Laminação e dobragem de ângulos, canais e tubos
Você já viu aqueles enormes tubos e tanques de metal nas fábricas? Eles começam como chapas planas! A curvatura por laminação é a...
Como você pode garantir a qualidade e a precisão das peças metálicas dobradas? Este artigo analisa os principais fatores que afetam a capacidade de fabricação, como o raio mínimo de curvatura, as propriedades do material e a qualidade da superfície. Ao compreender esses aspectos, você pode otimizar seus processos de dobra, evitar defeitos como rachaduras e obter resultados de alta qualidade. Continue lendo para conhecer dicas e orientações essenciais para uma dobragem de metal bem-sucedida.

A capacidade de fabricação de componentes dobrados refere-se à sua adaptabilidade aos processos de estampagem. A realização de uma análise de manufaturabilidade estrutural em peças curvadas é essencial para determinar a dificuldade da formação da curvatura, elaborar estratégias de estampagem e projetar moldes.
Componentes dobrados bem fabricados não apenas garantem alta qualidade, mas também simplificam os processos e as ferramentas. A capacidade de fabricação de peças dobradas se reflete principalmente nos seguintes aspectos:
Quando o relativo raio de curvatura (r/t) de um componente dobrado é reduzida até certo ponto, a tensão de tração nas fibras da superfície externa pode exceder o limite permitido do material, causando rachaduras ou fraturas.
Portanto, há uma restrição quanto ao raio de curvatura mínimo. Esse é o menor raio de canto interno que pode ser obtido sem danificar as fibras da superfície externa da peça bruta, conhecido como raio de curvatura mínimo (rmin). Da mesma forma, rmin/t é chamado de raio de curvatura mínimo relativo.
Os fatores que afetam o raio de curvatura mínimo incluem:
Quanto melhor for a plasticidade do material, maior será seu índice de plasticidade e menor será o raio de curvatura mínimo.
Os materiais de chapa laminada são anisotrópicos, com índices de plasticidade ao longo da direção da fibra mais altos do que aqueles perpendiculares a ela. Consequentemente, se a linha de flexão for perpendicular à direção da fibra do material, o valor de rmin/t é menor do que quando a linha de flexão é paralela à direção da fibra.
Ao dobrar peças com um r/t pequeno, o ideal é que a linha de dobra seja perpendicular à direção da fibra do material da chapa para aumentar o grau de deformação e evitar que as fibras externas se rasguem. Para componentes que exigem flexão multidirecional, a linha de flexão pode ser definida em um ângulo fixo em relação à direção da fibra do material. A relação entre a linha de flexão e a direção da fibra do material é ilustrada na Figura 3-4.
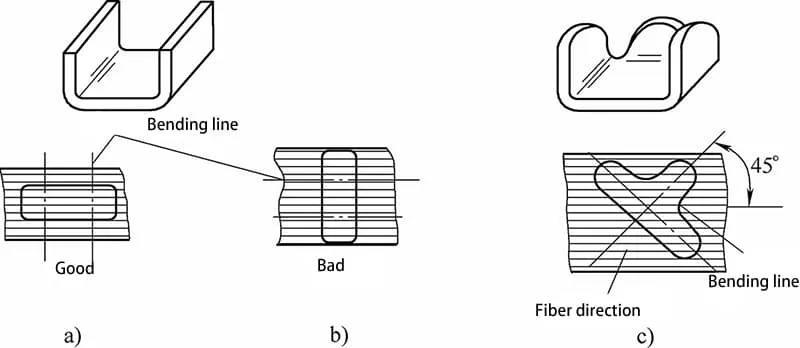
a) A linha de dobra é perpendicular ao grão da chapa metálica.
b) A linha de dobra é paralela ao grão da chapa metálica.
c) A linha de dobra está em um ângulo específico em relação ao grão da chapa metálica.
Se a superfície da peça bruta tiver arranhões, rachaduras ou se a lateral (seção transversal cortada ou perfurada) tiver rebarbas, entalhes e sinais de endurecimento por trabalho a frio, ela estará propensa a rachar durante a dobra.
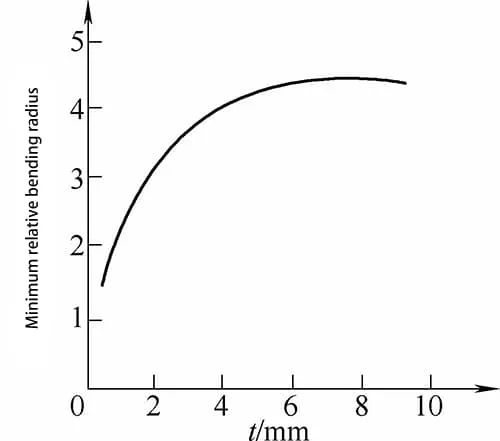
Portanto, as chapas metálicas com baixa qualidade de superfície e seção transversal terão um raio de curvatura mínimo relativo maior rmin/t, conforme mostrado na Figura 3-5. Para a dobra de placas grossas, para evitar rachaduras, é melhor colocar o lado com rebarbas de perfuração na parte interna da dobra, conforme ilustrado na Figura 3-6.
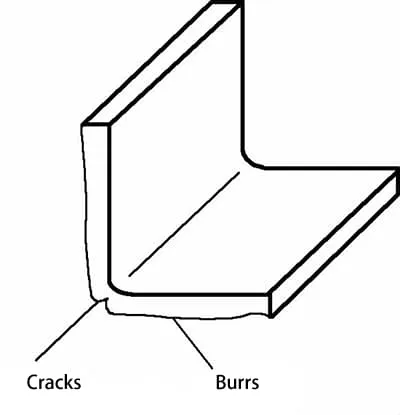
(A rebarba voltada para fora é propensa a rachaduras)
Em geral, quanto mais espessa for a chapa metálica, maior será o raio mínimo de flexão. Isso ocorre principalmente porque a tensão tangencial na zona de deformação muda linearmente na direção da espessura, sendo máxima na superfície e zero na camada neutra. Quando a espessura da chapa metálica é pequena, o gradiente da deformação tangencial muda drasticamente, diminuindo rapidamente de seu valor máximo para zero.
O metal adjacente à superfície externa, onde a deformação tangencial é maior, pode agir para evitar a deformação plástica instável local do metal da superfície. Assim, nesses casos, é possível obter deformações maiores e raios de curvatura mínimos menores. Em outras palavras, quanto mais fina for a chapa metálica, menor será a relação r/t.
A Tabela 3-1 lista os valores mínimos de raio de curvatura, enquanto a Tabela 3-2 detalha o raio de curvatura mínimo para peças tubulares.
Tabela 3-1: Raio mínimo de curvatura
| Materiais | Condição recozida | Condição de endurecimento por trabalho a frio | ||
| A posição da linha de dobra. | ||||
| Fibras verticais | Fibras paralelas | Fibras verticais | Fibras paralelas | |
| 08, 10, Q195, Q215-A | 0. 1t | 0.4t | 0. 4t | 0.8t |
| 15, 20, Q235-A | 0. 1t | 0.5t | 0.5t | 1. 0t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1. 0t | 1.7t |
| 60Mn, T8 | 1. 2t | 2. 0t | 2. 01 | 3.0t |
| Cobre puro | 0. 1t | 0.35t | 1. 0t | 2. 0t |
| Latão macio | 0. 1t | 0.35t | 0.35t | 0.8t |
| Latão (meio duro) | 0. 1t | 0.35t | 0.5t | 1. 21 |
| Fósforo Cobre | 一 | 一 | 1. 0t | 3.0t |
| Alumínio | 0. 1t | 0.2t | 0.3t | 0.8t |
| Alumínio semiduro | 1. 0t | 1.5t | 1. 5t | 2.5t |
| Alumínio duro | 2. 0 | 3. 0t | 3. 0t | 4. 0t |
Tabela 3-2: Raio mínimo de curvatura para tubos
| Espessura da parede | Raio mínimo de curvatura R | Espessura da parede | Raio mínimo de curvatura R |
| 0.02d | 4 vezes a espessura do material | 0.10d | 3D |
| 0.05d | 3,6 vezes a espessura do material | 0.15d | 2D |
Para uma dobra em ângulo reto (consulte a Figura 3-7a), a altura mínima da borda reta da peça dobrada deve ser h=2t. Quando a peça dobrada tiver uma borda chanfrada (consulte a Figura 3-7b), a altura mínima da borda lateral deverá ser hmin=(2~4)t ou 1,5t+r.
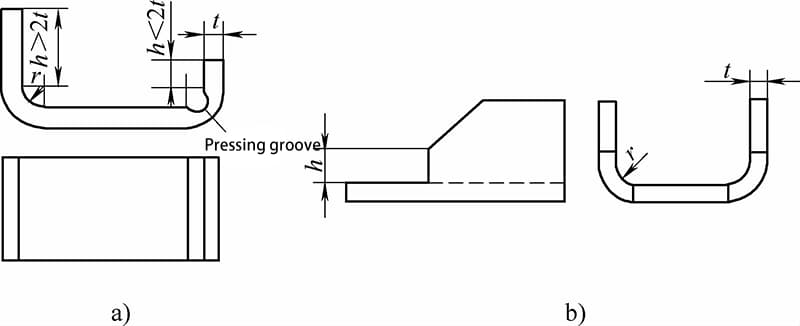
a) Altura da borda reta do componente dobrado
b) Altura da borda lateral do componente dobrado
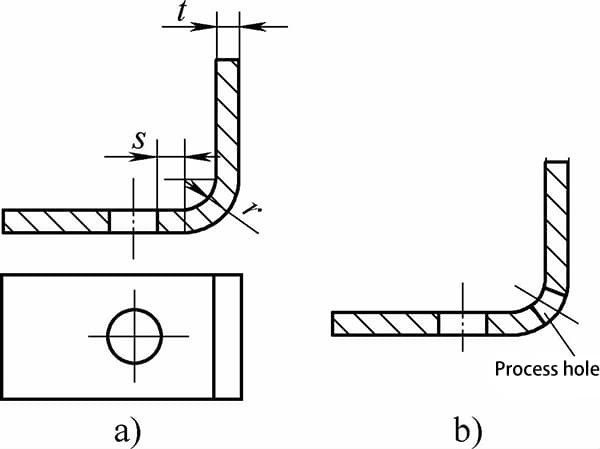
Quando um furo está muito próximo da linha de dobra, pode ocorrer deformação durante o processo de dobra. Portanto, é essencial posicionar o furo fora da zona de deformação, conforme ilustrado na Figura 3-8. A distância da borda do furo até o centro do raio de curvatura, indicada como "s", deve atender aos seguintes critérios:
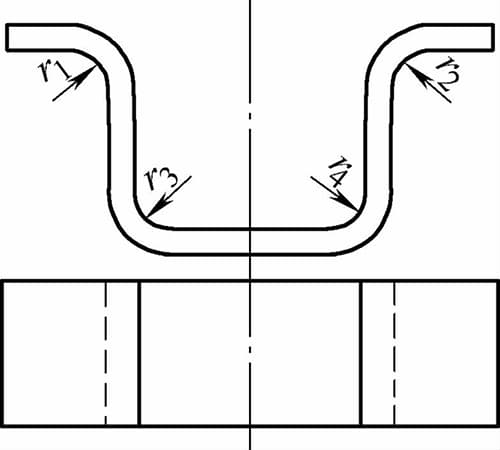
A forma e o tamanho dos componentes dobrados devem ser tão simétricos quanto possível. Conforme ilustrado na Figura 3-9, é preferível que os raios de filete da peça satisfaçam a condição em que r1 = r2 e r3 = r4.