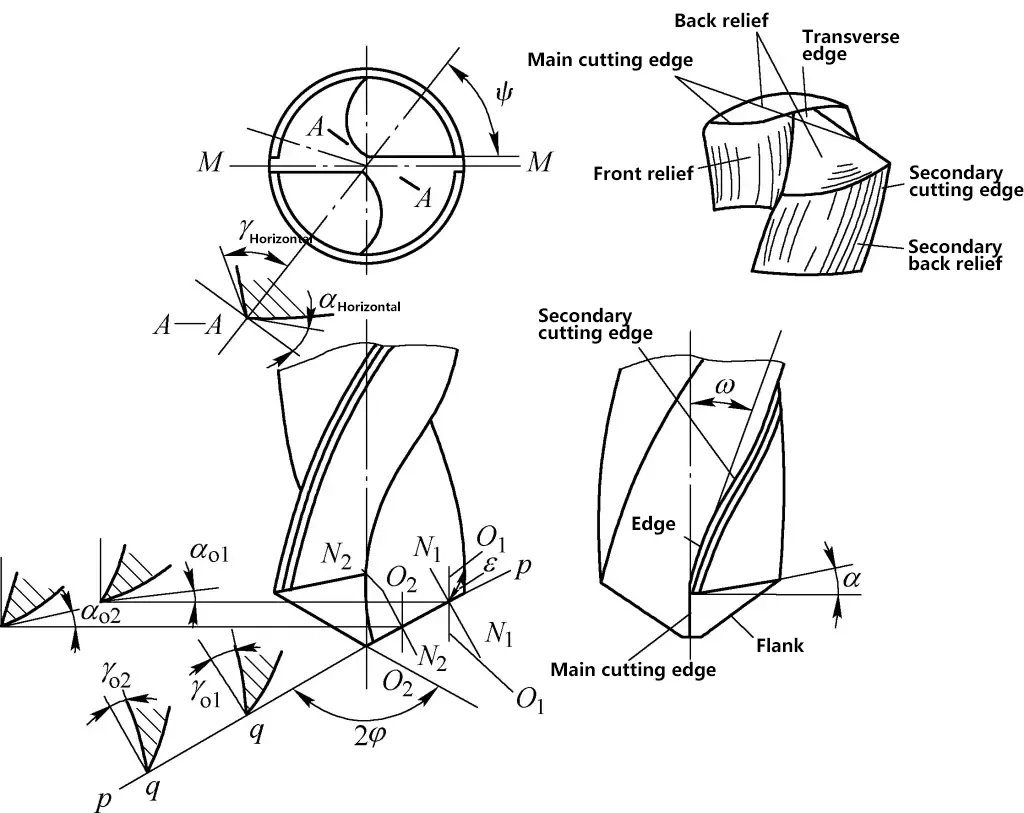
A parte guia também funciona para alisar a parede do furo e ajuda na remoção de cavacos e no fornecimento de fluido de corte. Possui dois canais espirais e duas margens espirais estreitas, com as superfícies dos canais se cruzando para formar duas bordas (bordas de corte secundárias). O diâmetro da broca diminui gradualmente da ponta em direção à haste, com uma conicidade de 0,05 a 0,10 mm em um comprimento de 10 mm, o que reduz o atrito entre a broca e a parede do furo.
A parte sólida ao longo do eixo da seção de trabalho da broca helicoidal é chamada de núcleo da broca. Sua função é conectar os dois canais em espiral para manter a resistência e a rigidez da broca. O núcleo da broca aumenta gradualmente da parte de corte em direção à haste.
O material da parte de trabalho da broca é geralmente feito de aço de alta velocidade, temperado a 62-68 HRC.
Conforme mostrado na Figura 17, o plano de corte durante a perfuração é o plano p-p na figura, e o plano de base é q-q. Os dois planos são perpendiculares um ao outro. Os parâmetros geométricos da broca helicoidal durante o corte são os seguintes:
O ângulo de ponta é o ângulo formado pelas projeções das duas bordas principais de corte da broca em seu plano paralelo M-M, também conhecido como ângulo de ponta ou ângulo de ponto. O ângulo de ponta de uma broca helicoidal padrão é 2φ = 118° ± 2°.
A escolha do ângulo da ponta está relacionada à natureza do material. O ângulo da ponta afeta a força de retorno na borda principal de corte; quanto menor o ângulo da ponta, menor a força de avanço e, ao mesmo tempo, maior o ângulo da borda na borda externa da broca, o que é benéfico para a dissipação de calor e melhora a vida útil da broca.
No entanto, sob as mesmas condições, a redução do ângulo da ponta aumentará o torque de corte na broca, causará dificuldades na evacuação de cavacos e impedirá a entrada do fluido de corte. Em geral, um ângulo de ponta maior é escolhido para perfurar materiais duros em comparação com materiais macios. A seleção dos ângulos de corte da broca helicoidal é mostrada na Tabela 4.
Tabela 4 Seleção dos ângulos de corte da broca helicoidal [Unidade: (°)]
| Material de perfuração | Ângulo do ponto 2φ | Ângulo de alívio αo | Ângulo da hélice ω |
| Materiais de aço em geral | 116~118 | 12~15 | 20~32 |
| Materiais gerais de aço dúctil | 116~118 | 6~9 | 20~32 |
| Liga de alumínio (furo profundo) | 118~130 | 12 | 32~45 |
| Liga de alumínio (furo passante) | 90~120 | 12 | 17~20 |
| Latão macio e bronze | 118 | 12~15 | 10~30 |
| Bronze duro | 118 | 5~7 | 10~30 |
| Cobre e ligas de cobre | 110~130 | 10~15 | 30~40 |
| Ferro fundido macio | 90~118 | 12~15 | 20~32 |
| Ferro fundido frio (duro) | 118~135 | 5~7 | 20~32 |
| Aço temperado | 118~125 | 12~15 | 20~32 |
| Aço fundido | 118 | 12~15 | 20~32 |
| Aço manganês [w(Mn)=7%~13%] | 150 | 10 | 20~32 |
| Aço de alta velocidade | 135 | 5~7 | 20~32 |
| Aço níquel (250~400HBW) | 135~150 | 5~7 | 20~32 |
| Madeira | 70 | 12 | 30~40 |
| Borracha dura | 60~90 | 12~15 | 10~20 |
É o ângulo entre a face de inclinação e o plano da base no plano ortogonal N1-N1 ou N2-N2 (um plano que passa por qualquer ponto da aresta principal de corte e é perpendicular ao plano de corte e ao plano da base), ou seja, γo1, γo2 na figura.
O ângulo de inclinação aumenta em direção ao diâmetro externo ao longo da borda de corte principal, sendo 30° na borda externa e -30° próximo à borda do cinzel, e -60° na borda do cinzel. Quanto maior o ângulo de inclinação, mais fácil será o corte, mas menor será a resistência da peça de corte.
O ângulo de alívio é o ângulo entre a face do flanco e o plano de corte na seção cilíndrica O1-O1 ou O2-O2 (αo1, αo2 na figura). O ângulo de alívio também não é igual em todos os pontos da borda de corte, ao contrário do ângulo de inclinação, com o menor ângulo de alívio na borda externa e o maior no centro.
Quanto menor for o ângulo de alívio, maior será o atrito entre a broca e a superfície de corte da peça de trabalho durante a perfuração; quanto maior for o ângulo de alívio, mais afiada será a broca, mas a resistência da aresta de corte será enfraquecida, afetando a vida útil da broca, e ela também estará sujeita a vibrações durante a perfuração, resultando em furos poligonais.
Ao perfurar materiais duros, o ângulo de alívio pode ser um pouco menor para garantir a resistência da borda de corte; ao perfurar materiais macios, o ângulo de alívio pode ser um pouco maior. No entanto, ao perfurar metais não ferrosos, o ângulo de alívio não deve ser muito grande, caso contrário, poderá causar afundamento.
O ângulo da hélice é o ângulo entre a linha tangente da espiral na borda mais externa da borda de corte principal e o eixo da broca, geralmente de 18° a 30°. Ângulos menores são usados em brocas de pequeno diâmetro para aumentar a resistência.
O ângulo de hélice não é constante em diferentes diâmetros externos da broca, diminuindo gradualmente da borda externa para o centro. O ângulo de hélice é geralmente representado pelo valor na borda externa.
O ângulo da borda do cinzel é o ângulo entre a borda do cinzel e a seção axial paralela M-M da borda de corte principal. Seu tamanho está relacionado ao tamanho do ângulo de alívio. Quando o ângulo de alívio da broca aumenta após a retificação, o ângulo da borda do cinzel fica menor e, consequentemente, o comprimento da borda do cinzel fica maior. Portanto, ao retificar uma broca helicoidal, o ângulo da borda do cinzel pode ser usado para avaliar se o ângulo de alívio próximo ao núcleo da broca foi retificado corretamente. O ângulo da borda do cinzel de uma broca helicoidal padrão é ψ = 50°~55°.
O objetivo da retificação de brocas é remodelar as peças de corte cegas ou danificadas para a forma geométrica correta ou, quando o material da peça muda, as peças de corte e os ângulos da broca também precisam ser retificados para manter um bom desempenho de corte.
A parte cortante da furadeira tem um impacto direto na qualidade e na eficiência da perfuração. As brocas do mesmo material e das mesmas especificações podem ter vida útil, eficiência e precisão muito maiores quando retificadas por trabalhadores experientes.
Depois de esmerilhar uma broca helicoidal, verifique se o ângulo de ponta 2φ está correto, e o comprimento e a altura das duas bordas de corte devem ser os mesmos para garantir a perfuração vertical. Verifique se o ângulo de alívio αo na borda externa e no centro da broca atende aos requisitos. Durante a retificação, para evitar a têmpera da aresta de corte, a broca deve ser resfriada com frequência em água para manter a dureza da peça de corte.
Para se adaptar à perfuração de diferentes materiais e atender a diferentes requisitos de perfuração, bem como para melhorar o desempenho da broca, o formato da parte cortante da broca precisa ser modificado. A modificação das brocas helicoidais é mostrada na Figura 18.
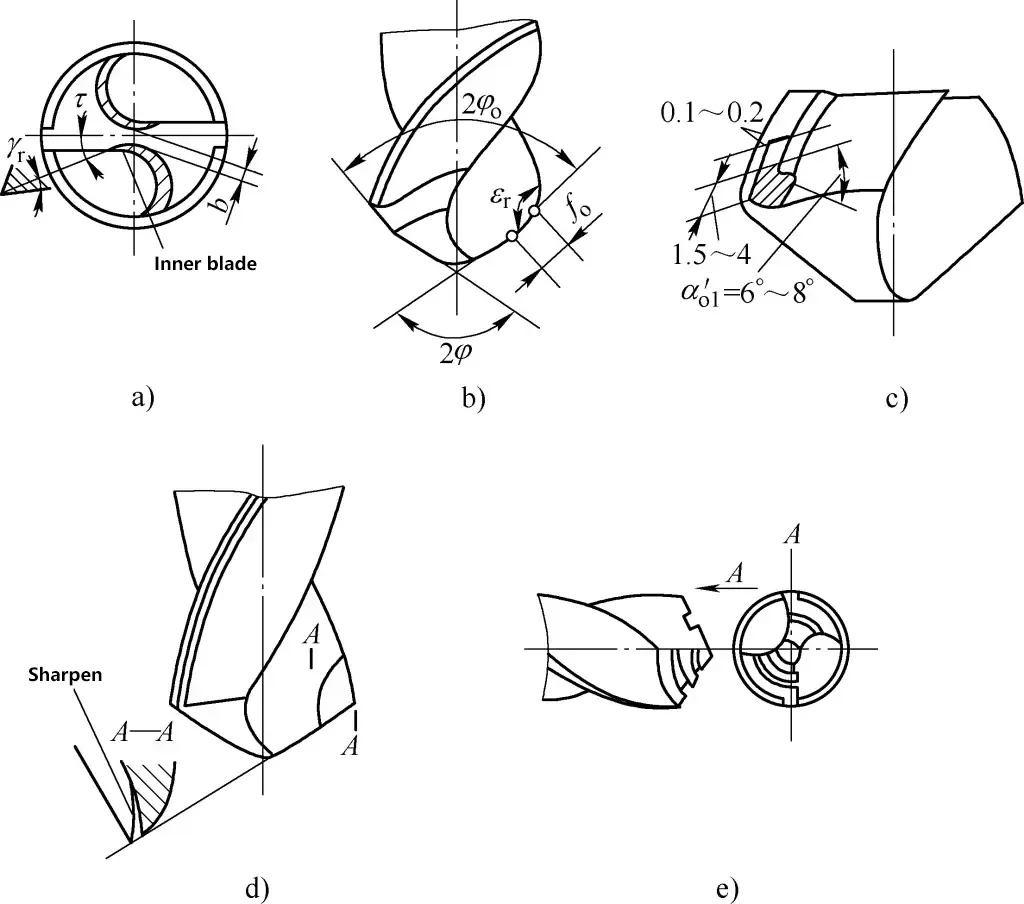
a) Modificação da borda do cinzel
b) Modificação do ângulo do ponto
c) Modificação da borda
d) Modificação da face de inclinação
e) Criação de ranhuras para quebra de cavacos
(Consulte a Figura 18a) O objetivo é encurtar a borda do cinzel, aumentando o ângulo de inclinação próximo ao centro da broca. Geralmente, as brocas com diâmetros acima de 5 mm precisam ter as bordas do cinzel retificadas. Após a retificação, o comprimento da borda do cinzel deve ser de 1/3 a 1/5 do comprimento original, formando uma borda interna com um ângulo de inclinação τ=20°~30° e um ângulo de inclinação γτ=0°~15° na borda interna. Depois de retificar a borda do cinzel, as condições de corte melhoram e a ação de centralização é reforçada.
(Consulte a Figura 18b) Em geral, o ângulo do ponto 2φo=70°~75°, fo=0,2D (D é o diâmetro do furo).
(Consulte a Figura 18c) Em uma seção da margem próxima à borda de corte principal, esmerilhe um ângulo de folga secundário de 6°~8°, mantendo 1/3 a 1/2 da largura original da margem para reduzir o atrito e melhorar a vida útil da broca.
(Consulte a Figura 18d) Esmerilhe uma parte da face de inclinação na interseção das bordas de corte principal e secundária para reduzir o ângulo de inclinação nessa área, melhorar a resistência da borda de corte e evitar que a broca se desvie.
(Consulte a Figura 18e) Após a ranhura, os cavacos largos se tornam mais estreitos, facilitando a evacuação dos cavacos.
Durante o processo de corte, as brocas geram uma grande quantidade de calor, o que pode facilmente causar o recozimento da borda de corte, resultando em danos graves e perda da capacidade de corte. Na perfuração, para reduzir a temperatura de corte, aumentar o desempenho da lubrificação, melhorar a vida útil da broca, a qualidade do furo e a eficiência, deve-se selecionar o fluido de corte adequado com base nas propriedades do material da peça.
O fluido de corte deve ser aplicado continuamente a partir do momento em que a broca entra no metal. Exceto na perfuração de ferro fundido e furos de pequeno diâmetro, o fluido de corte geralmente deve ser usado para todos os outros materiais. Ao usar fluido de corte, ele deve ser aplicado no interior do furo, onde ocorre a ação de corte. Consulte a Tabela 5 para saber como selecionar o fluido de corte na perfuração.
Tabela 5 Seleção do fluido de corte para perfuração
| Material da peça de trabalho para perfuração | Fluido de corte |
| Aço carbono, aço fundido, ferro fundido maleável | 3%~5% emulsão ou óleo de máquina |
| Liga de aço | Óleo de corte sulfurizado ou emulsão 3%~5% |
| Ferro fundido em geral | Sem fluido de corte |
| Ferro fundido resfriado | Querosene |
| Latão e bronze | Sem fluido de corte ou emulsão 5%~8% |
| Alumínio e ligas de alumínio | Sem fluido de corte ou emulsão |
| Borracha dura, baquelite, painel de fibras | Sem fluido de corte |
| Liga de magnésio | 4% água salgada |
| Aço inoxidável | Sabão 3% mais solução aquosa de óleo de linhaça 2% ou fluido de corte sulfurizado |
| Aço para ferramentas | 3%~5% emulsão ou óleo de máquina |
1) Elementos de corte
① Velocidade de corte v.
A velocidade linear de um ponto no diâmetro externo da broca rotativa é chamada de velocidade de corte (velocidade de movimento primária). Ela pode ser calculada usando a seguinte fórmula:
v=πDn/1000
Onde:
Com base na fórmula acima, podemos derivar:
n=1000v/(πD)=318.3v/D
② Taxa de alimentação f.
A distância que a broca se move para baixo a cada rotação é chamada de taxa de avanço, medida em mm/r.
2) Seleção dos parâmetros de corte
Os parâmetros de corte referem-se à velocidade de corte e à taxa de avanço. A velocidade de corte está relacionada às propriedades do material da peça, ao diâmetro da broca, ao material da broca, à taxa de avanço e ao lubrificante de resfriamento. Velocidades de corte mais altas aumentam a eficiência, mas devem ser adequadas.
Velocidades de corte excessivas podem fazer com que a temperatura da broca aumente, levando ao recozimento e a danos na aresta de corte. A taxa de avanço também deve ser adequada, selecionada com base em fatores como as propriedades do material da peça. Se a taxa de avanço for muito alta, a aresta de corte pode ser danificada ou a broca pode quebrar.
Os parâmetros de corte para perfuração geralmente são selecionados com base na experiência. Em geral, para furos pequenos, use velocidades mais altas e taxas de avanço mais baixas; para furos grandes, use taxas de avanço mais altas. Para materiais duros, use velocidades mais lentas e taxas de avanço mais baixas; para materiais macios, use velocidades mais altas e taxas de avanço mais altas. Ao usar brocas pequenas em materiais duros, pode ser apropriado reduzir a velocidade. Consulte a Tabela 6 para saber como selecionar os parâmetros de corte para perfuração.
Tabela 6 Velocidades de corte e taxas de avanço para brocas de alta velocidade que perfuram aço carbono (com fluido de corte)
| Taxa de avanço f/(mm/r) | Diâmetro da broca d/mm | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Velocidade de corte v/(m/min) | |||||||||||
| 0.05 | 46 | - | - | - | - | - | - | - | - | - | - |
| 0.08 | 32 | - | - | - | - | - | - | - | - | - | - |
| 0.10 | 26 | 42 | 49 | - | - | - | - | - | - | - | - |
| 0.12 | 23 | 36 | 43 | - | - | - | - | - | - | - | - |
| 0.15 | - | 31 | 36 | 38 | - | - | - | - | - | - | - |
| 0.18 | - | 26 | 31 | 35 | - | - | - | - | - | - | - |
| 0.20 | - | - | 28 | 33 | 38 | - | - | - | - | - | - |
| 0.25 | - | - | - | 30 | 34 | 35 | 37 | - | - | - | - |
| 0.30 | - | - | - | 27 | 31 | 31 | 34 | 33 | - | - | - |
| 0.35 | - | - | - | - | 28 | 29 | 31 | 30 | - | - | - |
| 0.40 | - | - | - | - | 26 | 27 | 29 | 29 | 30 | 30 | - |
| 0.45 | - | - | - | - | - | 26 | 27 | 27 | 28 | 29 | 27 |
| 0.50 | - | - | - | - | - | - | 26 | 26 | 26 | 27 | 26 |
| 0.60 | - | - | - | - | - | - | - | 24 | 24 | 25 | 25 |
| 0.70 | - | - | - | - | - | - | - | - | 23 | 23 | 23 |
| 0.80 | - | - | - | - | - | - | - | - | - | 21 | 22 |
| 0.90 | - | - | - | - | - | - | - | - | - | - | 21 |
O uso de um alargador para aumentar os furos existentes nas peças é chamado de alargamento. O objetivo do alargamento é reduzir o impacto do processamento único e melhorar a precisão do furo processado. O alargamento é geralmente usado como preparação para o mandrilamento.
Em geral, para furos com diâmetro D>30 mm, primeiro perfure com uma broca 0,5 a 0,7 mm menor que o diâmetro do furo e, em seguida, escareie. Para furos com requisitos mais altos, o alargamento pode ser feito duas vezes para melhorar a qualidade.
A estrutura de um alargador é semelhante à de uma broca helicoidal, equivalente ao achatamento da extremidade de uma broca helicoidal (remoção da borda do cinzel). Os alargadores geralmente têm de 3 a 4 bordas de corte, o que melhora o desempenho da guia, garante a direção correta do alargamento e pode atingir valores menores de rugosidade da superfície, conforme mostrado na Figura 19.

O uso do método de escareamento para processar escareadores de fundo plano ou cônicos (ou saliências) é chamado de escareamento. As principais ferramentas usadas para escareamento são os escareadores cilíndricos, os escareadores cônicos e as fresas de facear, conforme mostrado na Figura 20.
a) Escareador cônico
b) Contrafuro cilíndrico
c) Fresa de facear
A aresta de corte da face final desempenha o papel principal de corte. O ângulo de inclinação e o ângulo de hélice do escareador são os mesmos, geralmente 15°, e o ângulo de folga é geralmente de 8°. A aresta de corte no círculo externo serve para polir a parede do furo, com um ângulo de folga secundário geralmente de 8°. A extremidade frontal do escareador é um pilar de guia, que pode garantir a centralização e a orientação.
Um escareador cilíndrico mais comumente usado tem bordas de corte feitas de carboneto cimentado, e o pilar guia pode girar em relação ao centro. Como não há deslizamento relativo entre o pilar guia e a peça de trabalho, ele não danifica o furo da peça de trabalho durante o corte.
Seu ângulo cônico tem quatro tipos: 60°, 75°, 90° e 120°, que podem ser selecionados de acordo com os requisitos da peça, sendo 90° o mais comumente usado. O diâmetro da extremidade maior d do cone é de 12 a 60 mm, e o número de dentes é geralmente de 4 a 12. Os escareadores cônicos também podem ser modificados a partir de brocas helicoidais, mas o efeito não é tão bom quanto o dos escareadores cônicos dedicados.
A vibração é facilmente produzida durante o escareamento, portanto, deve-se prestar atenção durante o processamento: os escareadores modificados a partir de brocas helicoidais devem ser os mais curtos possíveis e, ao retificar, deve-se tomar cuidado para garantir que as duas bordas de corte tenham o mesmo comprimento e ângulos simétricos; o ângulo de folga e o ângulo de inclinação na borda externa do escareador devem ser adequadamente reduzidos.
A velocidade de corte deve ser mais lenta do que na perfuração. Velocidades mais altas levam a padrões de vibração mais severos. Para evitar isso, a velocidade de corte para rebaixamento deve ser mantida entre 1/3 e 1/2 da velocidade de perfuração. Geralmente, é adotado o avanço manual, com retirada mais lenta. Durante a operação, um pouco de óleo de máquina pode ser adicionado à coluna guia e à superfície de corte para lubrificação. Essas medidas podem reduzir a vibração e melhorar a qualidade do rebaixamento.
Para melhorar a precisão dos furos e reduzir a rugosidade da superfície das paredes dos furos, o uso de um alargador para usinagem fina é chamado de alargamento. O alargamento é amplamente utilizado em peças mecânicas. Alguns furos exigem alta precisão e baixos valores de rugosidade da superfície, muitos dos quais precisam ser processados por escareadores. O alargamento é mais fácil de garantir a precisão e tem maior eficiência em comparação com outros métodos de processamento, sendo especialmente adequado para o processamento de furos pequenos e furos cônicos com requisitos de alta precisão.
Os alargadores são divididos em alargadores de máquina e alargadores manuais de acordo com seu método de uso, conforme mostrado na Figura 21. As principais diferenças entre os alargadores de máquina e os alargadores manuais são: o primeiro tem uma parte de trabalho mais curta, menos dentes e uma haste mais longa; o segundo é o oposto. De acordo com os diferentes usos, os alargadores podem ser divididos em alargadores cilíndricos e alargadores cônicos. Os alargadores cilíndricos também são divididos em alargadores fixos e alargadores ajustáveis.
a) Alargador de máquina
b) Alargador manual
Um alargador é uma ferramenta de corte com várias arestas e sua estrutura consiste principalmente de parte cortante, pescoço e cauda. O número de dentes varia de 4 a 12, dependendo do diâmetro do alargador.
O formato da borda de corte é em forma de cunha. Como a quantidade de corte é muito pequena, o ângulo de inclinação é de 0°, com função de raspagem. Se for necessária alta precisão, ele pode ser alterado para um ângulo de inclinação negativo. O ângulo de inclinação é geralmente de -5° a 0°. O ângulo de folga não deve ser muito grande, pois está relacionado à resistência da borda de corte (quanto menor o ângulo de folga, maior a resistência). Geralmente, o ângulo de folga é de 8° para alargamento de materiais duros e de 5° para materiais frágeis.
Para uma medição precisa, o número de bordas de corte é sempre uniforme, mas distribuído de forma desigual para garantir o corte suave e estável do alargador e evitar marcas de vibração na parede do furo. As bordas de corte do alargador são mostradas na Figura 22. A parte de polimento do alargador serve para garantir a centralização do alargador, polir a parede do furo e atuar como a parte retificada. A parte superior dos dentes do alargador tem uma faixa de borda de 0,3 a 0,5 mm de largura para alinhar a posição do furo.
a) Aresta de corte com ângulo de inclinação de 0°
b) Aresta de corte com ângulo de ataque negativo
Uma barra de alargamento é uma ferramenta para alargamento manual, sendo que o tipo ajustável é comumente usado. Durante o processamento, a cauda da haste do alargador é colocada com firmeza e a espiga quadrada é fixada no orifício quadrado da barra de alargamento. A barra de alargamento é girada para girar o alargador. O furo quadrado desse tipo de barra de alargamento é ajustável, ou seja, ao girar a alça móvel, o controle deslizante se move para frente e para trás, expandindo ou contraindo o furo quadrado para acomodar cabeças quadradas do alargador de diferentes tamanhos.
O processo anterior ao alargamento deve deixar uma certa margem de usinagem para o alargamento. A margem de usinagem de alargamento deve ser adequada para que a parede do furo alargado seja lisa. Se a margem for muito grande, poderá facilmente causar desgaste no alargador, afetando a rugosidade da superfície e a precisão do furo, e também poderá resultar em um formato poligonal. Portanto, deve-se deixar uma margem de alargamento razoável.
O tamanho da margem de alargamento é geralmente o seguinte: Se um alargador for usado para alargar o furo em uma única passagem e o diâmetro do furo for inferior a 20 mm, a margem de alargamento será de 0,1 a 0,2 mm. Se o alargamento bruto e o alargamento fino forem usados para alargar o furo em duas passagens, para diâmetros de furo de 5 a 80 mm, a margem de alargamento bruto é de 0,25 a 0,5 mm e a margem de alargamento fino é de 0,05 a 0,15 mm.
Quando o alargador está trabalhando, há muito atrito entre sua face posterior e a parede do furo, portanto, é necessário usar fluido de corte durante o alargamento. Isso pode reduzir o atrito, garantir um valor menor de rugosidade da superfície do furo, evitar que o alargador se expanda devido ao calor e aumente o diâmetro do furo, além de prolongar a vida útil do alargador. O fluido de corte usado para alargamento é o mesmo usado para perfuração.
Vários tipos de roscas podem ser encontrados em qualquer máquina. Algumas dessas roscas são torneadas em máquinas-ferramentas, enquanto outras são formadas por laminação. As roscas de precisão podem ser fresadas em centros de usinagem ou até mesmo retificadas em máquinas de retífica de roscas. Além do processamento mecânico, os montadores costumam usar rosqueamento manual em trabalhos de montagem e manutenção. O rosqueamento é geralmente adequado para o processamento de roscas comuns com diâmetros relativamente pequenos.
O uso de um macho para processar roscas internas é chamado de rosqueamento. Antes de apresentar o rosqueamento, primeiro apresentaremos a estrutura, os tipos e os vários elementos das roscas, bem como os padrões para roscas comuns que os instaladores encontram com frequência.
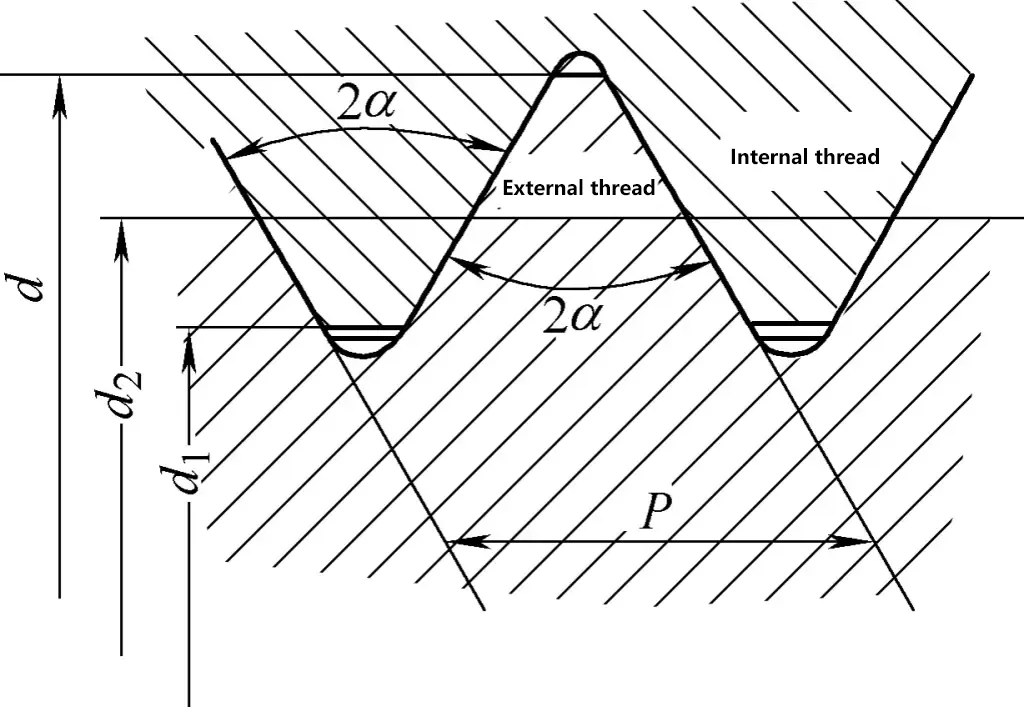
Se um triângulo retângulo de papel for enrolado em torno de qualquer corpo cilíndrico, como mostrado na Figura 23, onde o comprimento de um dos lados retângulos (lado AB) do triângulo retângulo de papel é igual à circunferência da base do corpo cilíndrico, então a hipotenusa (lado AC) forma uma curva na superfície do corpo cilíndrico. Essa curva é chamada de hélice.
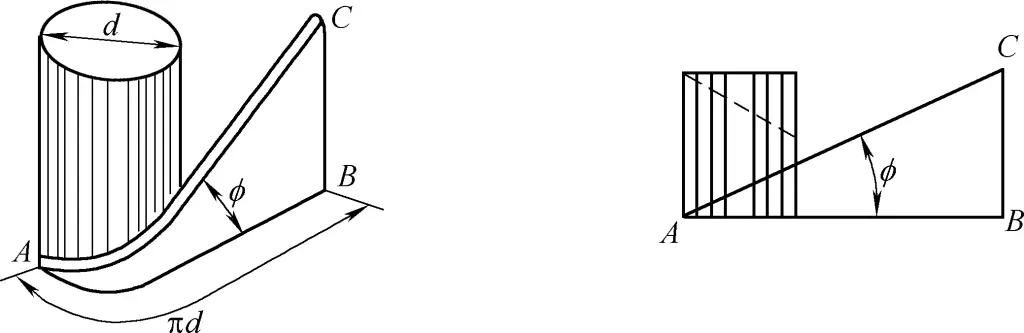
A distância entre o ponto inicial e o ponto final da hélice após uma rotação completa (ou seja, o comprimento do lado perpendicular BC) é chamada de avanço. O ângulo de elevação da hélice (o ângulo φ entre o lado de ângulo reto AB e a hipotenusa AC) é chamado de ângulo da hélice (ângulo de avanço). A usinagem de uma ranhura de um determinado formato ao longo da hélice forma uma rosca de um formato específico na superfície cilíndrica.
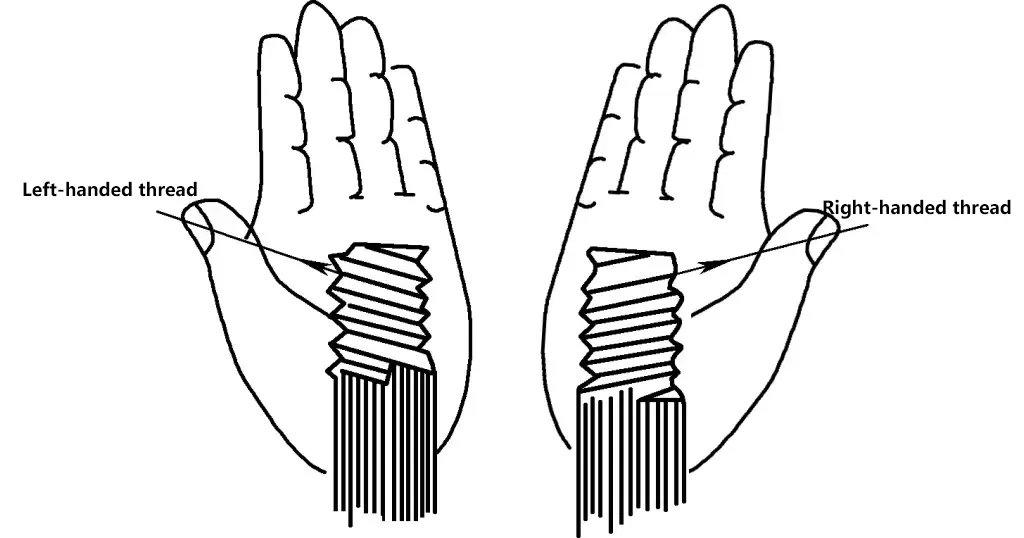
De acordo com a direção do enrolamento da rosca na superfície cilíndrica, as roscas podem ser classificadas como direitas (rosca positiva) ou esquerdas (rosca negativa). Uma rosca que sobe da esquerda para a direita é chamada de rosca direita e é rosqueada no sentido horário; o oposto é chamado de rosca esquerda, conforme mostrado na Figura 24. Dependendo dos diferentes usos, o número de linhas de rosca na superfície cilíndrica pode ser simples, duplo ou múltiplo. Quanto mais linhas de rosca, maior a velocidade de transmissão.
1) Elementos de rosca
Os elementos da rosca incluem o formato da rosca, o diâmetro maior, o passo, o avanço, o número de inícios, a tolerância e o sentido de rotação. As roscas são usinadas com base nesses elementos.
2) Forma da rosca
O formato da rosca refere-se à forma na seção axial da rosca, conforme mostrado na Figura 25.
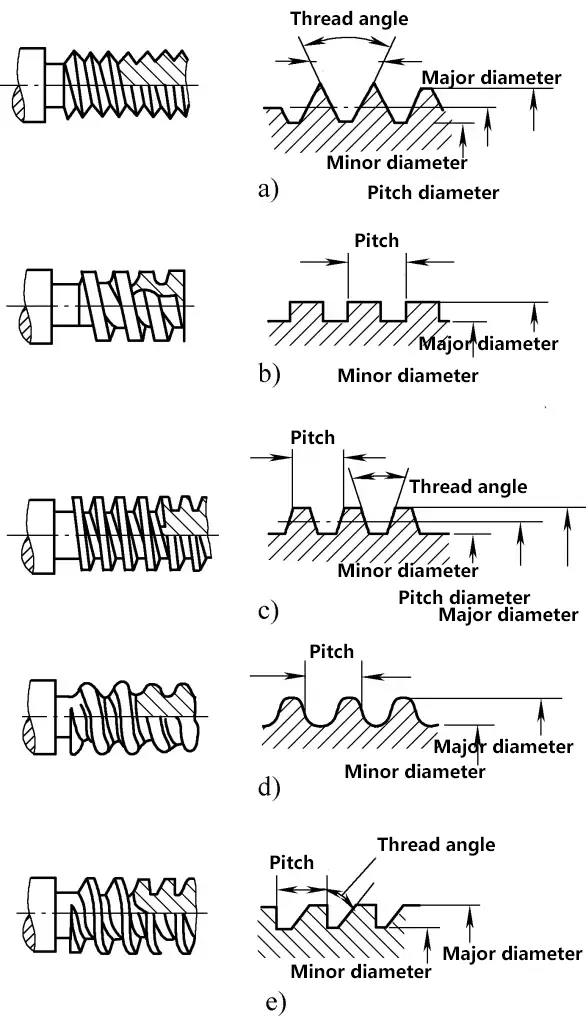
a) Linha comum
b) Rosca quadrada
c) Rosca trapezoidal
d) Rosca arredondada
e) Rosca de reforço
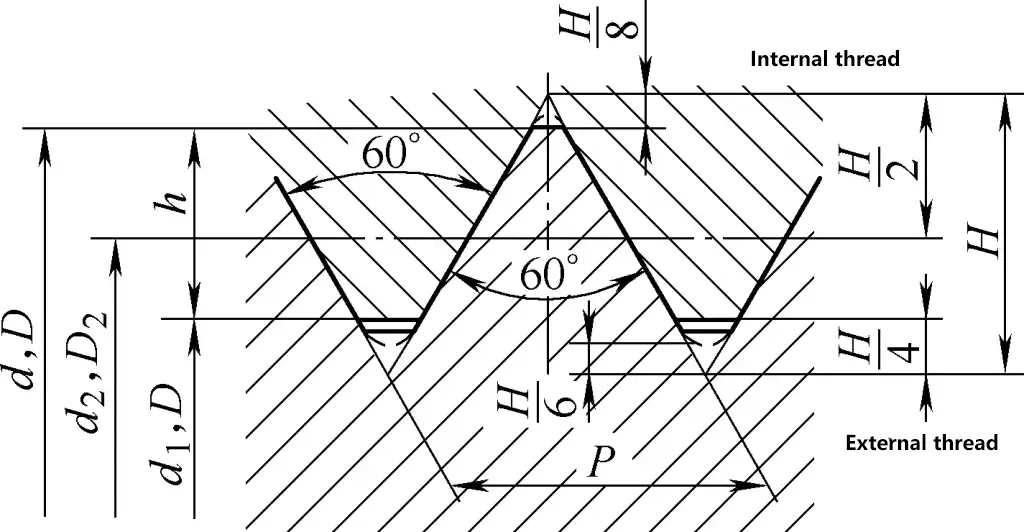
3) Principais dimensões das roscas
Tomando as roscas comuns como exemplo, as principais dimensões das roscas são mostradas nas Figuras 26 e 27.
1) Gama de aplicações de rosca
2) Designações de rosca
Cada tipo de rosca tem uma designação padrão específica.
① Fios comuns.
O ângulo da rosca é de 60°, e a unidade de medida é mm. Elas são divididas em roscas grossas e finas, com a diferença de que as roscas comuns finas têm um passo menor do que as roscas comuns grossas do mesmo diâmetro maior. A GB/T 197-2003 especifica os graus de tolerância das roscas como fina, média e grossa. Nos casos a seguir, as roscas de precisão média não têm sua designação de classe de tolerância marcada.
② Roscas do tubo.
O ângulo da rosca é de 55° ou 60° e é representado por uma designação de tamanho. Por exemplo, Rp3/4 indica uma rosca interna cilíndrica direita de 55° com designação de tamanho 3/4.
③ Designações de rosca padrão.
De acordo com as normas nacionais, as designações de rosca padrão incluem código de característica de rosca, designação de tamanho, designação de classe de tolerância, designação de direção de rosca e designação de comprimento de engate de rosca. Exemplos de designações e notações de roscas padrão são mostrados na Tabela 7.
Tabela 7 Designações de rosca padrão e exemplos de notação
| Tipo de rosca | Código da característica | Exemplo de designação | Exemplo de descrição |
| Rosca comum grossa | M | M10 | Rosca comum grossa, diâmetro nominal de 10 mm, classe de tolerância 6g |
| Fio fino comum | M | M10×1 | Rosca fina comum, diâmetro nominal de 10 mm, passo de 1 mm, classe de tolerância 6g |
| Rosca trapezoidal | Tr | Tr40×14(P7)LH | Rosca trapezoidal, diâmetro nominal de 40 mm, avanço de 14 mm, passo de 7 mm, esquerda |
| Rosca do contraforte | B | B70×10 | Rosca de contraforte, diâmetro nominal de 70 mm, passo de 10 mm |
| Rosca interna cônica de 55° | Rc | Rc3/4 | Rosca interna cônica de 55°, designação de tamanho 3/4 |
| 55° Rosca interna cilíndrica | Rp | Rp5/8 | 55° Rosca interna cilíndrica, designação de tamanho 5/8 |
| Rosca externa cônica de 55° | R | R11 | Rosca externa cônica de 55°, designação de tamanho 1 |
As roscas fora do padrão e as roscas especiais (como as roscas quadradas) não têm designações especificadas; os elementos de rosca geralmente são marcados no desenho da peça (desenho ampliado do perfil da rosca).
As roscas comuns grossas e finas comumente encontradas nas operações de rosqueamento do instalador são mostradas na Tabela 8 com seus parâmetros relevantes.
Tabela 8 Diâmetros e passos nominais de roscas comuns (unidade: mm)
| Diâmetro nominal d, D | Passo P | |
| Grosso | Bom | |
| 3 | 0.5 | 0.35 |
| 4 | 0.7 | 0.5 |
| 5 | 0.8 | 0.5 |
| 6 | 1 | 0.75 |
| 8 | 1.25 | 1, 0.75 |
| 10 | 1.5 | 1.25, 1, 0.75 |
| 12 | 1.75 | 1.5, 1.25, 1 |
| 16 | 2 | 1.5, 1 |
| 20 | 2.5 | 2, 1.5, 1 |
| 24 | 3 | 2, 1.5, 1 |
| 30 | 3.5 | 2, 1.5, 1 |
| 36 | 4 | 3, 2, 1.5 |
| 42 | 4.5 | 3, 2, 1.5 |
| 48 | 5 | 3, 2, 1.5 |
| 56 | 5.5 | 4, 3, 2, 1.5 |
| 64 | 6 | 4, 3, 2, 1.5 |
Para determinar as dimensões e especificações da rosca, é necessário medir o diâmetro maior, o passo e o perfil da rosca para processamento e inspeção de qualidade. Os métodos comuns de medição de roscas incluem:
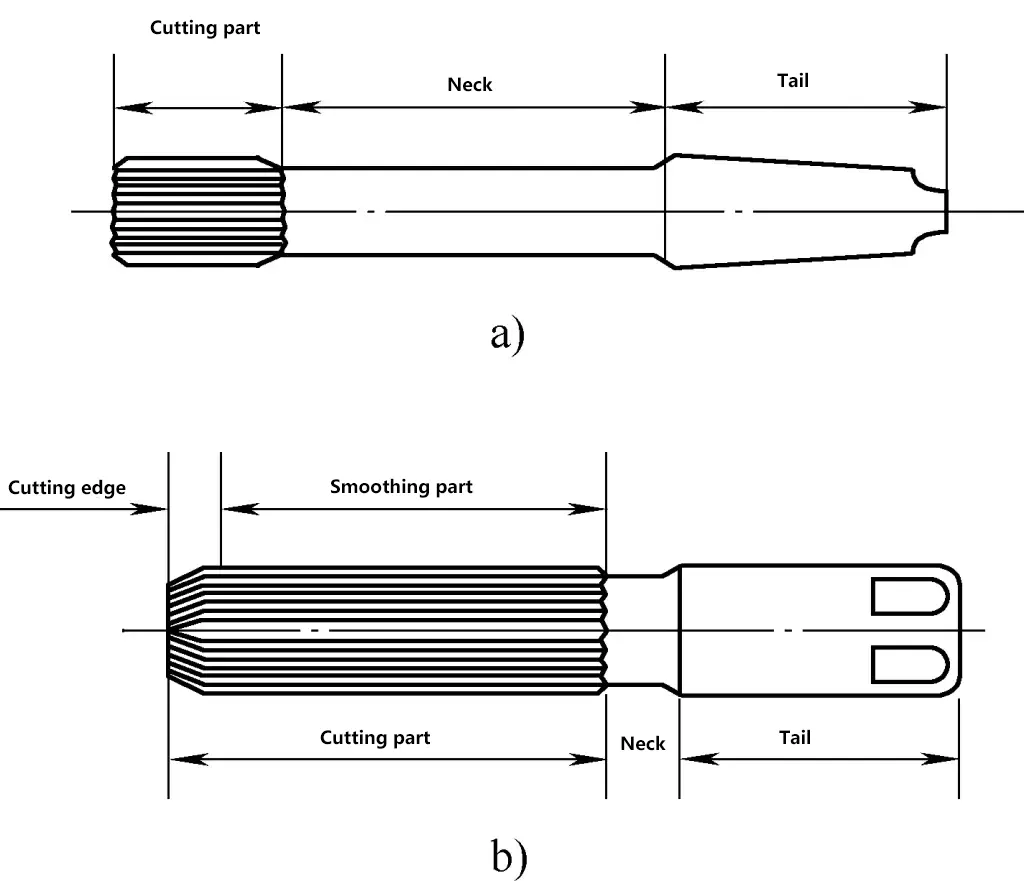
Um macho consiste em uma parte rosqueada (incluindo chanfro e terra), canais, pescoço e haste, conforme mostrado na Figura 28. A parte rosqueada do macho é feita de aço rápido ou aço-liga e é endurecida por tratamento térmico.
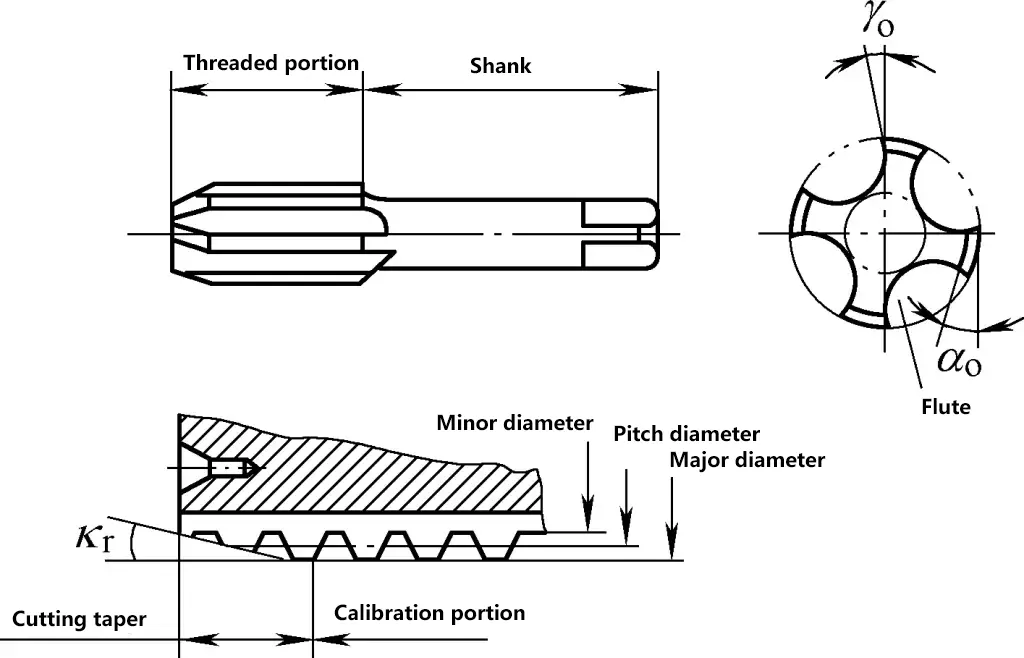
1) Chanfro
É a parte cônica na frente da torneira com bordas de corte afiadas, servindo como a seção de corte principal. O ângulo de inclinação da borda de corte é de 8° a 10°, e o ângulo de alívio é de 4° a 6°.
2) Terrenos
Ele determina o diâmetro do furo roscado, faz o acabamento da superfície da rosca, orienta o movimento axial do macho e serve como reserva para a reafiação. Seu ângulo de alívio é de 0°.
3) Flautas
Eles servem para acomodar e remover cavacos e formar bordas de corte. Os machos comuns têm 3 ou 4 canais.
4) Haste
Seu formato e função são os mesmos de um alargador manual.
1) Torneiras manuais
Os machos geralmente vêm em conjuntos de dois ou três. Tomando um conjunto de machos cônicos como exemplo, ele pode ser dividido em machos cônicos, de segunda e de fundo. Cada macho tem um ângulo de chanfro diferente, e o diâmetro maior da terra também varia.
① Jogo de torneiras de três peças
O macho cônico tem um ângulo de chanfro de 4° a 5°, com 5 a 7 roscas incompletas no chanfro, completando 60% do trabalho total de corte; o segundo macho tem um ângulo de chanfro de 10° a 15°, com 3 ou 4 roscas incompletas no chanfro, completando 30% do trabalho total de corte.
O ângulo de corte do cone fino é de 18° a 23°, com 1 ou 2 roscas incompletas no cone de corte, completando 10% do trabalho total de corte. Como o jogo de machos de três peças corta roscas em três passagens, o volume total de corte é dividido em três partes, reduzindo assim a área de corte e a resistência, facilitando o rosqueamento e resultando em superfícies de rosca mais lisas. Isso também evita a quebra do macho e danos às bordas de corte.
② Conjunto de torneiras de duas peças
O ângulo de corte do cone principal é de 7°, com cerca de 6 roscas incompletas; o segundo ângulo de corte do cone é de 20°, com cerca de 2 roscas incompletas.
③ Aplicativo
Normalmente, para rosqueamento de M6 a M12, um jogo tem dois machos; para rosqueamento abaixo de M6 e acima de M24, um jogo tem três machos. Isso se deve ao fato de que os machos para roscas pequenas têm menor resistência e são propensos a quebrar, por isso são fornecidos três; enquanto os machos para roscas grandes têm alta carga de corte e exigem corte gradual em várias passagens, por isso também são fabricados em conjuntos de três. Os machos de rosca padrão de passo fino são fornecidos em conjuntos de dois, independentemente das especificações de tamanho.
2) Torneiras de rosca para tubos
Eles são divididos em machos de rosca de tubo reto e machos de rosca de tubo cônico. Os machos de rosca de tubo reto têm uma peça de trabalho mais curta e vêm em conjuntos de dois; os machos de rosca de tubo cônico são peças únicas, mas os tamanhos maiores também podem vir em conjuntos de dois. Os machos para rosca de tubos são usados para cortar roscas em conexões de tubos e aplicações semelhantes.
3) Machos de máquina
Os machos de máquina são usados para corte mecânico de roscas. Para facilitar a fixação, a haste do macho é mais longa. Geralmente, os machos de máquina são peças únicas, completando a rosca em uma única passagem. Eles têm um ângulo cônico de corte maior e são mais longos, adequados para rosquear furos longos, mas não para furos rasos. Os machos de máquina também podem ser usados para rosqueamento manual.
Ao usar machos manuais para rosquear, é essencial usar uma chave de torneira para segurar o macho. As chaves de torneira são divididas em duas categorias: chaves de torneira comuns e chaves de torneira com cabo em T. Cada tipo é ainda dividido em chaves de torneira fixas e ajustáveis.
1) Chaves de torneira fixas
Essas chaves de torneira têm alças nas duas extremidades e um furo quadrado no meio que se encaixa em um tamanho de quadrado de torneira. Como o tamanho do furo quadrado é fixo, ele não se ajusta a vários tamanhos de quadrados de torneira. Ao usar, escolha especificações diferentes de chaves de torneira de acordo com o tamanho da torneira.
A vantagem desse tipo de chave de torneira é que ele é fácil de fabricar. Você pode simplesmente fazer um furo em um pedaço de barra de ferro e limá-lo em um furo quadrado do tamanho necessário. Ela é adequada para roscas frequentes de um tamanho específico.
2) Chaves de torneira ajustáveis
O tamanho do furo quadrado desse tipo de chave de torneira pode ser ajustado para se adaptar a diferentes tamanhos de quadrados de torneira, o que torna seu uso muito conveniente.
As especificações comuns da chave de torneira são mostradas na Tabela 9.
Tabela 9 Especificações comuns da chave de boca (unidade: mm)
| Diâmetro da torneira | ≤6 | 8-10 | 12-14 | ≥16 |
| Comprimento da chave de torneira | 150-200 | 200-250 | 250-300 | 400-450 |
3) Chaves de torneira com cabo em T
Esse tipo de chave de torneira é comumente usado com machos menores. Ao rosquear próximo a um degrau da peça de trabalho ou dentro de uma caixa, onde uma chave de torneira comum pode atingir a peça de trabalho, é utilizada uma chave de torneira com cabo em T. As chaves de torneira pequenas com cabo em T são geralmente fixas e usadas para rosqueamento de M6 e abaixo. O comprimento da chave de torneira é determinado com base nos requisitos da peça de trabalho.
Ao rosquear roscas, o macho tem efeitos de corte e extrusão no metal. Se o diâmetro do furo da raiz da rosca for igual ao diâmetro menor da rosca, isso pode fazer com que o metal agarre o macho, resultando em danos e quebra do macho.
Portanto, o diâmetro da broca para o furo da raiz da rosca deve ser ligeiramente maior do que o diâmetro menor da rosca. Se for muito grande, resultará em roscas insuficientes e criará refugo. A determinação do diâmetro do furo da raiz está intimamente relacionada ao material e pode ser determinada com base nas Tabelas 10-12.
Tabela 10 Diâmetros da broca para furos de raiz de rosca comum antes do rosqueamento (unidade: mm)
| Diâmetro nominal da rosca d | Passo da rosca D | Diâmetro da broca | |
| Ferro fundido, bronze, latão | Aço, ferro fundido maleável, cobre puro, Laminado | ||
| 2 | 0.4 | 1.6 | 1.6 |
| 0.25 | 1.75 | 1.75 | |
| 2.5 | 0.45 | 2.05 | 2.05 |
| 0.35 | 2.15 | 2.15 | |
| 3 | 0.5 | 2.5 | 2.5 |
| 0.35 | 2.65 | 2.65 | |
| 4 | 0.7 | 3.3 | 3.3 |
| 0.5 | 3.5 | 3.5 | |
| 5 | 0.8 | 4.1 | 4.2 |
| 0.5 | 4.5 | 4.5 | |
| 6 | 1 | 4.9 | 5 |
| 0.75 | 5.2 | 5.2 | |
| 8 | 1.25 | 6.6 | 6.7 |
| 1 | 6.9 | 7 | |
| 0.75 | 7.1 | 7.2 | |
| 10 | 1.5 | 8.4 | 8.5 |
| 1.25 | 8.6 | 8.7 | |
| 1 | 8.9 | 9 | |
| 0.75 | 9.1 | 9.2 | |
| 12 | 1.75 | 10.1 | 10.2 |
| 1.5 | 10.4 | 10.5 | |
| 1.25 | 10.6 | 10.7 | |
| 1 | 10.9 | 11 | |
| 14 | 2 | 11.8 | 12 |
| 1.5 | 12.4 | 12.5 | |
| 1 | 12.9 | 13 | |
| 16 | 2 | 13.8 | 14 |
| 1.5 | 14.4 | 14.5 | |
| 1 | 14.9 | 15 | |
| 18 | 2.5 | 15.3 | 15.5 |
| 2 | 15.8 | 16 | |
| 1.5 | 16.4 | 16.5 | |
| 1 | 16.9 | 17 | |
| 20 | 2.5 | 17.3 | 17.5 |
| 2 | 17.8 | 18 | |
| 1.5 | 18.4 | 18.5 | |
| 1 | 18.9 | 19 | |
| 22 | 2.5 | 19.3 | 19.5 |
| 2 | 19.8 | 20 | |
| 1.5 | 20.4 | 20.5 | |
| 1 | 20.9 | 21 | |
| 24 | 3 | 20.7 | 21 |
| 2 | 21.8 | 22 | |
| 1.5 | 22.4 | 22.5 | |
| 1 | 22.9 | 23 | |
Tabela 11 Diâmetros de broca para furos comuns de raiz de rosca de tubo reto antes de rosquear
| Código de tamanho | Diâmetro da broca/mm |
| 1/8 | 8.8 |
| 1/4 | 11.7 |
| 3/8 | 15.2 |
| 1/2 | 18.9 |
| 3/4 | 24.4 |
| 1 | 30.6 |
| 11/4 | 41.6 |
| 11/2 | 45.1 |
Tabela 12 Diâmetros de broca para furos de raiz de rosca de tubo cônico de 55° e 60° antes de rosquear
| Rosca de tubo cônico de 55° | Rosca de tubo cônico de 60° | ||||
| Código de tamanho | Número de roscas por 25,4 mm n | Diâmetro da broca/mm | Código de tamanho | Número de roscas por 25,4 mm n | Diâmetro da broca/mm |
| 1/8 | 28 | 8.4 | 1/8 | 27 | 8.6 |
| 1/4 | 19 | 11.2 | 1/4 | 18 | 11.1 |
| 3/8 | 19 | 14.7 | 3/8 | 18 | 14.5 |
| 1/2 | 14 | 18.3 | 1/2 | 14 | 17.9 |
| 3/4 | 14 | 23.6 | 3/4 | 14 | 23.2 |
| 1 | 11 | 29.7 | 1 | 11.5 | 29.2 |
| 11/4 | 11 | 38.3 | 11/4 | 11.5 | 37.9 |
| 11/2 | 11 | 44.1 | 11/2 | 11.5 | 43.9 |
| 2 | 11 | 55.8 | 2 | 11.5 | 56 |
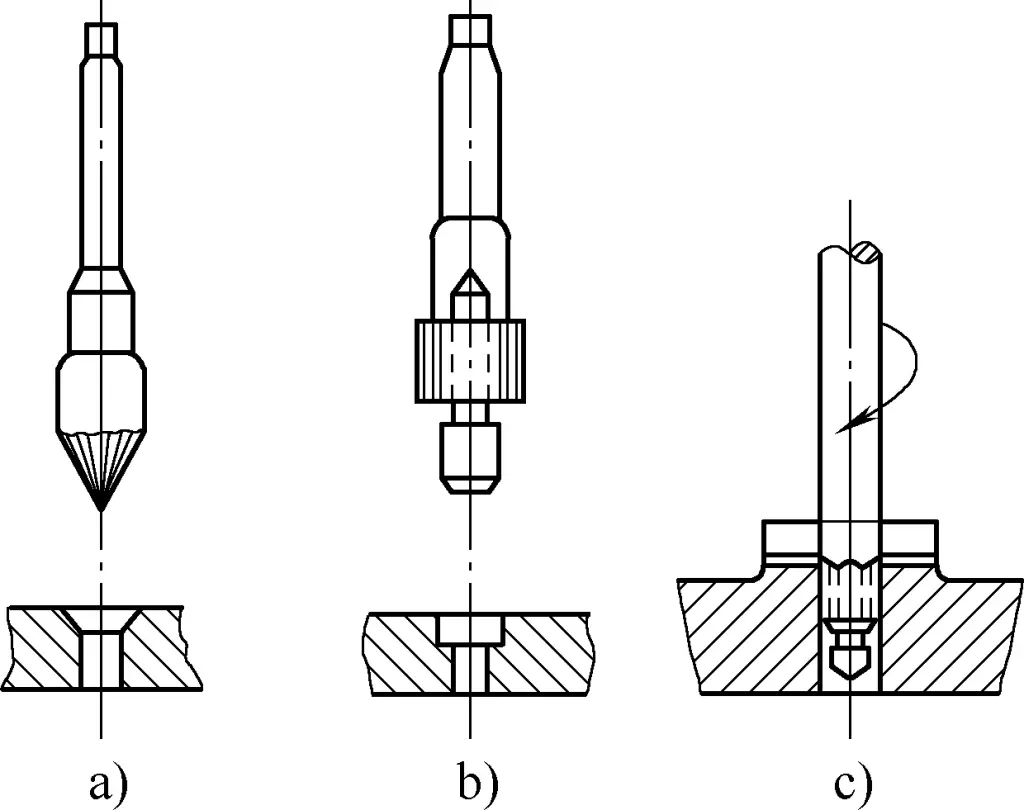
1) Escolha um mandril de segurança para rosqueamento adequado com base no material da peça, na profundidade da rosca e no tamanho do macho.
2) Selecione uma velocidade de corte adequada. Em geral, os diâmetros menores do macho usam velocidades mais altas; os diâmetros maiores do macho devem usar velocidades mais baixas; os passos de rosca maiores devem usar velocidades mais baixas. Os seguintes valores podem ser usados como referência: materiais em geral 6-15m/min; aço temperado e revenido ou aço mais duro 5-15m/min; aço inoxidável 2-7m/min; ferro fundido 8-10m/min.
3) Quando o macho estiver prestes a entrar no furo da raiz da rosca, avance lentamente para evitar danificar os dentes do macho. Quando começar a cortar, opere manualmente a alavanca de alimentação, aplicando pressão uniforme para ajudar o macho a entrar na peça de trabalho. Quando a parte de corte estiver totalmente engatada, pare de aplicar pressão e deixe o macho se alimentar sozinho para evitar o corte de roscas defeituosas.
4) Ao rosquear através de furos, a parte de alinhamento do macho não deve se projetar completamente, caso contrário, a reversão do macho causará danos à rosca.
5) Depois que o macho tiver entrado na peça de trabalho, adicione continuamente fluido de corte e, com frequência, inverta ou retraia o macho para remover os cavacos.
6) Para roscas M16 e superiores, considere o uso de métodos de rosqueamento elétrico. Isso reduz o trabalho manual e produz roscas com melhor perpendicularidade à superfície do furo, resultando em maior qualidade e eficiência.
1) Faça o furo da raiz.
Antes de rosquear, faça um furo de raiz apropriado na peça de trabalho, consulte as Tabelas 10-12.
2) Chanfro.
Após a perfuração, use um escareador de 90° para chanfrar os dois lados da abertura do furo, fazendo com que o diâmetro máximo do chanfro seja igual ao diâmetro nominal da rosca. Isso permite que o macho entre suavemente na peça de trabalho e evita que as bordas da rosca se lasquem quando o macho sair do furo.
3) Prenda a peça de trabalho em um torno de bancada.
Geralmente, as peças de trabalho são fixadas em um torno de bancada para rosqueamento, mas peças de trabalho menores podem ser colocadas na horizontal, seguradas firmemente com a mão esquerda, enquanto a mão direita usa o macho para rosquear. Certifique-se de selecionar uma chave de rosca apropriada com base no tamanho do quadrado na haste do macho.
4) Rosqueamento com o cone de chumbo.
Insira o macho de corte no orifício da peça de trabalho, certificando-se de que o macho esteja perpendicular à superfície da peça de trabalho. Verifique e ajuste com cuidado. Ao começar a cortar a rosca, aplique a pressão adequada com as duas mãos e gire o macho no sentido horário (para roscas à direita) no furo.
Depois que a borda de corte for engatada, pare de aplicar pressão com as mãos e use apenas força rotacional constante para rosquear a rosca. Ao rosquear, aplique força equilibrada com as duas mãos e gire suavemente. Após cada 1/2 a 1 volta, inverta o macho em 1/4 de volta para quebrar e remover cavacos, evitando o entupimento de cavacos nas ranhuras, o que poderia danificar ou quebrar o macho.
5) Rosqueamento com machos intermediários e de acabamento.
Depois de rosquear com o macho cônico, use os machos intermediários e de acabamento para alargar e finalizar a rosca.
① Primeiro, rosqueie manualmente os machos intermediário e de acabamento na rosca cortada pelo macho cônico para garantir a orientação adequada. Em seguida, use uma chave de torneira, seguindo o método descrito anteriormente, girando para frente e para trás até que a rosca esteja completa.
② Remova imediatamente os cavacos da torneira e do fundo do furo. Ao rosquear furos profundos, furos cegos ou materiais de metal dúctil, retire o macho com frequência para remover os cavacos do macho e do fundo do furo. Isso evita que o macho se prenda ou quebre no furo.
③ Use o fluido de corte corretamente. Para melhorar a qualidade da superfície da rosca e garantir um bom desempenho de corte do macho, consulte a Tabela 13 para selecionar os fluidos de corte com base em diferentes materiais e requisitos.
Tabela 13 Seleção de fluidos de corte para rosqueamento
| Material da peça de trabalho | Fluido de corte |
| Ferro fundido | Querosene ou nenhum fluido de corte |
| Aço | Água com sabão, emulsão, óleo de máquina, óleo de soja, etc. |
| Bronze ou latão | Óleo de colza ou óleo de soja |
| Cobre puro ou liga de alumínio | Querosene, terebintina, emulsão concentrada |
Quando uma torneira se rompe no furo, diferentes métodos podem ser usados para removê-la, dependendo da situação.
1) Se parte da torneira quebrada se projetar do furo, ela poderá ser removida com um alicate ou cuidadosamente arrancada com um cinzel afiado ou um punção central, conforme mostrado na Figura 29. Esse método é adequado para machos menores que não estejam muito presos.
Se a torneira quebrada estiver muito presa e não puder ser removida usando o método acima, uma haste dobrada ou uma porca pode ser soldada a gás na parte superior da torneira quebrada. Em seguida, gire a haste dobrada ou use uma chave inglesa para girar a porca e remover a torneira quebrada, conforme mostrado na Figura 30. Para torneiras quebradas menores, um Vareta de solda pode ser rapidamente soldada à torneira, depois dobrada e usada para extraí-la.
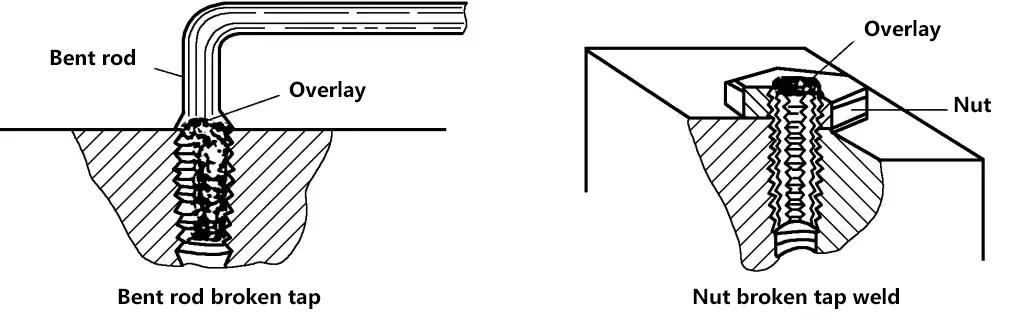
2) Quando a parte quebrada da torneira estiver dentro do furo, duas porcas podem ser parafusadas na extremidade quadrada da torneira quebrada. Em seguida, insira vários pedaços de arame entre as ranhuras da torneira e as porcas. Use uma chave inglesa para girar no sentido anti-horário e remover a torneira quebrada, conforme mostrado na Figura 31. O diâmetro do arame depende do tamanho das ranhuras da torneira. Ao usar esse método para remover a torneira quebrada, aplique um lubrificante, como óleo lubrificante.
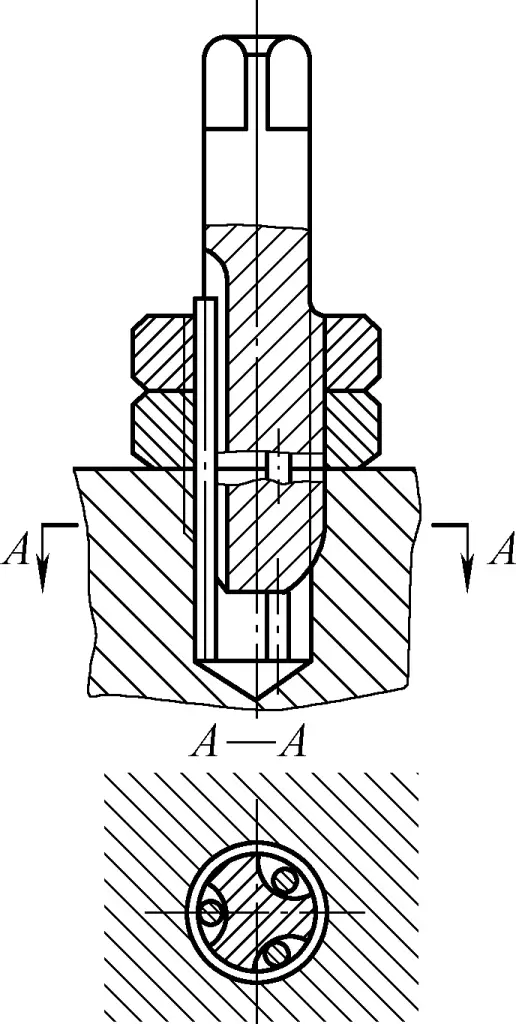
3) Se os métodos acima não conseguirem remover o macho quebrado, e se as condições permitirem, a usinagem por descarga elétrica pode ser usada para removê-lo, embora isso possa ser limitado pelo equipamento e pelo tamanho da peça. Como alternativa, a torneira quebrada pode ser recozida e, em seguida, perfurada, mas esse método só é adequado quando o aumento do furo roscado é aceitável.
Às vezes, pode ser difícil remover os machos quebrados, o que resulta na sucata do furo roscado ou da peça de trabalho. Portanto, ao rosquear roscas, siga rigorosamente os procedimentos e requisitos operacionais, trabalhe com cuidado e meticulosamente para evitar a quebra do macho.
Tabela 14 Causas de peças de refugo durante o rosqueamento e métodos de prevenção
| Tipo de sucata | Causas | Métodos de prevenção |
| Fios cruzados | 1. Diâmetro do furo piloto muito pequeno, o macho não consegue entrar, causando roscas cruzadas na entrada do furo 2. Após o rosqueamento com o macho cônico, o macho intermediário não está alinhado corretamente, causando desalinhamento entre os machos cônico e intermediário 3. O furo roscado está muito inclinado, e forçar o macho não pode corrigi-lo 4. Não usar fluido de corte ao rosquear aço de baixo carbono e materiais com boa plasticidade 5. O cone de corte do macho está cego 1. Verifique cuidadosamente o furo piloto, selecione uma broca apropriada e aumente o furo piloto antes de rosquear | 2. Primeiro, rosqueie manualmente o macho intermediário no furo roscado para alinhar o cone e os machos intermediários 3. Mantenha o alinhamento entre a torneira e o centro do furo piloto, aplique força equilibrada com as duas mãos durante a operação e não force a correção se estiver muito inclinado 4. Use fluido de corte 5. Afie o ângulo de alívio da torneira Furo roscado inclinado |
| 1. O macho não está perpendicular à superfície da peça de trabalho | 2. Grandes furos de areia em peças fundidas 3. Força desigual aplicada pelas mãos durante a batida, inclinando-se para um lado 1. Certifique-se de que o macho esteja perpendicular à superfície da peça de trabalho ao iniciar o corte, preste atenção à verificação e ao ajuste | 2. Verifique o furo piloto antes de rosquear; se os furos de areia forem muito grandes, o rosqueamento não é recomendado 3. Mantenha a força equilibrada com as duas mãos durante todo o processo, evitando balançar Altura da rosca insuficiente |
| O diâmetro do furo piloto é muito grande | Calcular e selecionar corretamente o furo piloto e o diâmetro da broca | Tabela 15 Causas de rompimento do macho durante a abertura de roscas e métodos de prevenção |
Causas de quebra
| Métodos de prevenção | 1. Furo piloto muito pequeno ao rosquear |
| 1. Calcular e selecionar corretamente o diâmetro do furo piloto | 2. O macho está muito cego, o material da peça é muito duro |
| 2. Afie o ângulo de alívio da torneira | 3. A chave de torneira é muito grande, resultando em alto torque; a sensibilidade da mão do operador é fraca, muitas vezes não percebendo quando a torneira está presa e continuando a girar, causando a quebra da torneira |
| 3. Selecione um tamanho adequado de chave de torneira, preste atenção aos problemas emergentes e resolva-os prontamente | 4. Falha ao limpar os cavacos das ranhuras do macho a tempo, especialmente com materiais altamente dúcteis, causando entupimento dos cavacos no furo |
| 4. Inverta a torneira conforme necessário para quebrar os cavacos, remova-os imediatamente ou retire a torneira para limpar os cavacos 5. Não usar fluido de corte ao rosquear materiais altamente dúcteis (como aço inoxidável), o que pode causar a gripagem da peça de trabalho e do macho | 5. Use fluido de corte |
| 6. A torneira está inclinada, causando força excessiva em um lado | 6. Use um esquadro para alinhar o macho antes de rosquear, garantindo que ele permaneça perpendicular à peça de trabalho |
| 7. Ao rosquear furos cegos, a ponta do macho entra em contato com o fundo do furo, mas a rotação continua, fazendo com que o macho se quebre | 7. Marque a profundidade com antecedência, observe a profundidade de inserção do macho durante o rosqueamento, evite o contato com o fundo e remova os cavacos regularmente |
| IX. Raspagem | A raspagem é um método de acabamento que usa um raspador para remover uma camada muito fina de metal da superfície da peça de trabalho. É um método de usinagem que não pode ser substituído por outros processos. |
A raspagem é um método de acabamento que usa um raspador para remover uma camada muito fina de metal da superfície da peça de trabalho. É um método de usinagem que não pode ser substituído por outros processos.
Ao raspar, primeiro lapide a peça de trabalho contra uma peça de referência. Um composto indicador revela pontos altos e pontos altos secundários na superfície lapidada da peça de trabalho. Em seguida, use um raspador para empurrar e remover esses pontos repetidamente. Esse processo de microcorte corta e comprime a estrutura da superfície da peça de trabalho, aumentando gradualmente os pontos de contato com a peça de referência, obtendo a forma geométrica correta da peça de trabalho e um bom ajuste com a peça de referência.
A raspagem da superfície pode obter cavidades uniformemente distribuídas, o que é benéfico para o armazenamento de óleo lubrificante, proporcionando boas condições de lubrificação para as peças móveis; a forma geométrica do trilho-guia ou da superfície da peça de trabalho pode ser raspada em várias formas especiais, como côncava ou convexa no meio, de acordo com os requisitos reais de uso. A raspagem pode atingir requisitos de precisão que são difíceis de alcançar por meio do processamento mecânico geral e eliminar erros ou defeitos de superfície deixados pelo processamento mecânico geral.
As ferramentas de raspagem incluem raspadores e ferramentas de calibração.
As ferramentas de calibração comumente usadas incluem placas de superfície padrão, réguas de calibração e esquadros. Entre elas, as placas de superfície padrão vêm em várias especificações e são usadas para verificar superfícies planas mais amplas. Ao selecioná-las, sua área não deve ser maior que 3/4 da superfície raspada. Vários esquadros devem ser pendurados para armazenamento após o uso, e os esquadros que não são fáceis de pendurar devem ser colocados com firmeza para evitar deformação.
Há dois tipos de raspadores: raspadores planos e raspadores curvos. Os raspadores são geralmente forjados em aço ferramenta T10A ou aço para rolamentos GCr15, e a borda de corte deve ser afiada. Ao raspar materiais duros, as pontas de carboneto também podem ser soldadas.
Os raspadores planos são divididos em três tipos: raspadores ásperos, raspadores finos e raspadores de precisão. Após a têmpera, os raspadores devem ser afiados em uma pedra de amolar após o desbaste em um rebolo. Para raspadores ásperos, βo é de 90°~92,5°, e a borda de corte deve ser reta; para raspadores finos, βo é de 95°, com a borda de corte ligeiramente curvada; para raspadores de precisão, βo é de 97,5°, com um raio de curvatura menor na borda de corte do que os raspadores finos, conforme mostrado na Figura 32.
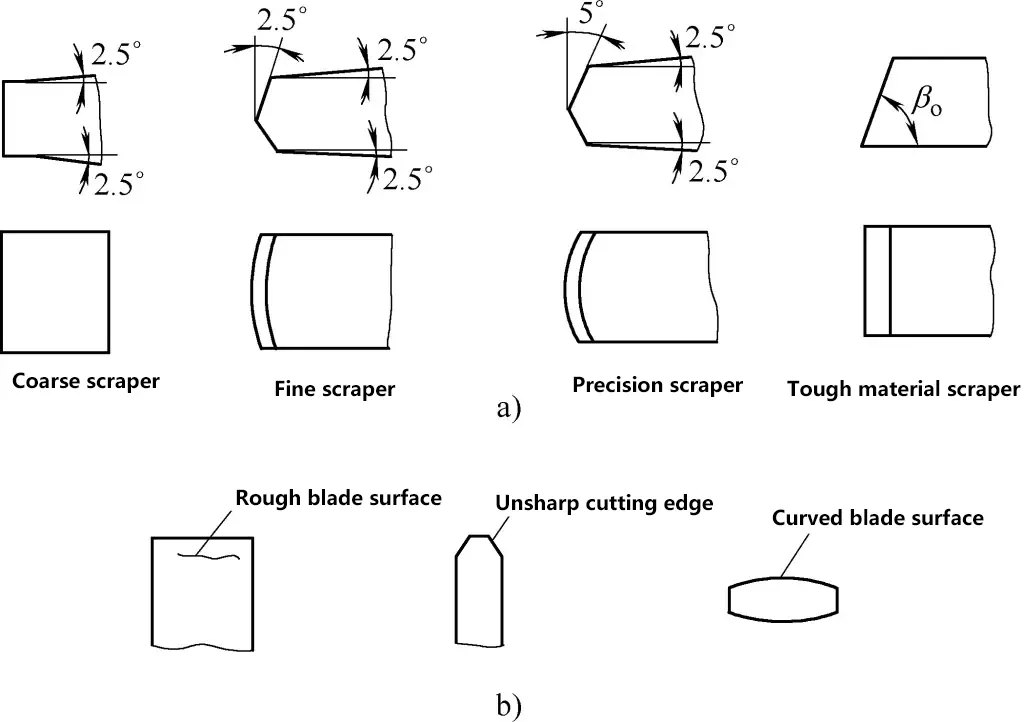
a) Ângulo da cabeça do raspador
b) Formato incorreto da cabeça do raspador
Os raspadores curvos são usados principalmente para raspar superfícies curvas, como os furos internos dos rolamentos deslizantes. Os tipos mais comuns incluem raspadores triangulares e raspadores com cabeça de cobra, conforme mostrado na Figura 33.
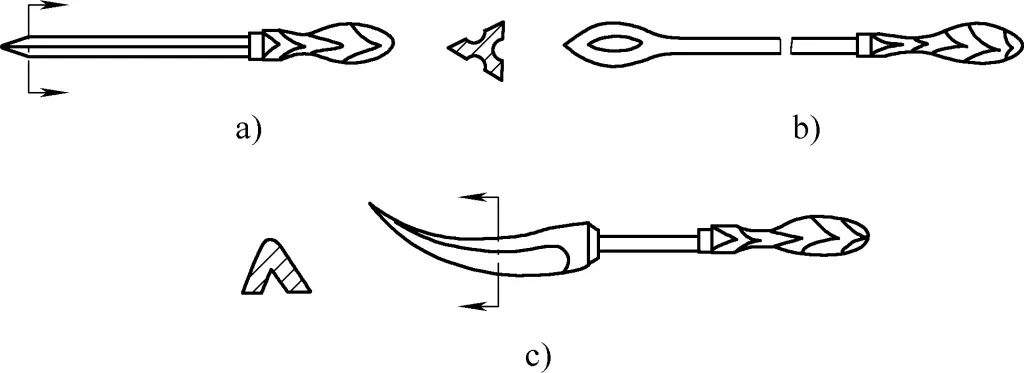
Antes de raspar, é necessário determinar a posição e o tamanho dos erros na peça de trabalho. O método consiste em aplicar um agente de mancha (pó de chumbo vermelho) e, em seguida, colocar a superfície a ser raspada junto com uma ferramenta padrão ou peça de trabalho correspondente para lapidação. Após a lapidação, as partes salientes serão destacadas e poderão ser raspadas com um raspador. Esse método é chamado de spotting ou método de ponto de lapidação. Os agentes de manchas usados são pó de chumbo vermelho e óleo azul.
O pó de chumbo vermelho é dividido em dois tipos: óxido de chumbo (vermelho-alaranjado) e óxido de ferro (marrom-avermelhado). O pó de chumbo vermelho é moído em grânulos e misturado com óleo de máquina para uso, amplamente utilizado em peças de aço e ferro fundido. O óleo azul é uma mistura de pó azul, óleo de rícino e óleo de máquina apropriado, de cor azul escura, produzindo pontos de mancha pequenos e claros, usado principalmente para peças de precisão e metais e ligas não ferrosos.
Ao raspar, o agente de manchas pode ser aplicado à superfície da peça de trabalho ou à peça de calibração. O primeiro mostra o fundo vermelho com pontos pretos (pontos pretos são pontos altos) na superfície da peça de trabalho, sem brilho e de fácil visualização, adequado para raspagem de precisão. A segunda mostra apenas os pontos altos da superfície da peça, com pontos escuros que não são fáceis de ver claramente, mas os cavacos têm menos probabilidade de aderir à borda de corte, o que torna a raspagem conveniente, geralmente escolhida para raspagem grosseira.
O uso correto de agentes de manchas está intimamente relacionado à qualidade da raspagem. Para raspagem grosseira, ele deve ser misturado de forma mais fina e aplicado uniformemente na superfície da peça de trabalho, um pouco mais grosso para aumentar as manchas. Para uma raspagem de precisão, ele deve ser misturado de forma mais espessa e aplicado fina e uniformemente na superfície da peça, resultando em pontos mais finos, o que é benéfico para melhorar a precisão da raspagem durante a raspagem fina.
Ao usar os agentes de revestimento, é essencial manter a limpeza e evitar que partículas de areia, cavacos etc. arranhem a superfície da peça de trabalho. O fio de algodão usado para a aplicação de agentes de manchas deve ser envolto em lixa, e outras ferramentas de aplicação também devem ser mantidas limpas para garantir a precisão das manchas.
Os requisitos de qualidade para superfícies raspadas geralmente incluem precisão geométrica, precisão dimensional, precisão e ajuste de contato, rugosidade da superfície etc. Os métodos de inspeção comumente usados incluem os dois seguintes:
Uma moldura quadrada com um comprimento lateral de 25 mm é colocada na superfície a ser inspecionada, e a qualidade é indicada pelo número de pontos de contato dentro da moldura. O número de pontos de contato para várias precisões de contato plano é mostrado na Tabela 16.
Tabela 16 Número de pontos de contato para várias precisões de contato plano
| Tipo de avião | Número de pontos de contato/25mm×25mm | Exemplos de aplicativos |
| Plano geral | 2~5 | Superfícies de união fixas de peças mais ásperas |
| 5~8 | Superfície de união geral | |
| 8~12 | Superfícies da mesa da máquina, superfícies de referência geral, superfícies de guia da máquina-ferramenta, superfícies de junção de vedação | |
| 12~16 | Guias de máquinas-ferramenta e superfícies de guia, superfícies de referência de ferramentas, superfícies de contato de instrumentos de medição | |
| Plano de precisão | 16~20 | Guias e réguas para máquinas-ferramenta de precisão |
| 20~25 | Plana de grau 1, instrumentos de medição de precisão | |
| Plano de ultraprecisão | >25 | Plano de grau 0, guias de máquinas-ferramenta de alta precisão, instrumentos de medição de precisão |
Na raspagem de superfície curva, ela envolve principalmente a raspagem dos furos internos dos rolamentos deslizantes. O número de pontos de contato para diferentes precisões de vários rolamentos deslizantes é mostrado na Tabela 17.
Tabela 17 Número de pontos de contato para diferentes precisões de vários rolamentos deslizantes
| Diâmetro do rolamento/mm | Rolamentos do eixo principal de máquinas-ferramenta ou máquinas de precisão | Rolamentos para equipamentos de forjamento, máquinas em geral | Rolamentos para máquinas de energia, equipamentos metalúrgicos | ||||
| Alta precisão | Precisão | Comum | Importante | Comum | Importante | Comum | |
| Número de pontos de contato/25mm×25mm | |||||||
| ≤120 | 25 | 20 | 16 | 12 | 8 | 8 | 5 |
| >120 | 16 | 10 | 8 | 6 | 6 | 2 | |
Para superfícies de peças maiores, a planicidade e a retidão das guias da máquina-ferramenta são verificadas usando um nível de estrutura.
Algumas peças de trabalho também exigem a verificação da folga entre as superfícies de contato usando calibradores de folga de espessura específica. Para cilindros que suportam pressão, corpos de válvulas, etc., também são necessários testes de pressão de ar ou de pressão hidráulica.
A margem de raspagem é geralmente entre 0,05 e 0,4 mm. Para áreas de raspagem maiores, deixa-se uma margem maior. De modo geral, a precisão do processamento (retidão e planicidade) da peça de trabalho antes da raspagem não deve ser inferior à precisão do 9º grau especificada no padrão nacional de tolerâncias geométricas.
O processo geral de raspagem plana pode ser dividido em raspagem bruta, raspagem fina, raspagem de precisão e raspagem de padrão.
A raspagem grosseira envolve o uso de um raspador grosseiro para remover uniformemente uma camada mais espessa de metal da superfície raspada, a fim de remover rapidamente a superfície grosseira ou o excesso de permissão. Ao raspar, pode ser adotado um método de empurrar continuamente, com as marcas de raspagem formando tiras longas. A superfície raspada é nivelada de acordo com as condições de erro convexo e côncavo. O número necessário de pontos de contato para a raspagem bruta é de 2 a 3 pontos/25 mm×25 mm.
A raspagem fina envolve o uso de um raspador fino para remover pontos de pesquisa grandes e esparsos na superfície raspada, melhorando ainda mais a irregularidade da superfície raspada. É usado um método de raspagem curto, em que o comprimento da marca do raspador é aproximadamente a largura da borda de corte. À medida que o número de pontos de pesquisa aumenta, as marcas do raspador devem ser gradualmente encurtadas. Cada rodada de raspagem deve ser feita em uma direção específica, e a segunda rodada deve ser feita de forma cruzada para eliminar a direção original das marcas de raspagem. Caso contrário, os pontos de pesquisa aparecerão em uma distribuição listrada.
Para aumentar rapidamente o número de pontos de pesquisa, ao raspar os pontos, as áreas ao redor também podem ser raspadas. Dessa forma, quando os pontos mais altos forem removidos, os pontos altos secundários ao redor se tornarão visíveis rapidamente, acelerando o processo de raspagem.
Durante o processo de raspagem, deve-se tomar cuidado para evitar que o raspador se incline para não criar arranhões profundos na superfície raspada. À medida que o número de pontos de pesquisa aumenta gradualmente, o indicador deve ser aplicado de forma fina e uniforme. Após a lapidação, os pontos de pesquisa brilhantes (pontos duros) devem ser raspados com mais força, enquanto os pontos de pesquisa sem brilho (pontos macios) devem ser raspados com mais leveza, até que os pontos de pesquisa exibidos estejam uniformemente duros e macios.
A raspagem fina requer de 12 a 15 pontos de contato por área de 25 mm × 25 mm.
Ao raspar, use uma ferramenta de raspagem fina com um método de raspagem pontual, em que o comprimento da marca da ferramenta seja de cerca de 5 mm. Ao fazer a raspagem fina, preste atenção: abaixe levemente a ferramenta e levante-a rapidamente ao terminar. Raspar apenas uma vez em cada ponto de esmerilhamento, não repetir, e sempre raspar em um padrão cruzado.
Quando os pontos de contato aumentam para mais de 20 pontos/(25 mm×25 mm), os pontos de esmerilhamento podem ser divididos em três categorias: raspar completamente os pontos mais brilhantes; raspar um pequeno pedaço da parte superior dos pontos médios; deixar os pontos pequenos sem raspar. Nas três últimas passadas, as marcas cruzadas da ferramenta devem ser consistentes em tamanho e bem organizadas para que a superfície raspada tenha uma boa aparência.
Durante a raspagem fina, deve-se dar atenção especial à limpeza. Ao lapidar, as impurezas no meio geralmente causam linhas finas ou arranhões profundos na superfície raspada, dificultando muito os reparos e, às vezes, resultando em sucata.
A largura da marca da ferramenta pode refletir a profundidade da raspagem, portanto, o controle da largura da marca da ferramenta pode controlar a profundidade da raspagem. Para raspagem grosseira, a largura da marca da ferramenta deve ser de 2/3 a 3/4 do comprimento da lâmina; para raspagem fina, deve ser de 1/3 a 1/2, e para raspagem de precisão, deve ser ainda mais estreita. Marcas de ferramenta muito largas também afetarão o número de pontos de contato por unidade de área.
Se houver furos ou furos roscados na superfície raspada, controle o raspador para evitar raspar diretamente sobre a abertura do furo para evitar rebaixá-la. Se houver uma moldura estreita na superfície raspada, preste atenção para manter o ângulo entre a direção da raspagem e a borda estreita menor que 30° para evitar raspar a borda estreita muito baixo.
Os objetivos da raspagem decorativa são: primeiro, puramente para a estética da superfície raspada; segundo, para criar boas condições de lubrificação entre superfícies relativamente deslizantes e também para avaliar o grau de desgaste no plano com base no desaparecimento do padrão. Para peças com requisitos de alta precisão de contato e muitos pontos de contato necessários, os padrões de blocos grandes não devem ser raspados; caso contrário, não será possível obter a precisão de raspagem necessária.
1) Marcas côncavas profundas na superfície raspada
O motivo é que o arco da borda de corte do raspador é muito pequeno e a pressão durante a raspagem é alta, resultando em marcas de ferramenta muito profundas, ou é aplicada uma força desigual durante a raspagem bruta, fazendo com que o raspador se incline.
2) Marcas de vibração
Ao raspar repetidamente em uma direção ou ao raspar peças de aço, se o ângulo da cunha do raspador for muito pequeno e o ângulo frontal for muito grande, ocorrerão marcas de vibração.
3) Marcas de rasgo na superfície
Se a rugosidade da superfície da borda de corte do raspador for alta, se houver microfissuras ou se a estrutura metalográfica na borda se tornar grosseira devido à temperatura excessiva de têmpera, isso causará marcas de raspagem regulares em forma de faixa na superfície raspada.
4) Arranhões na superfície
Isso é causado por indicador sujo, impurezas misturadas ou partículas de areia, cavacos e outras impurezas durante o processo de ponto de moagem.
5) Erros de precisão da forma
Se a pressão for desigual ao lapidar os pontos de esmerilhamento, se a peça de trabalho se sobressair muito da peça de referência, se a massa da peça de trabalho for assimétrica, se não forem tomadas medidas durante os pontos de esmerilhamento, se forem produzidos pontos altos falsos, se a raspagem for feita de acordo com os pontos altos falsos ou se o erro da peça de referência for muito grande, isso resultará em um formato impreciso da superfície raspada.
A lapidação é um processo que utiliza ferramentas de lapidação e abrasivos para remover uma camada extremamente fina de metal da superfície da peça de trabalho, proporcionando à superfície da peça dimensões exatas, precisão geométrica e alta qualidade de superfície.
A lapidação é um processo de acabamento amplamente utilizado na fabricação de ferramentas, medidores (medidores de encaixe de chaveta) e máquinas de precisão.
As ferramentas de lapidação são ferramentas padrão que determinam a forma geométrica da superfície da peça de trabalho durante a lapidação. Elas podem ser fabricadas em diferentes tamanhos cilíndricos, cônicos, em forma de anel, etc., conforme necessário. Para o brunimento, é necessário que a forma geométrica da ferramenta de brunimento seja a mais consistente possível com a peça de trabalho, e a superfície deve ser lisa e sem rachaduras.
Durante o brunimento, a dureza da superfície da ferramenta de brunimento deve ser ligeiramente inferior à da peça de trabalho que está sendo brunida. Isso permite que as minúsculas partículas abrasivas do composto de brunimento se incorporem fácil e uniformemente à superfície da ferramenta de brunimento. Essas partículas finas têm alta dureza e formam várias bordas de microcorte para realizar o microcorte na superfície da peça de trabalho. Por outro lado, se as partículas se incorporarem à superfície da peça, elas cortarão a ferramenta de lapidação durante a lapidação.
No entanto, a ferramenta de lapidação não deve ser muito macia, caso contrário, as partículas abrasivas se incorporarão completamente à ferramenta de lapidação e perderão seu efeito de lapidação. A estrutura do material da ferramenta de brunimento deve ser fina e uniforme, com baixa deformação, certa elasticidade e boa resistência ao desgaste para garantir que a peça de trabalho brunida atinja alta precisão dimensional e de forma e baixa rugosidade de superfície.
Os materiais comuns para ferramentas de lapidação incluem ferro fundido cinzento, ferro fundido nodular e também podem ser usados aço macio, cobre, metal Babbitt e chumbo. Os dois últimos são usados principalmente para polir eixos de precisão feitos de ligas de cobre ou lapidar peças macias.
1) Ferro fundido cinza
O melhor material para ferramentas de lapidação, tem boas propriedades de lubrificação, alta eficiência de lapidação, é econômico e tem baixo desgaste. É particularmente adequado para lapidação fina, e o uso de ferro fundido com alto teor de fósforo pode alcançar uma rugosidade de superfície muito baixa. A composição do ferro fundido usado como material da ferramenta de lapidação é mostrada na Tabela 18.
Tabela 18 Composição dos materiais da ferramenta de lapidação de ferro fundido
| Composição do material de ferro fundido para lapidação de precisão (fração de massa) | Composição do material de ferro fundido para lapidação de desbaste geral (fração de massa) | ||
| Carbono | 2,7%~3,0% | Carbono | 0,35%~3,7% |
| Manganês | 0,4%~0,7% | Manganês | 0,4%~0,7% |
| Antimônio | 0,45%~0,55% | Antimônio | 0,45%~0,55% |
| Silício | 1.3%~1.8% | Silício | 1.5%~2.2% |
| Fósforo | 0,65%~0,7% | Fósforo | 0,1%~0,15% |
2) Aço macio
Ele tem maior resistência do que o ferro fundido cinzento, não é facilmente quebrado ou deformado e é frequentemente usado para lapidar roscas e pequenos orifícios (diâmetro de 8 mm ou menos).
3) Cobre
Usado principalmente para lapidação grosseira com folgas maiores.
4) Chumbo
Adequado para polir metais macios.
Os compostos de lapidação são feitos pela mistura de abrasivos (pós de lapidação) e fluidos de lapidação. As séries de abrasivos comumente usadas e suas aplicações são mostradas na Tabela 19.
Tabela 19: Séries e aplicações de abrasivos comumente usados
| Série | Nome do abrasivo | Código | Características | Faixa aplicável |
| Corindo | Corindo marrom | A | Cor marrom. Alta dureza, alta resistência e baixo custo | Lapidação áspera e fina de aço, ferro fundido, latão |
| Corindo branco | WA | Cor branca. Maior dureza do que o corindo marrom, menor tenacidade do que o corindo marrom | Lapidação fina de aço endurecido, aço de alta velocidade, aço de alto carbono e peças de paredes finas | |
| Cromo corundum | PA | Cor vermelho-rosa ou vermelho-púrpura. Maior resistência do que o corindo branco, boa suavidade de moagem | Lapidação de ferramentas de medição, peças de instrumentos e superfícies de alta precisão | |
| Corindo de cristal único | SA | Cor amarela clara ou branca. Maior dureza e resistência do que o corindo branco | Aço inoxidável resistente ao desgaste, aço rápido com alto teor de vanádio e outros materiais de alta resistência e alta tenacidade | |
| Carbetos | Carbeto de silício preto | C | Preto com brilho. Maior dureza do que o corindo branco, frágil e afiado, boa condutividade térmica e elétrica | Lapidação de ferro fundido, latão, alumínio, materiais refratários e materiais não metálicos |
| Carbeto de silício verde | GC | Cor verde. Maior dureza e fragilidade do que o carbeto de silício preto, com boa condutividade térmica e elétrica | Moagem de ligas duras, pedras preciosas de cromo duro, cerâmica, vidro e outros materiais duros | |
| Carbeto de boro | BC | Preto-acinzentado. Dureza inferior apenas à do diamante, boa resistência ao desgaste | Retificação fina e polimento de ligas duras, pedras preciosas artificiais e outros materiais duros | |
| Diamante | Diamante sintético | JR | Incolor e transparente ou amarelo-claro, amarelo-esverdeado ou preto. Alta dureza, mais frágil que o diamante natural, superfície áspera | Retificação grossa e fina de ligas duras, pedras preciosas artificiais, semicondutores e outros materiais frágeis de alta dureza materiais |
| Diamante natural | JT | Maior dureza, caro | ||
| Outros | Óxido de ferro | - | Vermelho a vermelho escuro, mais macio que o óxido de cromo | Lixamento fino ou polimento de aço, ferro, vidro e outros materiais |
| Óxido de cromo | - | Verde profundo |
Os grãos abrasivos são divididos em grãos grossos e pós finos de acordo com o tamanho da partícula, com os grãos grossos marcados de F4 a F220 e os pós finos marcados de F230 a F2000 (medidos pelo método de sedimentação fotoelétrica). O tamanho do grão deve ser selecionado de acordo com a precisão necessária e a rugosidade da superfície da peça de trabalho durante a moagem. As marcações comuns de tamanho de grão de pó de moagem são mostradas na Tabela 20.
Tabela 20 Marcas e aplicações comuns de tamanho de grão de pó de moagem
| Marcação do tamanho do grão do pó de moagem | Processo de moagem categoria | Rugosidade de superfície alcançável Ra/μm |
| F100~F220 | Usado para o processo de moagem inicial | - |
| F280~F360 | Usado para o processo de moagem grossa | 0.2~0.1 |
| F400~F600 | Usado para o processo de moagem semi-grossa | 0.1~0.05 |
| F800~F2000 | Usado para o processo de moagem fina | <0.05 |
A função do fluido de moagem é distribuir uniformemente o pó de moagem, resfriar e lubrificar e formar uma película de óxido na superfície de trabalho, acelerando assim o processo de moagem. Os fluidos de esmerilhamento comuns incluem o óleo de máquina nº 15 ou nº 32, e uma mistura de 1 parte de óleo de máquina e 3 partes de querosene é frequentemente usada no esmerilhamento fino. O querosene é usado principalmente para velocidade de esmerilhamento rápida e esmerilhamento bruto em que os requisitos de rugosidade da superfície não são altos. A banha de porco é mais adequada para o esmerilhamento fino.
Além disso, a adição de quantidades adequadas de cargas, como parafina e cera de abelha, e ácido oleico altamente viscoso e fortemente oxidante, ácidos graxos, ácido esteárico, etc., ao fluido de moagem pode proporcionar melhores resultados.
Ao retificar, a margem de retificação não deve ser muito grande; caso contrário, aumentará o tempo de retificação. Geralmente, uma margem de retificação de 0,005 a 0,03 mm é adequada. Para peças de trabalho grandes ou de alta precisão, a margem pode ser maior. A retificação é dividida em retificação manual e retificação mecânica.
Na retificação manual, para garantir um corte uniforme em todas as partes da superfície da peça, deve-se selecionar uma trajetória de movimento razoável. Isso afeta diretamente a eficiência do esmerilhamento, a qualidade da superfície da peça e a vida útil da ferramenta de esmerilhamento. As trajetórias de movimento de esmerilhamento manual geralmente adotam vários tipos, como linhas retas, espirais, formas de figura 8 e pseudofigura 8, conforme mostrado na Figura 34.
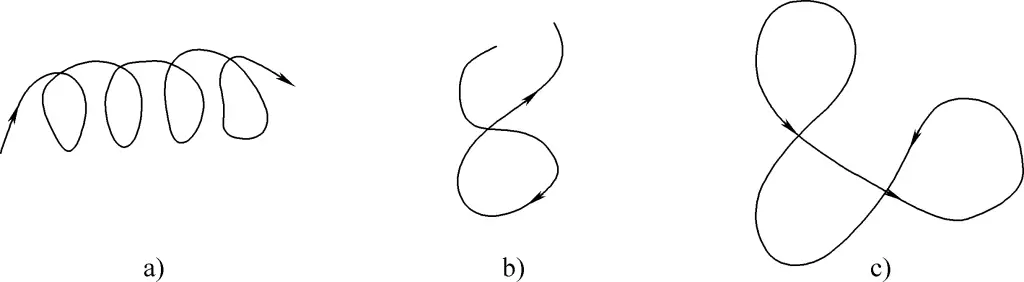
a) Forma espiral
b) Forma da figura 8
c) Forma de pseudo-figura 8
A trajetória de movimento de retificação em linha reta pode obter maior precisão geométrica, adequada para superfícies planas estreitas e longas com degraus, mas é difícil obter pequenos valores de rugosidade de superfície. A trajetória de movimento em espiral é usada para retificar as faces finais de peças cilíndricas e pode obter maior qualidade de superfície. As trajetórias de movimento de retificação da figura 8 ou pseudo-figura 8 são usadas para retificar peças pequenas e planas, o que pode manter um contato uniforme entre as duas superfícies que estão sendo retificadas, o que contribui para melhorar a qualidade da retificação.
O esmerilhamento de superfícies cilíndricas geralmente é feito pela combinação de esmerilhamento manual com esmerilhamento mecânico. As ferramentas de retificação incluem anéis e hastes de retificação.
A qualidade da superfície da peça após a retificação não só está intimamente relacionada à seleção adequada de abrasivos e à racionalidade do processo de retificação, mas também é diretamente afetada pela atenção dada à limpeza durante a retificação. Se a limpeza não for mantida, isso pode causar pequenas manchas ou arranhões profundos e graves na peça de trabalho. Portanto, durante todo o processo de esmerilhamento, deve-se dar atenção especial à limpeza para evitar danos à superfície da peça.
A conexão de duas ou mais peças de trabalho usando rebites é chamada de rebitagem. Em geral, a rebitagem é dividida em dois tipos: rebitagem móvel e rebitagem fixa.
Rebitagem móvel: As peças conectadas ainda podem se mover umas em relação às outras. Os exemplos incluem ferramentas como tesouras e bússolas. Rebitagem fixa: As peças conectadas são relativamente fixas umas às outras, formando uma conexão rígida. De acordo com diferentes propósitos e requisitos, a rebitagem fixa pode ser dividida em:
1) Rebitagem forte (rebitagem rígida): Usada para estruturas que exigem resistência suficiente e suportam grandes forças. Os exemplos incluem treliças de telhado, pontes e guindastes.
2) Rebitagem forte e firme: Aplicada a contêineres selados de baixa pressão e a vários dutos de líquido e gás. Os contêineres rebitados por esse método podem suportar apenas pequenas pressões uniformes, mas as juntas exigem uma vedação muito firme para evitar vazamento de gás ou líquido. Os exemplos incluem tanques de gás, tanques de água e tanques de óleo. Esse tipo de rebitagem é caracterizado por rebites pequenos e densamente dispostos, e folhas de borracha ou outros enchimentos são frequentemente adicionados às costuras dos rebites para melhorar a vedação.
3) Rebitagem rígida e estanque: Esse tipo de rebitagem pode suportar pressões maiores e requer juntas muito apertadas, impedindo o vazamento de líquidos ou gases mesmo sob alta pressão. É usado para vasos de alta pressão (como caldeiras a vapor, tanques de ar comprimido) e outros contêineres de alta pressão.
De acordo com os diferentes métodos de rebitagem, a rebitagem também pode ser dividida nos três tipos a seguir:
1) Rebitagem a frio: Durante a rebitagem, o rebite não precisa ser aquecido e é diretamente revolvido para formar a cabeça do rebite. O material do rebite usado para a rebitagem a frio deve ter alta plasticidade. Rebites de aço com diâmetros inferiores a 8 mm podem ser rebitados usando o método de rebitagem a frio.
2) Rebitagem a quente: O aquecimento de todo o rebite a uma determinada temperatura antes da rebitagem é chamado de rebitagem a quente. Isso ocorre porque o rebite tem maior plasticidade quando aquecido e é mais fácil de moldar. Além disso, a haste do rebite se contrai quando resfriada, aumentando a resistência da junta. Na rebitagem a quente, o diâmetro do orifício do rebite deve ser aumentado em 0,5 a 1 mm para permitir que o rebite aquecido e expandido seja facilmente inserido no orifício. Os rebites de aço com diâmetros maiores que 8 mm são, em sua maioria, rebitados a quente.
3) Rebitagem mista: Somente a extremidade da cabeça do rebite é aquecida durante a rebitagem. Para rebites longos e finos, esse método pode evitar que a haste do rebite se dobre sob a força de rebitagem, o que, de outra forma, impediria a rebitagem normal.
Os formatos dos rebites são mostrados na Figura 35, incluindo rebites de cabeça redonda, cabeça chata cônica, cabeça chata, cabeça chata escareada e rebites ocos, além de tipos mais novos, como rebites cegos e rebites de pino de acionamento.
Os rebites são geralmente feitos de alumínio, mas também estão disponíveis rebites de aço e cobre. Em geral, os rebites de aço são usados para rebitagem móvel e rebitagem de alta resistência.
As ferramentas de rebitagem manual comuns incluem martelos, punções de pressão, ferramentas de encaixe e barras de reforço. Atualmente, também existem máquinas de rebitagem especializadas.
1) Punção de pressão
Conforme mostrado na Figura 36a, depois que o rebite é inserido no furo, o martelo bate no punção de pressão para pressionar as peças de trabalho firmemente juntas, evitando que a situação mostrada na Figura 36b ocorra.
2) Ferramenta de encaixe e barra de suporte
Conforme mostrado na Figura 37, as partes de trabalho do molde da tampa e do molde inferior são côncavas. O formato côncavo deve ser feito de acordo com o formato da cabeça do rebite usado, geralmente uma superfície esférica côncava, e endurecido e polido. Durante a rebitagem, a matriz da tampa é usada para formar uma cabeça de rebite completa, enquanto a matriz inferior é usada para segurar a outra extremidade da cabeça do rebite para evitar a deformação. A haste da matriz inferior é transformada em uma superfície plana e pode ser fixada em um torno de bancada.
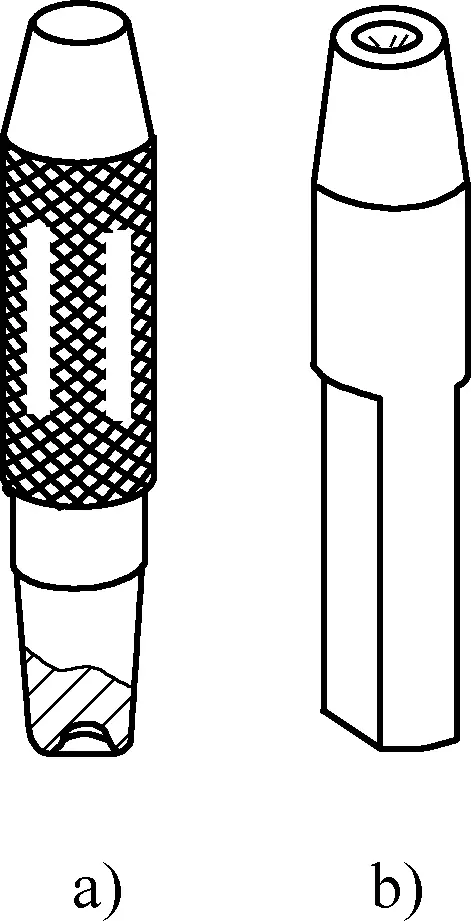
a) Matriz de tampa
b) Matriz inferior
Agora, algumas peças de pequeno e médio porte podem ser rebitadas em uma máquina de rebitagem. A potência da máquina de rebitagem é obtida por meio do sistema hidráulico. O método de aplicação de força do punção superior é girar e pressionar a cabeça do rebite em torno do centro da máquina de rebitagem. Ao instalar diferentes punções, vários tipos de rebites podem ser unidos. A qualidade da rebitagem é mais estável e eficiente em comparação com a rebitagem manual.
O diâmetro do rebite é determinado com base na espessura da peça de trabalho a ser rebitada, geralmente considerada como 1,8 vezes a espessura da peça de trabalho e, em seguida, arredondada para um diâmetro padrão. Ele também pode ser selecionado de acordo com a Tabela 21.
Tabela 21 Seleção do diâmetro do rebite (unidade: mm)
| Espessura calculada do componente | 9.5~12.5 | 13.5~18.5 | 9~24 | 24.5~28 | 28.5~31 |
| Diâmetro do rebite | 19 | 22 | 25 | 28 | 31 |
Os diâmetros de rebite padrão podem ser selecionados de acordo com a Tabela 22.
Tabela 22 Diâmetros de rebite padrão (unidade: mm)
| Rebite Diâmetro | Nominal Diâmetro | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 13.0 | 16.0 |
| Tolerância | ±0.1 | +0.2 -0.1 | +0.3 -0.2 | +0.4 -0.2 | ||||||||
Para determinar o comprimento do rebite a ser usado, além de considerar a espessura das peças conectadas, o material restante para formar a cabeça do rebite deve ser suficiente para fazer uma cabeça de rebite completa. O comprimento do rebite pode ser calculado usando a seguinte fórmula:
Onde
Para a rebitagem fixa, o diâmetro do furo é selecionado de acordo com a Tabela 23. Um diâmetro de furo menor resulta em uma conexão de rebite mais firme, mas torna a inserção do rebite mais difícil; um diâmetro de furo maior pode fazer com que a peça de trabalho se solte facilmente. Em trabalhos práticos, geralmente é suficiente fazer um furo com uma broca do mesmo tamanho do diâmetro do rebite.
Para rebitagem móvel, o diâmetro do furo deve ser adequadamente ampliado.
Tabela 23 Diâmetros de rebite padrão e diâmetros de furo (unidade: mm)
| Diâmetro nominal | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| Diâmetro do furo | Ajuste de precisão | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 |
| Ajuste grosseiro | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 | |
Etapas da rebitagem: Fazer furos na peça de trabalho (o método de processamento ideal é fazer furos com as peças de trabalho conectadas juntas) → Inserir o rebite → Segurar a extremidade inferior do rebite com uma matriz inferior, usar um punção de pressão para fazer com que as peças de trabalho se encaixem firmemente → Usar um martelo para formar uma forma áspera → Usar uma matriz de tampa para formar uma cabeça de rebite completa.
Nas peças de trabalho, as barras redondas são frequentemente usadas como rebites, exigindo a formação de duas cabeças de rebite.
As etapas de rebitagem são semelhantes às dos rebites de cabeça redonda (o ângulo de escareamento é geralmente de 90°). A saber: Insira o rebite → Use o punção de pressão para fazer com que as peças de trabalho se encaixem firmemente → Use o martelo para rebitar → Forme as cabeças do rebite em ambas as extremidades → Achate as cabeças do rebite.
Insira o rebite oco no orifício, use um centro descartado ou um punção de amostra para perfurar primeiro a extremidade do rebite, fazendo com que o orifício do rebite se expanda e se encaixe firmemente no orifício da peça de trabalho e, em seguida, use um punção especialmente feito para fazer com que a cabeça do rebite se encaixe firmemente na peça de trabalho.
Na rebitagem de conexões móveis, a força de impacto do martelo não deve ser muito forte. Verifique regularmente a rotação relativa das peças de trabalho. Se a rebitagem estiver muito apertada, coloque uma extremidade do rebite em uma almofada com um orifício, use um martelo para golpear a cabeça do rebite na outra extremidade algumas vezes, adicione um pouco de óleo lubrificante e gire as peças de trabalho uma em relação à outra algumas vezes.
Devido à baixa eficiência e à alta intensidade de trabalho da rebitagem manual, os métodos de rebitagem mecânica são frequentemente usados na produção em massa. Ele utiliza principalmente pistolas de rebite mecanizadas e máquinas de rebitagem para a rebitagem.
A operação de dobrar barras, tiras, chapas, tubos e vários perfis no formato desejado é chamada de dobra.
Para que os materiais possam ser dobrados, eles devem ter um certo grau de plasticidade.
Durante o processo de flexão, a forma do material muda sob a ação da força, e as propriedades do material também mudam. O material se torna mais duro e mais frágil, um fenômeno conhecido como endurecimento por trabalho a frio (por exemplo, se um fio de chumbo for dobrado para frente e para trás várias vezes, a parte dobrada do fio se tornará mais dura). O fenômeno de endurecimento por trabalho a frio dos materiais pode ser eliminado por meio do tratamento de recozimento.
Ao dobrar, se o desenho não indicar o comprimento desdobrado, ele precisa ser calculado antes de cortar e dobrar. Durante a flexão, a camada externa do material se estica, enquanto o lado interno é comprimido e encurtado. O comprimento da camada intermediária do material permanece inalterado, e essa camada é chamada de camada neutra. Normalmente, os montadores calculam o comprimento do material com base na camada neutra.
Exemplo Suponha que haja uma barra de aço plana com 4 mm de espessura e 12 mm de largura, usada para fazer uma peça de trabalho com vários ângulos retos, conforme mostrado na Figura 38. Calcule o comprimento do material L.
Solução L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
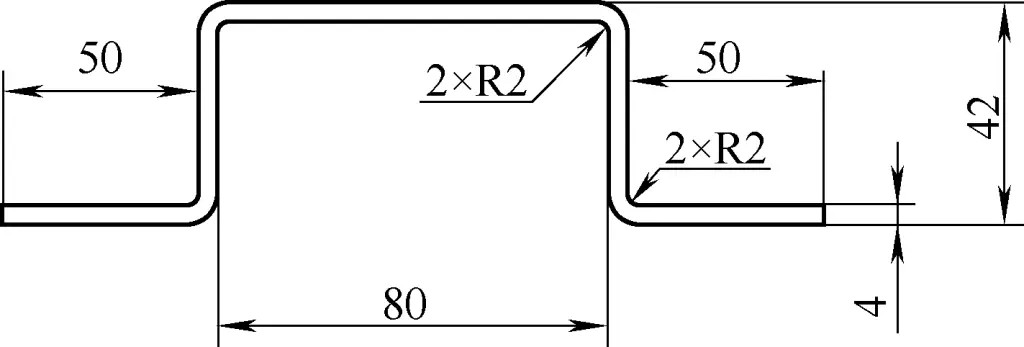
O método para dobrar ângulos retos é primeiro marcar a linha de dobra e, em seguida, prender a peça de trabalho em um torno de bancada com a linha nivelada com as garras do torno e ambos os lados perpendiculares às garras. Use um martelo para golpear a base da peça de trabalho para formar um ângulo reto. Se as garras do torno forem mais curtas do que a linha de dobra da peça de trabalho, um ferro em ângulo reto pode ser usado como acessório para segurar a peça de trabalho.
Para materiais de chapa fina, um martelo de madeira pode ser usado para martelar; para materiais de chapa mais grossa com bordas mais curtas a serem dobradas, um bloco de madeira dura pode ser usado como amortecedor antes de martelar; se os requisitos de qualidade da superfície da peça de trabalho não forem altos, o martelo pode ser usado diretamente. Ao martelar, bata próximo ao ponto de dobra da curvatura, e não na extremidade superior do material. Para dobrar uma peça de trabalho como mostrado na Figura 39, siga estas etapas:
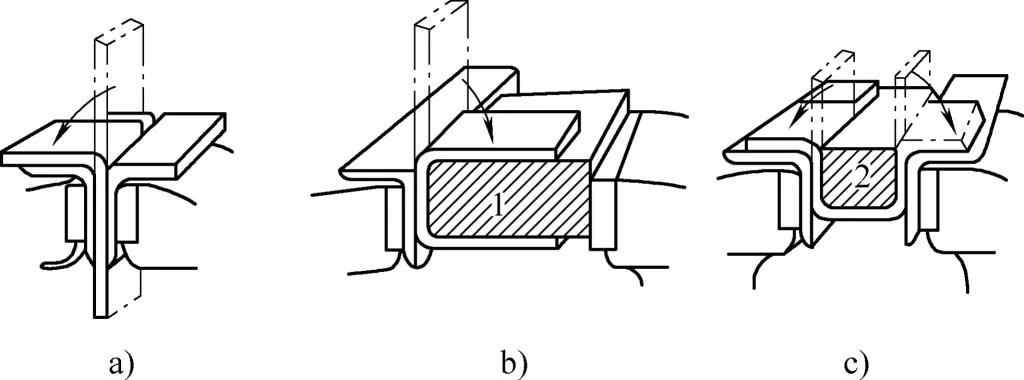
O método para dobrar peças de trabalho em forma de arco é mostrado na Figura 40, onde as setas indicam os pontos de martelamento. As setas mais longas indicam que a força de martelamento deve ser maior e os pontos de martelamento devem estar mais próximos uns dos outros; as setas mais curtas indicam que a força de martelamento deve ser menor e os pontos de martelamento devem estar mais espaçados.
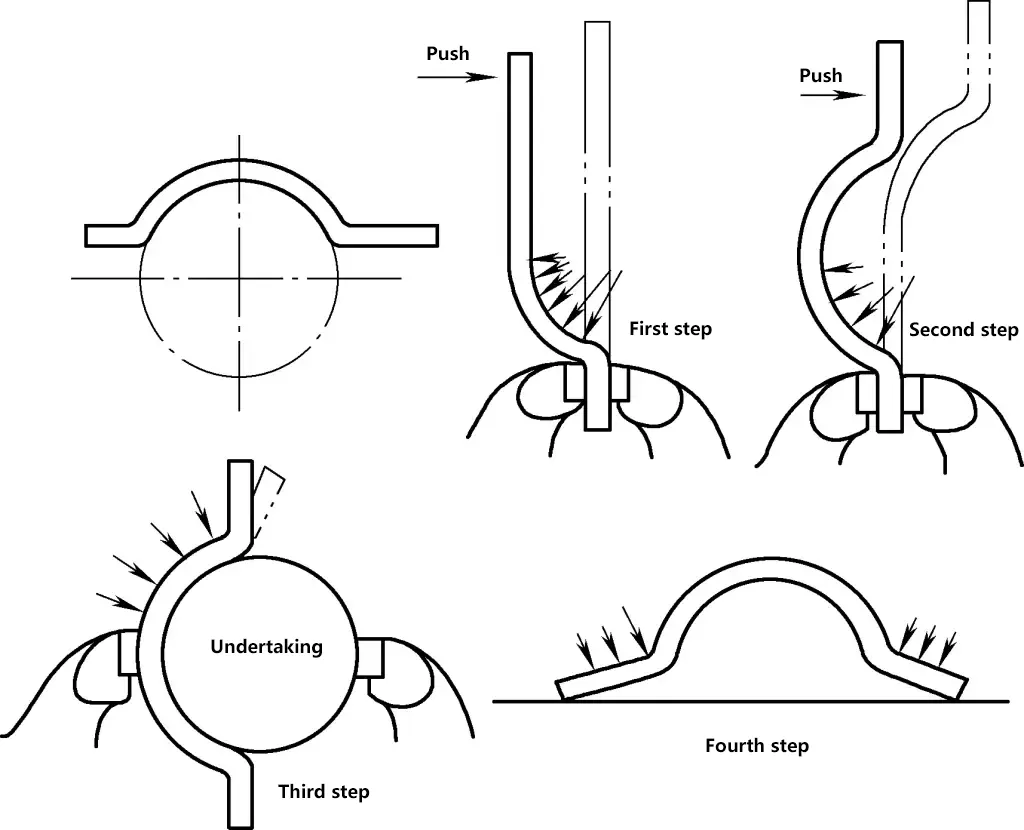
Quando o diâmetro interno do tubo for grande (maior que 10 mm), use o método de preenchimento do tubo com areia, conforme mostrado na Figura 41a. Antes de dobrar, encha o tubo com areia seca (bata na parede do tubo continuamente durante o enchimento para garantir a compactação) e tampe as duas extremidades com rolhas de madeira. Se o tubo tiver uma costura, coloque a costura na posição de camada neutra, conforme mostrado na Figura 41b.
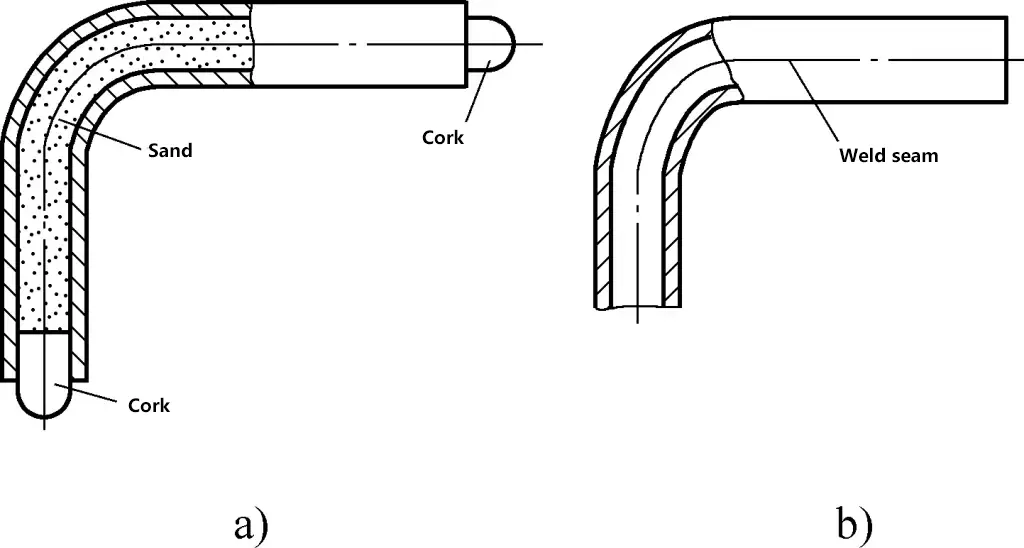
É melhor dobrar os tubos usando um curvatura de tubos ferramenta. O raio da ranhura do arco na mesa giratória e o suporte da ferramenta de dobra de tubos devem ser determinados pelo diâmetro externo do tubo que está sendo dobrado, enquanto o tamanho da mesa giratória deve ser baseado no raio de curvatura. Ao usar, insira o tubo na ranhura do arco, enganche o tubo com o gancho e, em seguida, opere a alça para dobrar.
Devido ao armazenamento, ao transporte, ao processamento, ao tratamento térmico e a outros motivos, os materiais em chapa, o aço quadrado, o aço redondo e outras peças geralmente desenvolvem defeitos, como flexão, empenamento ou torção. O processo de usar um martelo ou determinadas máquinas para eliminar a deformação e restaurar o estado original de peças ou materiais empenados é chamado de endireitamento.
O material a ser endireitado deve ter uma certa plasticidade; materiais frágeis não são adequados para o endireitamento.
Os métodos de endireitamento comumente usados incluem flexão reversa direta, alongamento e pressão.
1) Método de flexão reversa direta
O método de dobramento reverso direto envolve o endireitamento direto da parte deformada do material. Esse método é adequado para endireitar o estoque de barras.
No caso de barras torcidas, use uma chave inglesa para restaurá-las diretamente, conforme mostrado na Figura 42. Ao endireitar, prenda a peça de trabalho em uma morsa de bancada e use uma chave especial para torcer a barra de aço de volta à sua forma original. Para o estoque de barras dobradas, use o método mostrado na Figura 43 para endireitar a peça dobrada diretamente.
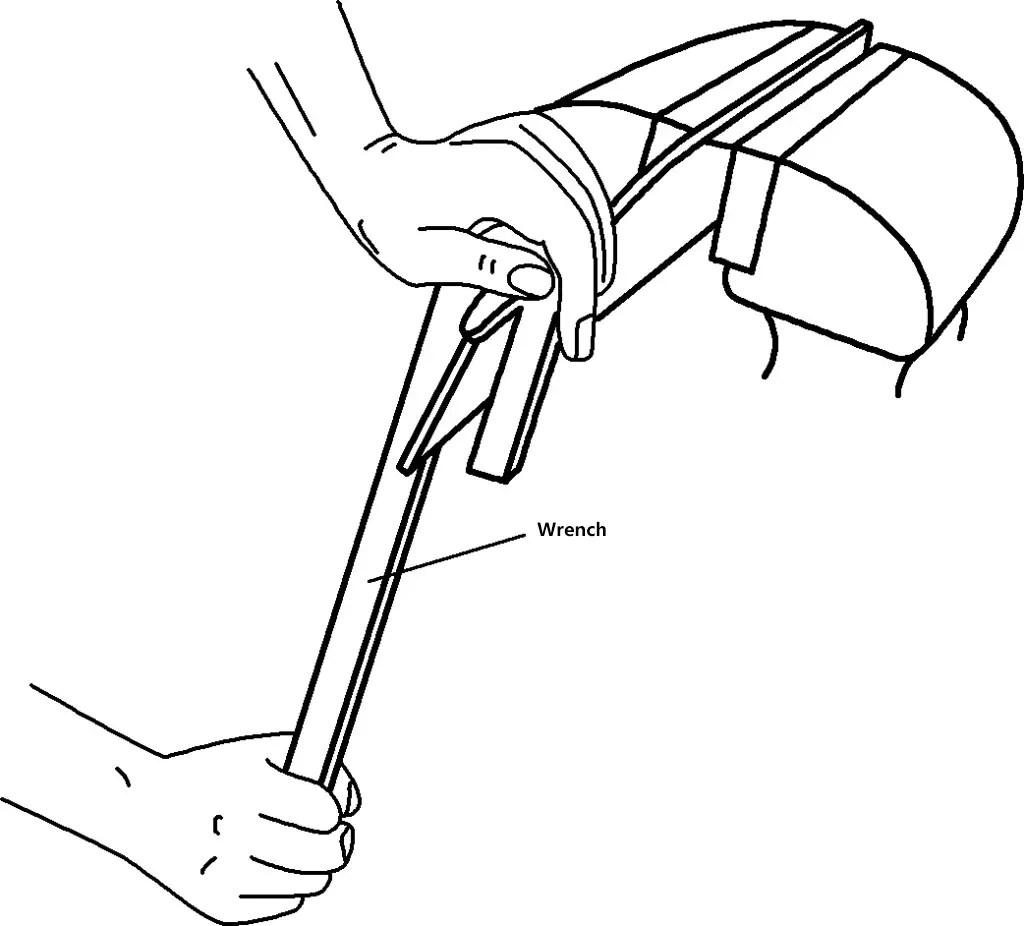
Ao usar o método mostrado na Figura 43a, o torno de bancada deve ser fixado próximo à parte dobrada da barra para evitar a ocorrência de várias dobras. Depois de endireitar levemente a barra com uma chave inglesa, prenda-a reta nas garras do torno (Figura 43b) e, em seguida, coloque-a em uma placa plana e continue martelando-a reta (Figura 43c).
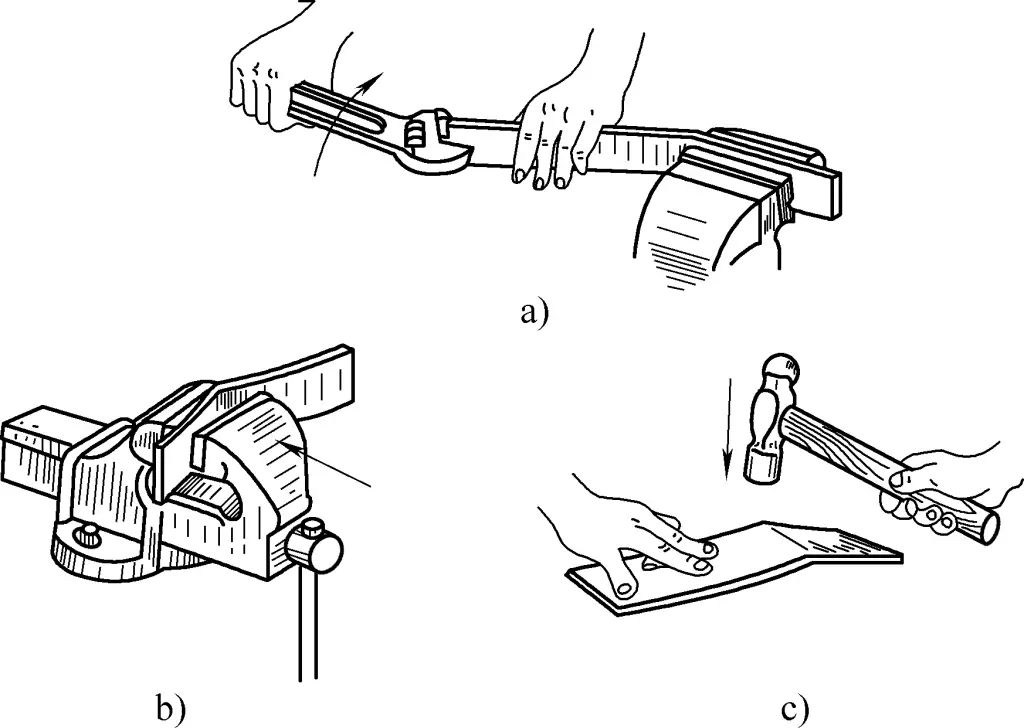
2) Método de alongamento
O método de alongamento envolve martelar determinadas partes do material para alongar e expandir o material sob a área martelada, atingindo assim o objetivo de endireitar a parte deformada.
3) Método de prensagem
O método de prensagem é frequentemente usado para endireitar eixos curvados. Os eixos finos podem ser endireitados com uma prensa de parafuso manual, enquanto os eixos de diâmetro maior usam uma prensa de parafuso manual. prensa hidráulica. Apoie o eixo em dois blocos em V, com os blocos em V não muito afastados. Use um relógio comparador para encontrar o ponto de curvatura e, em seguida, gire o parafuso da prensa ou use a prensa hidráulica para pressionar o ponto mais alto do eixo. Continue pressionando e medindo até que ele fique reto.
4) Método de alongamento
Materiais de arame fino dobrados podem ser endireitados usando o método de estiramento, conforme mostrado na Figura 44. Ao endireitar, prenda uma extremidade do arame em um torno de bancada, enrole o arame em torno de um bloco de madeira redondo próximo às garras do torno, puxe o bloco de madeira para trás com a mão esquerda e endireite o arame com a mão direita, esticando-o.
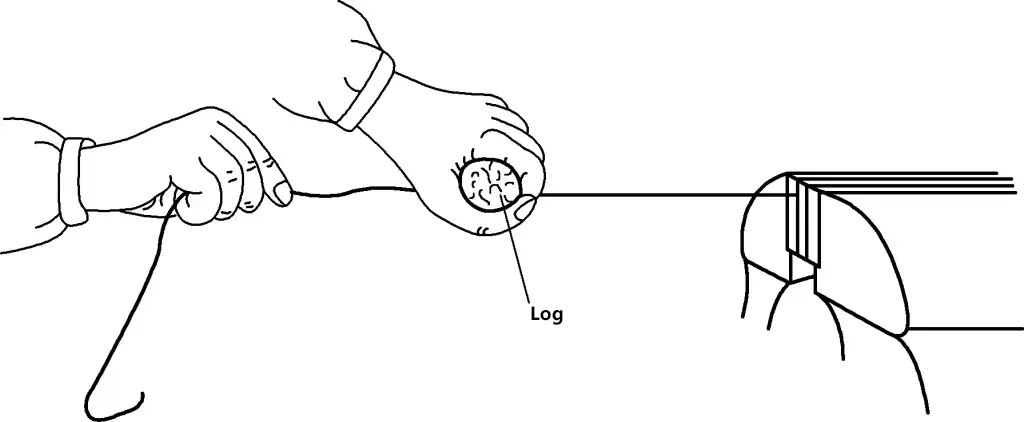
Chapas de metal finas empenadas podem ser aplainadas com um martelo de madeira. No caso de chapas mais finas, você pode colocar a chapa metálica deformada em uma placa plana, pressionar uma extremidade da chapa com a mão esquerda e usar a mão direita para segurar um bloco de madeira plano contra a chapa metálica deformada, achatando-a com força para fora.







