Dobramento manual: Habilidades essenciais para metalúrgicos
Você já se perguntou como os objetos do cotidiano obtêm suas formas exclusivas? De latas de refrigerante a peças de automóveis, a dobragem de metal é uma...
Como os engenheiros dobram perfis em formas complexas com precisão? Este artigo explora quatro métodos principais: dobragem por prensa, dobragem por rolo, formação de envoltório e dobragem por estiramento. Cada técnica tem suas próprias vantagens e aplicações específicas, desde formas simples até curvas complexas. Ao final da leitura, você entenderá as características exclusivas e os melhores usos de cada método de dobra, o que o ajudará a escolher a técnica certa para o seu próximo projeto.

Os perfis são amplamente utilizados em automóveis, aeronaves, máquinas químicas e várias estruturas metálicas, formadas principalmente por métodos de dobra. Atualmente, na produção, os métodos comuns de dobra de perfil incluem prensagem, laminação, envolvimento e desenho.
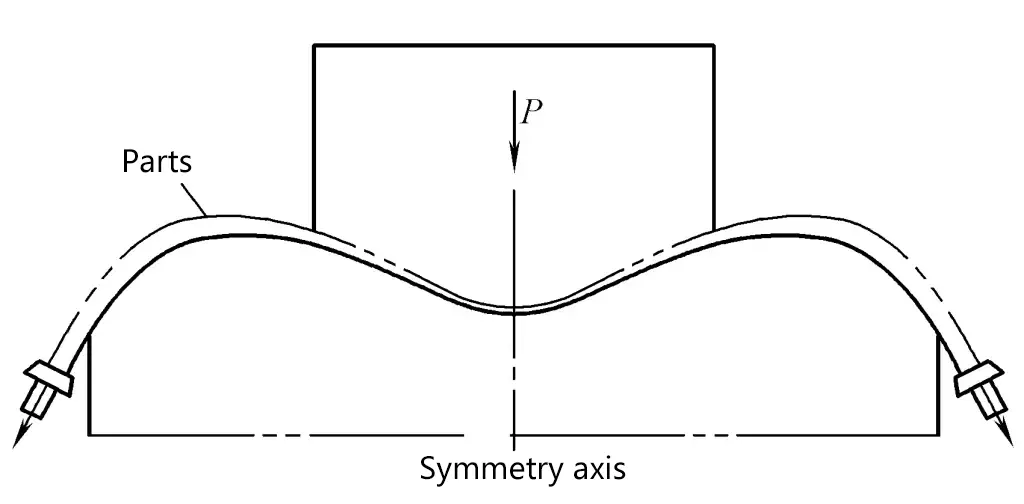
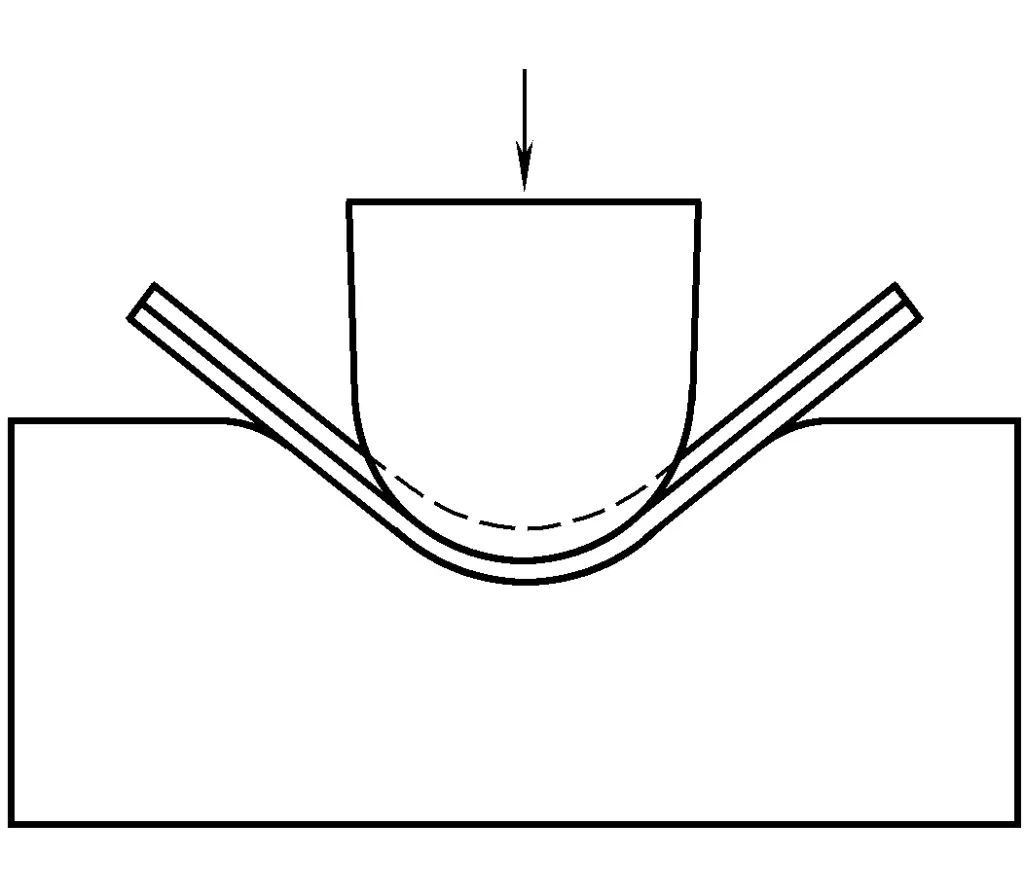
O processo de dobrar perfis usando matrizes de dobra em máquinas-ferramentas de processamento de pressão, como prensas e prensas hidráulicas, é chamado de dobra por prensa, conforme mostrado na Figura 1. Para melhorar a qualidade das peças dobradas por prensa, as matrizes côncavas com dispositivos de oscilação são frequentemente usadas em moldes de dobramento por prensa.
A maior vantagem do processo de dobramento por prensa é a simplicidade e a facilidade de operação, a não necessidade de equipamentos especiais de conformação, o baixo investimento em equipamentos e moldes e a alta eficiência de produção. No entanto, a precisão das peças dobradas por prensa é geralmente ruim, ocorrendo frequentemente um colapso grave na peças de dobrae o retorno elástico não é fácil de controlar. Esse método é geralmente usado para peças curtas e de formato simples e para a dobra plana de perfis com paredes mais espessas; o ângulo de dobra não deve ser muito grande, geralmente não ultrapassando 120°.
O processo de formação no qual os perfis são empurrados para a frente e sofrem deformação por flexão sob a pressão e o atrito de rolos ou eixos de rolos é chamado de flexão por rolo. A curvatura por rolo é dividida em curvatura por três rolos, curvatura por quatro rolos e curvatura por vários rolos, de acordo com o número e a disposição dos rolos, conforme mostrado na Figura 2.
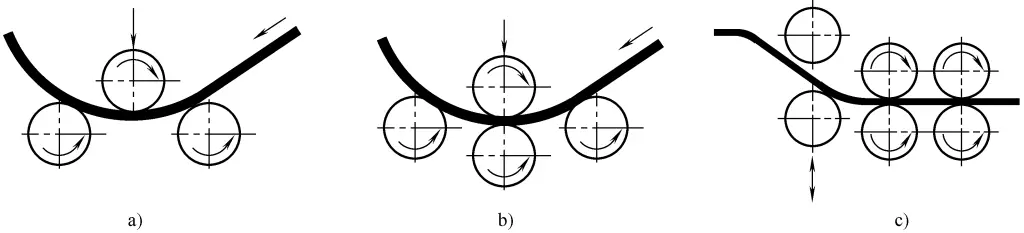
Tomando como exemplo a curvatura de três rolos, o perfil é colocado entre os rolos de curvatura, o rolo de acionamento empurra o perfil para frente e o torque de curvatura pode variar de acordo com a distância entre os rolos. O raio de curvatura do perfil depende principalmente da distância central vertical entre o rolo superior e os dois rolos inferiores e da distância horizontal entre os dois rolos inferiores.
A curvatura por rolo é versátil, e a quantidade de retorno elástico pode ser compensada ajustando-se a posição dos rolos de curvatura sequencialmente. A curvatura de quatro rolos pode melhorar a precisão da forma da seção transversal do perfil porque pode suportar a parte inferior do perfil.
A curvatura por rolo é adequada para a formação de peças de perfil com um raio de curvatura maior e formas simples de seção transversal, especialmente para a formação de perfis com curvatura igual e seções transversais simétricas. A vantagem da curvatura por laminação é a simplicidade do equipamento. A desvantagem é que as extremidades do perfil não podem ser dobradas e, além disso, a peça de trabalho não tem suporte confiável durante a formação, a parede interna está sujeita a enrugamento e instabilidade, e a seção transversal está sujeita a distorção; ao dobrar perfis de seção transversal assimétricos, é fácil torcer e deformar no plano de dobra.
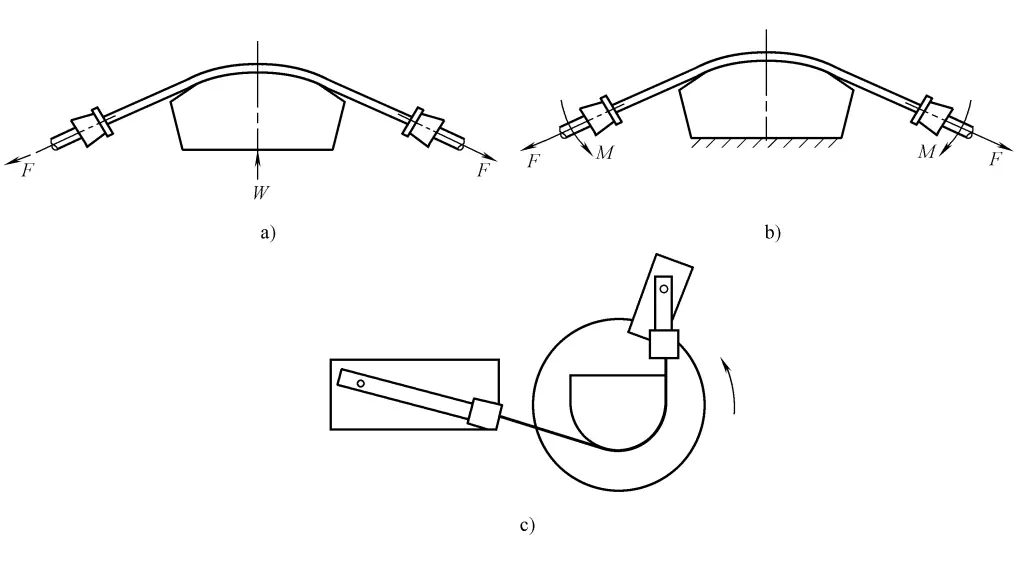
A curvatura por enrolamento refere-se ao processo de pressionar o perfil com uma roda ou bloco de prensa lateral e curvá-lo gradualmente ao redor do molde de curvatura, conforme mostrado na Figura 3. O perfil é fixado pelo controle deslizante de fixação no molde de dobra rotativo, e a dobra do perfil é obtida sob a ação conjunta da rotação do molde e do bloco de prensa lateral móvel.
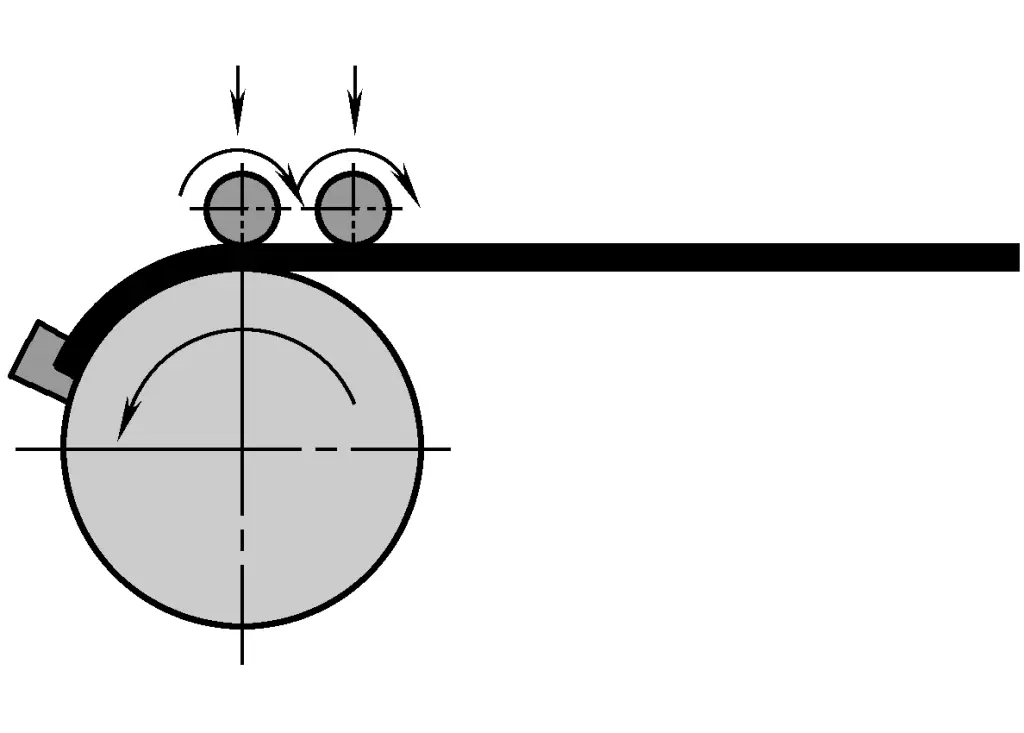
Ao dobrar dessa forma, uma força de tração pode ser aplicada à cauda do perfil, que se dobra sob a ação da força de tração. O controle da força de tração axial pode efetivamente evitar o enrugamento da parede interna e reduzir o retorno elástico após a formação, alcançando assim dobramento e conformação de perfis com raio de curvatura menor. Ao aplicar a orientação para cima e para baixo na direção do plano de curvatura vertical, a formação de curvatura tridimensional também pode ser realizada.
Outro método do processo de dobra de envoltório é que o perfil é fixado no molde de dobra estacionário por um molde de fixação ou um controle deslizante de fixação, e o perfil é dobrado girando o molde de giro ou movendo o bloco de prensa ao redor do molde de dobra. Esse método tem alta eficiência de produção, e o ângulo de curvatura pode chegar a cerca de 180°. No entanto, o raio de curvatura não deve ser muito pequeno, caso contrário, poderão ocorrer rugas na superfície interna da peça dobrada.
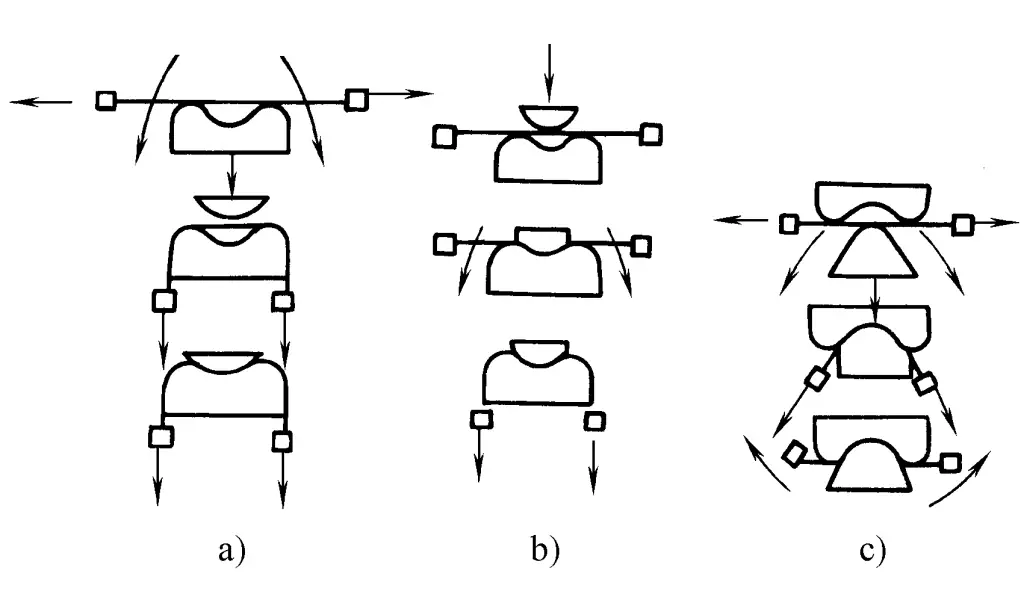
A dobra por estiramento é um método de processamento que prende as duas extremidades do perfil em um dispositivo de fixação (braçadeira) e o dobra ao redor do molde enquanto aplica força de tração. Do ponto de vista do equipamento usado, a formação de dobra por estiramento pode ser dividida em três tipos: formação de dobra por estiramento de mesa reta, formação de dobra por estiramento de braço oscilante e formação de dobra por estiramento de mesa giratória, conforme mostrado na Figura 4.
a) Flexão por estiramento em mesa reta
b) Flexão do braço em balanço
c) Flexão de mesa giratória
As vantagens da conformação por flexão são a pequena recuperação de peças, a baixa tensão residual e a alta eficiência de produção. Ele é mais amplamente usado no processamento de dobra de perfis longos. O processo de dobra é usado principalmente para a formação de dobras de perfis de seção aberta, mas também pode ser usado para a formação de perfis de seção fechada. Ele pode produzir peças curvadas de curvatura igual, bem como processar peças curvadas de curvatura variável. O ângulo máximo de curvatura da formação de curvatura é geralmente inferior a 180°.
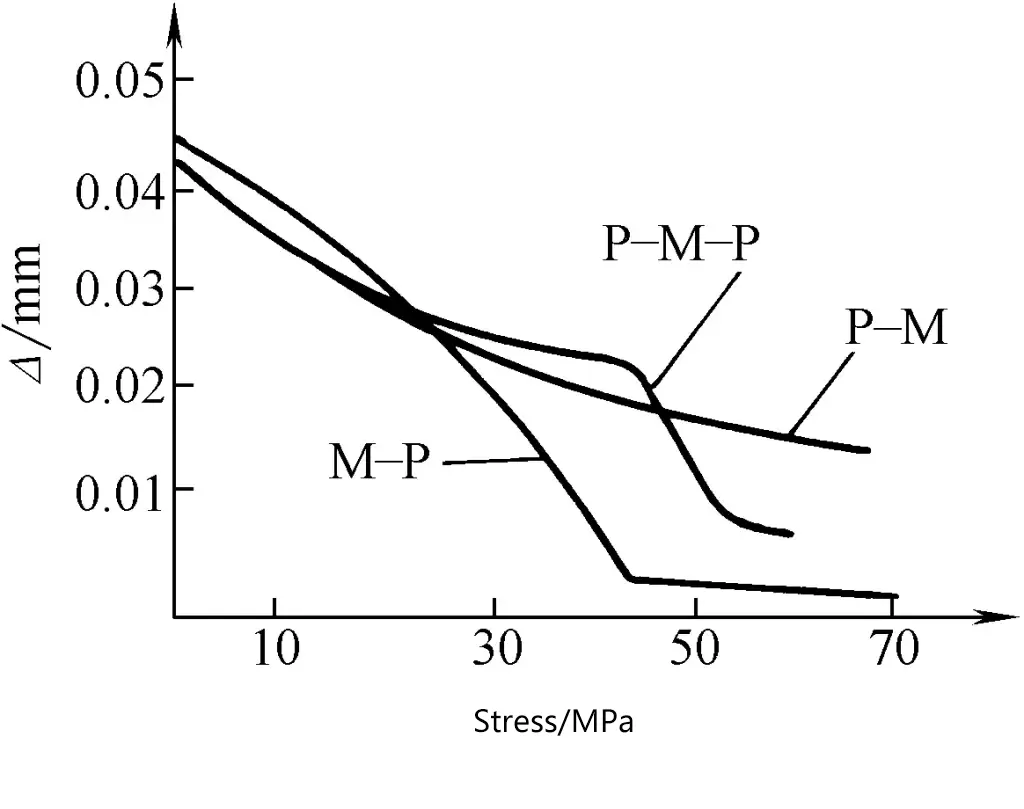
Há vários métodos de flexão de acordo com diferentes métodos e sequências de carregamento.
Primeiro, aplique uma pré-tensão axial em ambas as extremidades do perfil e, em seguida, aplique um momento de flexão sob tensão até que ele se adapte ao molde.
Primeiro, aplique um momento de flexão ao perfil para que ele se dobre até ficar em conformidade com o molde e, em seguida, aplique uma tensão axial suplementar.
Esse método é o mais comumente usado. Primeiro, aplique uma pré-tensão axial em ambas as extremidades do perfil, depois aplique um momento de flexão sob tensão até que ele se adapte ao molde e, por fim, aplique uma tensão axial suplementar.
O objetivo do pré-tensionamento é eliminar a deformação inicial de torção do perfil em seu estado de fornecimento e produzir uma certa deformação inicial de tração, o que pode evitar a instabilidade e o enrugamento da trama interna do perfil durante a flexão. O objetivo do tensionamento adicional é reduzir ainda mais o retorno elástico e melhorar a precisão da formação.
A comparação do retorno elástico após a descarga para três tipos de flexão é mostrada na Figura 5, onde
Δ =1 - R/R'
onde
Sob a premissa de satisfazer a precisão da formação de dobra por estiramento, a quantidade de estiramento do perfil deve ser a menor possível. Com base no raio de curvatura relativo e no tamanho do ângulo de curvatura das peças do perfil, determine o número de operações de curvatura por estiramento e a quantidade de estiramento para cada operação.
Flexão de estiramento único
A curvatura por estiramento simples é adequada para a curvatura por estiramento de peças de perfil de tamanho médio e pequeno com pequena deformação. O raio de curvatura mínimo relativo para perfis típicos de liga de alumínio em curvatura por estiramento simples é mostrado na Tabela 1. A taxa de alongamento adicional para curvatura por estiramento simples é mostrada na Tabela 2.
Tabela 1 Raio de curvatura mínimo relativo para curvatura inicial de 2024O, 7075O
| Ângulo de flexão α/(°) | 30 | 60 | 90 | 120 | 150 | 180~220 | 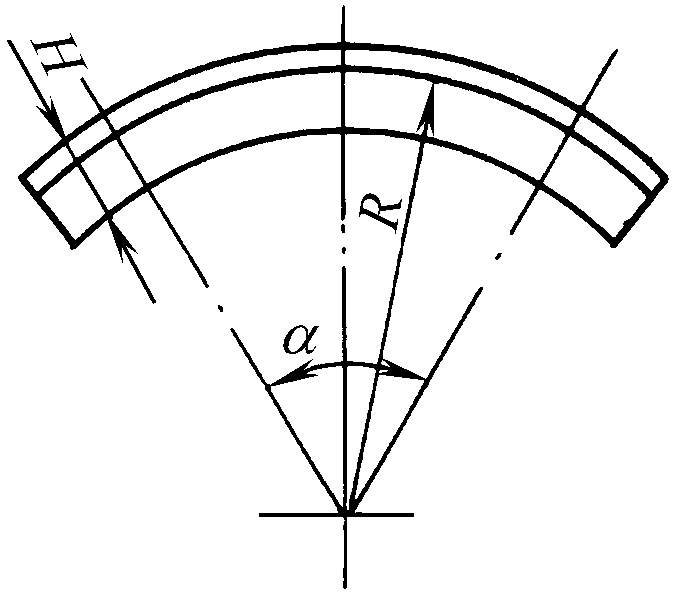 |
| Raio de curvatura relativo R/H | 10 | 15 | 23 | 27 | 34 | 38 |
Tabela 2 Índice de alongamento de flexão inicial A (%)
| R/ H | Material | ≥100 | 75 | 50 | 40 | 35 | 30 | 24 |
| α (90°) | 2024 | 3 | 3.2 | 3.8 | 4.2 | 4.5 | 4.9 | 5.6 |
| 7075 | 1.5 | 2.6 | 2.8 | 3 | 3.1 | 3.3 | 4.4 | |
| α (120°) | 2024 | 3.5 | 3.9 | 4.4 | 4.8 | 5.2 | 5.6 | |
| 7075 | 3 | 3.2 | 3.4 | 3.6 | 3.7 | 3.9 | ||
| α (150°) | 2024 | 4.1 | 4.4 | 5 | 5.5 | 5.8 | ||
| 7075 | 3.6 | 3.7 | 4 | 4.2 | 4.4 | |||
| α/(acima de 180°) | 2024 | 4.7 | 5 | 5.7 | 6.1 | |||
| 7075 | 4.2 | 4.3 | 4.6 | 4.8 |
Flexão secundária
Para perfis de liga de alumínio, se o raio de curvatura relativo da peça for pequeno, ou se houver requisitos mais altos para a precisão e a qualidade da superfície da peça, ou se a rigidez da peça de perfil for grande, um método de fabricação razoável é usar o mesmo molde para dobrar duas vezes. A primeira dobra utiliza matérias-primas de perfil recozido, carregadas de forma "esticar e depois dobrar", pré-esticadas em cerca de 1% e depois dobradas. A matéria-prima é removida imediatamente após a de encaixe o molde e, em seguida, enviado para a têmpera.
No estado recém-temperado, a segunda dobra é formada por um método de carregamento "dobre e depois estique". Nesse momento, a peça pré-formada é primeiro dobrada e, depois de encaixada no molde, a tensão é aplicada. No final da segunda dobra, o alongamento do material próximo ao grampo pode ser controlado dentro da faixa de 1,5% a 3%. Após duas dobras, a maioria das peças reduz significativamente a quantidade de retorno elástico e pode ser entregue para inspeção após uma retificação manual mínima ou até mesmo inexistente.
O dobramento secundário tem as vantagens de alta precisão, retificação manual mínima e menor tensão residual. A segunda dobra após a têmpera deve ser concluída dentro do novo período de incubação de têmpera do material. Para estender o período de incubação após o resfriamento, as peças recém-resfriadas devem ser colocadas em um equipamento de refrigeração. A taxa de estiramento após a têmpera é mostrada na Tabela 3.
Tabela 3 Alongamento A (%) após a têmpera de 2024, 7075
| R/ H | 30 – 15 | 10 | 8 | 6 | 5 |
| α (90°) | 1.3 | 1.7 | 1.8 | 2 | 2.4 |
| α (120°) | 1.4 | 1.8 | 2 | 2.2 | 2.5 |
| α (150°) | 1.5 | 1.9 | 2.1 | 2.3 | 2.6 |
| α / (180°) | 1.6 | 2 | 2.2 | 2.4 | 2.8 |
O comprimento da matéria-prima das peças dobradas pode ser calculado pela seguinte fórmula
LM =0,99(L+2A)+2B
Onde na fórmula
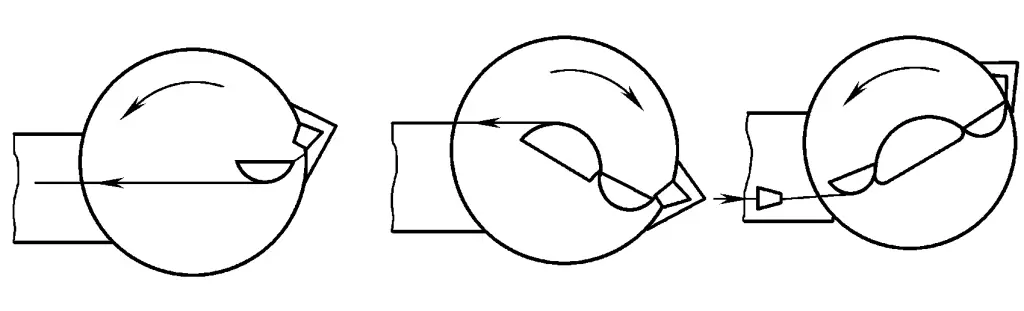
Pode ser implementado em uma máquina de dobra de cantilever ou em uma máquina de dobra de mesa giratória. Quando implementada em uma máquina de dobra cantilever, ela geralmente é dividida em duas situações: dobra sem um dispositivo de pressão lateral e dobra com um dispositivo de pressão lateral, conforme mostrado na Figura 6 e na Figura 7, respectivamente.
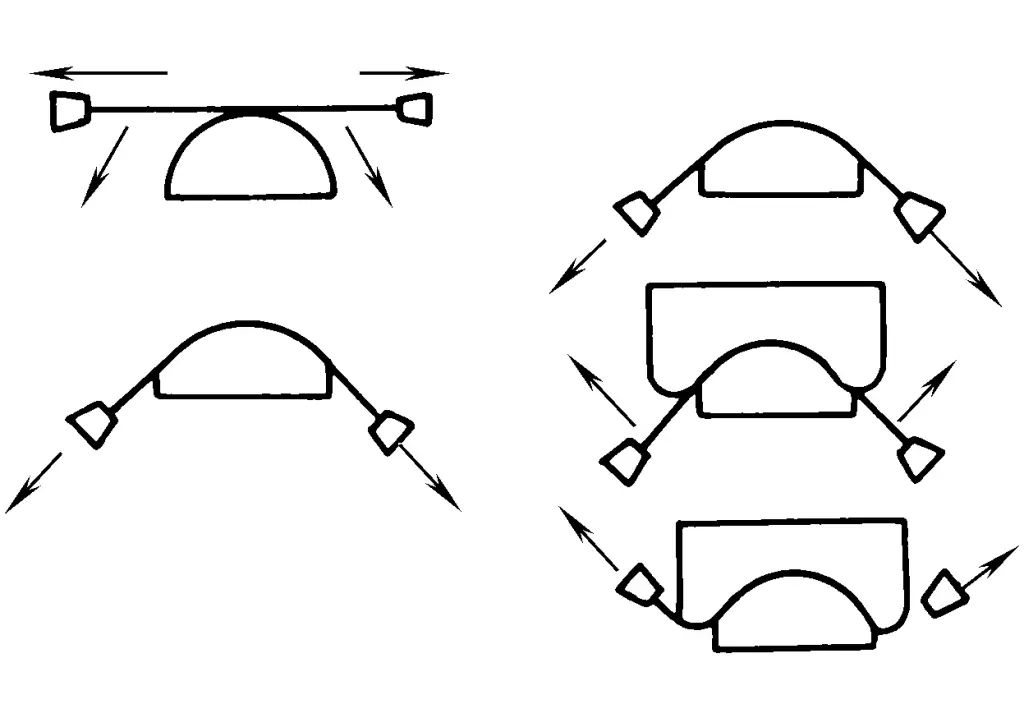
O fluxo de processo típico para dobrar sem um dispositivo de pressão lateral é primeiro puxar a primeira curvatura, depois instalar o molde de dobra reversa, reverter para formar a segunda curvatura e, por fim, puxar novamente. Há três métodos típicos para dobrar com um dispositivo de pressão lateral:
1) Puxe primeiro e depois dobre, seguido de dobra com o cilindro de pressão lateral pressionando contra o molde convexo e, por fim, puxe novamente, conforme mostrado na Figura 7a. Esse método só pode ser usado para peças com um pequeno recuo no meio.
2) Pré-puxar primeiro, dobrar com o cilindro de pressão lateral pressionando contra o molde convexo auxiliar, depois dobrar novamente com o molde de dobra e, por fim, puxar novamente, conforme mostrado na Figura 7b.
3) Puxe primeiro e depois dobre, o molde côncavo é pressionado pelo cilindro de pressão lateral para segurar o material, depois dobre de acordo com o molde côncavo (inverta o cantilever ou vire a peça) e, por fim, puxe novamente, conforme mostrado na Figura 7c.
O fluxo típico do processo em uma dobradeira com mesa giratória é concluir a dobradura de peças com curvatura reversa em etapas separadas por meio da rotação para frente e para trás da mesa de trabalho, conforme mostrado na Figura 8.
Para peças com ângulos de seção de perfil variáveis, as seguintes medidas podem ser tomadas de acordo com o tamanho da alteração do ângulo:
1) Se a alteração do ângulo for inferior a 3°, ele poderá ser retirado diretamente durante a dobra. Para garantir que o ângulo finalmente atenda aos requisitos técnicos, uma certa quantidade de correção manual pode ser realizada após a dobra.
2) Se a mudança de ângulo for superior a 3°, para garantir a qualidade da formação da dobra e reduzir a quantidade de correção manual do ângulo, um chanfro pode ser pré-fabricado antes da dobra de acordo com suas diferentes mudanças de ângulo; considerando que o ângulo mudará dentro de uma determinada faixa durante o processo de dobra, o chanfro pré-fabricado deve ser selecionado de acordo com a Tabela 4 para diferentes tipos de peças. Para que o ângulo da peça corresponda ao molde de dobra, a peça pode ser ajustada batendo no molde antes de ser descarregada no final da dobra.
Tabela 4 Seleção de chanfros pré-fabricados antes da dobra
| Forma de dobra | Borda em | Limite | ||
| Forma de chanfro da peça | Bisel aberto | Chanfro fechado | Bisel aberto | Chanfro fechado |
| Direção de desvio de ângulo pré-fabricada | Muito pequeno | Muito grande | Muito grande | Muito pequeno |
3) Em uma máquina de dobra do tipo torre, é possível produzir chanfros de peças durante a dobra, com uma precisão de até ±30'.
Geral curvatura de perfil é realizada com seção transversal e espessura constantes, mas para os seguintes tipos de perfis de espessura variável, a flexão também pode ser realizada tomando-se as medidas necessárias:
1) Um perfil com uma seção transversal uniformemente crescente, de pequena a grande, pode ser dobrado em uma dobradeira com mesa giratória. Comece a dobrar a partir da extremidade da seção transversal menor, inicialmente usando uma força de tração menor, e aumente gradualmente a força de tração à medida que o tamanho da seção transversal aumenta até que a forma final seja formada.
2) Peças em forma de "S" com espessura uniforme. O método de dobra combinada em pares pode ser usado, e a extremidade com o menor tamanho de seção transversal é usada como a extremidade combinada, conforme mostrado na Figura 9.