Fundamentos do corte a laser: Guia de parâmetros ideais
Como você pode obter o corte a laser perfeito todas as vezes? Este artigo explora os parâmetros essenciais que influenciam a qualidade do corte a laser, como potência, velocidade, distância focal, formato do bico e gás de assistência. Ao compreender e ajustar esses fatores, você pode aumentar significativamente a precisão e a eficiência de suas operações de corte. Descubra dicas práticas e orientações detalhadas para dominar a arte do corte a laser e evitar armadilhas comuns. Mergulhe de cabeça para saber como otimizar o desempenho de sua máquina para vários materiais e espessuras, garantindo sempre resultados de alto nível.
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
Os principais parâmetros para corte a laser incluem a potência e a velocidade do corte a laser, a distância focal da lente e a posição do ponto focal, o formato do bocal e a distância entre o bocal e a superfície da peça de trabalho, bem como o tipo e a pressão do gás de assistência.
A velocidade de corte é um parâmetro crucial para o corte. Durante o corte, a velocidade de corte precisa ser determinada com base na potência do laser, na pressão do gás e na espessura da peça de trabalho. Ela aumenta com o aumento da potência do laser e da pressão do gás, e diminui com o aumento da espessura da peça. Por exemplo, ao cortar uma placa de aço carbono de 6 mm, a velocidade de corte é de 2,5 m/min, enquanto que para uma placa de aço carbono de 12 mm, a velocidade de corte é de 0,8 m/min.
Distância focal da lente e posição do ponto focal (quantidade de desfocagem)
Uma distância focal menor da lente resulta em maior densidade de potência, mas com foco mais raso, o que a torna adequada para o corte em alta velocidade de materiais finos. Por outro lado, uma distância focal maior da lente resulta em menor densidade de potência, mas com foco mais profundo, o que a torna adequada para o corte lento de materiais espessos.
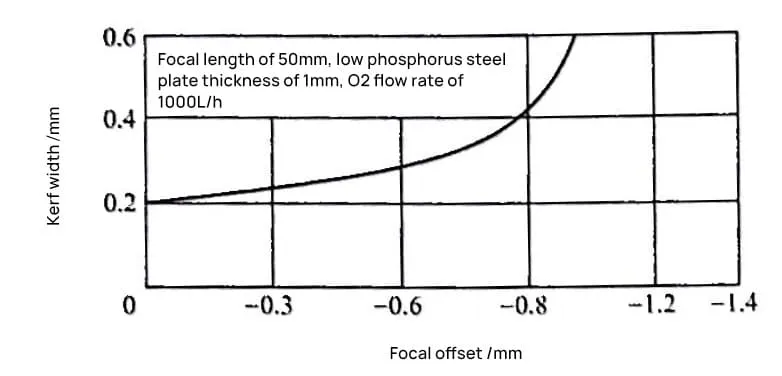
O impacto da quantidade de desfocagem na largura do corte é mostrado na Figura 5-3. Em geral, o ponto focal é escolhido para estar localizado a aproximadamente 1/3 da espessura da placa abaixo da superfície da peça de trabalho, ponto em que a largura do corte é minimizada.
Figura 5-3: O impacto da quantidade de desfocagem na largura do corte.
Formato do bico e distância entre o bico e a peça de trabalho
(1) Seleção do formato do bocal
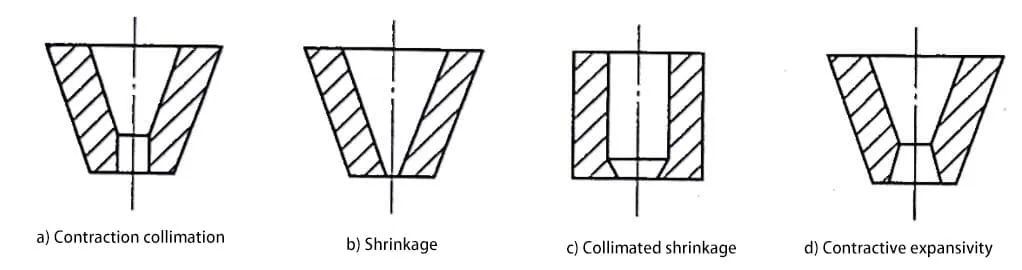
A forma e o tamanho do bocal são parâmetros cruciais que afetam a qualidade e a eficiência da corte a laser. Diferentes métodos de corte exigem diferentes formatos de bocal. Os formatos comuns dos bicos de corte a laser com oxigênio estão ilustrados na Figura 5-4.
Figura 5-4: Formas comuns de bicos usados no corte a laser de oxigênio
(2) Distância entre o bico e a peça de trabalho
Quando o bocal está muito próximo da superfície da peça de trabalho, isso afeta a capacidade de soprar a escória derretida respingada. No entanto, se o bocal estiver muito longe da superfície da peça de trabalho, isso pode resultar em perda desnecessária de energia. Para garantir a estabilidade do corte, a distância entre a extremidade do bocal e a superfície da peça de trabalho é geralmente controlada entre 0,5 e 2 mm.
Tipos e pressão do gás de assistência
Ao usar o oxigênio como gás auxiliar para cortar aço de baixo carbono, as reações de oxidação intensas geram uma grande quantidade de calor, aumentando a velocidade e a espessura do corte e produzindo cortes sem escória. Para corte de aço inoxidávelNa maioria das vezes, é usada uma mistura de oxigênio e nitrogênio, o que resulta em melhor qualidade de corte em comparação com o uso exclusivo de oxigênio.
O aumento da pressão do gás melhora a capacidade de remoção de escória e pode levar a velocidades de corte mais altas. Entretanto, a pressão excessiva pode resultar em superfícies de corte ásperas. Consulte a Tabela 5-1 para obter os principais parâmetros e características do corte a laser.
Tabela 5-1: Principais parâmetros e características do corte a laser
Materiais da peça de trabalho
Espessura da peça de trabalho (mm)
Potência do laser (W)
Velocidade de corte (cm/min)
Gás de corte
Características e aplicações
Cerâmica de alumina 99%
0.7
8
30
—
Fratura controlada
Quartzo cristalino
0.81
3
60
—
Folha de ferrite
0.2
2.5
114
—
Safira
1.2
12
7
—
Tubo de quartzo
-
500
400 peças por hora
—
Economia de material e corte de alta qualidade ao cortar tubos de quartzo, adequados para a fabricação de tubos de lâmpadas halógenas
Tecido
-
20~250
500~300
Ar
Economia de material, corte de alta qualidade, alta eficiência, bordas autotravantes ao cortar tecidos, adequado para a fabricação de fitas de máquina de escrever, superfícies de guarda-chuvas, roupas etc.
Tubo de vidro
12.7
20000
460
Ar
Corte de alta qualidade de tubos de vidro sem desgaste da ferramenta
Carvalho
16
300
28
Ar
Corte de madeira de alta qualidade, bordas de corte perfeitas, economia de material, adequado para a fabricação de móveis
Pinho
50
200
12.5
Ar
Placa de resina epóxi de boro
8.1
15000
165
Ar
Alta eficiência no corte de placas de resina epóxi de boro, sem desgaste da ferramenta, adequado para a fabricação de componentes de aeronaves
Aço de baixo carbono
1.5 3 1.0 6.0 16.25 35
300 300 1000 1000 4000 4000
300 200 900 100 114 50
Oxigênio
O corte de alta qualidade, a economia de mão de obra e de material, pode substituir a fresagem, a perfuração e a tosquiausado na fabricação de painéis de instrumentos, trocadores de calor e peças automotivas
30CrMnSi
1.5 3.0 6.0
500 500 500
200 120 50
Oxigênio
Pode substituir a fresagem, a perfuração e o cisalhamento, com alta eficiência de corte, corte de alta qualidade, usado na fabricação de componentes de aeronaves, sem deformação de corte, com economia de material e mão de obra, usado na fabricação de componentes de aeronaves, rotores de helicópteros, etc.
Aço inoxidável
0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12
250 250 500 1000 1000 1000 2000 2000 2000
450 25 180 800 456 80 400 150 40
Oxigênio
Sem deformação de corte, com economia de material e mão de obra, usado na fabricação de componentes de aeronaves, rotores de helicópteros, etc.
Liga de titânio
3.0 8.0 10.0 40.0
250 250 250 250
1300 300 280 50
Oxigênio
Velocidade de corte rápida, corte de alta qualidade, pode substituir a fresagem, a retificação e a gravação química, economiza mão de obra, tem alta eficiência de corte e é usado na fabricação de componentes de aeronaves
Painel honeycomb de alumínio revestido de titânio
30
350
500
Oxigênio
Sem deformação de corte, sem danos à superfície da peça, velocidade de corte rápida, usada na fabricação de componentes aeroespaciais
Placa de aço revestida com dupla face
0.5~2.0
350
300
Oxigênio
Economia de mão de obra e material, não danifica os revestimentos de superfície durante o corte, usado na fabricação de ar condicionado
Como os fabricantes podem obter um corte a laser de CO2 preciso e eficiente para vários materiais? Este artigo explora a relação entre o corte a laser...
Você já se perguntou como desenhos complexos em metais e outros materiais são obtidos com a precisão do laser? Este guia desmistifica o corte a laser...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.