Guia essencial para máquinas de corte: Tipos, usos e muito mais
Como cortar chapas metálicas de forma eficiente, com precisão e facilidade? A resposta está na versátil máquina de corte. Este guia se aprofunda nos diferentes tipos de máquinas de corte, seus usos e parâmetros técnicos. Você descobrirá como essas máquinas funcionam, desde o corte com lâmina plana até a tecnologia CNC, aprimorando sua compreensão dos processos de corte de metal. Se você trabalha com manufatura, construção ou metalurgia, este artigo fornece informações essenciais para a escolha da máquina de corte certa para suas necessidades.
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
Nos setores industriais que utilizam extensivamente chapas metálicas, é necessário cortar as chapas de acordo com os requisitos de tamanho, o que faz da máquina de corte o equipamento de corte de chapas mais amplamente utilizado em vários setores industriais.
Nos últimos anos, a pesquisa e a produção de máquinas de corte na China se desenvolveram rapidamente, com atualizações contínuas na estrutura e uma gama gradualmente completa de variedades e especificações. De pequeno a grande porte, o tamanho de corte de 1 mm × 1000 mm a 40 mm × 4000 mm formou uma série completa de padrões de parâmetros de máquinas de corte, sendo que a maior especificação produziu uma máquina de corte de transmissão mecânica de 50 mm × 3200 mm.
Para atender às necessidades especiais do setor, foram produzidas máquinas de corte largo de 13 mm × 16.000 mm e tesouras de laminação de 25 mm × 12.000 mm, e o nível de projeto e fabricação tem sido continuamente aprimorado. Além do desenvolvimento da transmissão mecânica para máquinas de corte de pequeno e médio porte de acordo com as necessidades do usuário, desde a década de 1960, a transmissão hidráulica tem sido gradualmente adotada para máquinas de corte de médio e grande porte.
Além disso, as máquinas de cisalhamento de viga oscilante, as máquinas de cisalhamento de dois propósitos reto e chanfrado e as máquinas de dobra e cisalhamento de chapas foram todas desenvolvidas de acordo com a necessidade, e suas estruturas estão sendo continuamente aprimoradas para aumentar a precisão do cisalhamento e o nível de automação, a fim de expandir sua gama de uso e melhorar a eficiência da produção.
I. Usos e classificação das máquinas de corte
O máquina de corte pertence à categoria de máquinas de corte em linha reta, usadas principalmente para cortar as bordas retas de vários tamanhos de chapas de metal. Usando o dispositivo de parada de material traseiro ou dianteiro, a chapa metálica pode ser cortada em um comprimento fixo. Quando a placa de parada de material traseira é levantada, o cisalhamento de qualquer comprimento pode ser realizado. A maior parte do corpo da máquina é equipada com uma garganta, dentro da profundidade da qual tiras largas podem ser continuamente cortadas.
O dispositivo de cisalhamento angular instalado na bancada de trabalho pode cisalhar a chapa em um ângulo, portanto, onde quer que as chapas de metal sejam produzidas ou usadas, como em laminação de aço, automóveis, aviões, navios, tratores, veículos locomotivos, pontes, aparelhos elétricos, instrumentos, caldeiras, vasos de pressão e outros setores industriais, as máquinas de cisalhamento são usadas sem exceção.
Há muitos tipos de máquinas de corte, que podem ser divididas de acordo com o uso do processo e o tipo de estrutura:
1. Máquina de corte de lâmina plana
A qualidade do cisalhamento é relativamente boa, com pouca deformação por torção. A transmissão mecânica é mais comum, usada principalmente em máquinas de corte pequenas.
2. Máquina de corte de lâmina inclinada
Inclui máquinas de corte com guilhotina e máquinas de corte com viga oscilante. A qualidade do corte é pior do que a anterior, com deformação por torção, mas a força e o consumo de energia são menores do que os anteriores, adequados para máquinas de corte de médio e grande porte. O sistema de transmissão principal usa transmissão hidráulica e transmissão mecânica. Os tipos de trilhos-guia incluem trilhos-guia deslizantes e trilhos-guia rolantes. Essa forma estrutural é a mais produzida e amplamente utilizada.
Máquina de cisalhamento de viga oscilante, dividida em tipo de cisalhamento reto e tipo de cisalhamento reto e inclinado, este último usado principalmente para cisalhar chanfros de solda de 30°. O sistema de transmissão principal tem transmissão hidráulica e transmissão mecânica, sendo que a primeira é mais produzida.
3. Máquina de cisalhamento multiuso
Máquina de dobra e cisalhamento de chapas, ou seja, dois processos podem ser concluídos na mesma máquina, com a parte inferior da máquina realizando o cisalhamento da chapa e a parte superior realizando a dobra, e algumas máquinas realizam o cisalhamento na parte frontal e a dobra da chapa na parte traseira.
Máquina de cisalhamento de placas e perfis, ou seja, nos suportes de ferramentas superior e inferior da máquina de cisalhamento, um lado é equipado com uma lâmina para cisalhamento de placas e o outro lado é equipado com uma lâmina para cisalhamento de perfis.
4. Máquina de cisalhamento especial
As máquinas de corte pneumáticas são usadas principalmente em linhas de corte, com velocidade rápida e grande número de tesouras. As máquinas de corte operadas com os pés são usadas para cortar chapas finas e chapas estreitas. Na máquina de corte de lâmina inclinada, a transmissão mecânica pode ser dividida em transmissão por engrenagem e transmissão por engrenagem sem-fim.
De acordo com o tipo de virabrequim, ele pode ser dividido em transmissão por virabrequim longo (ou eixo excêntrico) e transmissão por haste de cotovelo vertical de eixo excêntrico. Na forma de transmissão mecânica descendente, ela pode ser dividida em transmissão de eixo inferior e transmissão de eixo lateral. Na transmissão hidráulica, há cilindro único, cilindro duplo em série e cilindro duplo em paralelo, etc.
5. Máquina de corte CNC
A máquina de corte CNC, conforme mostrado na Figura 1. Geralmente, ela se baseia no corpo de uma guilhotina comum ou de uma máquina de corte com viga oscilante, equipada com um sistema de controle de posicionamento automático rápido para o medidor de fundo, acionado por um servomotor CA e um dispositivo de acionamento de velocidade variável de transmissão por fuso de esferas, garantindo a precisão do tamanho do medidor de fundo, melhorando a precisão do corte e a eficiência da produção.
Figura 1 Diagrama de aparência da máquina de corte CNC
O sistema CNC utilizado pode programar o controle do backgauge, da folga da lâmina e do ângulo de cisalhamento, e pode ser equipado com um dispositivo de exibição eletrônica. Um dispositivo de alinhamento a laser é colocado na frente da máquina-ferramenta, tornando o feixe concentrado e claro.
Algumas máquinas de corte CNC cancelam o dispositivo de medição traseira e têm uma mesa de alimentação frontal CNC na frente da máquina de corte com viga oscilante hidráulica. O material a ser cortado é colocado na mesa de alimentação, fixado por grampos hidráulicos, alimentado automaticamente, posicionado automaticamente de acordo com as configurações programadas e coordenado com o movimento do porta-ferramenta superior da máquina de corte para o corte de posicionamento único ou para o corte automático contínuo, o que pode melhorar muito a precisão do corte e reduzir a intensidade do trabalho.
A máquina de corte CNC pode ser equipada com rolos de sucção eletromagnética e dispositivos de empilhamento para realizar a automação da descarga de material. O sistema de controle usa um sistema CNC especial para máquinas de corte, com programação simples, desempenho estável e confiável, funções completas e operação conveniente.
II. Parâmetros técnicos da máquina de corte
O modelo da máquina de corte é estabelecido de acordo com o "Forging Machinery Model Preparation Method", com os principais parâmetros representados pela espessura do corte × largura da chapa. Os parâmetros da série de espessura de cisalhamento são baseados nas séries de números preferenciais R5 e R10, levando em conta os padrões de espessura das chapas de aço produzidas na China.
A largura do cisalhamento é determinada de acordo com a largura padrão das chapas de aço produzidas, combinada com os requisitos da fábrica de uso e a situação da série de máquinas de cisalhamento semelhantes no exterior. Os padrões de parâmetros técnicos para máquinas de corte estabelecidos em nosso país são mostrados na Tabela 1.
Tabela 1 Parâmetros básicos da máquina de corte
Espessura cisalhável t/mm
Largura de cisalhamento b/mm
Ângulo de cisalhamento nominal α
Número de golpes / (vezes/min)
Operação sem carga
Carga total
1
1000
1°
100
40
1250
2.5
1250
1°
65
30
1600
2000
2500
3200
4
2000
1°30′
60
22
2500
3200
55
20
4000
6
2000
1°30′
50
18
2500
3200
14
4000
5000
-
12
6300
8
2000
1°30′
50
14
2500
3200
45
12
4000
5000
-
10
6300
10
2000
2°
45
12
2500
3200
40
10
4000
5000
-
8
6300
12
2000
2°
40
10
2500
3200
35
8
4000
5000
-
6300
16
2000
2°30′
30
8
2500
3200
4000
5000
-
6
6300
20
2000
2°30′
20
6
2500
3200
4000
5000
-
5
6300
25
2000
3°
20
5
2500
3200
4000
5000
-
4
6300
32
2500
3°30′
15
4
3200
4000
5000
-
3
6300
40
2500
3°30′
15
3
3200
4000
Observação:
1. O material da placa selecionada deve ter σ b ≤ 450MPa.
2. Para máquinas de corte com transmissão hidráulica, apenas o número de cursos de carga total é especificado.
3. A profundidade da garganta geralmente deve ser escolhida como 0, 100, 300, 500 mm.
Há muitos fabricantes de máquinas de corte na China, e cada fabricante, de acordo com os padrões de parâmetros básicos definidos pelo país, combinados com as características da estrutura do produto de sua própria fábrica e as necessidades do mercado, também desenvolveu a série de tabelas de parâmetros de sua própria fábrica. Devido à concorrência acirrada, há também uma grande variedade de desenvolvimentos e especificações de produtos.
A situação do desenvolvimento dos principais parâmetros técnicos das máquinas de corte produzidas no país e no exterior é descrita a seguir:
1. Espessura da placa cisalhável
Por volta da década de 1960, máquinas de corte capazes de cortar chapas com espessura de até 60 mm foram produzidas no exterior, e a China também produziu máquinas de corte com espessura de 50 mm.
Com o desenvolvimento da ciência e da tecnologia, o processo de corte de chapas também foi continuamente aprimorado. Nos últimos anos, tornaram-se raras as máquinas de corte capazes de cortar espessuras de até 40 mm. Considerando a taxa de utilização e a economia do equipamento, a espessura máxima de corte das máquinas de corte produzidas pela maioria dos países é de 25 mm ou 32 mm.
2. Largura da placa cisalhável
Com o desenvolvimento de caminhões pesados, reboques, ônibus de grande porte e aeronaves de grande porte, a demanda por maior largura de corte continua a crescer. Máquinas de corte com largura de corte de até 9.000 mm e 10.000 mm foram produzidas no exterior. As máquinas de corte com largura de corte de 6.000 mm têm sido produzidas com relativa frequência.
3. Profundidade da garganta
Com a melhoria contínua da qualidade do produto, os requisitos para a qualidade do cisalhamento e a eficiência da produção de chapas metálicas também estão aumentando. O processo de cisalhamento de tiras longas em máquinas de cisalhamento não pode mais competir com outras tecnologias de corte, portanto, o método de usar máquinas de cisalhamento de garganta profunda para cisalhar tiras longas raramente é visto.
Além disso, a profundidade da garganta afeta significativamente o peso da máquina, portanto, atualmente, as máquinas de corte produzidas no país e no exterior tendem a adotar uma profundidade de garganta menor, especialmente em máquinas de corte de grande escala, o que é mais óbvio. Para acomodar os requisitos especiais dos usuários, na série, com exceção de algumas especificações que têm uma garganta ampliada, geralmente é adotada uma garganta rasa, e uma garganta profunda é tratada por meio de pedidos especiais.
4. Ângulo de cisalhamento
Para reduzir a flexão e a torção da chapa cisalhada, geralmente é adotado um ângulo de cisalhamento menor, o que pode aumentar um pouco a força de cisalhamento e também ter algum impacto sobre a resistência e a rigidez dos componentes tensionados, mas melhora a qualidade do cisalhamento.
5. Número de golpes
O número de cursos está diretamente relacionado à eficiência da produção. Com o desenvolvimento da produção, o surgimento de vários dispositivos de carga e descarga exige que a máquina tenha um número maior de cursos. No caso de máquinas de corte de pequeno porte com transmissão mecânica, geralmente esse número chega a mais de 50 vezes por minuto. As máquinas de corte com transmissão hidráulica também consideram o sistema hidráulico e os aspectos de controle para permitir que elas ajustem automática e rapidamente o comprimento do curso de acordo com a largura da chapa cortada, a fim de aumentar o número de cursos.
Como a produção de chapas metálicas ocupa uma grande proporção na produção de aço de cada país, e muitos setores industriais usam chapas metálicas, em todos os países industrialmente desenvolvidos há muitas fábricas que produzem máquinas de corte de acordo com suas próprias séries de padrões de parâmetros.
Os principais parâmetros técnicos de algumas máquinas de corte CNC são mostrados na Tabela 2.
Tabela 2 Principais parâmetros técnicos das máquinas de corte CNC
Nome
QS11K-4×2500
QS-11K-6×2500
QC12K-4×2500
QC12K-6×2500
QC12K-6×3200
Espessura cortável/mm
4
6
4
6
6
Largura de corte/mm
2500
2500
2500
2500
3200
Ângulo de cisalhamento
1°18′
1°30′
1°30′
1°30′
1°30′
Curso do backgauge/mm
750
750
600
600
600
Frequência do curso/(vezes/min)
60
60
22
22
17
Potência do motor principal/kW
5.5
7.5
5.5
7.5
7.5
Tipo de transmissão
Tipo de embreagem mecânica de acionamento inferior
Tipo de viga oscilante hidráulica
Número de eixos CNC
1
Velocidade máxima de ajuste do batente traseiro/(m/min)
5
Precisão de posicionamento do ajuste do batente traseiro/mm
± 0.10
Dimensões da máquina/mm
Longo
3590
3670
3080
3130
3840
Largura
3200
1830
1440
1530
1675
Altura
1560
1610
1550
1600
1620
Peso da máquina/t
5.5
6
4
5
6.6
Observação: A resistência da placa de cisalhamento α b ≤450MPa.
III. Princípio de funcionamento e estrutura da máquina de corte
1. Princípio de funcionamento e análise de desempenho da máquina de corte
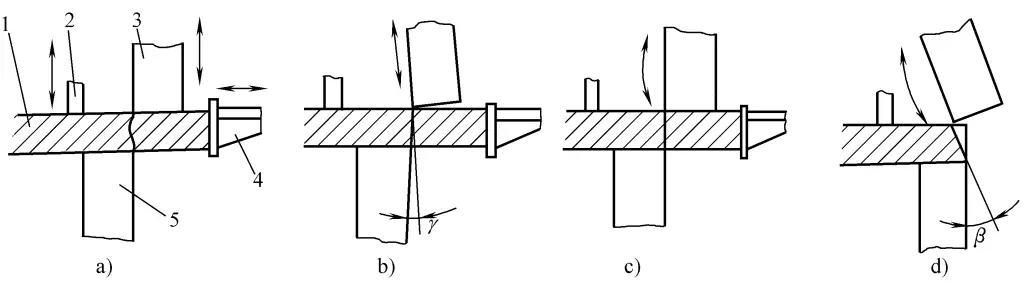
A máquina de cisalhamento funciona aplicando força de cisalhamento em placas de metal de várias espessuras usando uma lâmina superior móvel e uma lâmina inferior fixa, com uma distância razoável entre as lâminas, fazendo com que as placas se fraturem e se separem de acordo com as dimensões exigidas, conforme mostrado na Figura 2.
Figura 2 Diagrama esquemático do princípio de cisalhamento de chapas metálicas
a) A lâmina superior se move para cima e para baixo no plano vertical b) A lâmina superior se move para cima e para baixo no plano com um ângulo de avanço γ c), d) A lâmina superior gira ao longo de uma superfície de arco circular 1-Lâmina metálica 2-Presser 3-Lâmina superior 4-Rack de parada traseiro 5-Lâmina inferior
Para melhorar a qualidade do corte e expandir a gama de processos, a lâmina móvel da máquina de corte tem diferentes formas de movimento, descritas a seguir:
(1) A lâmina superior se move para cima e para baixo em um plano vertical (tipo guilhotina).
(2) A lâmina superior se move para cima e para baixo em um plano inclinado (tipo de lâmina superior inclinada para frente).
(3) A lâmina superior gira ao longo de uma superfície de arco (tipo de giro), capaz de cortar bordas retas ou cortar bordas retas e chanfradas, ou seja, cortar o ângulo de chanfro de solda β, conforme mostrado na Figura 2d.
A estrutura da lâmina superior que se move para cima e para baixo em um plano vertical é mais comumente usada. O movimento de inclinação para frente da lâmina superior é um aprimoramento com base no movimento do plano vertical, o que é benéfico para melhorar a qualidade do corte, e uma lâmina de quatro bordas pode ser usada para aumentar a vida útil da lâmina. O ângulo de inclinação para frente γ está, em sua maioria, entre 1° e 2,5°, sendo que ângulos maiores que 3° são menos comuns.
O principal sistema de acionamento da máquina de corte inclui transmissão mecânica, transmissão hidráulica e pneumática, sendo que a transmissão hidráulica é mais comumente usada. No caso das máquinas de corte de transmissão mecânica de pequena escala, devido a razões como maior frequência de curso, manutenção simples e facilidade de dominar a operação da máquina, os fabricantes nacionais e estrangeiros ainda as produzem.
Nas máquinas de corte com transmissão mecânica, a transmissão por engrenagem cilíndrica é mais comumente usada, o que inclui os tipos de transmissão superior e inferior. No tipo de transmissão superior, conforme mostrado na Figura 3, o motor 5 aciona o eixo do volante por meio da correia em V 6 e, em seguida, por meio da embreagem 7, e o sistema de redução de engrenagem 4 aciona o eixo excêntrico, que, por meio da biela, aciona a coluna superior da ferramenta 2, fazendo com que ela execute um movimento recíproco para cima e para baixo, para realizar o trabalho de corte.
Figura 3 Diagrama esquemático da máquina de corte do tipo transmissão superior mecânica
1-Pressione a viga 2-Posto de ferramentas superior 3-Tanque de pressão Sistema de redução de 4 marchas 5-Motor elétrico Correia de 6 V 7 embreagens 8-Brake 9-Pé do pressionador 10-Bancada de trabalho 11-Corpo da máquina
O came na extremidade esquerda do eixo excêntrico aciona o êmbolo no tanque de óleo pressurizado 3, enviando o óleo pressurizado para o calcador 9, prendendo o material da chapa antes do corte. No retorno, o calcador é retraído pela tensão da mola.
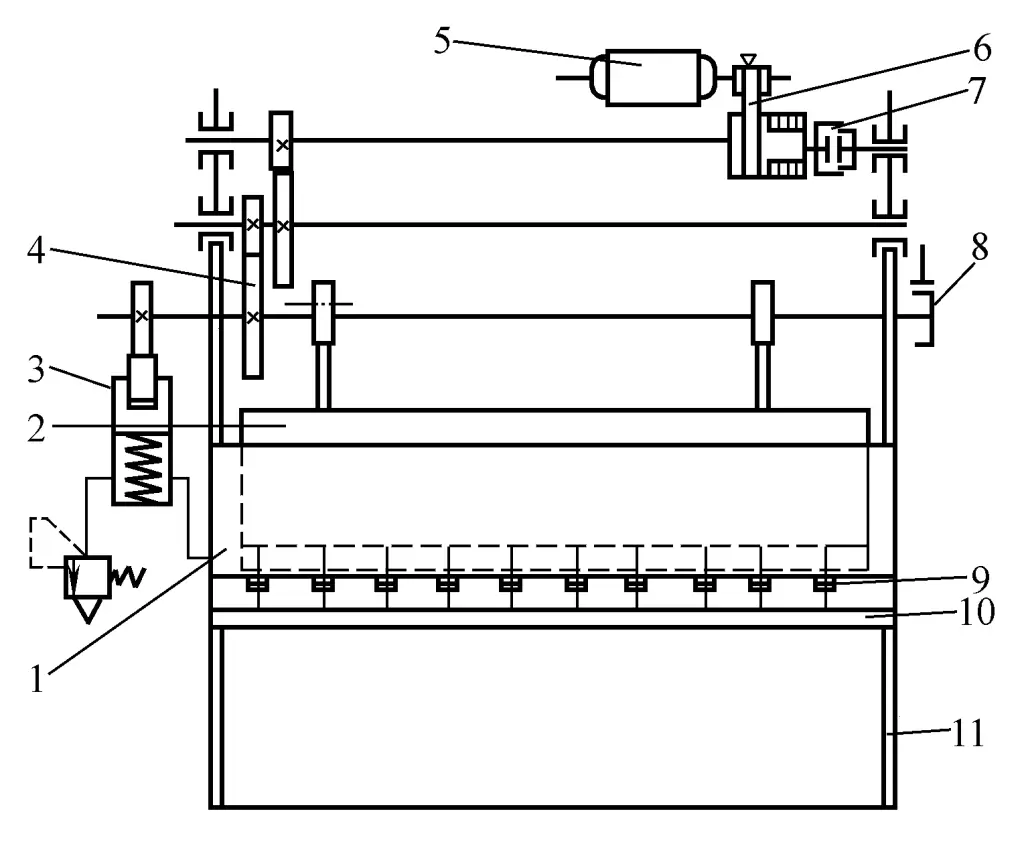
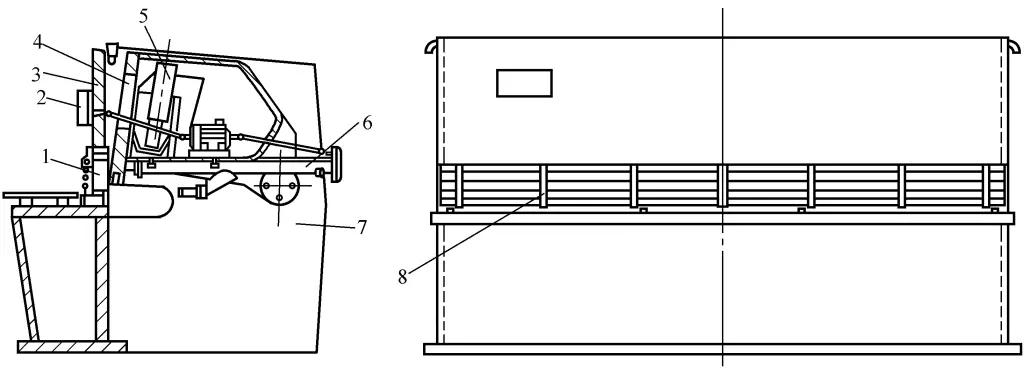
A máquina de corte com acionamento mecânico para baixo, conforme mostrado na Figura 4, tem uma estrutura compacta, baixa altura do corpo da máquina, baixo centro de gravidade, melhor estabilidade, tamanhos menores de peças e é relativamente fácil de fabricar e instalar. Geralmente é usada em máquinas de corte pequenas com espessura de chapa inferior a 6 mm e menos em especificações grandes.
Figura 4 Esquema da máquina de corte com acionamento mecânico para baixo
1-Tanque de óleo de fixação 2-Eixo excêntrico 3-Pé de fixação 4-Feixe de fixação 5 - Porta-ferramentas superior 6 - Porta-ferramentas inferior Sistema de transmissão de 7 marchas 8-Brake 9 embreagens 10-Acoplamento 11-Rodas de avião 12-Motor 13 - Haste de conexão 14-Corpo
Na máquina de corte de transmissão mecânica, o acionamento por engrenagem sem-fim também é usado, conforme mostrado na Figura 5. O motor aciona o eixo do volante por meio de uma correia em V, o eixo do volante é equipado com uma rosca sem-fim, que aciona a roda sem-fim, a roda sem-fim aciona o eixo excêntrico para girar e, em seguida, aciona a coluna superior da ferramenta para se mover para cima e para baixo reciprocamente por meio da biela para realizar o trabalho de corte. Um came e um cilindro hidráulico de fixação são instalados na extremidade esquerda do eixo excêntrico. A relação de transmissão do acionamento por engrenagem sem-fim é grande, ele opera suavemente, com menos ruído, mas com menor eficiência, e ainda é usado em máquinas de corte de médio e pequeno porte.
Figura 5 Diagrama esquemático da máquina de corte com acionamento por engrenagem sem-fim
1-Feixe de fixação 2-Posto de ferramentas superior 3-Tanque de óleo de fixação 4 câmeras 5-Eixo excêntrico Acionamento por correia de 6 V 7-Acionamento por engrenagem sem-fim 8-Motor elétrico 9-Pé do pressionador 10-Posto de ferramentas inferior 11-Brake 12 embreagens
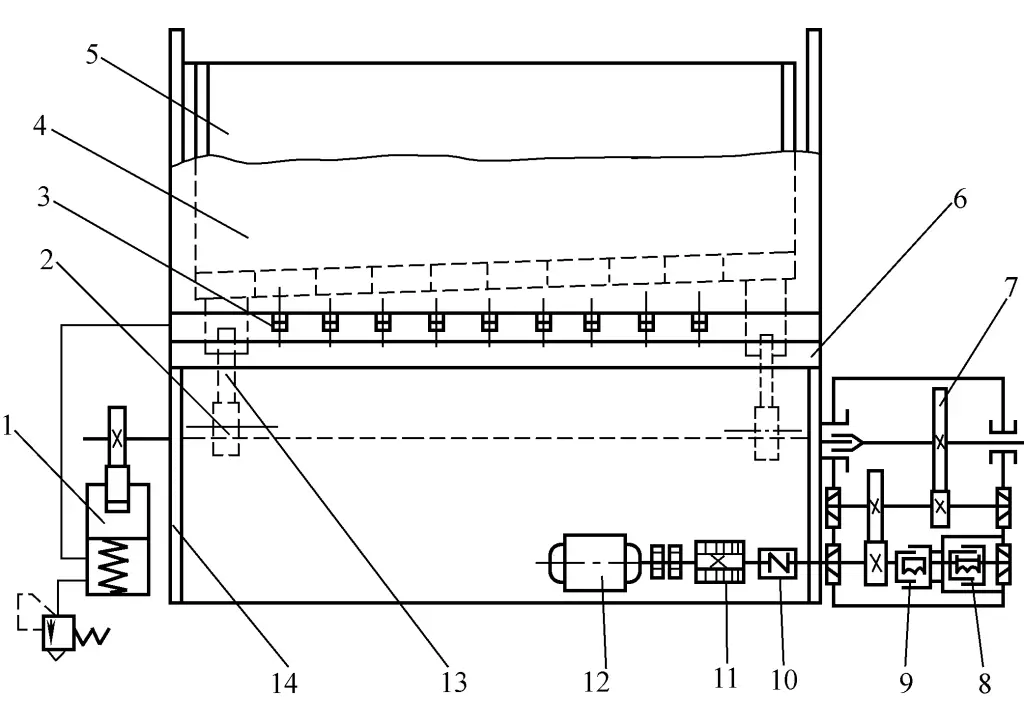
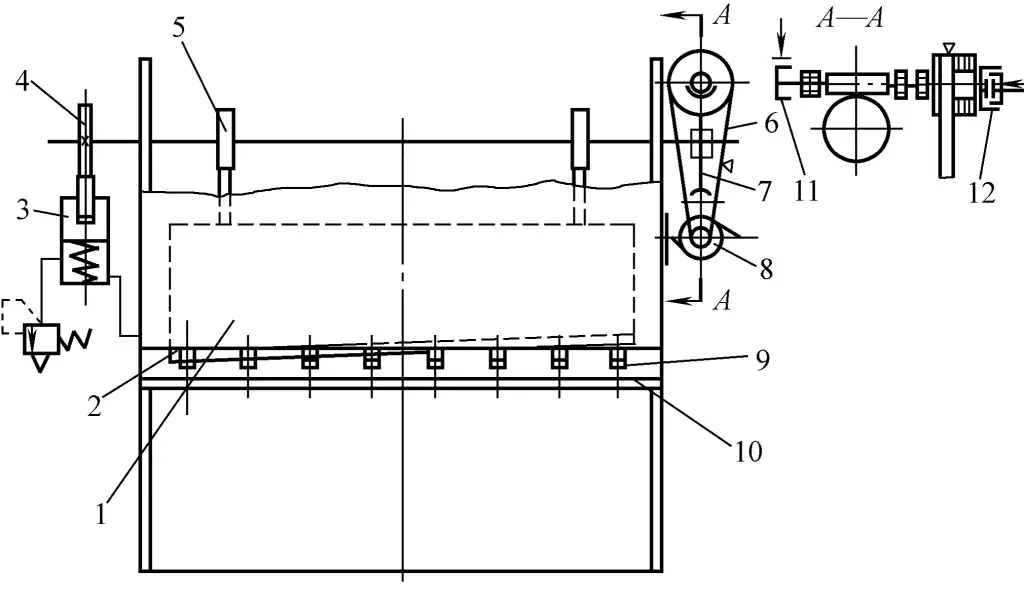
A produção de máquinas de corte com transmissão hidráulica está aumentando, com a estrutura mostrada na Figura 6. As principais características são que a força de cisalhamento permanece constante durante todo o curso, é segura para trabalhar, tem um alto grau de generalização, é mais leve, não exige a fabricação de grandes componentes de transmissão, é fácil de ajustar alguns valores de parâmetros e alcançar a automação, mas tem um número menor de cursos e as falhas não são tão fáceis de detectar e eliminar como nas máquinas de cisalhamento de transmissão mecânica.
Figura 6 Diagrama da estrutura da máquina de cisalhamento de viga oscilante com transmissão hidráulica
1-Pé de retenção 2-Contador de backgauge 3-Feixe de retenção 4-Estrutura da faca superior giratória 5-Cilindro hidráulico principal Calibre 6 7-Corpo da máquina 8-Tampa de segurança
Nas máquinas de corte de transmissão hidráulica e mecânica, houve o desenvolvimento de máquinas de corte de feixe oscilante, em que a estrutura superior da faca se move ao longo de uma superfície de arco. As máquinas de corte com feixe oscilante eliminam o mecanismo de guia inerente das máquinas de corte com guilhotina, economizando o processamento e a manutenção da superfície de guia.
O ajuste da folga entre as lâminas é feito por meio do eixo excêntrico no ponto de articulação do suporte da ferramenta, que tem uma estrutura simples e é fácil de ajustar. O movimento síncrono de ambas as extremidades do suporte superior da ferramenta pode ser obtido pela forte rigidez do próprio suporte da ferramenta, eliminando o dispositivo de controle correspondente no sistema hidráulico. Como a lâmina superior da máquina de corte com viga oscilante se move ao longo de uma superfície em arco, a borda de corte pode sair automaticamente da borda da chapa durante o corte, reduzindo o desgaste da lâmina.
2. Estrutura da máquina de corte
As máquinas de corte comuns geralmente consistem em corpo, dispositivo de transmissão, porta-ferramentas, prensador, rack de parada traseiro, rack de parada dianteiro, balanceador, dispositivo de suporte de material, dispositivo de ajuste de folga da lâmina, dispositivo de alinhamento de luz, dispositivo de lubrificação, dispositivo de controle elétrico e outros componentes, com os principais componentes estruturados da seguinte forma:
(1) Corpo
O corpo geralmente consiste em colunas esquerda e direita, bancada de trabalho e viga transversal. Nas máquinas de corte antigas, o corpo é feito principalmente de peças de ferro fundido, que são presas com parafusos e pinos, combinando a bancada de trabalho, a viga transversal e as colunas esquerda e direita. Esse tipo de corpo de estrutura composta é mais pesado, tem menor rigidez e exige mais usinagem nas superfícies das juntas, portanto, o uso de peças de ferro fundido tem diminuído gradualmente.
Com o avanço da tecnologia de processamento, o uso de estruturas soldadas de chapa de aço integral para máquinas de corte de médio e pequeno porte tem aumentado. Os corpos soldados são mais leves, têm boa rigidez e são esteticamente agradáveis, por isso são usados com mais frequência. Para máquinas de corte grandes, devido às suas grandes dimensões externas, uma estrutura soldada combinada é mais comumente usada para facilitar o processamento.
(2) Suporte de ferramentas
O suporte da ferramenta é uma parte importante da máquina de corte. As máquinas de corte pequenas e antigas usam principalmente peças de ferro fundido para o suporte da ferramenta, enquanto as grandes usam peças de aço fundido. Nos últimos anos, o uso de estruturas soldadas com chapas de aço tem aumentado.
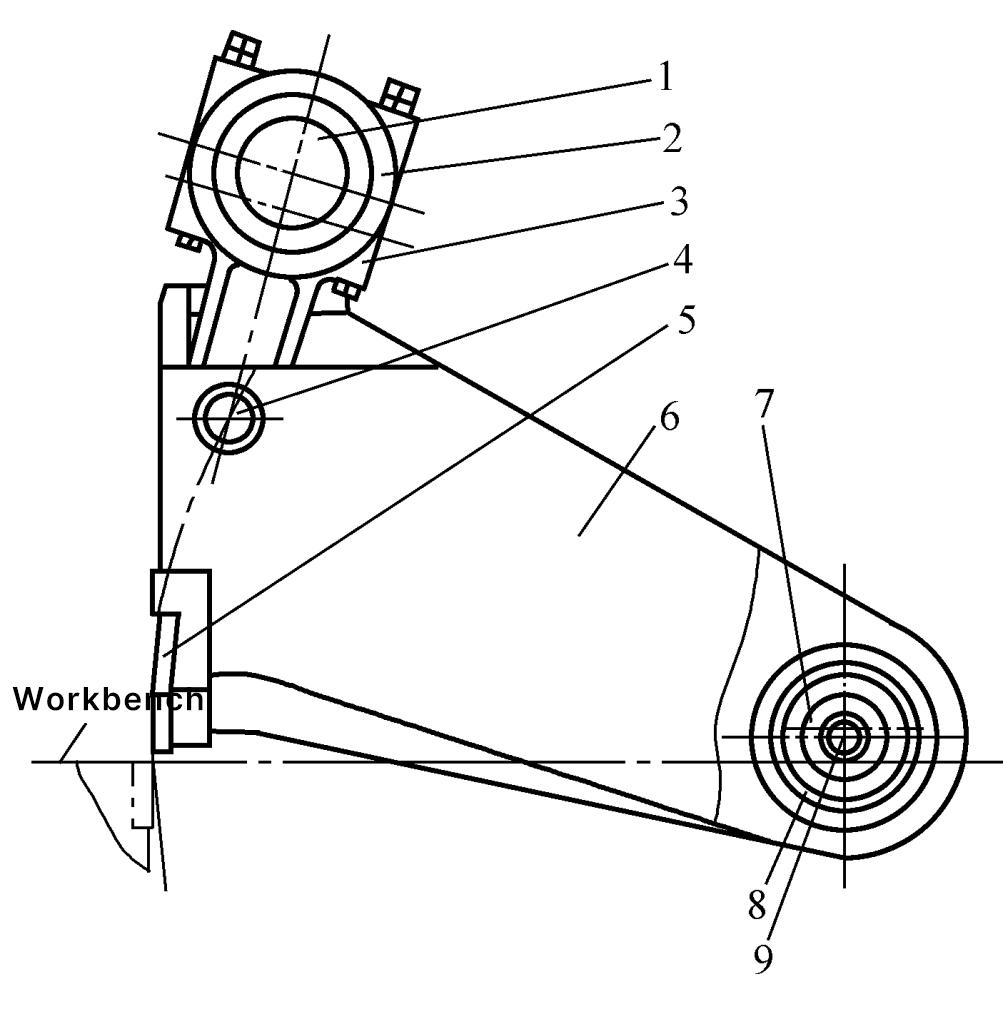
A Figura 7 mostra a estrutura do porta-ferramentas da máquina de corte do tipo Q12-6.3×2500. Uma extremidade do porta-ferramentas 6 é articulada ao corpo por meio da luva excêntrica 7 e do eixo fixo 9, e a outra extremidade é acionada pelo virabrequim 1 e pela biela 3. Quando o virabrequim gira, o controle deslizante gira em torno do ponto de articulação para realizar a ação de cisalhamento. A lâmina superior 5 é fixada no assento da lâmina em forma de arco, garantindo um espaço uniforme entre ela e a lâmina inferior.
Figura 7 Diagrama da estrutura do suporte da máquina-ferramenta de cisalhamento do tipo Q12-6.3 ×2500
1-Virabrequim 2-Tampa da haste de conexão 3 - Haste de conexão 4 pinos 5-Lâmina superior Suporte para 6 ferramentas 7-Mancha excêntrica 8 rolamentos 9-Eixo fixo
(3) Sistema de transmissão
Os sistemas de transmissão das máquinas de corte geralmente incluem sistemas de transmissão mecânica e sistemas de transmissão hidráulica.
Os sistemas de transmissão mecânica comuns incluem transmissão por engrenagem e transmissão por par de engrenagens sem-fim, conforme mostrado nas Figuras 3 e 5, ou seja, uma correia em V de primeiro nível, uma transmissão por engrenagem de segundo nível e uma correia em V de primeiro nível, uma transmissão por par de engrenagens sem-fim de primeiro nível. Há também transmissões de engrenagem de dois níveis ou uma correia em V de primeiro nível, uma transmissão de engrenagem de primeiro nível.
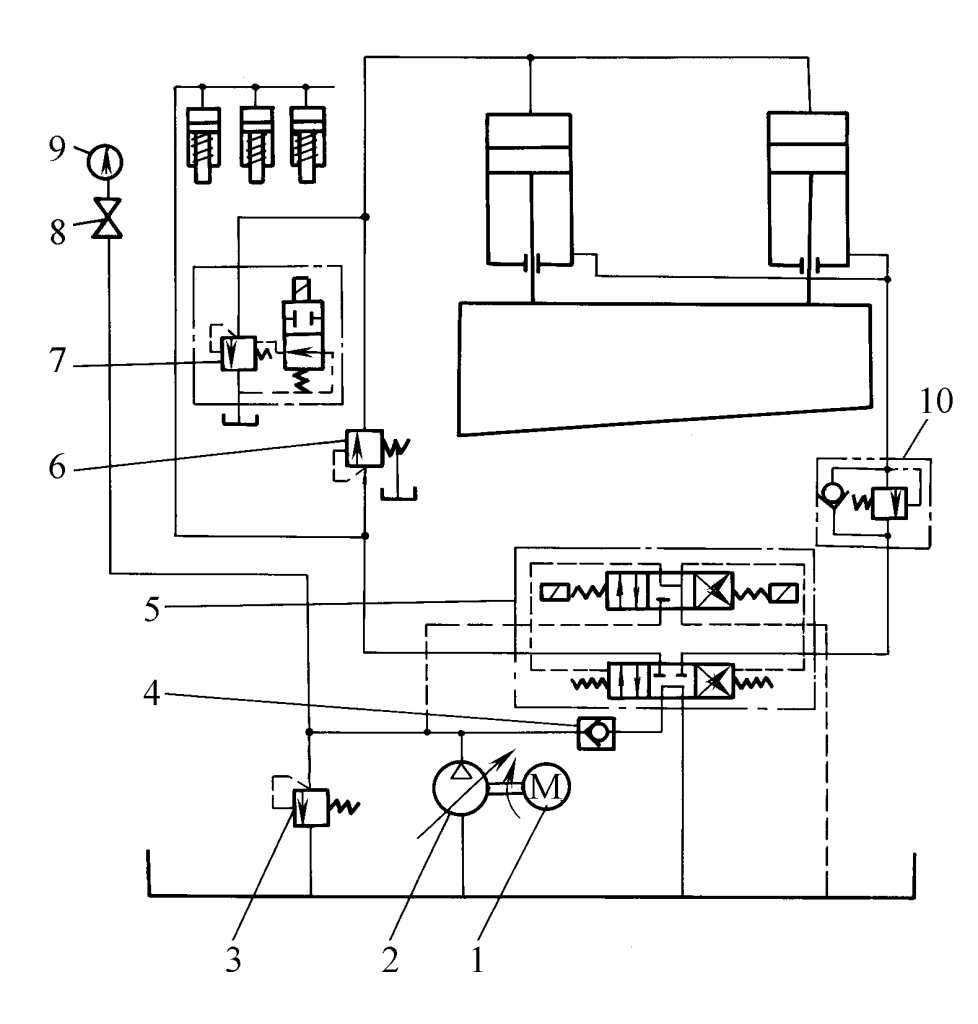
A Figura 8 mostra o esquema hidráulico de uma máquina de cisalhamento de viga oscilante de 32×4000 mm com uma conexão paralela de dois cilindros. Após a partida do motor elétrico 1, a bomba de êmbolo 2 libera óleo hidráulico, uma via flui em direção à válvula de transbordamento 3 e ao manômetro 9, e a outra via retorna ao tanque por meio da válvula de retenção 4 e da válvula direcional eletro-hidráulica 5. Quando a válvula solenoide na extremidade esquerda da válvula direcional eletro-hidráulica é energizada, o óleo hidráulico no circuito de controle empurra o núcleo da válvula hidráulica para a direita, e o óleo hidráulico no circuito principal entra no cilindro hidráulico de fixação, fixando o material da placa.
Figura 8 Esquema hidráulico da conexão paralela de dois cilindros
1 - Motor elétrico 2 - Bomba de pistão axial 3 - Válvula de transbordamento 4 - Válvula de retenção 5 - Válvula direcional eletro-hidráulica 6 - Válvula de sequência controlada diretamente 7 - Válvula de transbordamento eletromagnética 8 - Interruptor do medidor de pressão 9 - Medidor de pressão 10 - Válvula de equilíbrio de controle direto
Quando uma determinada pressão é atingida, a válvula de sequência de controle direto 6 se abre, a válvula solenoide 7 é energizada e o óleo hidráulico entra na câmara superior dos cilindros hidráulicos esquerdo e direito, fazendo com que a coluna da ferramenta se mova para baixo e corte a placa. Depois que o óleo na câmara inferior atinge uma determinada pressão, ele retorna ao tanque por meio da válvula de equilíbrio de controle direto 10 e da válvula hidráulica.
Após a conclusão do cisalhamento, a extremidade esquerda da válvula solenoide é desenergizada e a extremidade direita é energizada, controlando o óleo hidráulico para empurrar o núcleo da válvula hidráulica para a esquerda, o óleo do caminho principal do óleo entra na câmara inferior do cilindro hidráulico através da válvula de retenção dentro da válvula de equilíbrio de controle direto, a válvula solenoide 7 é desenergizada, o óleo na câmara superior e o óleo no cilindro de pressurização retornam ao tanque, a coluna da ferramenta se move para cima e o calcador também se move para cima sob a tensão da mola, retornando à posição original. A extremidade direita da válvula solenoide é desenergizada, o caminho do óleo de controle é bloqueado, o núcleo da válvula hidráulica é reiniciado e o próximo ciclo de corte é iniciado.
(4) Prensa
Na frente da lâmina da máquina de corte, há um prensador que mantém o material da chapa sempre pressionado na superfície da mesa de trabalho durante todo o processo. processo de cisalhamento. A força de pressão gerada pelo prensador deve ser capaz de superar o torque rotacional causado pela força de cisalhamento no material da chapa, mantendo as várias forças que atuam no material da chapa em equilíbrio durante o processo de cisalhamento, para evitar o deslocamento ou a inversão do material da chapa durante o cisalhamento. Portanto, a prensa também é um importante componente de suporte de carga.
Os prensadores das máquinas de corte têm transmissão mecânica, transmissão hidráulica, pneumática, sucção eletromagnética e outros tipos. Em máquinas de corte de pequena escala, todas essas formas estruturais são adotadas, entre as quais a transmissão mecânica e a transmissão hidráulica são mais usadas. Nos últimos anos, devido ao aumento das exigências de precisão de corte, a força de pressão selecionada também apresentou uma tendência de aumento, e o uso de prensas de transmissão hidráulica tornou-se cada vez mais comum.
Está curioso para saber quais são os principais participantes do setor de máquinas de corte hidráulico? Este artigo destaca os principais fabricantes, como AMADA, Accurpress,...
O que torna as máquinas de corte de ferro indispensáveis na metalurgia? Essas máquinas versáteis podem cisalhar, puncionar e entalhar uma variedade de perfis metálicos,...
A tecnologia de corte a laser está evoluindo rapidamente, com os principais fabricantes ultrapassando os limites para aumentar a precisão e a eficiência. Empresas como Trumpf, Bystronic,...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.