Cilindros hidráulicos: Princípios de funcionamento e tipos
O que aciona o maquinário pesado usado na construção e na manufatura? Os cilindros hidráulicos desempenham um papel fundamental, transformando a energia hidráulica em...
Os parâmetros básicos são os dados técnicos fundamentais da prensa hidráulica, determinados pelo uso do processo e pelo tipo estrutural da prensa hidráulica. Eles refletem a capacidade de trabalho e as características da prensa hidráulica e definem essencialmente as dimensões gerais e o peso total do corpo. Os parâmetros básicos são a principal base para os usuários na hora da compra.
Agora, considerando o feixe de três raios e quatro colunas prensa hidráulica Como exemplo, são apresentados os parâmetros básicos da prensa hidráulica.
A força nominal é geralmente o principal parâmetro da prensa hidráulica, refletindo sua principal capacidade de trabalho. A força nominal é a pressão máxima de trabalho que a prensa hidráulica pode exercer nominalmente, numericamente igual ao produto da pressão máxima do líquido e da área total de trabalho dos pistões de trabalho (arredondada para um número inteiro).
Para utilizar totalmente o equipamento, atender aos requisitos do processo e economizar líquido de alta pressão, geralmente as prensas hidráulicas de grande e médio porte dividem a força nominal em dois ou três níveis. As prensas hidráulicas acionadas diretamente por bombas não precisam ser estruturalmente divididas em níveis de pressão.
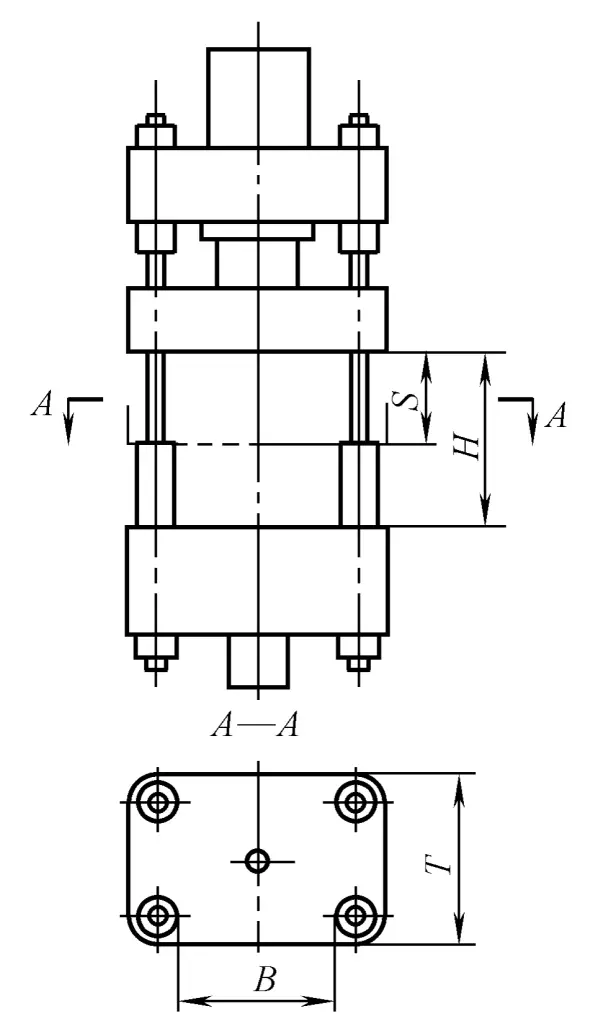
A distância máxima de folga H refere-se à distância da superfície da mesa de trabalho até a parte inferior da viga transversal móvel quando ela para na posição de limite superior, conforme mostrado na Figura 1-1-6.
A distância máxima de folga reflete o tamanho do espaço de trabalho na direção da altura da prensa hidráulica. Ela deve ser determinada com base na altura do molde (ferramenta) e do espaçador correspondente, no tamanho do curso de trabalho e no espaço necessário para inserir peças em bruto e remover peças de trabalho, entre outros fatores do processo.
A distância máxima de folga tem um impacto significativo sobre a altura total da prensa hidráulica, o comprimento das colunas, a estabilidade do corpo da prensa hidráulica e a altura da oficina de instalação. Portanto, a altura da prensa deve ser minimizada o máximo possível e, ao mesmo tempo, atender aos requisitos do processo, a fim de reduzir seu custo.
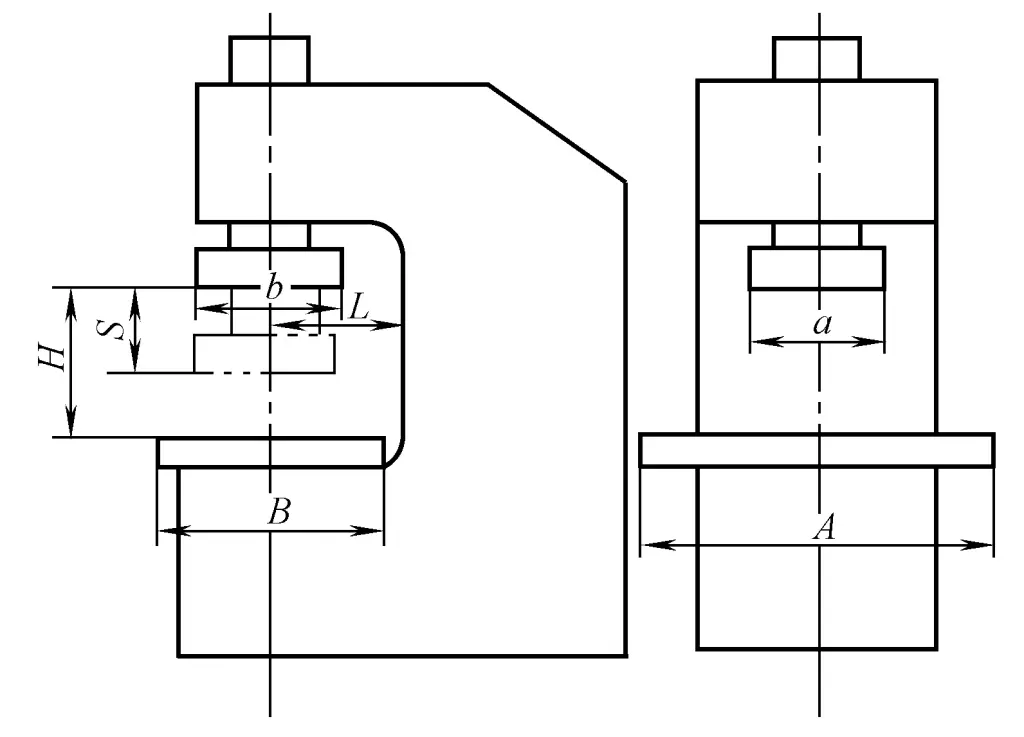
A distância máxima de folga para uma prensa hidráulica de braço único é a distância da parte inferior do cabeçote da prensa até a superfície da mesa de trabalho, conforme mostrado na Figura 1-1-7.
O curso máximo S refere-se à distância da superfície inferior da luva guia da coluna da travessa móvel na posição limite superior até a superfície superior da luva limite da coluna, que também é a distância máxima que a travessa móvel pode se mover.
O curso máximo deve ser determinado com base no curso máximo de trabalho necessário durante o processo de formação da peça, pois ele afeta diretamente o comprimento do cilindro de trabalho e do cilindro de retorno e seus pistões, bem como a altura total da estrutura.
A mesa de trabalho geralmente é fixada na viga transversal inferior, onde os moldes ou ferramentas são colocados. O tamanho da mesa de trabalho refere-se às dimensões efetivas disponíveis na superfície da mesa de trabalho, como B×T na Figura 1-1-6, ou A×B na Figura 1-1-7. O tamanho da mesa de trabalho depende das dimensões planas do molde (ferramenta) e da disposição do processo.
As prensas hidráulicas para forjamento ou estampagem de chapas grossas de grande e médio porte geralmente têm uma mesa de trabalho móvel, o curso da mesa de trabalho móvel e a força nominal do cilindro de pressão estão relacionados à necessidade de substituição do molde e ao método de operação do processo.
Além do tamanho da mesa de trabalho, em algumas prensas hidráulicas de quatro colunas, a distância central das colunas (lado largo e lado estreito) também é usada como parâmetro. A prensa hidráulica de braço único é aberta em três lados no plano, e o parâmetro que afeta o tamanho do espaço de trabalho no plano é a profundidade da garganta, que é a distância do centro do cabeçote da prensa hidráulica de braço único até a superfície interna da estrutura, conforme mostrado na Figura 1-1-7 como L.
Ao calcular a força necessária para o retorno, considere o peso das peças móveis, a força necessária durante o processo de retorno (como a força de tração do molde, o cortador de elevação etc.), a resistência do cilindro de trabalho para descarregar o fluido, o atrito nas vedações dos cilindros e o atrito na guia da viga transversal móvel. A força de retorno é obtida pelo fluido de alta pressão que empurra a área anular do anel do pistão na câmara inferior do cilindro do pistão ou por um cilindro de retorno definido separadamente.
Pode ser dividida em velocidade do curso de trabalho, velocidade do curso ocioso (curso de enchimento) e velocidade de retorno.
A velocidade do curso de trabalho deve ser determinada de acordo com os diferentes requisitos do processo, sua faixa de variação é grande e afeta diretamente a qualidade da peça de trabalho e a demanda de energia da bomba. As prensas hidráulicas de forjamento exigem uma alta velocidade de trabalho, chegando a 50~150 mm/s, enquanto a velocidade do curso de trabalho das prensas hidráulicas universais e de corte de quatro colunas é de 10~15 mm/s, e a das prensas hidráulicas de extrusão de eletrodos é de apenas 3 mm/s.
A potência de uma bomba hidráulica de acionamento direto é proporcional à velocidade do curso de trabalho. A velocidade durante a marcha lenta e o retorno geralmente pode ser maior para aumentar a produtividade. No entanto, se a velocidade for muito rápida, ela causará golpe de aríete e vibração ao parar ou dar ré.
Em muitos processos executados em prensas hidráulicas, frequentemente ocorrem cargas excêntricas, que acontecem tanto no lado largo quanto no lado estreito da prensa hidráulica. A excentricidade máxima permitida refere-se à excentricidade máxima permitida quando a resistência à deformação da peça de trabalho se aproxima da força nominal. Ao selecionar uma prensa hidráulica, essa excentricidade deve ser considerada com base nas características do processo.
Algumas prensas hidráulicas (como prensas hidráulicas de forjamento e estampagem) geralmente têm ejetores instalados na viga transversal inferior para ejetar peças de trabalho ou durante o desenho. A força e o curso do ejetor são inteiramente determinados pelos requisitos do processo.
Para várias prensas hidráulicas com diferentes formas estruturais e diferentes finalidades de processo, existem diferentes parâmetros básicos. O departamento do setor de máquinas do nosso país estabeleceu vários padrões para formas de prensas hidráulicas e parâmetros básicos para diferentes finalidades de processo, como a prensa hidráulica de estampagem de braço único JB/T2098-2010, a prensa hidráulica universal de quatro colunas (JB/T9957.2-1999), a prensa hidráulica de corte (JB/T1881-2010) etc.