Como funciona uma prensa hidráulica? Um guia detalhado
Como uma máquina pode levantar milhares de quilos com o simples toque de um botão? A resposta está na...
Por que alguns setores preferem prensas dobradeiras hidráulicas, enquanto outros optam por máquinas dobráveis? A escolha geralmente se resume às vantagens distintas que cada uma oferece em termos de precisão, eficiência e versatilidade. Este artigo explora as principais diferenças entre as prensas dobradeiras e as dobradeiras hidráulicas, ajudando-o a entender suas aplicações e benefícios exclusivos. Ao final, você saberá qual máquina atende às suas necessidades e por quê. Continue lendo para descobrir os fatores que podem afetar seu processo de fabricação e a qualidade do produto.

A prensa dobradeira é uma máquina de processamento que dobra chapas de metal em um estado frio. Ela usa os moldes universais mais simples para dobrar a chapa metálica em vários ângulos em uma linha reta, conforme mostrado na Figura 1. A operação é simples, com boa versatilidade, baixo custo do molde, fácil substituição, e a máquina em si tem apenas um movimento básico - um movimento alternativo em linha reta para cima e para baixo.
Diferentes formas geométricas de peças de chapa metálica podem ser feitas no freio de prensaOs produtos acabados são mais leves do que os perfis laminados, com uma bela aparência. Componentes soldados a partir de peças de dobraAs peças de aço fundido, como vários tipos de chassis, gabinetes, painéis, suportes, etc., são 30% a 50% mais leves do que as peças similares de aço fundido e são mais simples de fabricar. Portanto, o freio de prensa é cada vez mais amplamente utilizado em vários setores industriais, especialmente em eletrônica e telecomunicações, instrumentação, eletrodomésticos, computadores, indústria automotiva, indústria aeroespacial e veículos locomotivos, etc.
Nos últimos anos, o desenvolvimento dos freios de prensa tem sido muito rápido, com uma variedade de formas estruturais, funções continuamente novas, e a precisão e o grau de automação têm aumentado, formando uma categoria importante e de rápido desenvolvimento de máquinas-ferramenta, com forte demanda nos mercados nacional e internacional e concorrência acirrada.
Inicialmente, as prensas dobradeiras eram acionadas mecanicamente, mas, desde a década de 1980, foram substituídas por métodos de acionamento hidráulico. Atualmente, a grande maioria (cerca de 95%) das prensas dobradeiras usa acionamento hidráulico, com apenas um pequeno número de prensas dobradeiras de pequena escala. prensa mecânica freios ainda estão sendo produzidos.
No entanto, nos últimos anos, houve o surgimento do mais recente acionamento mecânico diretamente acionado por servomotores, que tem as vantagens de baixo consumo de energia, ruído, poluição e custo, e está em desenvolvimento.
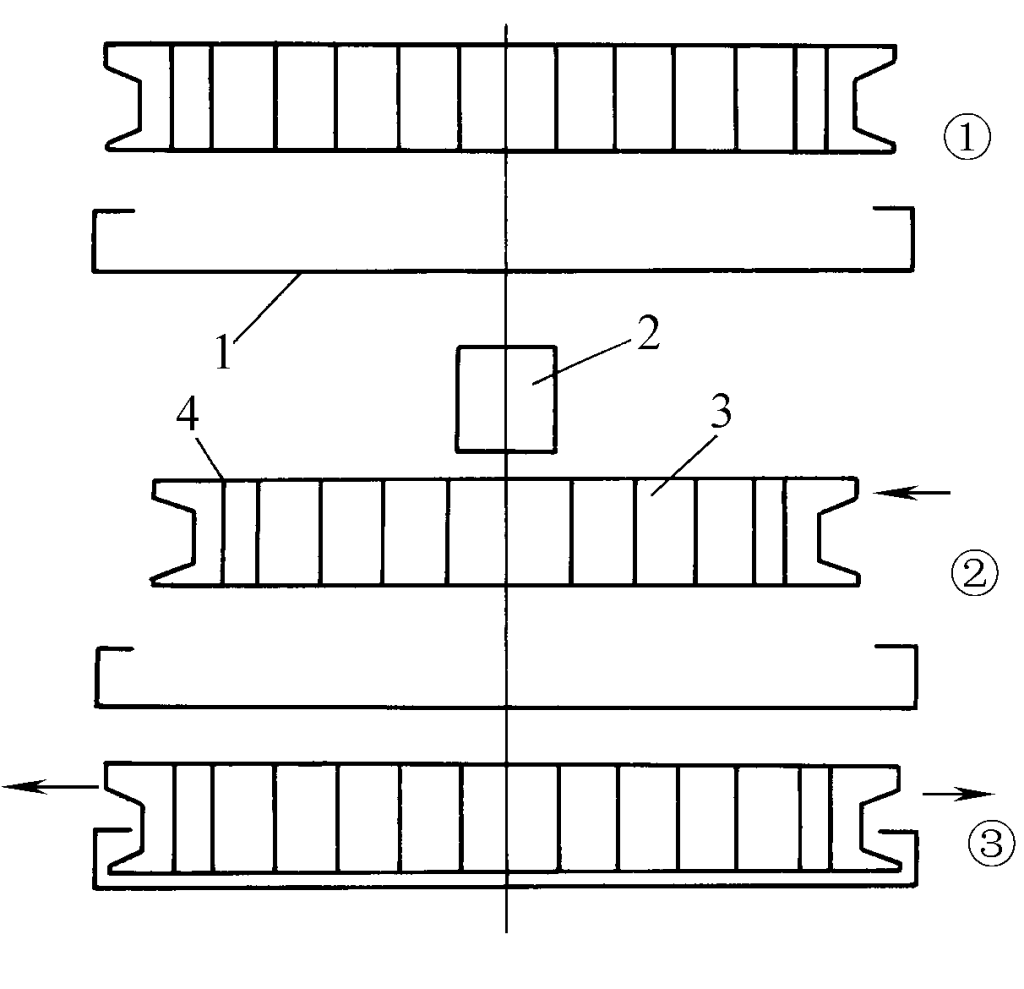
Conforme mostrado na Figura 2, o formato da matriz permanece inalterado, a chapa metálica é colocada na superfície da matriz e o cilindro da prensa dobradeira aciona o punção para baixo, dobrando a chapa metálica dentro da matriz em um determinado ângulo.
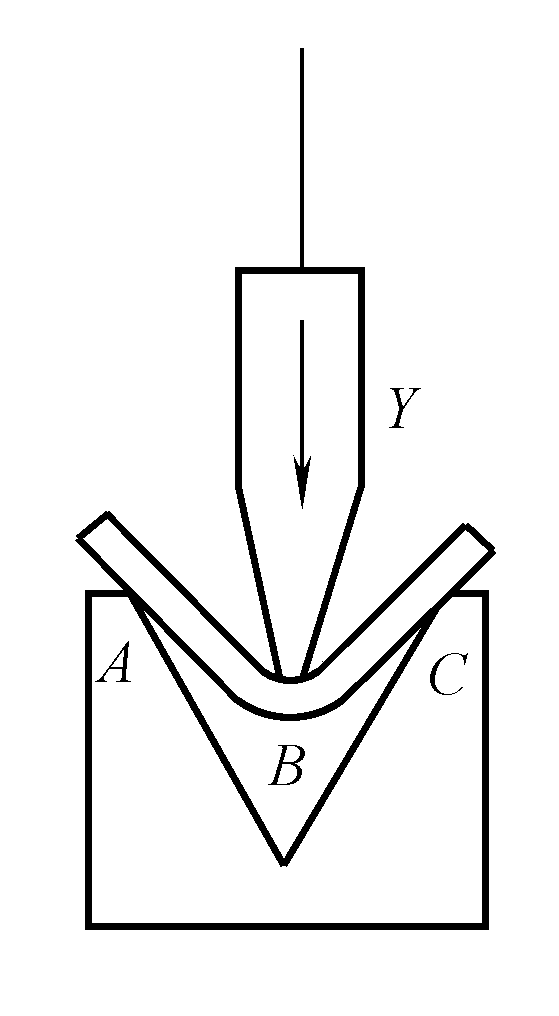
O ângulo de dobra da chapa metálica depende da profundidade do punção que entra na matriz, portanto, um par de moldes pode ser usado para dobrar a peça de trabalho em diferentes ângulos. Suas vantagens são a estrutura mais simples da máquina-ferramenta e a força de dobra menor, mas as desvantagens são que a espessura desigual da chapa metálica afeta o ângulo de dobra, há um retorno elástico maior e a chapa é mais fina. metais com baixa ductilidade são propensos a rachaduras no lado externo da área de flexão.
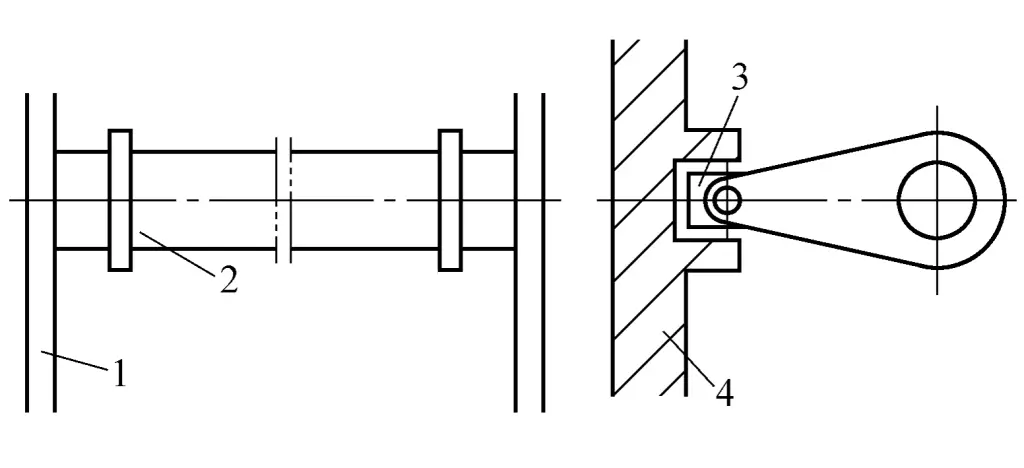
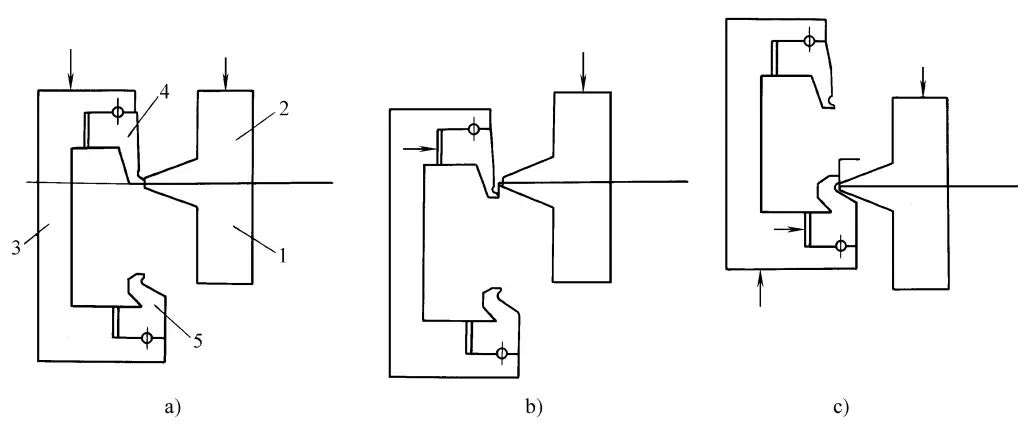
A característica do método de dobra mostrado na Figura 3 é que a profundidade H da placa de base da matriz pode ser ajustada e fixada com precisão, o que equivale a ajustar a profundidade do punção que entra na matriz, mas o ajuste é mais fácil e preciso. Durante a dobra, os três pontos de contato b, a, c entre a chapa metálica e o molde estão todos na mesma superfície lateral da chapa metálica, portanto, o desvio da espessura da chapa metálica basicamente não tem efeito sobre o ângulo de dobra.
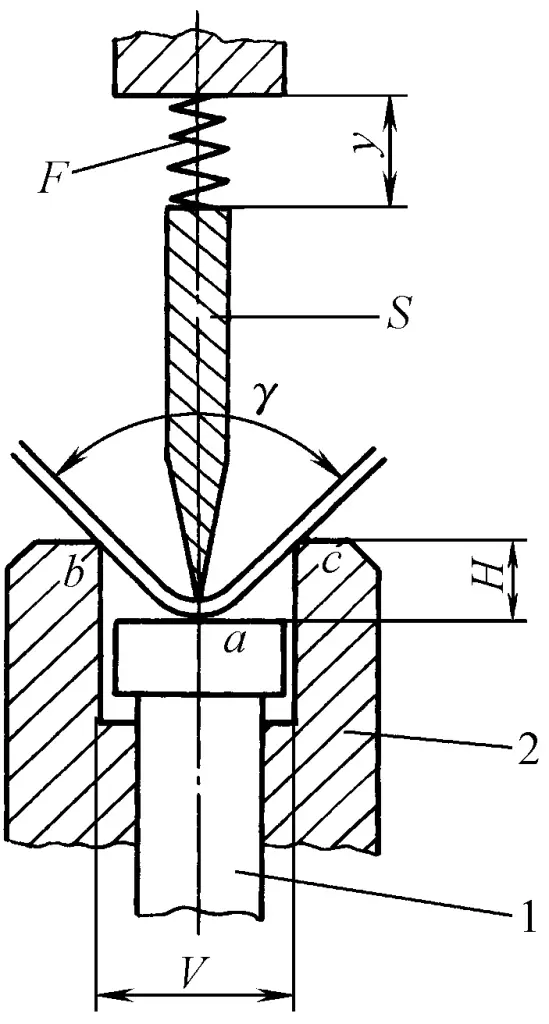
1-Placa de base
2-Die
Além disso, tanto a parte superior do punção quanto a placa de base da matriz tocam a chapa metálica, alterando o estado de tensão da área de dobra da chapa metálica. O lado externo da camada neutra muda da tensão de tração durante a flexão a ar para a tensão de compressão, que não é propensa a rachaduras, e a quantidade de retorno elástico é bastante reduzida, alcançando uma precisão de flexão de ±10'. No entanto, a almofada hidráulica do punção e o mecanismo de ajuste da profundidade da matriz são bastante complexos.
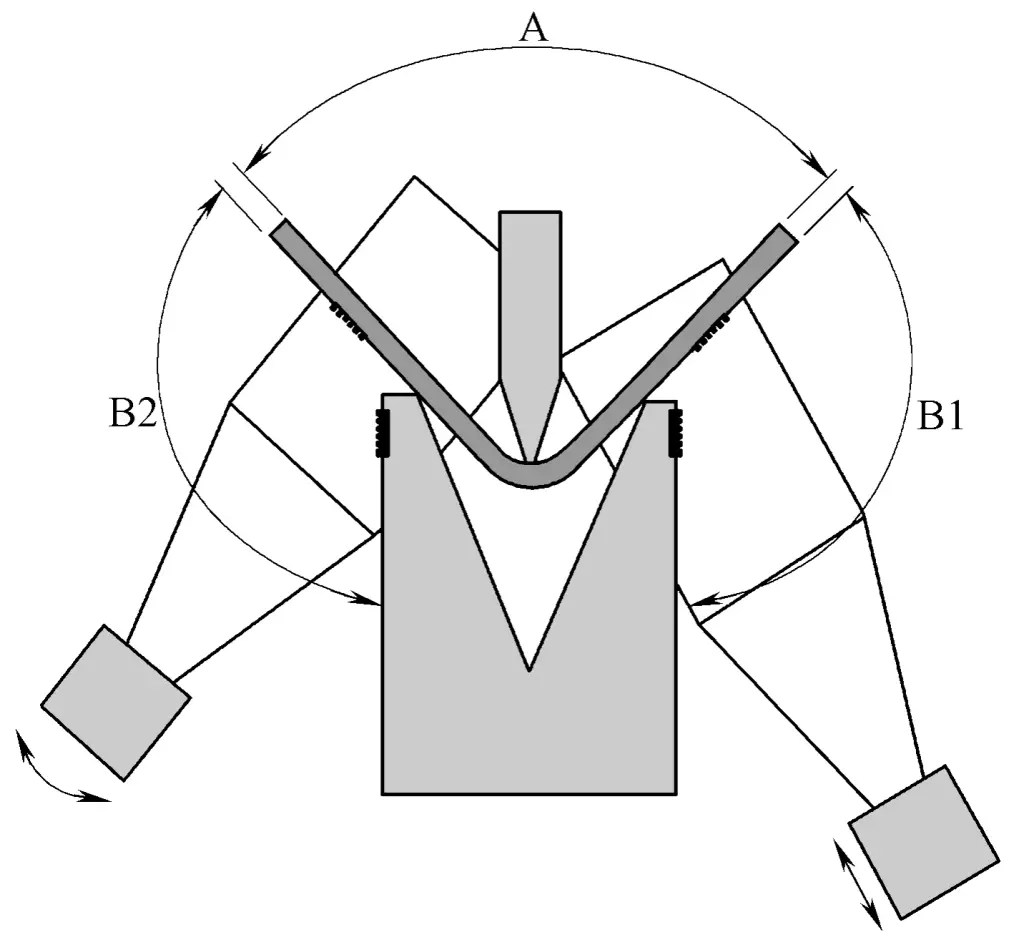
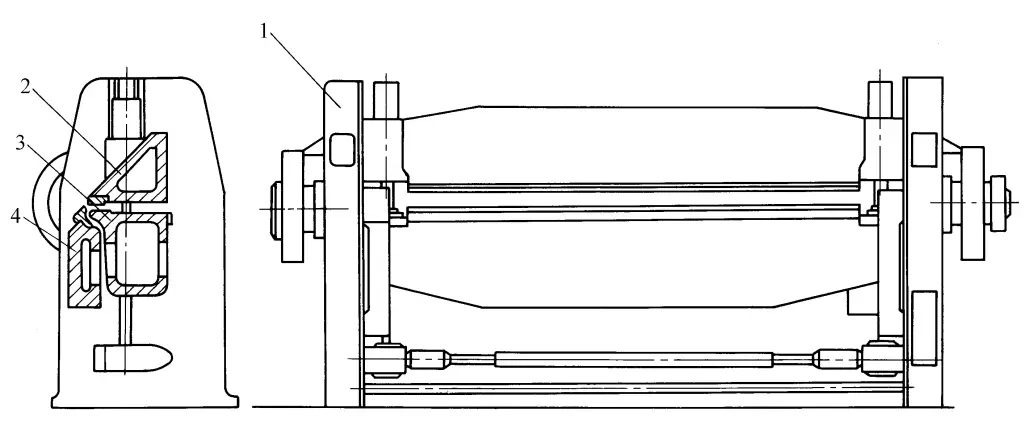
A estrutura principal do corpo do prensa hidráulica O freio é dividido em tipos de transmissão superior e inferior. A estrutura do corpo principal da transmissão superior é mostrada na Figura 4. Toda a estrutura é soldada com chapas de aço grossas, consistindo principalmente de chapas verticais esquerda e direita, que têm resistência e rigidez suficientes. Dois cilindros hidráulicos de trabalho 2 e 4 são instalados nos lados esquerdo e direito, respectivamente, para acionar o aríete 5 e o punção fixado nele para se mover para cima e para baixo, enquanto a matriz é fixada na bancada de trabalho 6.
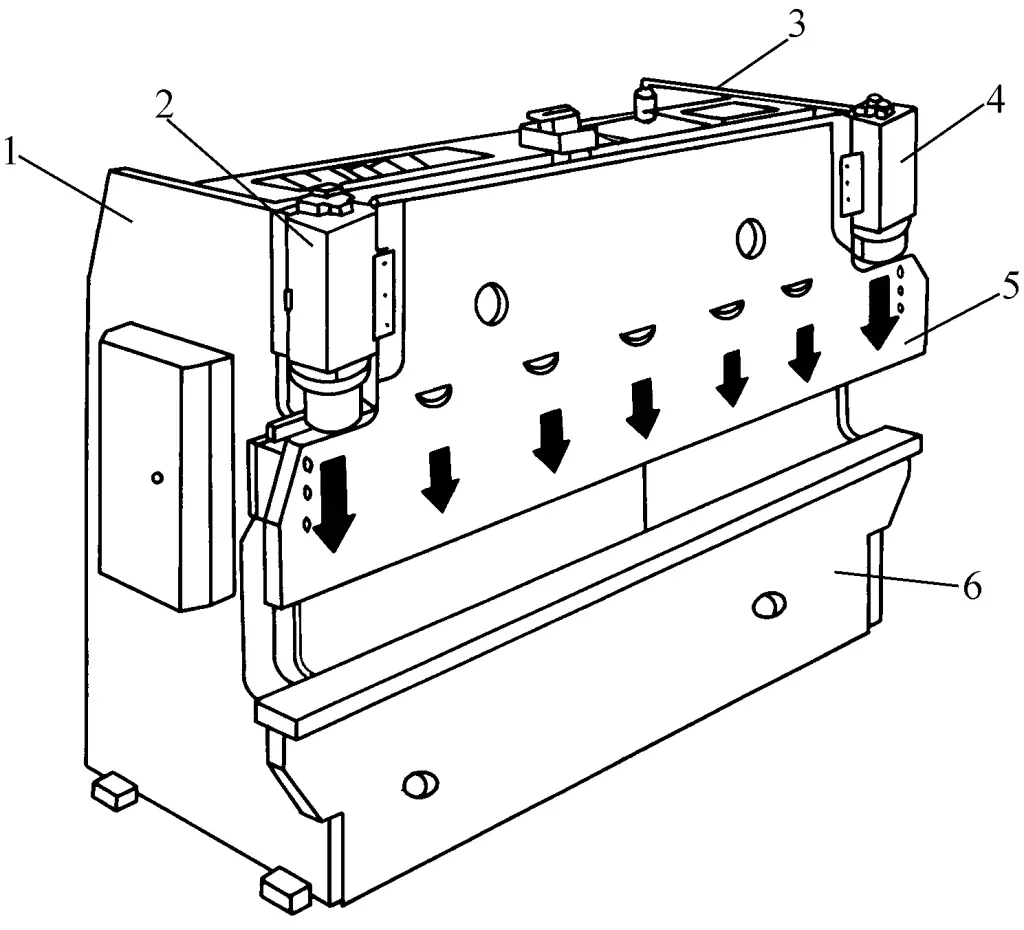
1-Placa vertical esquerda
2-Cilindro hidráulico esquerdo
3-Placa vertical direita
4-Cilindro hidráulico direito
5-Ram
6-Bancada de trabalho
Um sistema de medidor traseiro é instalado na parte traseira da estrutura para obter um posicionamento preciso da dobra da placa. Durante o processo de dobra, o ajuste do medidor traseiro é o mais frequente, e sua precisão de posicionamento afeta diretamente a precisão dimensional da borda de dobra da peça.
Por exemplo, nas prensas dobradeiras CNC da série PBB produzidas pela Yawei, o sistema de medidor traseiro usa um acionamento de servomotor CA digital, transmissão de fuso de esferas com grande precisão de avanço e orientação de trilho de guia linear.
A prensa dobradeira hidráulica de ação descendente dispõe o cilindro de trabalho no meio da viga inferior, e o cilindro se move para cima durante a operação. Como o retorno é por queda gravitacional, o cilindro de trabalho pode usar um cilindro de êmbolo de ação simples, cuja estrutura é simples. No entanto, a principal desvantagem é que o operador precisa apoiar continuamente o material da placa durante a subida do cilindro, o que torna a operação inconveniente.
Geralmente, é considerada adequada para dobrar chapas finas em prensas dobradeiras com pequena tonelagem, comprimento curto da peça e curso curto. A Amada Company, do Japão, está comprometida com o desenvolvimento e a pesquisa de prensas dobradeiras hidráulicas de ação descendente e lançou a série Fine&Bender.
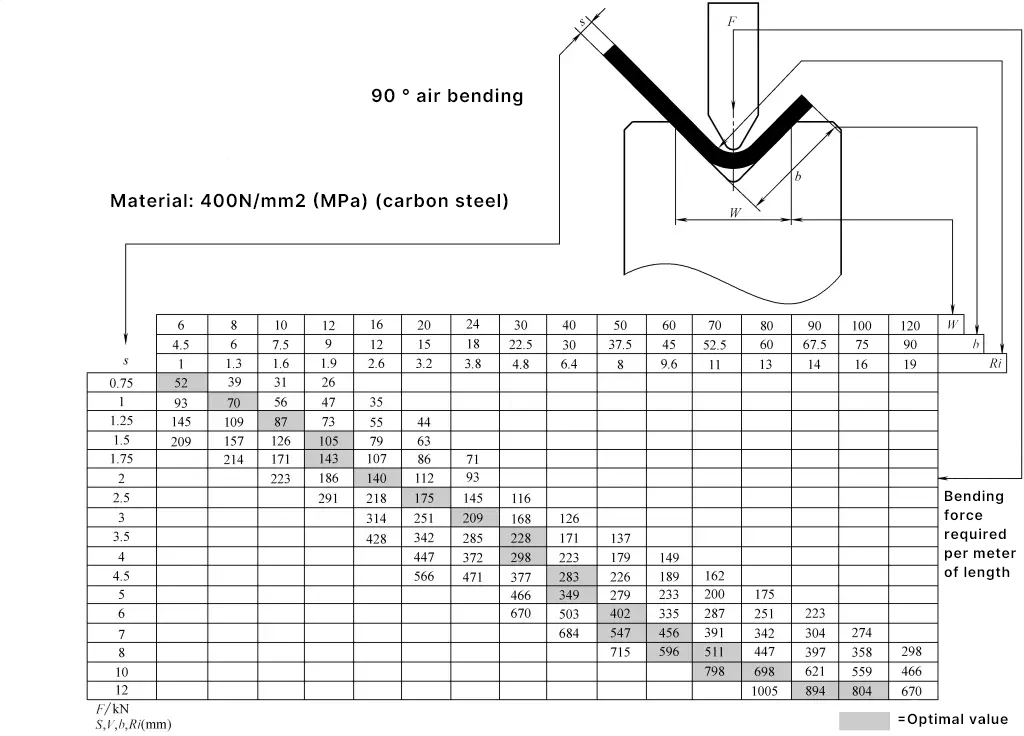
A força de flexão de uma prensa dobradeira está relacionada à espessura S da chapa que está sendo dobrada, ao comprimento da dobra, às propriedades mecânicas do material da chapa σb , o raio de curvatura Ri e a largura da abertura da matriz W. Para a flexão a ar, a placa é geralmente considerada como uma viga de suporte simples, com a distância entre os suportes sendo a largura da abertura da matriz V e a carga aplicada no ponto médio, para estimar a força de flexão com base na flexão a ar.
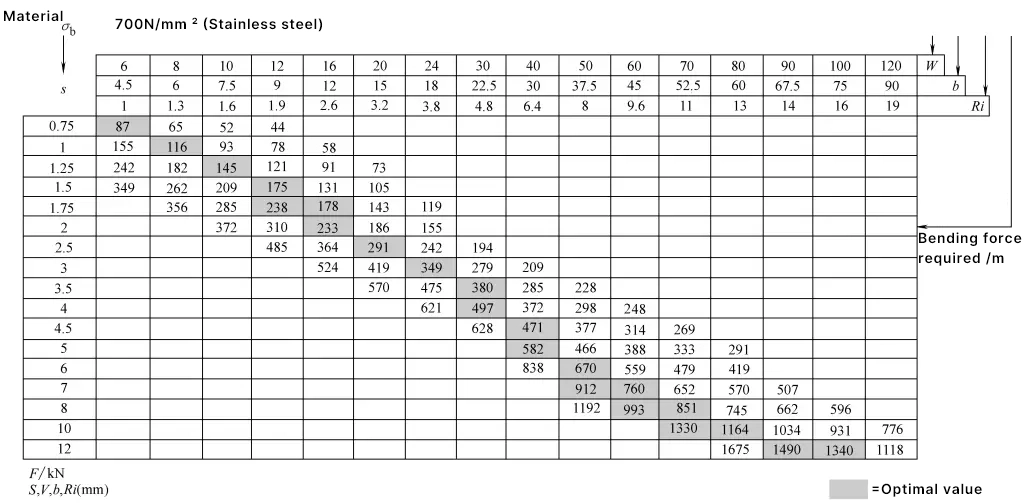
Em geral, ele pode ser encontrado na Tabela 1. O valor P encontrado na tabela é a força de flexão necessária por metro de comprimento do material da placa (kN), portanto, ainda precisa ser multiplicado pelo comprimento real do material da placa que está sendo dobrado (m), com o correspondente σ b sendo 400MPa e 700MPa.
Tabela 1 Tabela de comparação das forças de flexão da placa (flexão a ar) (Trumpf)
Leitura relacionada: Calculadora de tonelagem de prensa dobradeira
Nas prensas dobradeiras hidráulicas, devido ao grande tamanho na direção da largura, elas geralmente são acionadas por dois cilindros hidráulicos à esquerda e à direita para mover o aríete para baixo. O sistema de sincronização é usado para garantir que os pistões dos dois cilindros hidráulicos possam se mover de forma sincronizada com precisão, garantindo assim que, durante a dobra, a superfície inferior do aríete e do punção fique paralela à mesa de trabalho e à superfície superior da matriz.
Portanto, o sistema de sincronização é um dispositivo fundamental nas prensas dobradeiras hidráulicas para garantir a precisão da dobra. O controle da posição de parada do curso de trabalho do cilindro afeta diretamente a profundidade do punção que entra na matriz e, portanto, no modo de dobra a ar, é um fator importante que afeta o ângulo de dobra e a qualidade da dobra.
Vários sistemas de sincronização diferentes e métodos de controle de posicionamento de aríete são descritos a seguir:
O princípio de funcionamento do sistema de sincronização do eixo de torção é mostrado na Figura 5. Sua parte principal é um eixo de torção rígido mais grosso 2, que é fixado em ambas as extremidades na parte interna das estruturas esquerda e direita 1 e é conectado em ambos os lados por meio de dois pequenos cilindros 3 e 4.
1-Estrutura
2-Eixo de torção rígido
3-Ram pequeno
4 - Ramo de trabalho
Quando o aríete é submetido a uma carga de deslocamento ou os movimentos de ambos os lados não estão sincronizados, a enorme rigidez torcional do eixo de torção o equilibra. Essa estrutura de sistema é simples, com certa precisão de sincronização e capacidade de resistência à carga de deslocamento, por isso ainda é amplamente usada em prensas dobradeiras de médio e pequeno porte. No entanto, para prensas dobradeiras com uma força nominal muito grande, se um tipo de eixo de torção ainda for usado, o diâmetro do eixo de torção deve ser muito grosso, o que aumentará muito o peso da máquina e, portanto, não é adequado.
O princípio de funcionamento do sistema de sincronização da válvula deslizante servo eletro-hidráulica é mostrado na Figura 6. O desvio causado pela inclinação da posição do cilindro é usado como entrada por meio do sistema de feedback mecânico, que, em seguida, controla a posição da válvula deslizante servo, fazendo com que a pressão e o fluxo que entram nos cilindros hidráulicos de ambos os lados sejam diferentes, corrigindo, assim, o desvio da posição do cilindro. Sua precisão de sincronização e resistência à carga de deslocamento são maiores do que as do tipo mecânico. O princípio de funcionamento do sistema de sincronização da válvula rotativa servo eletro-hidráulica é semelhante ao da válvula deslizante servo eletro-hidráulica.
Atualmente, esse é o sistema de sincronização mais amplamente utilizado e de maior precisão. Ele adota uma tecnologia de servocontrole eletro-hidráulico de loop fechado completo. O sinal de posição do aríete é enviado de volta ao sistema CNC por meio de escalas de grade em ambos os lados, que então controla o tamanho da abertura da válvula de sincronização, ajustando a quantidade de óleo que entra no cilindro hidráulico, controlando assim a operação síncrona do aríete.
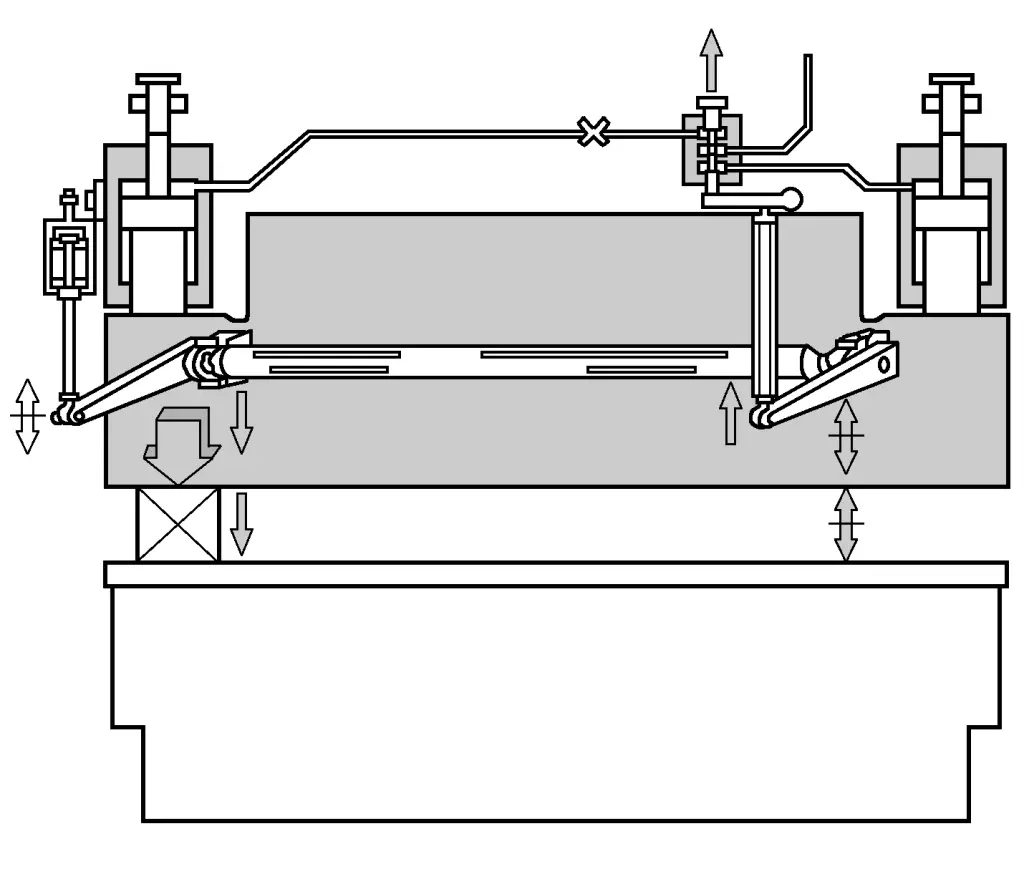
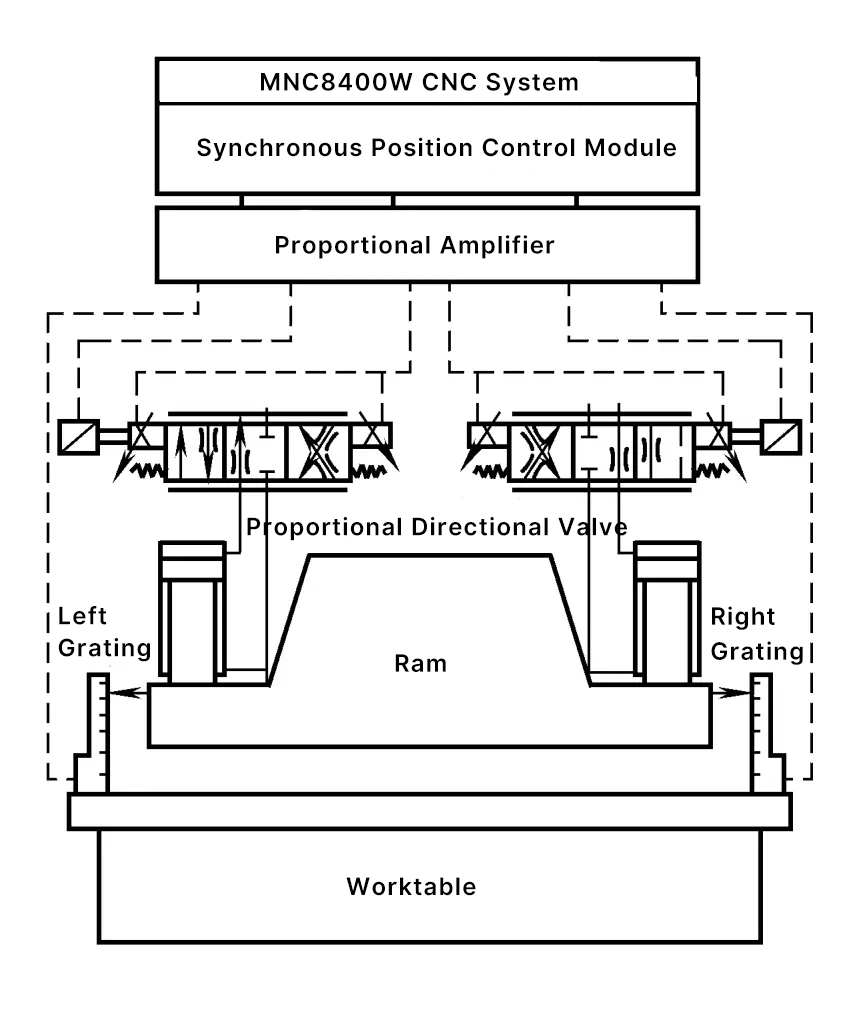
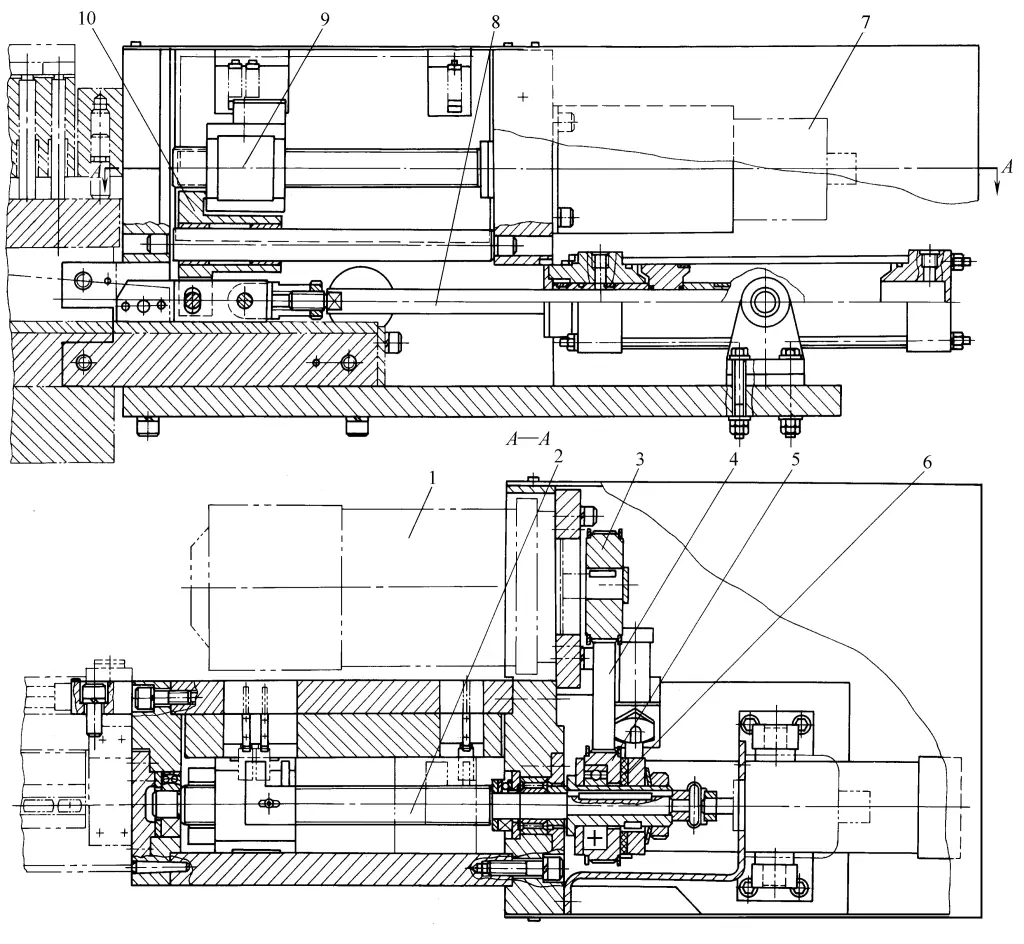
A Tianshui Forging Machine Tool Factory usa o sistema de sincronização servo-proporcional eletro-hidráulico e o controle de posicionamento em sua prensa dobradeira CNC da série WE67Y, conforme mostrado na Figura 7. O sistema consiste em uma válvula proporcional eletro-hidráulica com compensação de pressão e feedback elétrico, escalas de grade, amplificadores proporcionais e modelos de controle de posição síncrona.
Durante o movimento do aríete, o modelo de controle de posição síncrona detecta o deslocamento de ambas as extremidades do aríete por meio da escala de grade linear, calculando, assim, o valor do erro de sincronização do aríete e, de acordo com o valor da posição do ponto de parada inferior enviado pelo computador host, executa o ajuste síncrono digital e o controle de posicionamento.
O diagrama do princípio de funcionamento do modelo de controle de posição síncrona e do amplificador proporcional é mostrado na Figura 8.
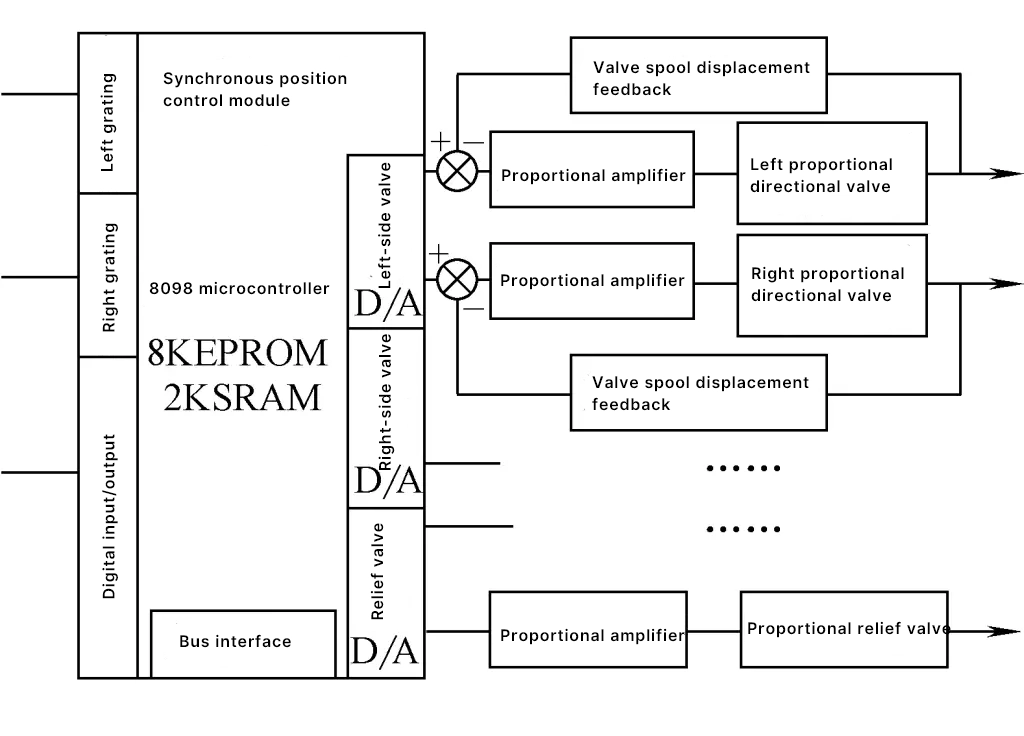
O design do modelo de controle adota a montagem do PC e as formas de barramento STD, comunica-se com o computador host (MNC8400W), recebe os dados de parâmetro do computador host e os comandos de controle relacionados ao controle do aríete; realiza a contagem de deslocamento das escalas de grade linear em ambas as extremidades do aríete; recebe o sinal de controle do interruptor do operador para o aríete; realiza o cálculo de ajuste digital, envia o sinal de tensão de controle analógico da válvula proporcional para o amplificador proporcional, concluindo o ajuste síncrono, o controle de posição e o controle da sequência de ação e da pressão da prensa dobradeira.
O amplificador proporcional recebe o sinal de tensão analógica do modelo de controle de posição síncrona e detecta o sinal de posição do carretel da válvula proporcional, completando o controle de loop fechado do carretel da válvula proporcional por meio do eletroímã proporcional.
O uso de um compensador de pressão empilhado sob a válvula proporcional pode fazer com que a pressão do sistema mude com a carga, reduzindo a perda de energia e aumentando a segurança do sistema.
Ao usar uma válvula direcional proporcional com feedback elétrico, a posição do núcleo da válvula pode ser convertida em um sinal de tensão por meio do circuito de feedback e alimentada no amplificador proporcional, tornando o controle de posição do núcleo da válvula um estado de loop fechado, garantindo assim uma posição de dobra precisa. Em comparação com as válvulas direcionais proporcionais sem feedback elétrico, as válvulas direcionais proporcionais com feedback elétrico têm controle simples, estabilidade e alta precisão.
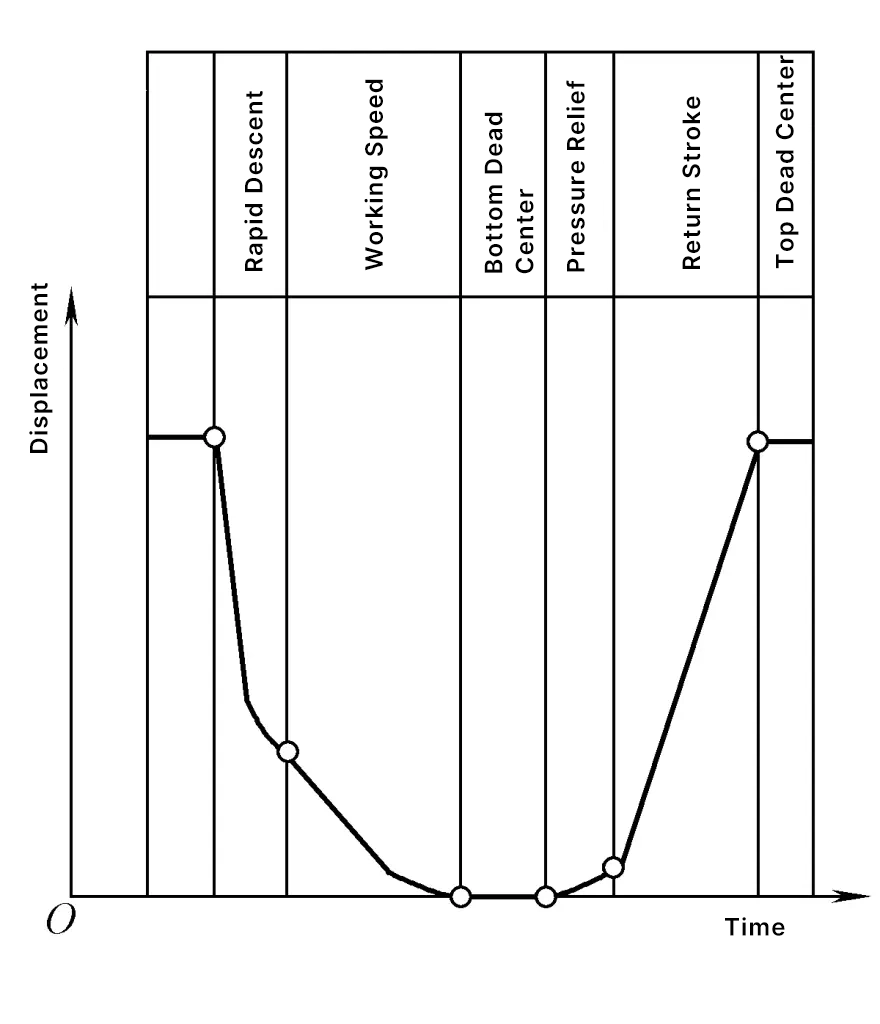
O modelo de controle de posição síncrona recebe os seguintes parâmetros de movimento do aríete do computador superior: posição do ponto morto superior, velocidade de descida rápida, ponto de comutação de velocidade, velocidade do curso de trabalho, posição do ponto morto inferior, tempo de retenção no ponto morto inferior, tempo de alívio de pressão, velocidade de retorno, tempo de retenção no ponto morto superior e força de flexão, etc. A curva de deslocamento-tempo do cilindro da prensa dobradeira é mostrada na Figura 9.
O dispositivo de controle síncrono hidráulico incorporado desenvolvido pelo Jinan Foundry and Forging Machinery Research Institute para freios de prensa consiste em dois módulos: Controle síncrono HYC0205 e amplificador proporcional PDV3000. Os componentes de detecção de posição usados são codificadores fotoelétricos incrementais ou réguas de grade. O módulo HYC0205 é responsável pela detecção e pelo cálculo da posição em tempo real e emite sinais de controle síncrono para o módulo PDV3000, que aciona válvulas direcionais proporcionais, válvulas de fluxo proporcionais ou bombas proporcionais como atuadores para obter o controle síncrono.
Alguns fabricantes famosos de componentes hidráulicos, como Rexroth, Vickers, Bosch e Hoerbiger, produzem sistemas hidráulicos integrados especificamente para os sistemas hidráulicos síncronos de prensas dobradeiras.
Em suas prensas dobradeiras CNC da série HDS-NT, a Amada Company no Japão usa servomotores CA para acionar bombas de êmbolo rotativas bidirecionais para fornecer óleo individualmente aos cilindros de pistão em cada lado do acionamento superior. O fluxo, a pressão e a direção do óleo hidráulico em cada cilindro podem ser automaticamente servocontrolados, com precisão de posicionamento de 0,001 mm.
A prensa dobradeira CNC modelo EB3512 produzida pelo Jiangsu Yangli Group não usa cilindros hidráulicos para acionamento, mas adota servomotores para acionar o fuso de esferas para concluir a dobra da placa. A posição do aríete é detectada com precisão pela régua de grade e enviada de volta ao sistema CNC, que realiza o controle síncrono dos servomotores esquerdo e direito.
A prensa dobradeira CNC modelo ME50/2550 produzida pela Shanghai Punching and Máquina de cisalhamento A Tool Factory também usa dois servomotores para acionar sincronizadamente o cilindro de dobra, com uma precisão de posicionamento de 0,035 mm e uma precisão de posicionamento repetido de 0,01 mm.
A Hubei YSD também produz o mesmo tipo de prensa dobradeira CNC PPH35/13, com seus principais parâmetros técnicos mostrados na Tabela 2.
Tabela 2 Parâmetros técnicos da máquina de prensa dobradeira PPH35/13
| Nome do parâmetro | Valor | Unidade | |
| Força nominal | 350 | kN | |
| Largura máxima | 1300 | mm | |
| Altura máxima de abertura | 350 | mm | |
| ram Stroke | 100 | mm | |
| Profundidade da garganta | 400 | mm | |
| Distância entre colunas | 950 | mm | |
| Largura da bancada de trabalho | 100 | mm | |
| Potência total nominal | 2×3.5 | kW | |
| Número de eixos CNC | 4 | Y1, Y2, X, R | |
| Dimensões gerais | Longo | 1600 | mm |
| Largura | 1450 | mm | |
| Altura | 2600 | mm | |
| Peso da máquina | 3000 | kg | |
Quando o aríete da prensa dobradeira realiza o processo de dobra, devido à pressão aplicada em ambas as extremidades pelos dois cilindros de trabalho, a parte central do aríete produzirá uma deflexão para cima, fazendo com que a profundidade em que o punção entra na matriz seja inconsistente ao longo de todo o comprimento, afetando diretamente a retidão da peça dobrada. Por esse motivo, muitas prensas dobradeiras são equipadas com um sistema de compensação de deflexão. Em geral, existem os seguintes métodos:
(1) Adotando um método de transmissão descendente, organizando os cilindros de trabalho no meio da viga transversal inferior (bancada de trabalho), tornando consistente a direção de deflexão das vigas transversais superior e inferior.
(2) A bancada de trabalho é fixa e abaulada, e a superfície de trabalho da bancada é processada para ser ligeiramente convexa no meio durante o processamento, para compensar a deflexão produzida durante a dobra.
(3) Cilindros hidráulicos auxiliares são dispostos na bancada de trabalho, que geram automaticamente a pressão ascendente correspondente durante a flexão, formando um sistema de compensação automática de deflexão, que é o método mais usado atualmente.
(4) Na estrutura da prensa dobradeira, além dos dois cilindros hidráulicos de trabalho em ambos os lados, dois cilindros hidráulicos auxiliares também estão dispostos no meio. Durante o movimento ocioso para baixo, os cilindros auxiliares apenas se enchem de fluido e seguem para baixo. Durante a flexão, os cilindros auxiliares também são pressurizados, fazendo com que o cilindro produza uma deflexão para baixo para compensar.
(5) O dispositivo de protrusão de cunha inclinada na bancada de trabalho é organizado com várias cunhas inclinadas ao longo de todo o comprimento da bancada de trabalho, conforme mostrado na Figura 10. A matriz é montada na almofada 2, que é apoiada na bancada de trabalho 1 por meio da cunha inclinada 3. Quando a rosca sem fim 6 gira, ela aciona a roda sem fim 5 e o parafuso 4 para girar, movendo assim a cunha inclinada 3 para a esquerda, fazendo com que a almofada 2 se projete para cima.
1-Bancada de trabalho
2 almofadas
3-Cunha inclinada
4 parafusos
5-Rodas de rosca sem fim
6-Worm
Como a deflexão é maior no meio, o deslocamento da cunha inclinada do meio também é grande, com o deslocamento das cunhas inclinadas em ambos os lados diminuindo gradualmente. As diferentes distâncias de deslocamento de cada cunha inclinada são obtidas pelas diferentes relações de transmissão de cada dispositivo de transmissão de engrenagem sem-fim. Cada engrenagem sem-fim está no mesmo eixo, que pode ser acionado por um volante ou um motor elétrico, ou por um servomotor, tornando-se um eixo de controle numérico de um sistema de controle numérico.
Alguns dispositivos de saliência de cunha inclinada têm a direção do movimento da cunha inclinada paralela à direção do comprimento da bancada de trabalho, sem o uso de transmissão por engrenagem sem-fim, mas acionando diretamente o parafuso para mover a cunha inclinada de diferentes inclinações, gerando assim as saliências necessárias ao longo de todo o comprimento da bancada de trabalho.
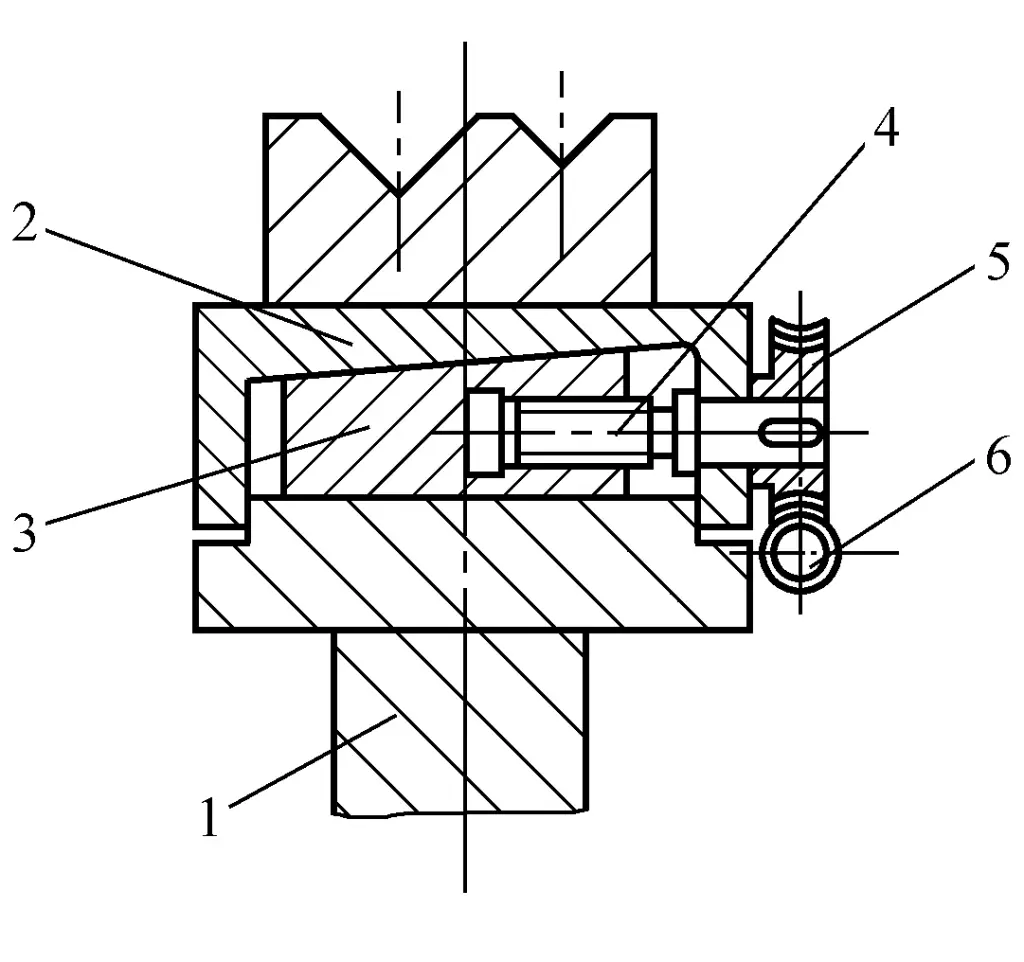
No processo de dobra de três pontos introduzido pela empresa Hammerle na Suíça, a profundidade da placa inferior interna da matriz afeta a precisão da dobra da placa, portanto, um conjunto de mecanismo de bloco de cunha cilíndrica foi projetado para ajuste, conforme mostrado na Figura 11.
1 cilindro
2-Cilindro pequeno
3-Bloco de cunha inferior
4-Bloco de cunha superior
5-Bloco espaçador
6-Placa inferior da matriz
Quando a haste do pistão do cilindro 1 se move para a direita sob a ação do ar comprimido, ela faz com que o bloco de cunha inferior 3 também se mova para a direita, empurrando o bloco de cunha superior 4 e o bloco de almofada 5, e superando a resistência do pistão do cilindro pequeno 2, fazendo com que a placa de base da matriz 6 se mova para cima, nesse momento, o ângulo de flexão da peça de trabalho aumentará; Se a haste do pistão do cilindro 1 se mover para a esquerda, sob a ação do cilindro pequeno 2, a placa de base da matriz 6 se moverá para baixo e, nesse momento, o ângulo de flexão da peça de trabalho diminuirá.
Devido à alta rigidez do mecanismo do bloco de cunha, o ângulo de flexão ajustado durante a flexão não será alterado. O posicionamento preciso da distância de movimento da haste do pistão do cilindro 1 é obtido por um computador e um conjunto de sistemas de circuito fechado.
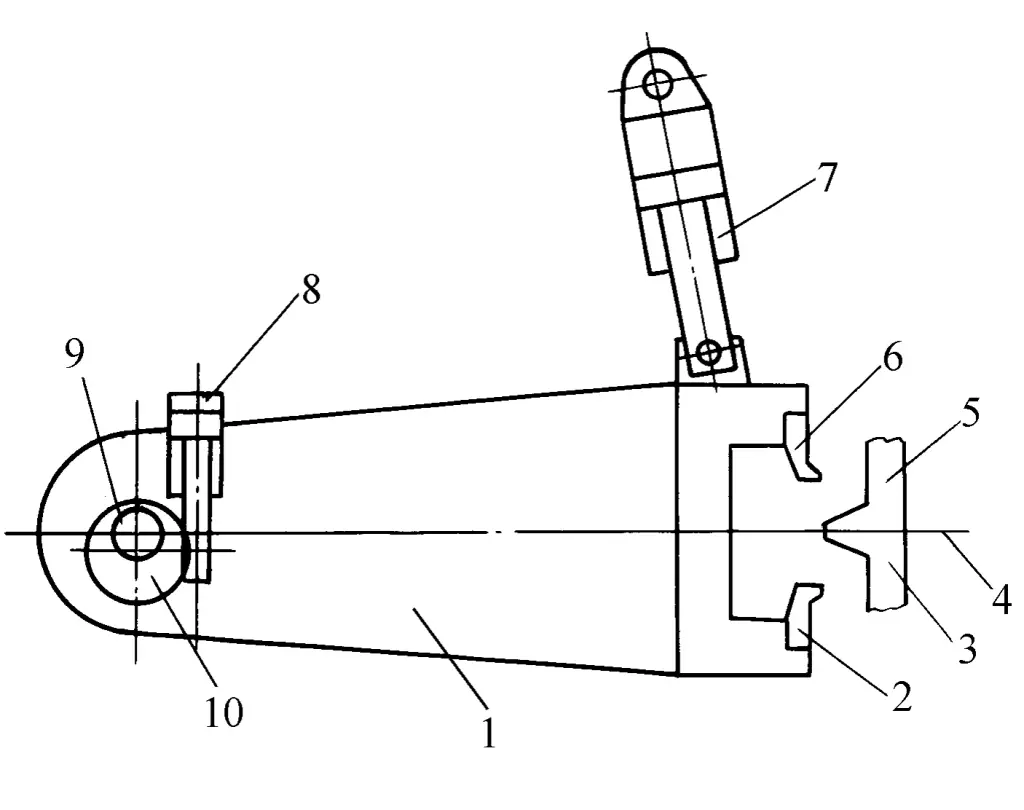
A Figura 12 mostra um diagrama simplificado do controle de malha fechada do mecanismo de posicionamento da distância do movimento da haste do pistão. O computador emite instruções com base no ângulo de curvatura necessário da peça de trabalho, fazendo com que o servomotor 1 gire, por meio do sistema de transmissão por correia dentada 3, 4, 5, por meio do disco de fricção 6 e do parafuso 2, e é convertido no movimento linear da porca 9.
1-Servo motor
2 parafusos
3, 5-Polia da engrenagem
Cinto de 4 marchas
6-Disco de fricção
7-Disco digital
Haste de pistão 8
9-Nut
Para-choque 10
O elemento de detecção instalado na extremidade direita do parafuso, um disco digital 7, também gira simultaneamente, emitindo sinais de feedback, que são enviados de volta ao computador para comparação com o sinal de entrada original, formando um controle de loop fechado. Isso define com precisão a distância de movimento da porca 9 e, portanto, também define a posição do para-choque 10 e da haste do pistão do cilindro conectado 8.
No processo de flexão de três pontos, a alteração na espessura da placa tem pouco efeito sobre a precisão da flexão, enquanto as propriedades mecânicas da placa e a força de flexão correspondente afetam principalmente o ângulo de flexão.
Por esse motivo, um sensor que mede a força de flexão é instalado no punção, e a força de flexão e suas características de alteração durante o processo de flexão são armazenadas no modelo matemático do computador do punção que entra na profundidade da matriz. Ao dobrar a próxima placa, ela é comparada com os dados medidos para calcular a quantidade de correção para a profundidade do punção que entra na matriz.
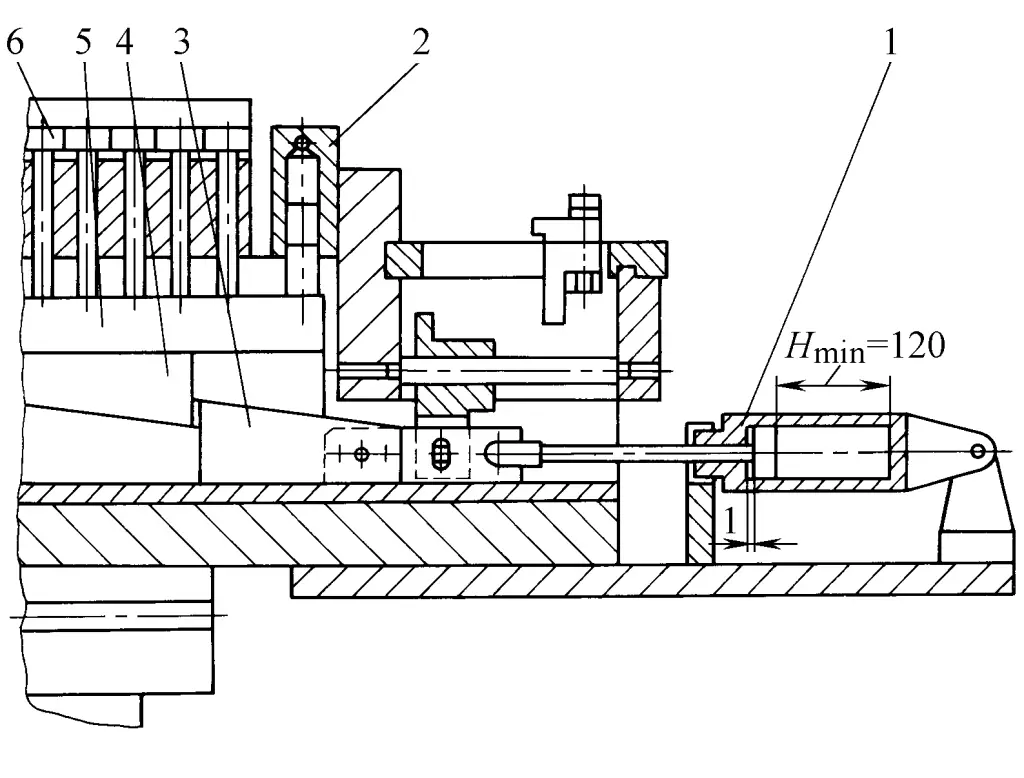
O punção de uma prensa dobradeira geralmente é dividido em várias seções ao longo de todo o seu comprimento. No passado, muitos parafusos eram usados por meio de uma placa de pressão para fixar cada seção do punção separadamente no cilindro ou no assento do punção, o que consumia muito tempo e era trabalhoso durante a troca e o ajuste do molde, afetando muito a eficiência da produção.
Agora, um mecanismo de fixação rápida para o punção é adotado, usando molas de disco por meio de uma placa de pressão para pressionar o punção e, ao trocar o molde, o óleo hidráulico é pressionado no cilindro para abrir a placa de pressão, conforme mostrado na Figura 13. Vários grupos de molas de disco 1 são distribuídos ao longo de todo o comprimento do cilindro, pressionando o punção 6 no assento do molde 3 por meio da alavanca oscilante 9 e da placa de pressão 7. Como a alavanca 9 é fixada com um parafuso 8 por meio de uma arruela esférica, a alavanca 9 pode oscilar em relação ao parafuso 8.
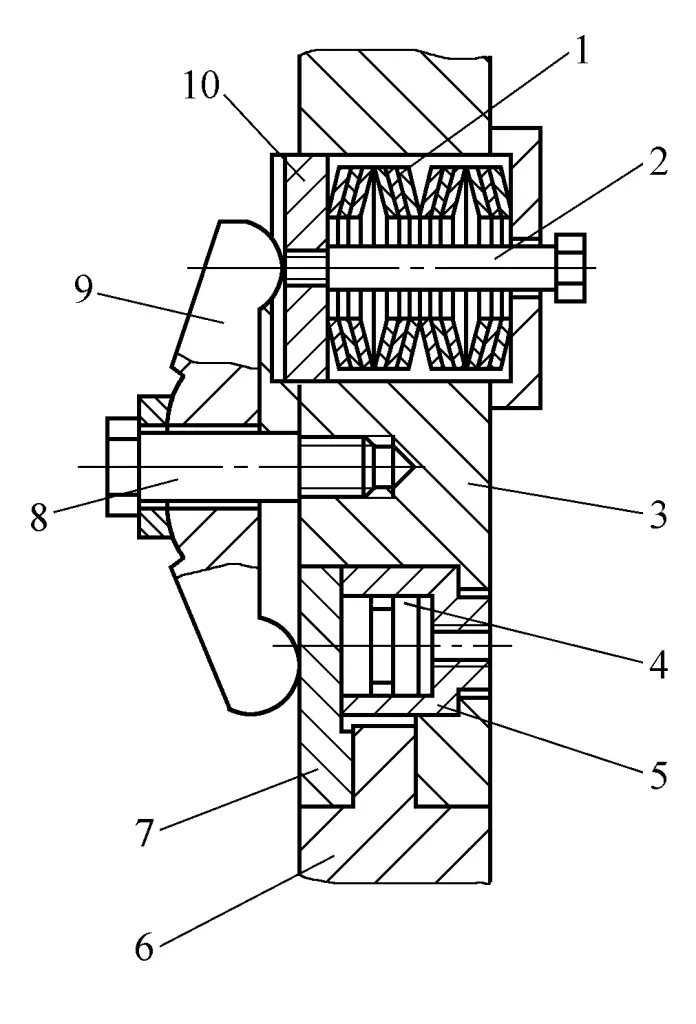
1 - mola do disco
2 - parafuso
3 - base do molde
4 - pistão
5 - cilindro hidráulico
6 - soco
7 - Placa de pressão
8 - parafuso
9 - alavanca giratória
10 - disco
A extremidade superior da alavanca 9 se estende até a ranhura do disco 10 para impedir que a alavanca 9 gire em relação ao parafuso 8. A extremidade inferior da alavanca 9 pressiona a placa de pressão 7. Cada conjunto de molas de disco gera uma pressão de 13,6kN na superfície da placa de pressão 7.
Para liberar o punção, o óleo hidráulico pode ser pressionado na câmara direita do cilindro hidráulico 5 por meio do tubo, e o pistão 4 empurra a placa de pressão 7 para a esquerda, fazendo com que a alavanca 9 gire e pressione as molas do disco. Após substituir o punção, a câmara direita do cilindro hidráulico 5 drena o óleo e as molas do disco pressionam a alavanca 9 contra o punção para fixá-lo.
A Figura 14 mostra outro tipo de mecanismo de fixação rápida para o punção, em que o punção pode ser fixado enchendo-se a mangueira de fixação 3 com óleo hidráulico. Para substituir o punção, libere a fixação hidráulica, abra o pino de segurança 13 e o punção poderá ser removido, o que é muito prático e rápido.
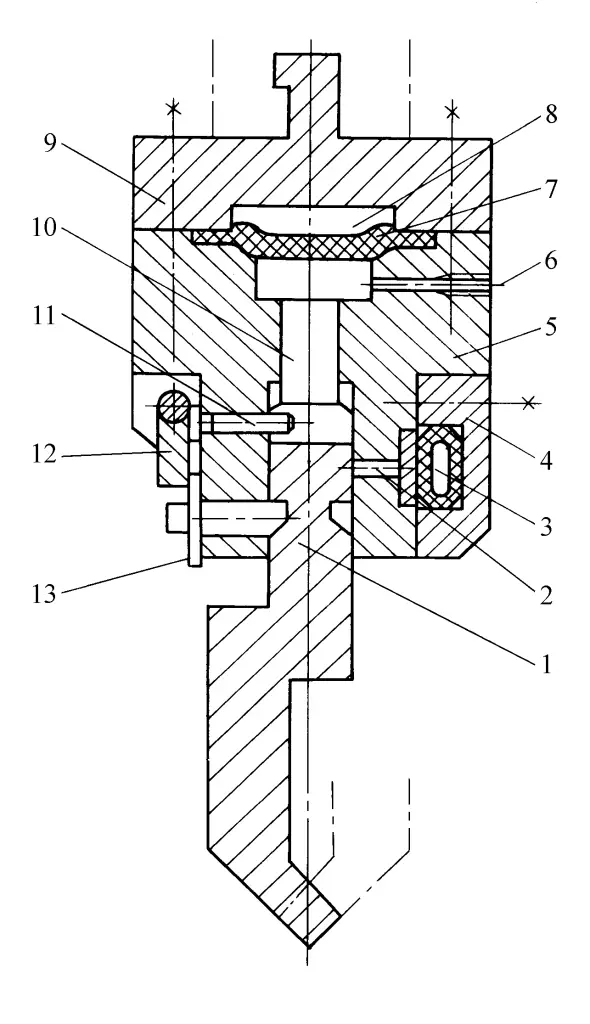
1 - Soco
2 - Pino de fixação
3 - Mangueira de fixação hidráulica
4 - Tampa lateral
5 - Suporte de perfuração
6 - Entrada de óleo lubrificante
7- Diafragma
8- Câmara hidráulica
9- Cobertura
10- Haste axial
11- Pino de trava
12- Batente de profundidade
13- Pino de segurança
Além disso, acima de cada punção, há um amortecedor hidráulico, composto pela câmara hidráulica 8 e pelo diafragma 7. As câmaras hidráulicas são interconectadas ao longo de todo o seu comprimento, garantindo que o punção possa pressurizar uniformemente a peça de trabalho ao longo de todo o comprimento da bancada de trabalho. Ao dobrar a peça de trabalho, se a pressão sobre o punção for muito alta, empurrar o diafragma 7 para cima em 2 mm por meio da haste de impulso 10 faz com que o pino de segurança 13 seja empurrado para fora, fazendo com que o limitador de profundidade 12 gire, acionando o interruptor de limite e enviando um sinal para o retorno do aríete.
As larguras dos punções segmentados variam para permitir combinações flexíveis, como as combinações de punções da empresa Trumpf: duas peças de 25 mm de largura e uma peça de 30 mm, 35 mm, 40 mm, 45 mm, 50 mm cada, perfazendo um total de 250 mm como combinação básica, com 100 mm em cada extremidade, e depois adicionando blocos de extensão de 100 mm, 200 mm, 300 mm, 500 mm para formar combinações de tamanhos de comprimentos diferentes.
O desvio na espessura da chapa pode causar alterações no ângulo de flexão. Por esse motivo, a prensa dobradeira CNC da empresa alemã Mengele é equipada com instrumentos de medição de espessura de chapa de alta precisão. Antes da dobra, o desvio real da espessura da chapa em relação à espessura nominal da chapa é inserido como um parâmetro no sistema CNC para corrigir a profundidade do punção que entra na matriz.
Esse método é especialmente adequado para placas grossas com grandes desvios de espessura. Por exemplo, para uma placa de aço de 5 mm de espessura, ao usar o instrumento automático de medição da espessura da placa, o desvio máximo do ângulo de flexão é de 1°, enquanto que, sem ele, o desvio é de cerca de 6°.
A prensa dobradeira CNC da empresa sueca Pullmax é equipada com um sensor de espessura de chapa Sensomatic, que usa um cabeçote sensor fixado no molde superior para entrar em contato direto com a chapa e medir sua espessura. Essa medição é inserida no sistema CNC para corrigir o deslocamento da corrediça, alterando a profundidade do punção que entra no molde.
Os experimentos mostram que, para uma peça dobrada com oito processos de dobra e uma espessura de 5 mm, com ângulos de dobra de 90° e 135°, o desvio do ângulo de dobra para as quatro dobras sem medição da espessura da chapa é de 4° a 90° e 5° a 135°. Para as onze dobras com medição da espessura da chapa, o desvio do ângulo de dobra não excede 0,3°.
As propriedades mecânicas dos materiais da chapa podem variar com frequência, e essa diferença nas propriedades mecânicas pode causar alterações no ângulo de dobra, afetando, assim, a precisão da dobra. Por exemplo, ao dobrar a 90°, os materiais de chapa mais macios podem se aproximar de um ângulo de 91°, enquanto os materiais de chapa mais duros podem atingir apenas 89°, exigindo, portanto, correção.
As diferentes propriedades mecânicas dos materiais da placa também podem afetar a taxa de retorno elástico, e o ajuste da taxa de retorno elástico é muito trabalhoso. Portanto, a medição e a compensação automáticas do ângulo de flexão e da taxa de retorno elástico são muito importantes para melhorar a precisão do ângulo de flexão.
A empresa belga LVD desenvolveu um sistema de controle adaptativo para medir automaticamente os ângulos de flexão e o retorno elástico. Quando o apalpador entra em contato com o material da chapa e se move com ele, envia continuamente informações sobre o ângulo de flexão ao sistema de controle para controlar a profundidade da entrada do punção. Para compensar o retorno elástico, é usado um sistema de medição de força de flexão.
Sensores de deformação são instalados na bancada de trabalho. Quando o curso de trabalho atinge o ponto final, a força de flexão diminui em 30%, e o punção se retrai automaticamente para medir novamente o ângulo de flexão, calcula a quantidade de retorno elástico e define uma nova profundidade de prensagem para a nova prensagem. Com esse sistema adaptativo, não é necessário fazer dobras de teste e o tempo de ajuste é bastante reduzido. Esse sistema foi usado nas prensas dobradeiras das séries PPI e PPE da empresa e está disponível como um acessório opcional.
A prensa dobradeira CNC da empresa francesa Promecam também possui um dispositivo de medição automática de ângulo de dobra semelhante. A sonda do sensor de ângulo é feita em forma de V, colocada no orifício axial da matriz e se encaixa na superfície de trabalho da matriz. Quando o material da placa é colocado na matriz, ele também se apóia na superfície da sonda do sensor em forma de V.
Quando o molde convexo se move para baixo em direção ao molde côncavo, o sensor gera um deslocamento correspondente e emite informações relevantes por meio do mecanismo de detecção de ângulo. Depois de ser processado pelo computador, o valor do ângulo em tempo real é exibido na tela. Quando o deslocamento corresponde ao valor definido, o sistema CNC emite um comando para pausar o fornecimento de óleo para o cilindro hidráulico, mede a alteração do ângulo causada pelo rebote do material da placa e o envia de volta ao sistema CNC para compensação.
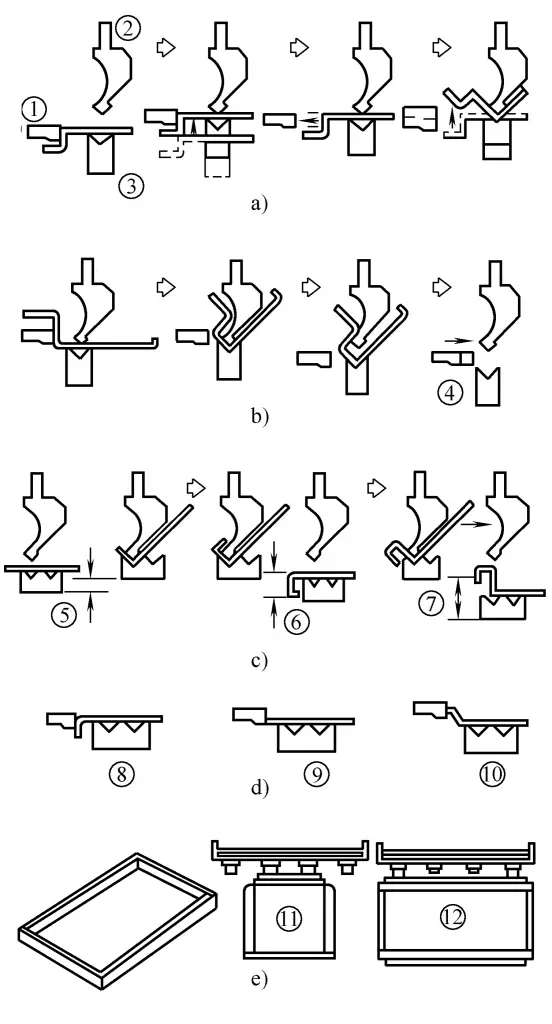
A prensa dobradeira para chapas metálicas do tipo RT produzida pela Beyeler Company da Suíça adota o novo processo de dobra de molde côncavo rotativo ROTAX, conforme mostrado na Figura 15. Nesse processo, são realizadas a medição automática dos ângulos de dobra e a compensação do retorno elástico. Ele usa dois rolos longos para substituir o molde côncavo, sendo que cada rolo tem uma superfície plana. Durante a dobra, sob a pressão do molde convexo, os dois rolos giram na base do molde para dobrar a chapa metálica.
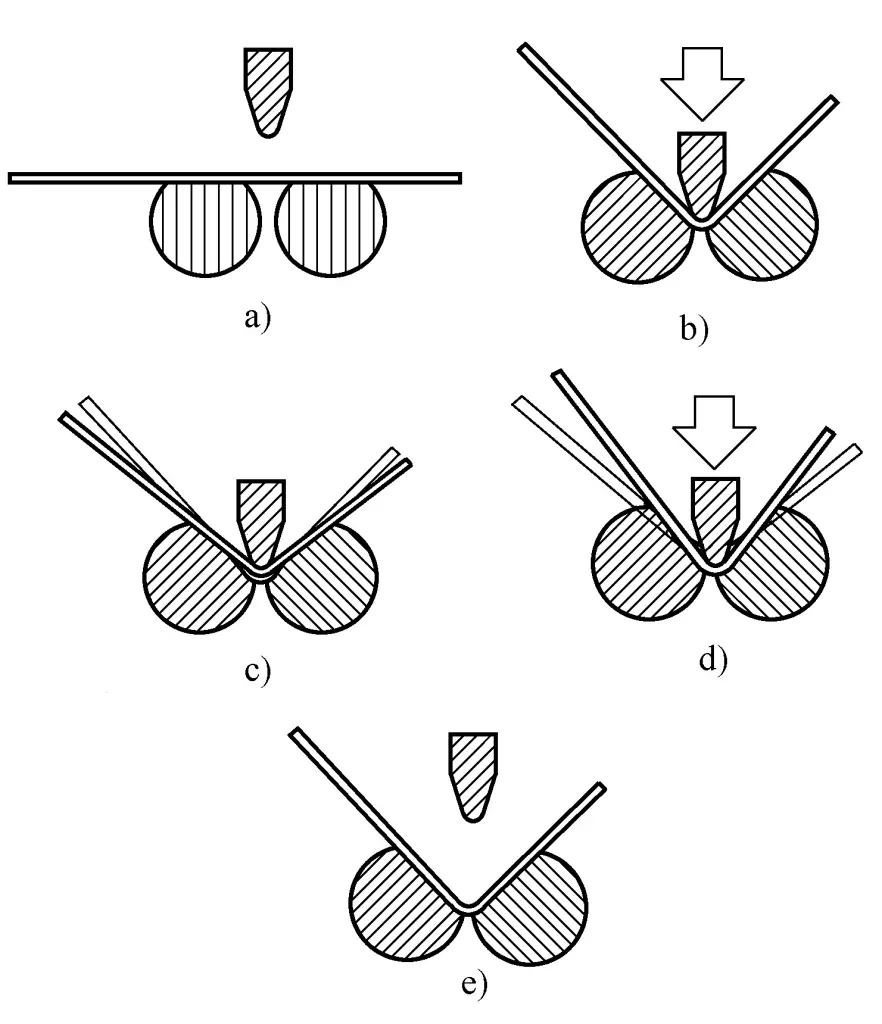
a) Início do processo de dobra
b) Dobrar até o ângulo especificado programado
c) Medição do valor de retorno elástico
d) Correção do valor do retorno elástico
e) Fim do processo de dobra
O ângulo de flexão real pode ser convenientemente medido pelo ângulo de rotação dos rolos. Durante o processo de dobra, os valores de ângulo medidos são continuamente inseridos no sistema CNC. Os dois cilindros hidráulicos de trabalho da prensa dobradeira da série RT são controlados por uma servoválvula, o que permite que a profundidade e o paralelismo do molde convexo que entra no molde côncavo atinjam uma precisão de 0,01 mm.
Os dois rolos longos são compostos de seções de rolos, cada uma com 800 mm de comprimento, e cada seção pode medir independentemente o ângulo de dobra e alimentar todos os dados de volta ao sistema de compensação hidráulica da bancada da prensa dobradeira, que é controlada por sua própria servoválvula. Com base nos ângulos medidos, ele pode atuar imediatamente em uma parte específica da peça dobrada para correção.
Para a medição do retorno elástico, conforme mostrado na Figura 15, quando a flexão atingir o ângulo definido (veja a Figura 15b), registre o valor da pressão nesse momento. O sistema CNC libera ligeiramente o aríete, reduzindo a pressão para 50% da pressão originalmente registrada, e o aríete para (veja a Figura 15c). Em seguida, meça novamente o ângulo real da peça dobrada, obtendo assim a metade do valor do retorno elástico. O sistema CNC pode calcular a quantidade de correção com base nesse valor.
Ao continuar a dobra, adicione esse valor de correção para finalmente obter um ângulo de dobra preciso. A realização da medição e da compensação do retorno elástico acima aumenta o tempo do ciclo de trabalho em cerca de 15%. Outra vantagem do processo de dobra de matriz rotativa é que a matriz não arranha a placa nem danifica sua superfície.
O posicionamento preciso da chapa na prensa dobradeira é muito importante e depende principalmente do backgauge. Como o posicionamento precisa ser alterado com frequência nos vários processos de dobragem contínua da chapa, o backgauge não só deve ser capaz de posicionar com precisão, mas também de alterar seu posicionamento rapidamente a cada vez.
O sistema de posicionamento da bitola traseira das prensas dobradeiras CNC modernas geralmente usa servomotores CA digitais acionados, transmissão por fuso de esferas de grande precisão e trilhos de guia linear. O sistema de posicionamento do backgauge tem seis eixos CNC: frente e trás (X0, X1), esquerda e direita (Z2, Z3) e para cima e para baixo (R4, R5), conforme mostrado na Figura 16. Esses seis eixos CNC, mais dois outros eixos CNC que controlam o movimento vertical de dois cilindros de trabalho, Y1 e Y2, constituem o que geralmente é chamado de CNC de oito eixos.
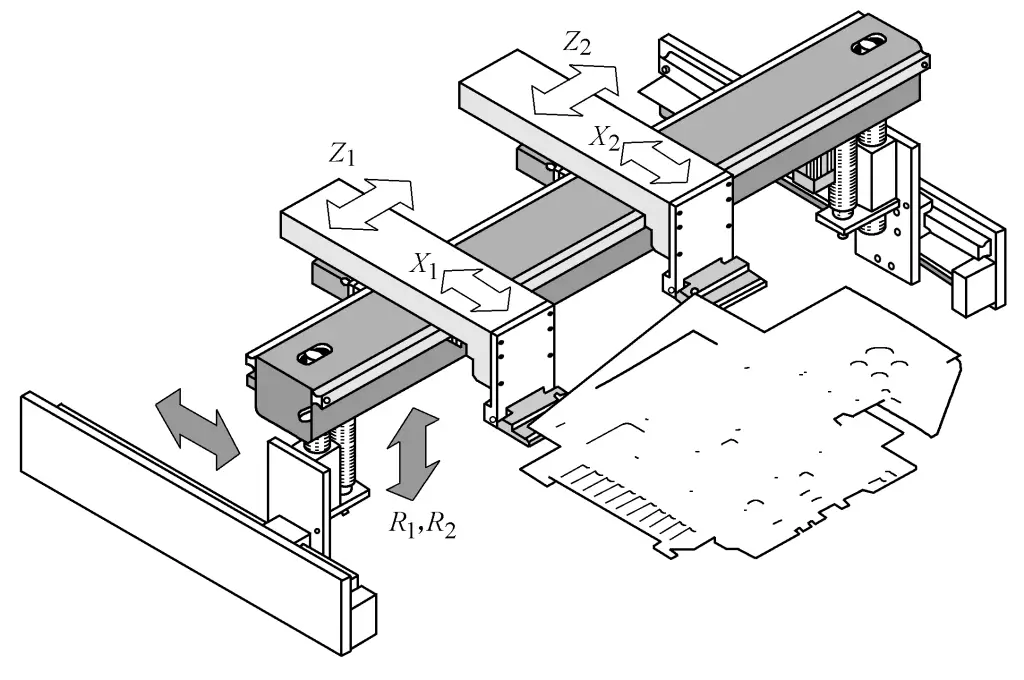
Atualmente, há sistemas CNC dedicados para prensas dobradeiras disponíveis como produtos comerciais, sendo os mais famosos o DA65W, o DA66W da empresa holandesa Delem e o sistema DNC da empresa suíça Cybelec, que geralmente têm entre 3 e 8 eixos CNC.
Durante o processo de dobra da chapa metálica, a chapa metálica se deforma gradualmente à medida que a dobra progride. Se não houver suporte adequado, o peso da chapa metálica fará com que as peças dobradas se deformem. No passado, isso era suportado pelos operadores, o que exigia muito trabalho e não era seguro.
As prensas dobradeiras de chapas metálicas modernas usam um suporte frontal de acompanhamento que apoia automaticamente a chapa metálica à medida que ela se deforma durante a dobra. Existem dois tipos:
1. O tipo flutuante é suportado por um cilindro sob o suporte frontal, que pode se elevar à medida que a chapa metálica se deforma. A pressão do ar deve ser ajustada para suportar apenas a chapa metálica sem causar deformação adicional.
2. No tipo servo, a chapa metálica pressiona o pino de suporte no suporte frontal. Quando a chapa metálica se eleva, o pino de suporte envia um sinal e o servomecanismo hidráulico controla o suporte frontal para que se eleve de forma sincronizada. O uso de robôs especialmente projetados para agarrar e operar automaticamente a chapa metálica é o mais avançado.
A unidade de dobra automática ASTRO100NT produzida pela Amada Company do Japão inclui um robô de dobra de cinco eixos, que pode segurar a chapa metálica na prensa dobradeira para concluir o processo de dobra. À medida que o formato das peças dobradas muda, o robô de dobra muda continuamente a posição de preensão. Após a conclusão de todos os processos de dobra, o robô de dobra entrega as peças dobradas ao robô de carga e descarga, que empilha ordenadamente as peças acabadas no rack de produtos.
As prensas dobradeiras CNC produzidas pela Jiangsu Jinfangyuan Company e pela Yangli Company podem ser equipadas com robôs de dobra da Kuka Company da Alemanha. A Kuka produz mais de uma dúzia de modelos de robôs de dobra, divididos nas categorias de carga leve, carga média, carga pesada e carga superpesada.
O robô é equipado com o software de dobra Bend Tech Pro, que pode gerar uma lista de processos no estilo Windows e uma lista de ferramentas off-line enquanto a produção está em andamento. A faixa de carga dos robôs de dobra Kuka varia de 16 kg a 210 kg. Ele pode não apenas realizar trabalhos de dobra, mas também trocar moldes e pode ser usado para corte a lasercarga e descarga, e empilhamento.
O código do modelo das prensas dobradeiras domésticas, como W67Y-63/2500, significa:
Alguns fabricantes usam letras maiúsculas após o W para indicar diferentes tipos, como WC, WB, WE, WMZ, WX, etc. Se um número n for adicionado antes do modelo, ele indica n máquinas interligadas, como 2-W67Y-500/6000, que representa 2 dobradeiras com uma força nominal de 5000kN e um comprimento de mesa de trabalho de 6000 mm interligadas.
A característica de trabalho da dobradeira de borda é que a chapa metálica é fixada pelos moldes de prensagem superior e inferior, com apenas a parte a ser dobrada estendendo-se para fora na frente da chapa metálica, e a dobragem é feita pela viga de dobragem. Ela é usada principalmente em vários setores industriais para fabricar caixas, armários e caixas de chapas metálicas finas, etc.
O diagrama esquemático da estrutura da máquina de dobrar bordas é mostrado na Figura 19. A estrutura é composta por duas colunas laterais 1, a chapa metálica a ser dobrada é colocada na viga transversal fixa 3, a viga transversal móvel 2 se move de cima para baixo para pressionar a chapa metálica e, em seguida, a viga dobrável 4 gira no sentido horário para dobrar a borda da chapa que se estende para fora do molde das vigas móveis e fixas em um arco circular igual ao canto do molde. Após a conclusão da dobra, a viga dobrável 4 gira no sentido anti-horário de volta à sua posição original, a viga transversal móvel se eleva e libera a peça de trabalho.
1 coluna
2-Viga transversal móvel
3-Viga transversal fixa
4-Viga dobrável
A transmissão da máquina de dobragem tem dois tipos: hidráulica e mecânica. Os parâmetros técnicos da máquina de dobrar produzida pela Xinzhou Forging Press Machine Tool Company são mostrados na Tabela 3.
Tabela 3 Parâmetros técnicos da dobradeira da série W62
| Modelo W62 | Tamanho da placa (espessura × largura) /mm | Comprimento mínimo de dobragem na espessura máxima /mm | Raio mínimo de dobragem na espessura máxima /mm | Curso do feixe superior /mm | Potência do motor/kW | Peso /t | Dimensões externas (comprimento × largura × altura)/mm |
| 2.5×1500 | 2.5×1500 | 12 | 2.5 | 200 | 4.1 | 1.6 | 2590×900×1300 |
| 2.5×2000 | 2.5×2000 | 12 | 2.5 | 200 | 5.5 | 3.1 | 3245×855×1400 |
| 2.5×2500 | 2.5×2500 | 12 | 2.5 | 200 | 5.5 | 4.15 | 3757×955×1400 |
| 4×2000A | 4×2000 | 30 | 4 | 200 | 8.5 | 4.2 | 3395×1485×1500 |
A dobradeira de quatro lados foi desenvolvida em 1977 pela empresa italiana Salvagnini como um novo tipo de equipamento de dobragem de chapas metálicas, tornando-a o dispositivo ideal para o processamento de peças de painel em forma de caixa. Desde então, vários tipos de dobradeiras de quatro lados foram desenvolvidos por países de todo o mundo, sendo amplamente utilizados em vários departamentos de produção.
Conforme mostrado na Figura 20, o cilindro hidráulico aciona o molde de prensagem superior 2 para se mover verticalmente para baixo, pressionando a chapa metálica sobre o molde de prensagem inferior 1, com apenas a extremidade frontal da chapa metálica se estendendo para fora para a peça a ser dobrada. Tanto o molde de dobra superior 4 quanto o molde de dobra inferior 5 são instalados na base do molde em forma de C 3, que também é acionada por um cilindro hidráulico para se mover verticalmente para cima e para baixo.
1-Molde de prensagem inferior
2-Molde de prensagem superior
Base do molde em forma de 3-C
4-Molde dobrável superior
5-Matriz dobrável inferior
Ao se mover para baixo, a matriz de dobragem superior dobra a placa para baixo, conforme mostrado nas Figuras a e b, e ao se mover para cima, a matriz de dobragem inferior dobra a placa para cima, conforme mostrado na Figura c.
Além disso, o suporte da matriz em forma de C também pode se mover para a esquerda e para a direita. Depois que as matrizes de dobragem superior e inferior dobram a chapa em um determinado ângulo, o suporte da matriz em forma de C se move horizontalmente para a direita, dobrando ainda mais a chapa em um ângulo mais agudo. Como a própria chapa permanece estacionária no plano horizontal durante o processo de dobragem, ela elimina o movimento complexo da chapa em prensas dobradeiras em geral, alcançando maior precisão de dobragem e facilitando as operações automatizadas.
A máquina de dobragem de quatro lados consiste em um mecanismo de dobragem bidirecional, uma mesa de trabalho de posicionamento, uma máquina operacional, um dispositivo de carga e descarga, um sistema CNC e um sistema de controle elétrico.
A chapa a ser dobrada geralmente tem entalhes perfurados nos quatro cantos. Quando uma ventosa a vácuo coloca uma única folha de chapa no trilho do dispositivo de carregamento, uma correia transportadora magnética transporta a chapa para a mesa de trabalho de posicionamento para posicionamento. Após o posicionamento e a fixação, a máquina operacional transporta a chapa fixada para o mecanismo de dobra bidirecional para ser dobrada de acordo com as instruções.
No caso de placas retangulares, os lados curtos geralmente são dobrados primeiro. A cada dobra, a máquina operacional avança a chapa em uma determinada distância. Após concluir todas as operações de dobra do primeiro lado curto, a máquina de operação se retrai com a chapa e um mecanismo de rotação gira a chapa 180° em torno do eixo da haste da prensa no plano horizontal para iniciar a dobra do segundo lado curto. Posteriormente, ele gira em sequência para concluir a dobragem dos dois lados longos.
Conforme mostrado na Figura 21, o aríete 1 é acionado por dois cilindros hidráulicos 7 suspensos na parte traseira e gira para cima e para baixo em torno do eixo excêntrico 9 na parte traseira. Quando gira para cima, a matriz de dobragem inferior 2 dobra a chapa para cima e, quando gira para baixo, a matriz de dobragem superior 6 dobra a chapa para baixo. O ângulo máximo de dobragem para cima e para baixo geralmente não excede 85°. Se for necessário um ângulo de dobra maior, o cilindro hidráulico 8 empurra a cremalheira para girar a engrenagem 10 no eixo excêntrico 9, fazendo com que o eixo excêntrico 9 gire, movendo o cilindro de dobra 1 para frente para dobrar horizontalmente e aumentar o ângulo de dobra.
Aríete de 1 dobra
Molde de borda de 2 dobras
Molde de 3 prensas
4 folhas de metal
Molde de prensa de 5 topos
Molde de borda dobrada com 6 pontas
7, 8 - cilindro hidráulico
9-eixo excêntrico
Engrenagem 10
Os dois cilindros hidráulicos 7 são controlados, cada um, por uma válvula de controle de velocidade proporcional e usam uma grade para detectar o deslocamento da haste do pistão, formando um sistema de controle de circuito fechado para obter o movimento síncrono dos dois cilindros hidráulicos e o controle de posição do ponto final do curso. Abaixo do cilindro hidráulico 8, há um batente mecânico, que é ajustado por um servomotor de acordo com as instruções do programa, controlando assim com precisão o curso da haste do pistão do cilindro hidráulico 8 e o deslocamento horizontal do molde da borda da dobra, para garantir a precisão final do ângulo de dobra.
Conforme mostrado na Figura 22, a máquina de operação empurra a chapa metálica 4 para frente com o bloco de parada traseiro 3 montado nela, até que ela encoste no bloco de parada dianteiro 1 (há três conjuntos de blocos de parada dianteiros, um conjunto pode ser escolhido de acordo com o tamanho da chapa metálica 4), completando o posicionamento da chapa metálica nas direções dianteira e traseira. O bloco de parada direito 2 e o bloco de parada esquerdo 5 são acionados por um servomotor por meio de um fuso de esferas, movendo-se em direção ao centro, para concluir o posicionamento da chapa metálica nas direções esquerda e direita.
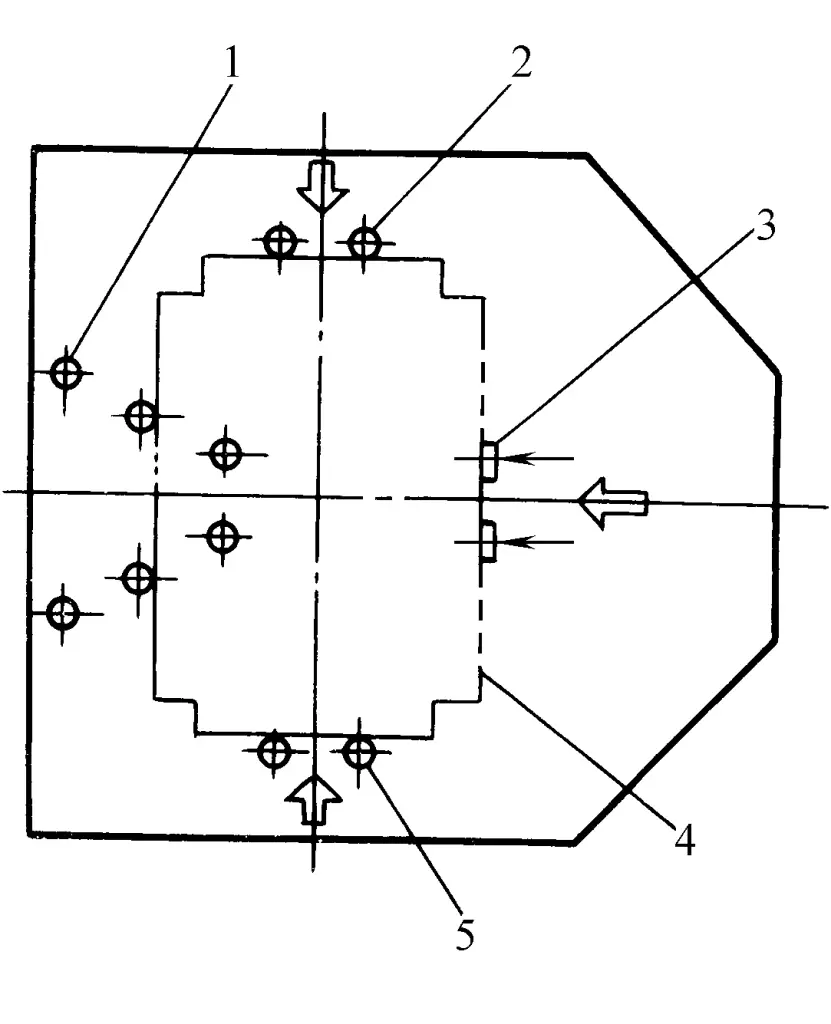
1 - Bloco de parada frontal
2 - Bloco de parada direito
3 - Bloco de parada traseira
4 - Chapas metálicas
5 - Bloco de parada esquerdo
O disco de fixação da máquina operacional é acionado por um cilindro hidráulico, fixando a chapa metálica na plataforma giratória. O mecanismo de rotação é acionado por um servomotor por meio de uma correia dentada e um par de engrenagens sem-fim, girando a mesa giratória. Um codificador fotoelétrico de alto pulso é instalado no eixo da plataforma giratória, formando um sistema de controle de circuito fechado, com um erro de precisão de rotação não superior a 0,02°.
Conforme mostrado na Figura 23, ao dobrar, é necessário primeiro pressionar todo o comprimento da folha com o molde de compressão superior. Para acomodar folhas de diferentes comprimentos, o molde de compressão superior consiste em vários módulos de diferentes comprimentos. O módulo central 2 é conectado ao cilindro hidráulico vertical acima e pode ser levantado para cima. Há vários módulos intermediários de diferentes comprimentos em ambos os lados, e há um módulo de canto em cada extremidade.
1-Peça de trabalho
2-Módulo central
Módulo de 3 lados
Módulo de 4 cantos
Quando a peça de trabalho em forma de caixa tiver formado um flange interno, para remover o módulo de compressão superior, o módulo central pode primeiro ser levantado para cima com o cilindro hidráulico e, em seguida, os dois módulos laterais são empurrados pelos dois cilindros hidráulicos horizontais em ambos os lados, fazendo com que os módulos intermediários e os módulos de canto se movam em direção ao centro. Isso permite a fácil remoção e o processo oposto para instalação, de modo que o comprimento total do molde de compressão montado corresponda ao comprimento da peça de trabalho do painel em forma de caixa.
Os principais parâmetros técnicos do freio de prensa de quatro lados do tipo W63K-2×2000 são os seguintes:
(1) A maior vantagem é que a chapa não precisa ser manuseada durante o processo de dobra, o que aumenta muito a produtividade e o nível de automação.
(2) Não há necessidade de trocar as matrizes de dobra superior e inferior. Isso economiza o tempo de troca de moldes e elimina a necessidade de vários moldes.
(3) Para a chapa metálica já perfurada, o posicionamento é feito usando o corte da chapa metálica, completando a dobra de vários lados em um único posicionamento, eliminando o erro de posicionamento acumulado causado por vários reposicionamentos, resultando em alta precisão de dobra.
(4) Projeto estrutural avançado, com compensação dinâmica da ferramenta, precisão de ângulo de ±30′ e o paralelismo de dois lados opostos após a flexão é de ±0,1 mm/m.
(5) Durante o processamento, a alimentação e a rotação da chapa metálica são realizadas de forma contínua e automática, portanto, o tempo de processamento é muito menor do que o de outros centros de dobra, especialmente para peças em formato de caixa.
(6) Recursos avançados de software, capazes de concluir a programação automática da prensa e a geração automática do programa de dobra, reduzindo significativamente o trabalho de preparação.
(7) Devido aos diferentes mecanismos de dobra, ele pode concluir processos de dobra que outros centros de dobra não conseguem, permitindo assim um projeto estrutural de produto mais simplificado e racional.
O modelo P4-2516 multi-side dobrador de painéis para chapas metálicas, apresentada pela Salvagnini em 2005, é especialmente adequada para a produção de lotes pequenos e de múltiplas variedades. Ao trocar as peças de trabalho, não há necessidade de trocar os moldes, com curto tempo de dobra e alta eficiência.
Por exemplo, dobrar uma peça com 4 dobras positivas de 90° leva apenas 28 segundos: dobrar uma peça complexa com 2 dobras positivas de 90°, 8 dobras negativas de 90° e 4 dobras positivas de 45° leva apenas 44 segundos. A largura máxima de processamento da chapa é de 1.500 mm, o comprimento máximo é de 2.695 mm, o comprimento diagonal máximo é de 2.800 mm e a espessura máxima é de 2,5 mm (aço carbono), 2,0 mm (aço inoxidável) e 3,0 mm (alumínio): o comprimento máximo de dobra da peça acabada é de 2.500 mm e a altura máxima de dobra é de 165 mm. Possui uma função de autocorreção, que pode calcular automaticamente o valor de correção de acordo com o material, a espessura e o ângulo de diferentes chapas metálicas.
A unidade de dobra de chapa metálica CNC não tripulada, combinada com uma máquina de prensa dobradeira CNC, forma um todo integrado, substituindo o trabalho manual contínuo e ininterrupto, fácil de programar, especialmente adequado para o processamento de lotes médios e pequenos de peças pequenas. O dispositivo tem boa rigidez, alta precisão, instalação e ajuste simples.
O robô de dobra pode pegar e processar automaticamente chapas metálicas, dobrar automaticamente e empilhar automaticamente as peças dobradas. O sistema de controle usa uma função de ensino, eliminando a necessidade de programação complexa.
O dispositivo automatizado TruBend Cell5000 produzido pela Trumpf, com seu BendMaster para carregar e descarregar peças de dobra, pode aliviar os operadores de muitas tarefas pesadas, especialmente ao manusear peças grandes com peso de até 100 kg, com a maior parte do trabalho realizada pela máquina. A TruBend Cell7000 é adequada para a curvatura automática de peças pequenas em um formato compacto, especialmente com seu sistema de backgauge leve e design moderno de acionamento hidráulico, o que a torna a unidade de curvatura mais rápida entre produtos similares.
Um sistema de medição de ângulo on-line a laser em prensas dobradeiras, usando um feixe de laser para detectar o ângulo da dobra em tempo real, para garantir efeitos de dobra precisos, conforme mostrado na Figura 24.