Guia abrangente para processos de superacabamento na manufatura
Imagine a superfície elegante e impecável de um componente de alta precisão, livre até mesmo das menores imperfeições. Conseguir isso...

A operação das máquinas de soldagem a laser é flexível e amplamente aplicável, o que as torna muito procuradas no processamento industrial. A soldagem a laser é comumente usada para soldar materiais metálicos. A máquina de solda a laser irradia a superfície do metal com um feixe de laser de alta intensidade, fazendo com que o metal derreta e depois esfrie e se solidifique.
Em comparação com as máquinas de solda tradicionais, máquinas de soldagem a laser oferecem qualidade de processamento superior, deformação mínima e eficiência dobrada.
Para obter melhores resultados de soldagem, reduzir o impacto do calor e garantir resistência e dureza, usaremos o exemplo da máquina de solda a laser de 1500 W para apresentar os fatores que afetam o resultado da soldagem a laser.
A espessura do material determina a potência necessária da máquina de solda a laser. Durante o processo de soldagem a laser, se a potência de saída for muito alta ou muito baixa, isso afetará a profundidade da fusão.
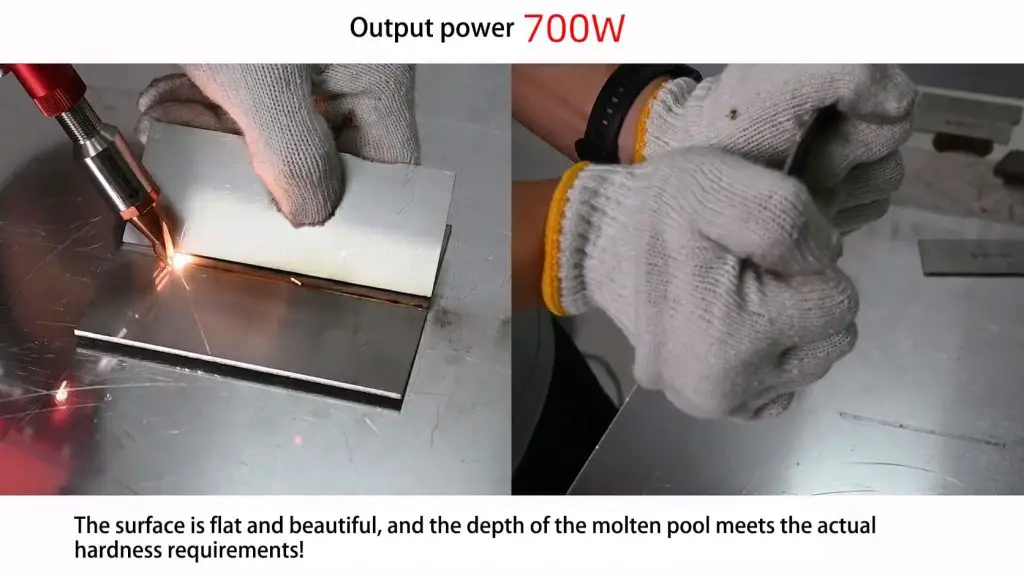
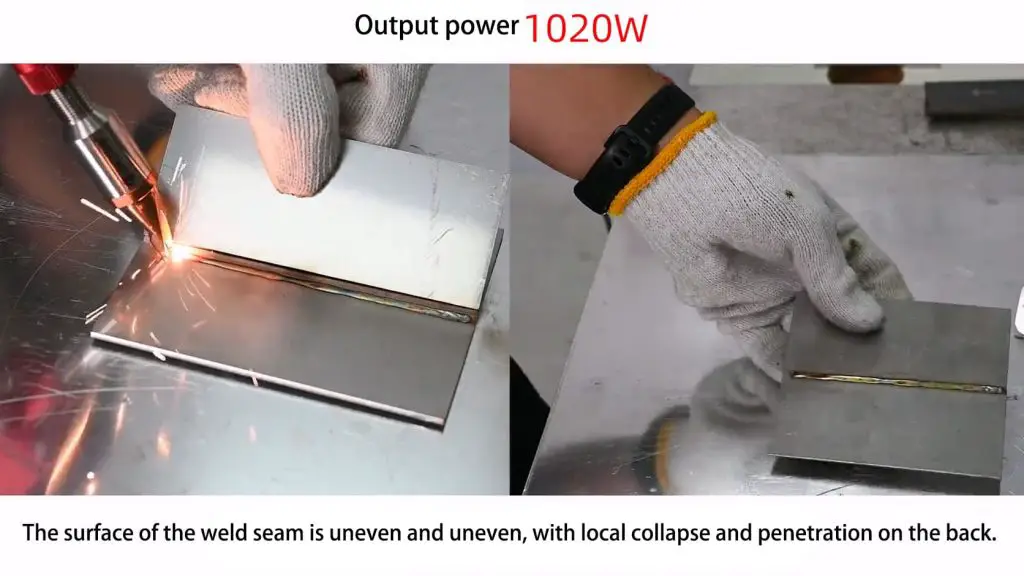
Como pode ser visto na imagem acima, a potência de saída afeta muito a espessura da chapa, não apenas afetando a qualidade da aparência, mas também as propriedades mecânicas do nosso processo de soldagem. Portanto, durante o processo de depuração, recomenda-se primeiro confirmar a faixa de potência efetiva para um melhor ajuste dos parâmetros.
A distância focal refere-se à distância da superfície do material até o menor ponto do feixe de laser focalizado durante a soldagem. Como o foco do laser é o centro do ponto de luz, se a densidade de potência for muito alta, é fácil evaporar em um orifício. Longe do foco do laser, a distribuição da densidade de potência é relativamente uniforme.
Portanto, durante o processo de soldagem, precisamos alterar a distância entre o foco e a superfície do material (também conhecida como desfocagem) para obter melhores resultados de soldagem. O tamanho do desfoco pode alterar a densidade de potência e o ponto de luz, o que tem um certo impacto na qualidade da soldagem.
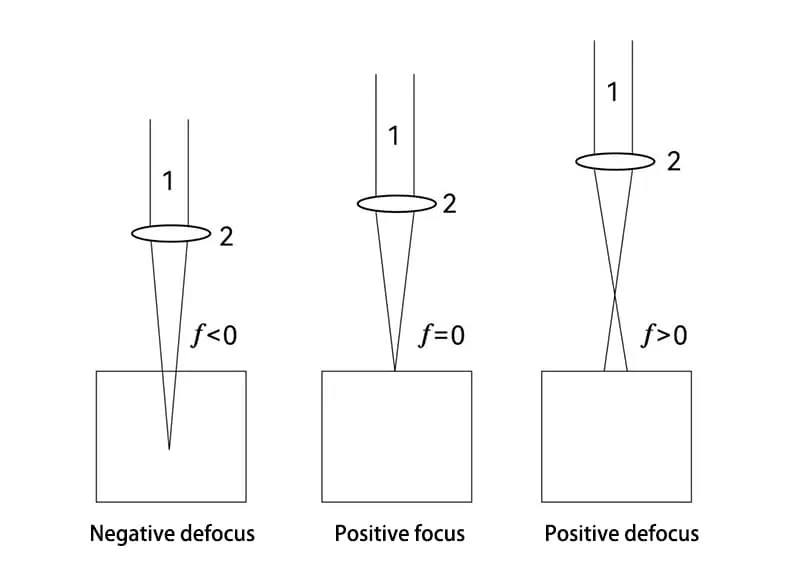
O defocus é dividido em defocus positivo e defocus negativo. Quando o desfoque positivo é usado, a profundidade da fusão é reduzida, a largura da fusão aumenta ligeiramente e os respingos de solda são reduzidos. Quando o desvio de foco negativo é usado, a profundidade da fusão aumenta, a largura da fusão aumenta ligeiramente e os respingos de solda diminuem.
Quando o defoco F=0 (em foco), a densidade de potência do laser aumenta e haverá respingos durante a soldagem. Em aplicações reais, ao soldar chapas finas, a profundidade de fusão é pequena, portanto, é adequado usar o desfoco positivo.
Quando a profundidade de fusão é maior, o desfocagem negativa é usada (se a desfocagem for muito grande, o efeito não será óbvio e é mais provável que a energia se disperse).
A largura refere-se à largura especificada formada pelo feixe de laser refletido para frente e para trás em uma determinada velocidade no espelho refletor em um ângulo de rotação específico. Quando a largura é pequena, é possível obter energia laser concentrada e de alta densidade. Quando a largura é grande, é possível obter uma área maior de energia do laser.

A largura da costura de solda afeta diretamente o desempenho da costura de solda e causa certas alterações na relação profundidade/largura. Em uma velocidade e frequência de oscilação constantes, quando a largura é reduzida, a largura da costura de solda e a área afetada pelo calor na superfície do material diminuem, a profundidade da fusão aumenta e o desempenho da soldagem é estável.
Quando a largura aumenta, a largura da costura de solda e a área afetada pelo calor na superfície do material aumentam, a distribuição de energia não é concentrada e a profundidade da fusão diminui. Para materiais mais espessos, quanto melhor for a relação entre profundidade e largura, melhor será o desempenho da costura de solda.

A frequência afeta principalmente a aparência e a qualidade da costura de solda. Quando a velocidade é constante, se a frequência do laser for reduzida, a taxa de sobreposição dos pontos de solda diminui e a superfície da costura de solda fica relativamente áspera. Se a frequência do laser for muito alta, é provável que ocorram problemas de escória ou penetração.
Durante o processo de soldagem, de acordo com os materiais de processamento e os requisitos de soldagem, uma frequência de soldagem adequada pode ser selecionada para garantir uma determinada taxa de sobreposição, e a costura de solda será mais suave e limpa.

Usando o Artizono soldagem a laser portátil Como exemplo, quando a frequência de oscilação é de 20 Hz, o formato da costura de solda é limpo e o efeito de penetração da costura de solda é superficial. Uma frequência de oscilação adequada pode obter bons resultados de soldagem.
Durante o processo de soldagem, se não houver requisitos específicos de aparência e desempenho, usando a máquina de solda a laser da nossa empresa, sugerimos ajustar a faixa de frequência para 14Hz-20Hz.

Em termos de velocidade, a soldagem de alta velocidade tornará a profundidade de fusão mais rasa. Geralmente, ao soldar chapas finas ou materiais com melhor desempenho, recomenda-se usar a soldagem de alta velocidade, e vice-versa.
Durante o processo de soldagem, a velocidade também afetará a estética da costura de solda. A soldagem em baixa velocidade é propensa à flacidez, enquanto a soldagem em alta velocidade pode causar cordões de solda irregulares.
Além disso, o efeito da soldagem a laser também é afetado por vários fatores, como gás, taxa de absorção de material e forma de onda. Em casos reais de soldagem, podemos ajustar com flexibilidade os principais parâmetros da soldagem a laser de acordo com as necessidades de processamento e realizar vários testes para obter melhores resultados de soldagem.
As peças e os componentes fabricados com a tecnologia de soldagem a laser não apenas atendem aos excelentes requisitos de desempenho das aplicações, mas também aumentam significativamente a eficiência da produção.
Em comparação com a tecnologia de soldagem tradicional, embora o custo de investimento inicial da soldagem a laser seja mais alto, o efeito de sua soldagem não pode ser ignorado. A maturidade gradual da tecnologia de soldagem a laser trará mais possibilidades de inovação e atualização no setor industrial.