Escolhendo o tubo de cobre certo para as tubulações de gás: Um guia para iniciantes
Quando se trata de garantir a segurança e a eficiência de suas linhas de gás, a escolha do tipo certo de tubo de cobre...

A soldagem com gás inerte de tungstênio geralmente usa argônio, hélio, gás misto de argônio e hélio ou gás misto de argônio e hidrogênio como gás de proteção.
O gás de proteção adequado para diferentes materiais é mostrado na Tabela 5-70.
Tabela 5-70 Gás de proteção adequado para diferentes materiais
| Material | Gás de blindagem aplicável e características |
| Alumínio e ligas de alumínio | Argônio: A soldagem CA proporciona um arco estável e uma boa ação de limpeza da superfície Hélio: Conexão positiva DC, produz um arco estável em materiais quimicamente limpos e tem uma velocidade de soldagem mais alta Gás misto de argônio e hélio: Tem boa ação de limpeza, maior velocidade de soldagem e penetração, mas a estabilidade do arco não é tão boa quanto a do argônio puro |
| Latão | Argônio: Arco estável com evaporação mínima. |
| Ligas de cobalto | Argônio: Arco estável e fácil de controlar. |
| Ligas de cobre-níquel | Argônio: O arco é estável e fácil de controlar, também adequado para soldar ligas de cobre-níquel com aço |
| Cobre livre de oxigênio | Argônio: Usa conexão positiva CC, o arco é estável e fácil de controlar Hélio: Tem um aporte térmico maior, velocidade de soldagem rápida e penetração profunda Gás misto de argônio e hélio: 75% de hélio, 25% de argônio. O arco é estável, adequado para a soldagem de peças finas |
| Inconel | Argônio: O arco é estável e fácil de controlar Hélio: Adequado para soldagem automática de alta velocidade |
| Aço de baixo carbono | Argônio: Adequado para soldagem manual Amônia: Adequado para soldagem automática de alta velocidade, fusão mais profunda em comparação com a proteção de argônio |
| Ligas de magnésio | Argônio: Usa soldagem CA, tem boa estabilidade de arco e ação de limpeza |
| Aço Maraging | Argônio: O arco é estável e fácil de controlar |
| Liga de titânio Molibdênio-0.5% | Argônio e hélio são adequados: Para obter metal de solda com boa plasticidade, além de maior proteção, o teor de nitrogênio na atmosfera de soldagem deve ser controlado abaixo de 0,1% (fração de volume) e o teor de oxigênio deve ser controlado abaixo de 0,05% (fração de volume) |
| Liga de Monel | Argônio: O arco é estável e fácil de controlar |
| Ligas de níquel | Argônio: O arco é estável e fácil de controlar Hélio: Adequado para soldagem automática de alta velocidade |
| Bronze de silício | Argônio: Pode reduzir a fragilidade térmica do material de base e do metal de solda |
| Aço silício | Argônio: O arco é estável e fácil de controlar |
| Aço inoxidável | Hélio: O arco é estável e pode atingir maior profundidade de fusão do que o argônio Argônio: O arco é estável e fácil de controlar |
| Ferro-liga | Argônio: O arco é estável e fácil de controlar Hélio: Adequado para soldagem automática de alta velocidade |
1) Argônio.
Os requisitos de pureza do argônio em peças soldadas são mostrados na Tabela 5-71. A composição do argônio de soldagem produzido internamente é mostrada na Tabela 5-72.
Tabela 5-71 Requisitos para a pureza do argônio em peças soldadas
| Material de soldagem | Tipo e polaridade da fonte de alimentação | Pureza do argônio (porcentagem de volume, %) |
| Molibdênio, Nióbio, Zircônio, Tântalo e suas ligas | Eletrodo CC Positivo | 99. 98 |
| Ligas resistentes a altas temperaturas | Eletrodo CC Positivo | 99. 95 |
Tabela 5-72 Composição do argônio de soldagem produzido internamente (fração de volume, %)
| Pureza do argônio | N2 | O2 | H2 | CnHm | H2 O |
| ≥99.99 | <0.01 | <0.0015 | <0.0005 | <0.001 | 30mg/m3 |
| ≥99.999 | ≤7 x10-5 | ≤10-5 | ≤5 x10-5 | 10 -5 | ≤2 x10-5 |
2) Hélio.
A pureza do hélio para soldagem geralmente requer mais de 99,8% (fração de volume). A composição do hélio para soldagem produzido internamente (fração volumétrica de 99,999%) é mostrada na Tabela 5-73.
Tabela 5-73 Composição do hélio para soldagem doméstica (99,999%) (fração de volume, %)
| Componentes | Ne | H2 | O2 + Ar | N2 | CO | CO2 | H2 O |
| Concentração(×10-5) | ≤4.0 | ≤1.0 | ≤1.0 | 2 | 0.5 | 0.5 | 3 |
3) Gás misto de argônio e hélio.
Ao usar gás misto de argônio e hélio, ele é particularmente adequado para ocasiões em que os requisitos de qualidade da solda são muito altos. A proporção típica de mistura é (75%~80%) He + (15%~20%) Ar (fração de volume).
4) Gás misto de argônio e hidrogênio.
O gás misto de argônio e hidrogênio é usado principalmente para soldar ligas à base de níquel, ligas de níquel-cobre e aço inoxidável. Geralmente, o conteúdo de hidrogênio no gás misturado deve ser controlado abaixo de 15% (fração de volume).
Na soldagem com gás inerte de tungstênio, o gás inerte serve apenas como proteção, e a composição da solda é ajustada principalmente pelo metal de adição para garantir a qualidade da solda. O metal de adição é fornecido pelo arame de solda, portanto, o conteúdo de enxofre, fósforo, gases nocivos e impurezas no arame de solda deve ser rigorosamente controlado.
Atualmente, não há um Soldagem TIG Na China, geralmente são usados fios de soldagem para soldagem a arco de metal a gás ou fios de aço para soldagem. Ao soldar aço de baixo carbono e aço de alta resistência de baixa liga, os fios de aço para soldagem são geralmente selecionados de acordo com o princípio de igual resistência e, ao soldar cobre, alumínio, aço inoxidável, fios de soldagem para soldagem a arco de metal a gás, fios de soldagem a gás ou soldagem por arco submerso Os fios são geralmente selecionados de acordo com o princípio da composição igualitária.
Ao soldar aços diferentes, se as estruturas dos dois aços forem diferentes, a seleção do arame de solda deve considerar a resistência a trincas e as questões de difusão de carbono; se as estruturas dos dois aços forem as mesmas, mas suas propriedades mecânicas forem diferentes, é melhor escolher um arame de solda com uma composição entre as duas. As classes de arame de solda recomendadas para tipos de aço comuns são mostradas na Tabela 5-74.
Tabela 5-74 Classes recomendadas de arame de solda para tipos comuns de aço
| Material de aço | Grau de arame de solda selecionado | |
| Categoria | Grau | |
| Aço carbono | Q235, Q235F, Q235g | H08Mn2Si |
| 10g, 15g, 20g, 22g, 25g | H05MnSiAlTiZr | |
| Aço de baixa liga | Q345 | H10Mn2 |
| Q345R | H08Mn2Si | |
| 15MnV, 16MnVCu | H08MnMoA | |
| 15MnVN, 19Mn5 | H08Mn2SiA | |
| 20MnMo | ||
| Aço de baixa liga resistente ao calor | 18MnMoNb, 14MnMoV | H08Mn2SiMo |
| 12CrMo, 15CrMo | H08CrMoA, H08CrMo, Mn2Si | |
| 20CrMo, 30CrMoA | H05CrMoVTiRe | |
| 12Cr1MoV, 15Cr1MoV 20CrMoV | H08CrMoV H05CrMoVTiRe | |
| 15Cr1MoV, 20Cr1MoV | H08 CrMnSiMoV | |
| 12Cr2MoWVTiB | H10Cr2MnMoWVTiB | |
| (G102) | H08Cr2MoWVNbB | |
| Aço G106 | H10Cr5MoVNbB | |
| Aço inoxidável | 06Cr19Ni10, 12Cr18Ni9 | HOCr18Ni9 |
| 12Cr18Ni9Ti | H0Cr18N9Ti | |
| 022Cr17Ni12Mo2 | HOCr18Ni12Mo2Ti | |
| Aço para baixas temperaturas | 09Mn2V | H05Mn2Cu, H05Ni2.5 |
| 06AlCuNbN | H08Mn2WCu | |
| Aço para baixas temperaturas | 3,5Ni, 06MnNb 06AlCuNbN | H00Ni4.5Mo H05Ni4Ti |
| 9Ni | HOONi11Co H06Cr20Ni60Mn3Nb | |
| Diferentes tipos de aço | G102 +12CrMoV G102 + 15CrMo | H08CrMoV |
| G102+Aço carbono | H08Mn2Si H08CrMoV H13CrMo | |
| G102 + 1Cr18NiTi G102 + G106 | Arame de solda à base de níquel | |
| 12Cr1MoV+Aço carbono | H08Mn2Si, H05MnSiAlTiZr | |
| 12CrMoV +15CrMo | H13CrMo, H08CrMoV | |
A função do eletrodo não consumível na soldagem TIG é conduzir eletricidade, acender o arco e manter a combustão normal do arco. Sua qualidade afeta muito a estabilidade do arco e o processo de soldagem, bem como a qualidade da solda. Em geral, os eletrodos não consumíveis devem atender aos requisitos de alta corrente permitida e baixo consumo.
1) Atualmente, os materiais comuns dos eletrodos incluem tungstênio puro, tungstênio thoriated, tungstênio ceriated, tungstênio zirconiated e tungstênio lanthanated. Os diâmetros comuns dos eletrodos de tungstênio são: 0,5mm, 1,0mm, 1,6mm, 2,0mm, 2,5mm, 3,2mm, 4,0mm, 5,0mm, 6,3mm, 8,0mm, 10,0mm, em um total de 11 tipos, com comprimentos que variam de 76 a 610mm. A superfície do eletrodo de tungstênio não deve apresentar defeitos, como cicatrizes, rachaduras, cavidades de contração, rebarbas ou inclusões não metálicas.
2) Os eletrodos de tungstênio domésticos geralmente são tratados na superfície por meio de limpeza química ou esmerilhamento mecânico. Para melhorar a estabilidade do arco, a extremidade do eletrodo de tungstênio precisa ser retificada em um formato cônico ou hemisférico, dependendo do tamanho da corrente.
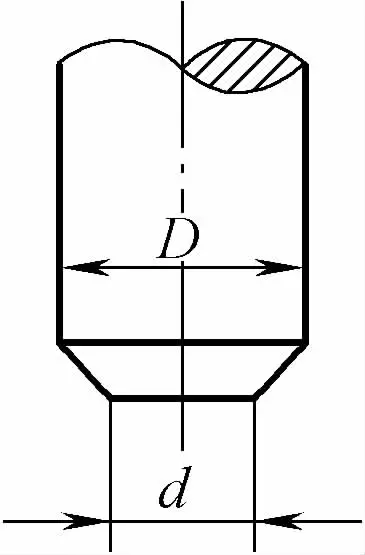
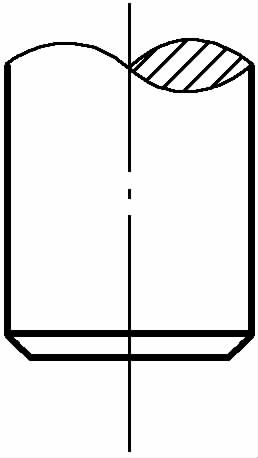
3) Quando o material do eletrodo de tungstênio é o mesmo, diferentes formatos de eletrodo terão um certo impacto sobre a estabilidade do arco e a formação da solda. A relação entre os formatos comuns da ponta do eletrodo de tungstênio e a estabilidade do arco é mostrada na Tabela 5-75.
Tabela 5-75 Formas comuns de ponta de eletrodo de tungstênio e sua relação com a estabilidade do arco
| Forma da ponta do eletrodo de tungstênio | Tipo de eletrodo de tungstênio | Polaridade da corrente | Faixa de aplicação | Estabilidade do arco |
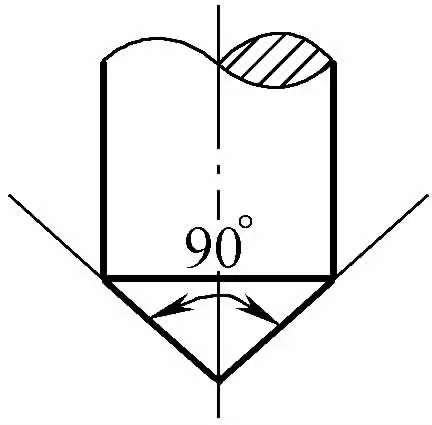 | Tungstênio ceriado ou thoriated | Eletrodo de corrente contínua positivo | Corrente alta | Estável |
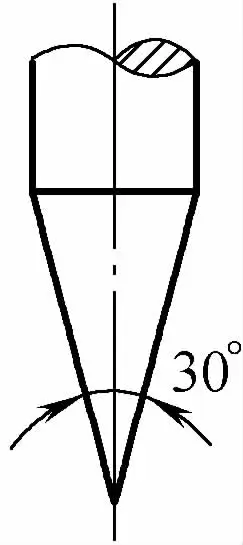 | Tungstênio ceriado ou thoriated | Eletrodo de corrente contínua positivo | Corrente baixa Adequado para soldagem em fendas estreitas e chapas finas | Estável |
 | Eletrodo de tungstênio puro | Corrente alternada | Soldagem de alumínio, magnésio e suas ligas | Estável |
 | Tungstênio ceriado ou thoriated | Eletrodo de corrente contínua positivo | Soldagem contínua com eletrodos de tungstênio com menos de 1 mm de diâmetro | Bom |
4) A capacidade de condução de corrente dos eletrodos de tungstênio é mostrada na Tabela 5-76.
Tabela 5-76 Capacidade de condução de corrente do eletrodo de tungstênio
| Diâmetro do eletrodo/mm | Corrente CC/A | Corrente CA/A | ||||
| Conexão direta (eletrodo -) | Conexão reversa (eletrodo +) | |||||
| Tungstênio puro | Tungstênio Thoriated, Tungstênio Ceriated | Tungstênio puro | Tungstênio Thoriated, Tungstênio Ceriated | Tungstênio puro | Tungstênio Thoriated, Tungstênio Ceriated | |
| 0.5 | 2 ~20 | 2 ~20 | - | - | 2 ~15 | 2~15 |
| 1 | 10 ~ 75 | 10 ~75 | - | - | 15 ~55 | 15 ~ 70 |
| 1.6 | 40 ~130 | 60 ~150 | 10 ~20 | 10 ~30 | 45 ~ 90 | 60 ~125 |
| 2 | 75 ~ 180 | 100 ~200 | 15 ~25 | 15 ~25 | 65 ~125 | 85 ~160 |
| 2.5 | 130 ~ 230 | 160 ~250 | 17 ~30 | 17 ~30 | 80 ~140 | 120 ~ 210 |
| 3 | 140 ~ 280 | 200~300 | 20 ~40 | 20 ~ 40 | 100~160 | 140 ~ 230 |
| 3.2 | 160 ~310 | 225~330 | 20 ~35 | 20 ~35 | 130 ~190 | 150 ~250 |
| 4 | 275 ~ 450 | 350~480 | 35 ~50 | 35 ~50 | 180 ~260 | 240 ~350 |
| 5 | 400 ~625 | 500 ~ 645 | 50 ~70 | 50 ~70 | 240 ~ 350 | 330 ~ 460 |
| 6 | 500 ~625 | 620 ~ 650 | 60 ~80 | 60 ~80 | 260 ~390 | 430 ~560 |
| 6.3 | 550~675 | 650 ~850 | 65~100 | 65~100 | 300~420 | 430 ~ 575 |
| 8 | - | - | - | - | - | 650 ~830 |
5) A tensão de circuito aberto necessária para os materiais de eletrodo comumente usados é mostrada na Tabela 5-77.
Tabela 5-77 Tensão de circuito aberto necessária para materiais de eletrodos comumente usados
| Tipos de eletrodos | Designações de eletrodos | Tensão necessária sem carga /V | ||
| Cobre | Aço inoxidável | Aço silício | ||
| Eletrodo de tungstênio puro | W | 95 | 95 | 95 |
| Eletrodo de tungstênio thoriated | WTh-10 WTh-15 | 40 ~65 35 | 50 ~70 40 | 70~75 40 |
| Eletrodo de tungstênio cercado | WCe-20 | - | 30~35 | - |
6) A seleção de eletrodos de tungstênio é mostrada na Tabela 5-78. Observe que algumas hastes de tungstênio são radioativas (como os eletrodos de tungstênio thoriated), portanto, a proteção de segurança deve ser garantida ao moer hastes de tungstênio. Ao armazenar uma grande quantidade de hastes de tungstênio, é melhor mantê-las em uma caixa de chumbo para evitar que a radiação prejudique o corpo humano.
Tabela 5-78 Seleção de eletrodos de tungstênio
| Tipos de eletrodos de tungstênio | Grau | Características |
| Tungstênio puro | W1、W2 | Tanto o ponto de fusão quanto o ponto de ebulição são muito altos, mas a desvantagem é que ele exige que a máquina de solda tenha uma tensão de circuito aberto mais alta. A operação prolongada pode resultar no derretimento do eletrodo de tungstênio. |
| Tungstênio Thoriated | WTh7, WTh10, WTh15, WTh30 | Ao adicionar uma certa quantidade de agulhas de óxido, as desvantagens dos eletrodos de tungstênio puro acima são superadas, mas há um traço de radioatividade. |
| Tungstênio ceriado | WCe-20 | Uma certa quantidade de óxido de cério é adicionada ao tungstênio puro. As vantagens são: baixa corrente de iniciação do arco, melhor compressão da coluna do arco, vida útil mais longa e radioatividade extremamente baixa. |