
Como calcular o peso da chapa metálica: Fórmulas essenciais
Você já se perguntou como calcular rapidamente o peso de uma chapa metálica? Este artigo revela uma fórmula simples que leva em conta o...
A rugosidade da superfície, os picos e vales microscópicos deixados pelos processos de fabricação, desempenha um papel fundamental na funcionalidade e na durabilidade das peças mecânicas. Este guia explora como as diferentes texturas de superfície afetam a compatibilidade, o atrito, o desgaste e até mesmo a resistência à corrosão. Ao final, você entenderá a importância de selecionar a rugosidade correta da superfície para aumentar a eficiência e a longevidade da máquina. Mergulhe de cabeça para descobrir os detalhes finos que fazem uma grande diferença na fabricação!

Diferentes métodos de processamento resultam em diferentes níveis de planicidade na superfície processada, conforme mostrado na Figura 1.
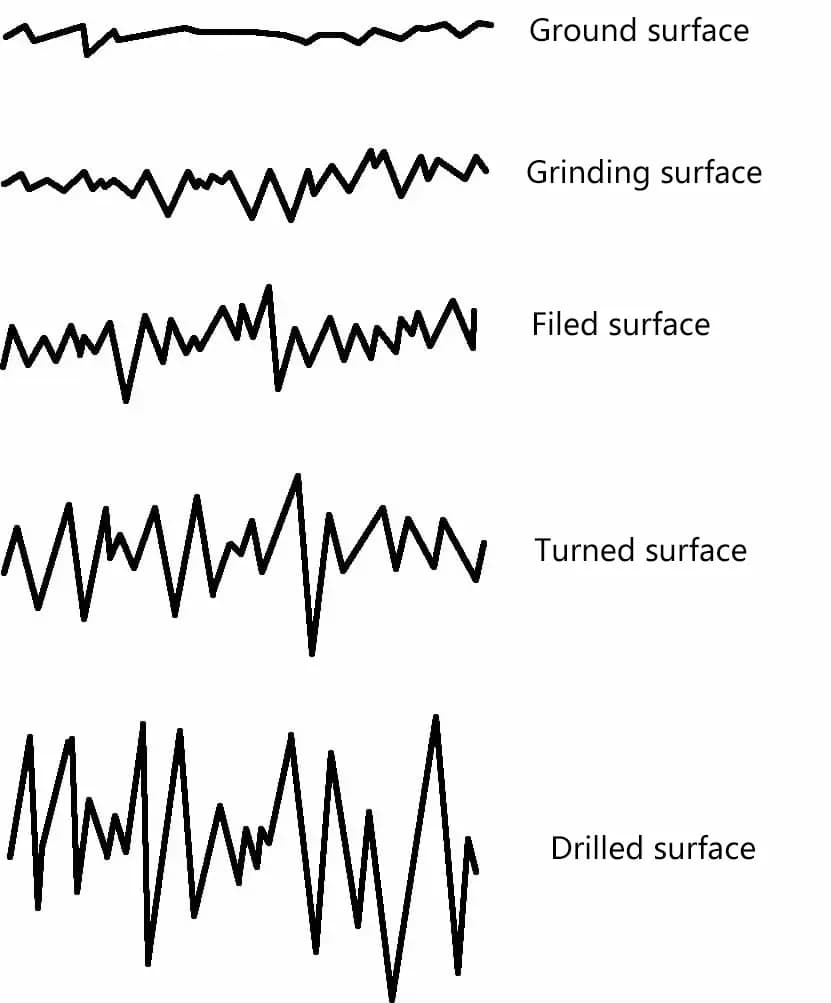
Independentemente do método de processamento utilizado, a superfície das peças sempre terá traços de microdesníveis compostos por pequenos espaçamentos e picos e vales, que descrevem o grau de altura e a condição de espaçamento desses picos e vales. Essa característica microgeométrica é chamada de rugosidade da superfície. Ela pode refletir o erro de forma microgeométrica na superfície da peça após o processamento. A relação entre a rugosidade da superfície e o desempenho das peças é a seguinte:
Para superfícies de peças com de encaixe Se o valor da rugosidade da superfície for muito alto, ele estará sujeito a desgaste, fazendo com que a folga aumente rapidamente, alterando, assim, as propriedades de compatibilidade, especialmente em casos de peças pequenas e tolerâncias. Por exemplo, nos ajustes de folga, se o valor da rugosidade da superfície for muito alto, ela estará propensa ao desgaste, fazendo com que a folga aumente rapidamente, alterando, assim, as propriedades de compatibilidade, especialmente nos casos de peças de tamanhos e tolerâncias pequenos, esse efeito é mais pronunciado.
Da mesma forma, nos ajustes de interferência, se o valor da rugosidade da superfície for muito alto, ele reduzirá a quantidade de interferência efetiva real, reduzindo, assim, a resistência da conexão. Portanto, melhorar a qualidade da superfície das peças pode aumentar a estabilidade dos ajustes de folga ou a resistência da conexão dos ajustes de interferência, atendendo melhor aos requisitos de uso das peças.
Quando duas superfícies desiguais entram em contato, os picos da superfície se tocam primeiro, reduzindo a área de contato efetiva real, aumentando a pressão sobre as peças em contato e fazendo com que os picos sejam espremidos, deformados ou até mesmo quebrados. No caso de ajustes com folga, a ação entre os picos formará resistência por atrito, causando o desgaste das peças. Em geral, quanto mais áspera for a superfície, maior será o coeficiente de atrito, maior será a resistência ao atrito, maior será a energia consumida pelo atrito e mais rápido será o desgaste das peças.
No entanto, em alguns casos (como o encaixe de rolamentos deslizantes e superfícies de guias hidráulicas), se a superfície for muito lisa, ela não será propícia ao armazenamento de óleo lubrificante, formando atrito semi-seco ou até mesmo atrito seco, às vezes até mesmo aumentando a força de adesão das superfícies de contato das peças, aumentando assim o coeficiente de atrito e exacerbando o desgaste. Portanto, a escolha da rugosidade adequada da superfície pode reduzir efetivamente o atrito e o desgaste das peças.
Se a superfície das peças for mais áspera, é mais provável que as substâncias corrosivas se acumulem nos vales e penetrem gradualmente na camada superficial do material metálico, formando a corrosão superficial. Portanto, a redução do valor da rugosidade da superfície das peças pode melhorar sua resistência à corrosão.
Quando as peças são submetidas a cargas alternadas, as reentrâncias na superfície podem facilmente formar fenômenos de concentração de tensão, aumentando a carga sobre as peças, reduzindo sua resistência à fadiga e possivelmente levando à fratura por fadiga devido à concentração de tensão. Portanto, deve-se dar atenção especial à melhoria da qualidade da superfície dos sulcos e filetes de degraus durante o processamento para aumentar a resistência à fadiga das peças.
Quanto mais áspera for a superfície das peças, menor será a área de contato real entre as superfícies, maior será a força por unidade de área, maior será a deformação plástica nos topos de pico, reduzindo a rigidez do contato e afetando, assim, a precisão de trabalho da máquina e a resistência à vibração.
Superfícies irregulares podem causar vazamento de gás ou líquido através de lacunas no contato da superfície. Quanto mais áspera for a superfície, pior será a vedação da superfície da junta. Portanto, a redução do valor da rugosidade da superfície pode melhorar o desempenho da vedação das peças.
Em resumo, a rugosidade da superfície afeta diretamente o desempenho e a vida útil das peças mecânicas, portanto, deve-se fazer uma seleção e uma determinação razoáveis dos valores de rugosidade da superfície das peças.
As características da forma e os métodos de processamento da rugosidade da superfície são mostrados na Tabela 1.
Tabela 1 Características de forma e métodos de processamento da rugosidade da superfície
| Rugosidade da superfície Ra/μm | Características da forma da superfície | Métodos de processamento |
| 50 | Marcas de ferramentas visíveis | Torneamento bruto, mandrilamento, perfuração, aplainamento |
| 25 | Marcas de ferramentas ligeiramente visíveis | Torneamento em desbaste, aplainamento, fresamento vertical, fresamento horizontal, perfuração |
| 12.5 | Traços de processamento visíveis | Torneamento, mandrilamento, aplainamento, perfuração, fresamento horizontal, fresamento vertical, limagem, alargamento em desbaste, retificação, fresamento de engrenagens |
| 6.3 | Traços de processamento ligeiramente visíveis | Torneamento, mandrilamento, aplainamento, fresamento, raspagem 1~2 pontos/cm², brochamento, retificação, limagem, hidráulico, fresamento de engrenagens |
| 3.2 | Rastros de processamento invisíveis | Torneamento, mandrilamento, aplainamento, fresamento, alargamento, brochamento, retificação, laminação, raspagem 1~2 pontos/cm², fresamento de engrenagens |
| 1.6 | Direção identificável dos rastros de processamento | Torneamento, mandrilamento, brochamento, retificação, vertical, fresamento, alargamento, raspagem 3~10 pontos/cm², laminação |
| 0.8 | Direção pouco identificável dos traços de processamento | Escareamento, esmerilhamento, raspagem 3~10 pontos/cm², perfuração, brochamento, laminação |
| 0.4 | Direção não identificável dos rastros de processamento | Esmerilhamento de lustre, esmerilhamento, polimento, superacabamento |
| 0.2 | Superfície fosca | Superacabamento |
| 0.1 | Superfície brilhante e lustrosa | Superacabamento |
| 0.05 | Superfície brilhante e espelhada | |
| 0.025 | Superfície de espelho embaçada | |
| 0.012 | Superfície espelhada |
Conforme mostrado na Tabela 2.
Tabela 2 Símbolos gráficos e significados da rugosidade da superfície
| Símbolo | Significado e explicação |
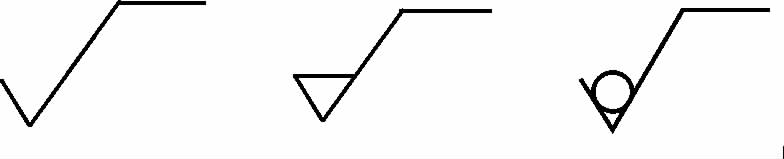
 | Símbolo básico, indicando que a superfície especificada pode ser obtida por qualquer processo. Quando os parâmetros de rugosidade da superfície ou as explicações relacionadas (como tratamento térmico da superfície, condições locais de tratamento térmico) não são anotados, isso só se aplica à marcação de código simplificado e não pode ser usado sozinho sem explicações complementares |
| Símbolo estendido para remoção de material, símbolo básico mais um traço, indicando que a superfície especificada é obtida pela remoção de material, como torneamento, fresamento, perfuração e retificação, tosquiapolimento, gravação, EDM, corte a gás, etc. | |
 | Símbolo estendido para remoção de não materiais, símbolo básico mais um círculo, indicando que a superfície especificada é obtida por métodos de remoção de não materiais, como fundição, forjamento, deformação por estampagem, laminação a quente, laminação a frio, metalurgia do pó, etc.; ou é usada para manter a condição original de fornecimento da superfície (incluindo a manutenção da condição do processo anterior) |
 | Símbolo completo, quando for necessário marcar informações suplementares sobre a estrutura da superfície, uma linha horizontal deve ser adicionada ao lado longo dos três símbolos gráficos acima |
 | Símbolos gráficos para as superfícies do perfil da peça de trabalho, quando as superfícies que formam um perfil fechado em uma determinada vista do desenho têm os mesmos requisitos de estrutura de superfície, um círculo deve ser adicionado ao símbolo gráfico completo, marcado na linha de perfil fechado da peça de trabalho no desenho. Se a marcação puder causar ambiguidade, cada superfície deverá ser marcada separadamente |
Conforme mostrado na Tabela 3.
Tabela 3 Composição do símbolo gráfico completo para a estrutura da superfície
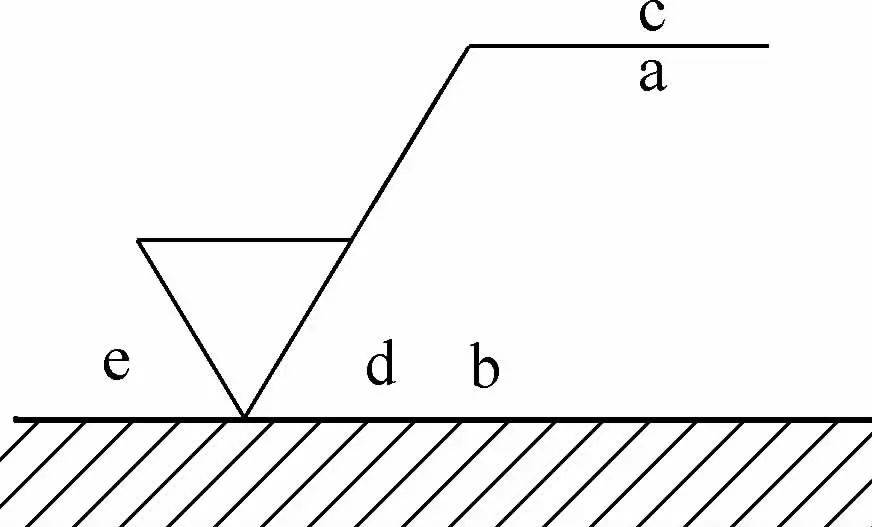 | a | Anotar o requisito único da estrutura da superfície. Marque o código do parâmetro da estrutura da superfície, os valores-limite e a banda de transmissão ou o comprimento da amostragem. Para evitar erros, deve ser inserido um espaço entre o código do parâmetro e os valores-limite. Após a banda de transmissão ou o comprimento da amostragem, deve haver uma barra "/", seguida pelo código do parâmetro da estrutura da superfície e, por fim, o valor |
| b | Ao anotar dois ou mais requisitos de estrutura de superfície, escreva o primeiro requisito de estrutura de superfície na posição a e o segundo requisito de estrutura de superfície na posição b. Ao anotar o terceiro ou mais requisitos de estrutura de superfície, o símbolo gráfico deve ser expandido verticalmente para deixar espaço suficiente. Ao expandir o símbolo gráfico, as posições de a e b se movem para cima de acordo | |
| c | Anote o método de usinagem. Escreva o método de usinagem, o tratamento de superfície, o revestimento ou outros requisitos de processamento, como torneamento, retificação, revestimento etc., métodos de processamento de superfície | |
| d | Anote a textura e a direção da superfície, como "=", "X", "M", etc. | |
| e | Anote a permissão de usinagem. Escreva a permissão de usinagem necessária, fornecendo o valor em milímetros |
Conforme mostrado na Tabela 3-7.
Tabela 4 Exemplos de marcação de código de estrutura de superfície
| Símbolo | Explicação do significado |
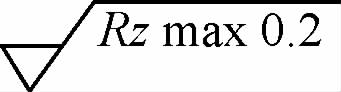
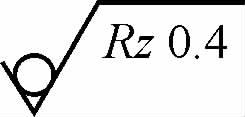 | Indica que não há remoção de material, valor limite superior unidirecional, correia transportadora padrão, perfil R, altura máxima da rugosidade da superfície 0,4μm, comprimento de avaliação de 5 comprimentos de amostragem (padrão), "regra 16%" (padrão) |
 | Indica remoção de material, valor limite superior unidirecional, correia transportadora padrão, perfil R, altura máxima da rugosidade da superfície, valor máximo 0,2μm, comprimento de avaliação de 5 comprimentos de amostragem (padrão), "regra máxima" |
 | Indica a remoção de material, valor limite superior unidirecional, correia transportadora 0,008~0,8 mm, perfil R, desvio médio aritmético 3,2 μm, comprimento de avaliação de 5 comprimentos de amostragem (padrão), "regra 16%" (padrão) |
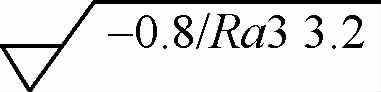 | Indica a remoção de material, valor limite superior unidirecional, correia transportadora: comprimento de amostragem de 0,8 μm (λ s padrão 0,0025 mm), perfil R, desvio médio aritmético 3,2 μm, comprimento de avaliação inclui 3 comprimentos de amostragem, "regra 16%" (padrão) |
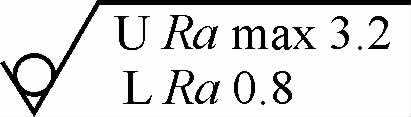 | Indica que a remoção de material não é permitida, valores-limite bidirecionais, ambos os valores-limite usam a correia transportadora padrão, perfil R. Valor limite superior: diferença média aritmética de 3,2 μm, comprimento de avaliação é de 5 comprimentos de amostragem (padrão), "regra máxima"; Valor limite inferior: desvio médio aritmético de 0,8 μm, comprimento de avaliação é de 5 comprimentos de amostragem (padrão), "regra 16%" (padrão) |
Conforme mostrado na Tabela 3-8.
Tabela 5 Comparação dos símbolos gráficos da estrutura de superfície padrão antiga e nova
Número de sérieVersão do GB/T 1311983 (1ª edição) ①1993 (2ª edição) ②2006 (3ª edição) ③Exemplo que ilustra a questão principal1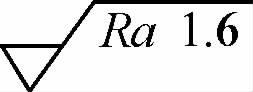 Ra adota apenas a "regra 16%"2 Ra adota apenas a "regra 16%"2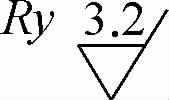  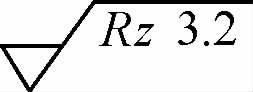 Parâmetros diferentes da "regra 16%" de Ra3④ Parâmetros diferentes da "regra 16%" de Ra3④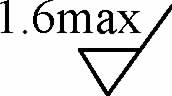 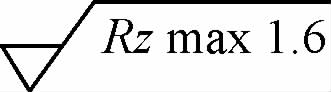 Regra máxima4 Regra máxima4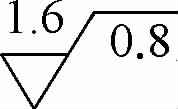 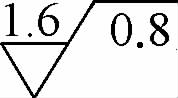 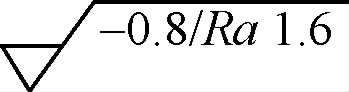 Ra mais o comprimento da amostragem5④④ Ra mais o comprimento da amostragem5④④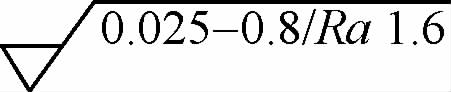 Esteira transportadora6 Esteira transportadora6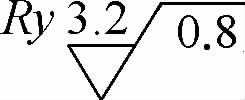  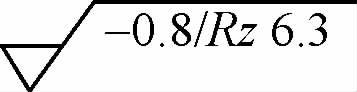 Parâmetros diferentes de Ra e comprimento da amostragem7 Parâmetros diferentes de Ra e comprimento da amostragem7   Ra e outros parâmetros8④ Ra e outros parâmetros8④  Se o número de comprimentos de amostragem no comprimento da avaliação não for 59④④ Se o número de comprimentos de amostragem no comprimento da avaliação não for 59④④ Valor limite inferior10 Valor limite inferior10 Valores de limite superior e inferior Valores de limite superior e inferior |
① Não é definido um valor padrão nem outros detalhes, especialmente: nenhum comprimento de avaliação padrão; nenhum comprimento de amostragem padrão; nenhuma "regra 16%" ou "regra máxima".
② Os valores padrão e as regras definidas em GB/T 3505-1983 e GB/T10610-1989 são usados somente para os parâmetros Ra, Ry e Rz (altura de 10 pontos). Além disso, há uma inconsistência na notação de parâmetros no GB/T 131-1993, em que o texto padrão exige que a segunda letra do código do parâmetro seja subscrita, mas em todas as tabelas a segunda letra é minúscula, enquanto naquela época todos os outros padrões de estrutura de superfície usavam subscrito.
③ O novo Rz é definido como o Ry original, e o símbolo do Ry original não é mais usado.
④ Indica que o item não existe.
A rugosidade da superfície obtida por diferentes métodos de processamento é mostrada na Tabela 6.
Tabela 6 Rugosidade da superfície alcançada por diferentes métodos de processamento
| Método de processamento | Rugosidade da superfície Ra/μm | ||||||||||||||
| 0.012 | 0.025 | 0.05 | 0.10 | 0.20 | 0.40 | 0.80 | 1.60 | 3.20 | 6.30 | 12.5 | 25 | 50 | 100 | ||
| Fundição em areia, moldagem de conchas | |||||||||||||||
| Fundição de moldes metálicos | |||||||||||||||
| Fundição centrífuga | |||||||||||||||
| Fundição de precisão | |||||||||||||||
| Fundição por revestimento | |||||||||||||||
| Fundição sob pressão | |||||||||||||||
| Laminação a quente | |||||||||||||||
| Forjamento de matrizes | |||||||||||||||
| Laminação a frio | |||||||||||||||
| Extrusão | |||||||||||||||
| Extrusão a frio | |||||||||||||||
| Raspagem | |||||||||||||||
| Planejamento | Áspero | ||||||||||||||
| Bom | |||||||||||||||
| Brochagem | |||||||||||||||
| Perfuração | |||||||||||||||
| Alargamento | Áspero | ||||||||||||||
| Bom | |||||||||||||||
| Perfuração de diamante | |||||||||||||||
| Aborrecido | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Alargamento | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Brochagem | Semi-Fino | ||||||||||||||
| Bom | |||||||||||||||
| Fresagem por laminação | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Fresamento de extremidades | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Torneamento de diamante | |||||||||||||||
| Girando o círculo externo | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Face da extremidade de giro | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Círculo externo de retificação | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Plano de retificação | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Afiação | Avião | ||||||||||||||
| Cilindro | |||||||||||||||
| Polimento | Áspero | ||||||||||||||
| Semi-Fino | |||||||||||||||
| Bom | |||||||||||||||
| Polimento | Geral | ||||||||||||||
| Bom | |||||||||||||||
| Polimento de rolos | |||||||||||||||
| Usinagem de ultraprecisão | |||||||||||||||
| Polimento químico | |||||||||||||||
| Polimento eletrolítico | |||||||||||||||
| Usinagem por descarga elétrica | |||||||||||||||







