Explicação dos princípios e tipos principais da extrusão a frio
Como as peças de metal atingem formas complexas sem aquecimento? A resposta está na extrusão a frio, um processo fascinante que molda o metal à temperatura ambiente usando uma pressão significativa. Essa técnica não apenas molda o metal, mas também aprimora suas propriedades mecânicas, tornando-a vital para a fabricação de componentes de alta resistência. Neste artigo, você explorará os princípios fundamentais da extrusão a frio, os diferentes tipos de métodos de extrusão e suas aplicações em vários setores. Descubra como esse método transforma o metal bruto em peças de engenharia de precisão com o mínimo de desperdício e o máximo de eficiência.
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
A essência da extrusão a frio
A extrusão a frio aproveita o princípio da deformação plástica dos materiais metálicos. Em condições de temperatura ambiente, a peça bruta de metal em estado frio é colocada na cavidade do molde instalada na prensa.
Sob pressão significativa e em uma determinada velocidade, a peça bruta de metal é forçada a sofrer um fluxo plástico. Por meio do espaço entre o punção e a matrizou a saída da matriz, peças ocas são extrudadas ou peças sólidas com uma seção transversal menor do que a seção transversal do blank.
Esse processo pode alcançar a forma e o tamanho desejados e, ao mesmo tempo, manter as altas propriedades mecânicas das peças extrudadas. A extrusão a frio é uma das técnicas de processamento de peças sem cavacos ou com cavacos mínimos e é um método avançado no processamento de plástico metálico.
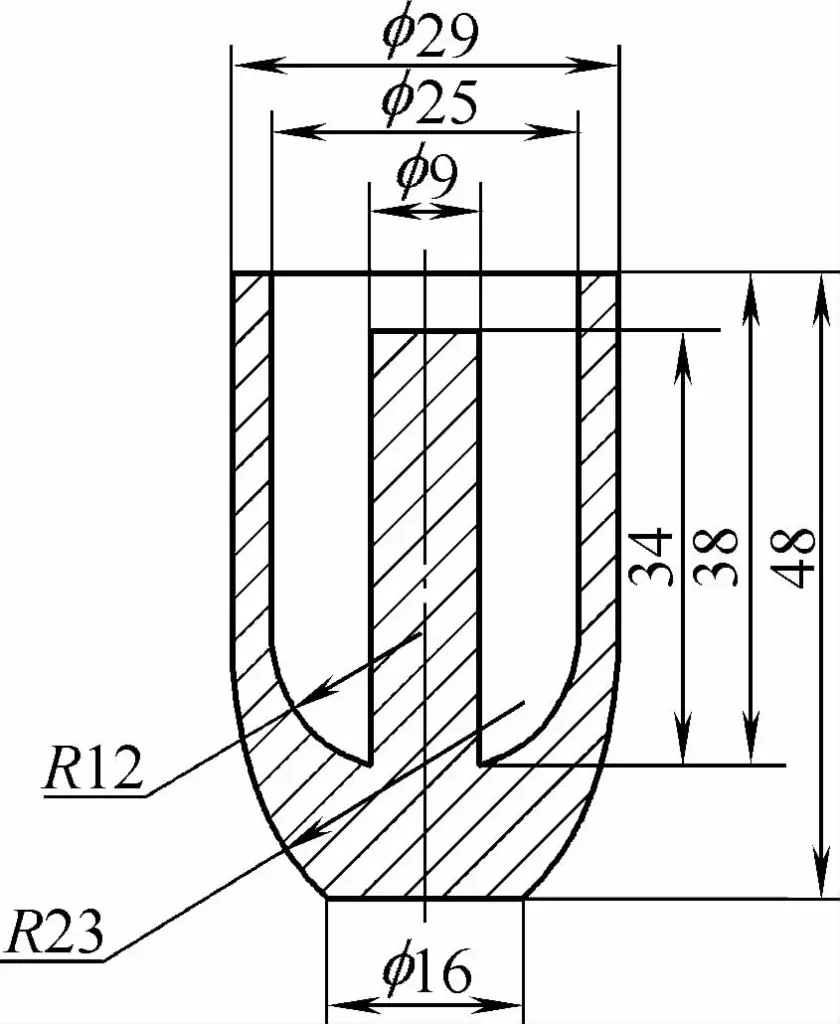
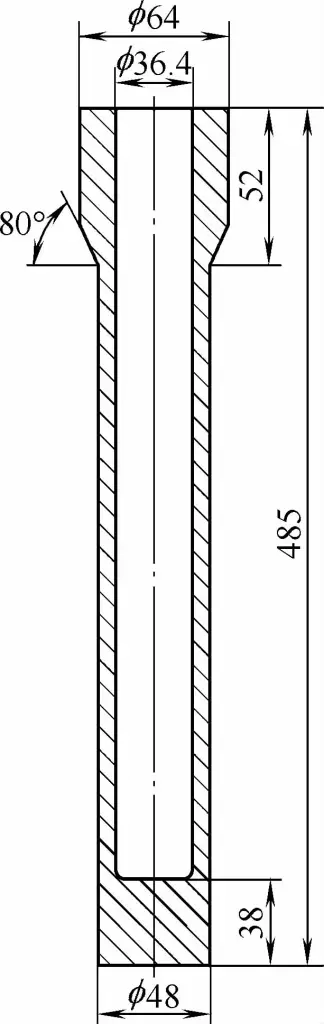
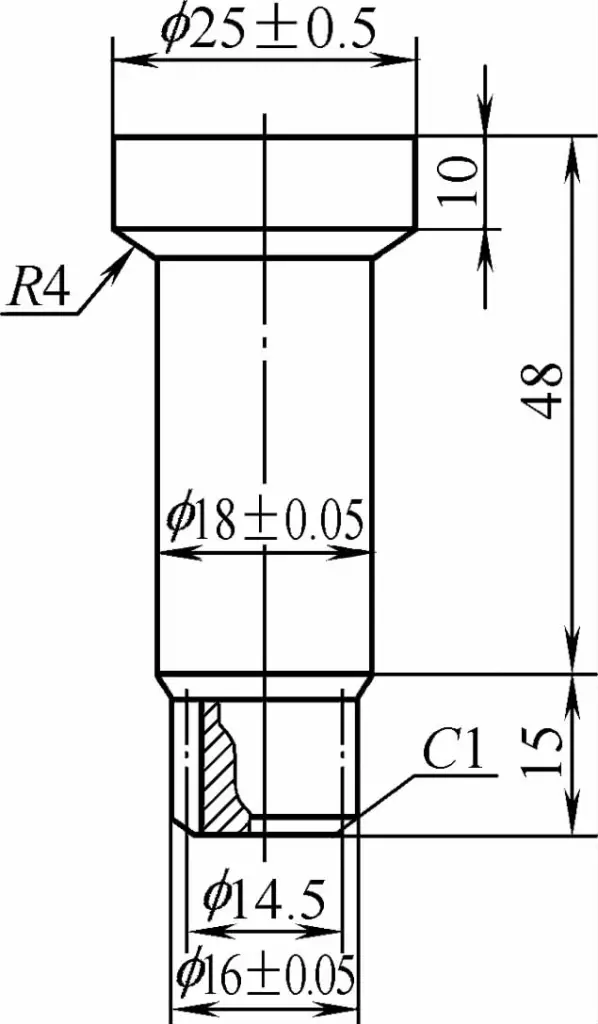
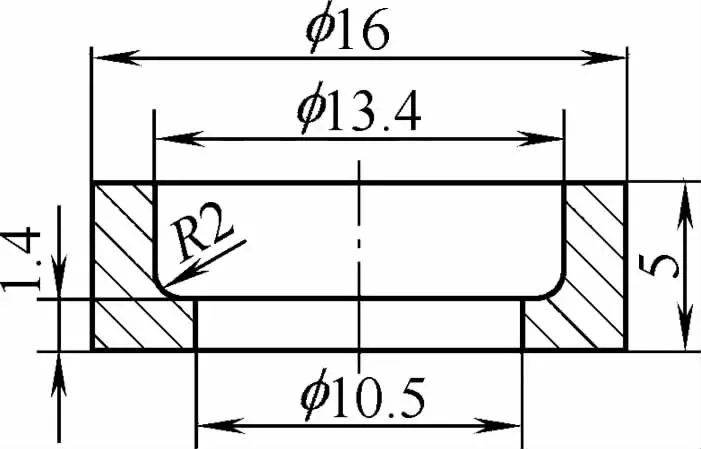
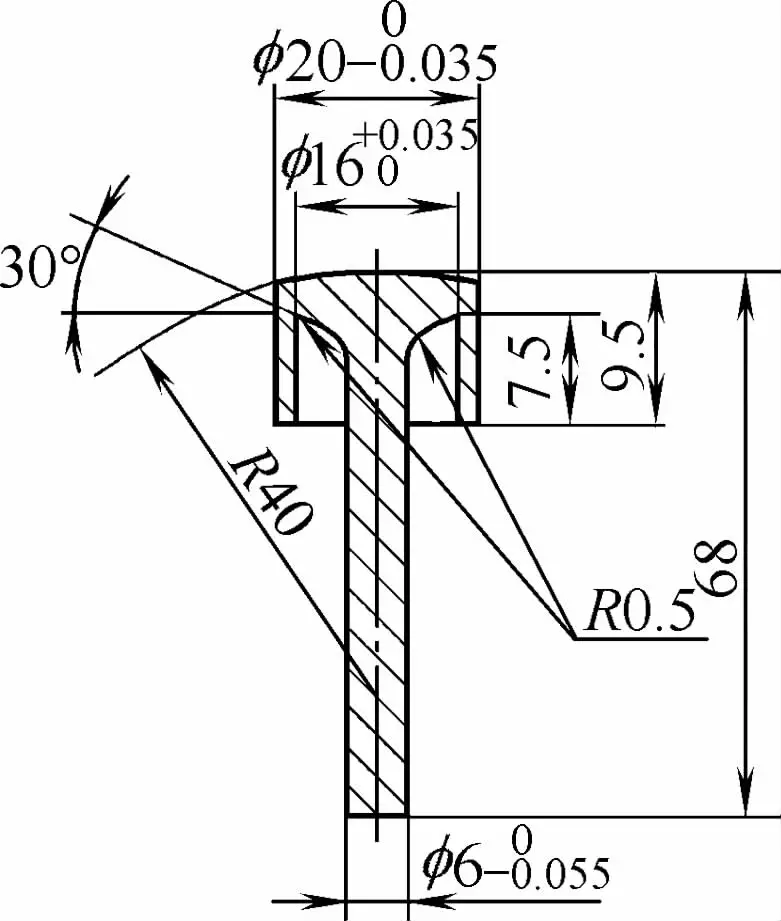
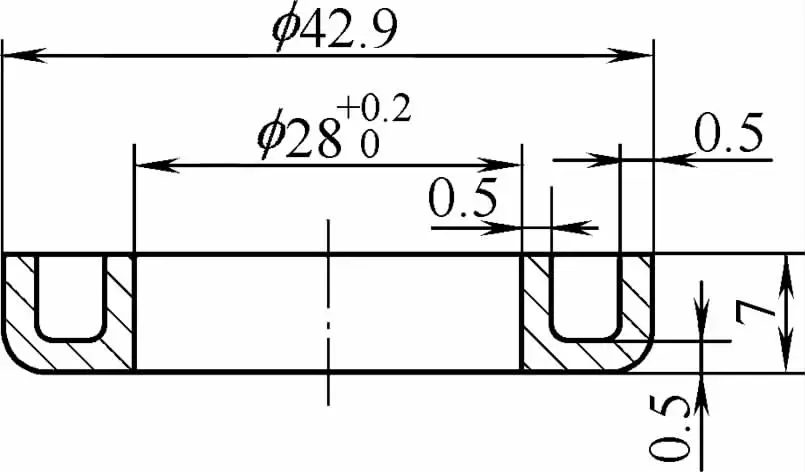
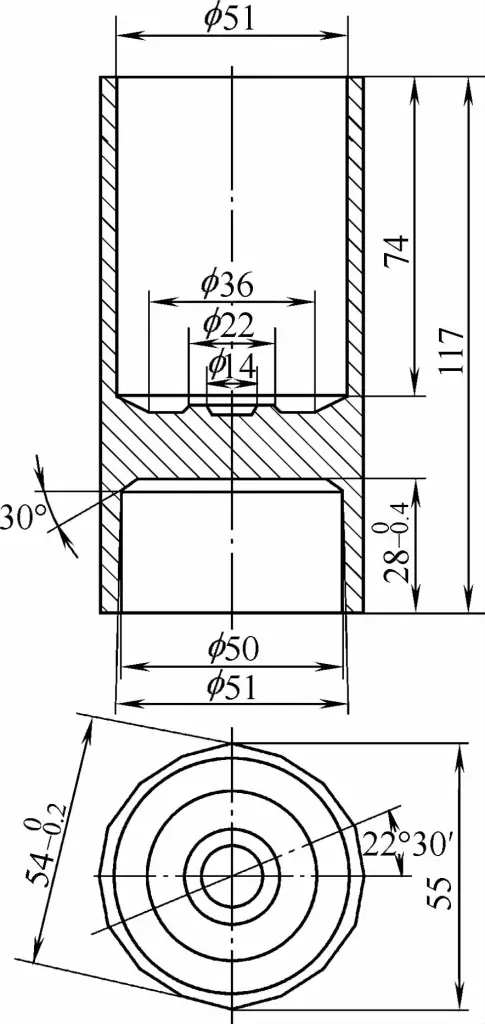
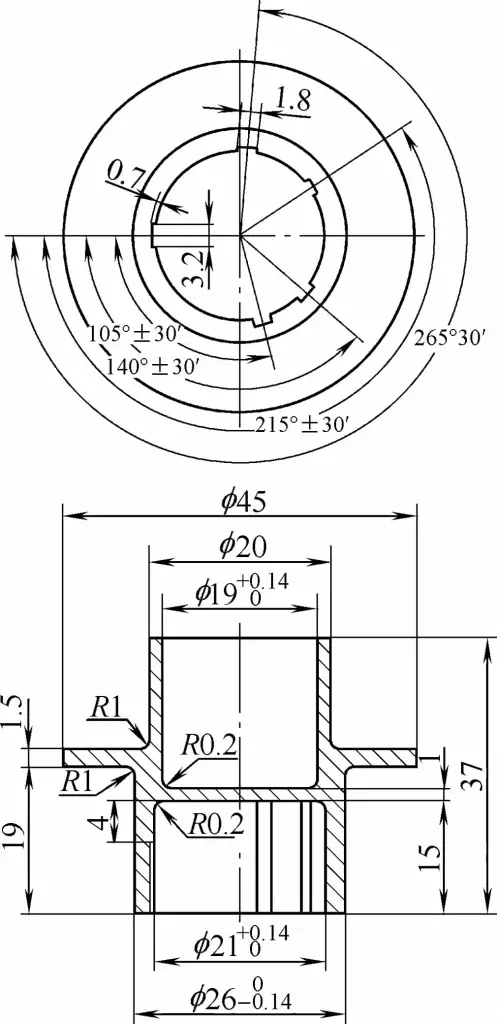
O núcleo da lançadeira da máquina de costura de aço carbono comum, o cilindro de furo profundo de aço de baixo carbono, o eixo de engrenagem da máquina de lavar de aço carbono médio e a tampa de conexão de aço carbono para ferramentas mostrados nas Figuras 1-1 a 1-4 são todos produzidos por extrusão a frio.
Fig. 1-1 Extrusão a frio da caixa de bobina de aço carbono comum para máquina de costura
Como pode ser visto nas imagens de produtos acima, a extrusão a frio depende do molde para controlar o fluxo de metal e depende de uma transferência substancial de volume de metal amolecido para formar as peças necessárias. Portanto, o sucesso ou o fracasso do processo de extrusão a frio está intimamente relacionado ao projeto da estrutura do molde, aos materiais do molde e ao tratamento de recozimento da peça bruta de metal.
A extrusão a frio pode ser usada para a produção de peças metálicas em lote e também para o processamento de várias cavidades de moldes. As Figuras 1-5 a 1-13 mostram peças extrudadas a frio de alumínio puro, alumínio à prova de ferrugem, alumínio duro, alumínio forjado, cobre puro, cobre livre de oxigênio, latão, aço cromo-molibdênio e aço para rolamentos.
Fig. 1-2 Extrusão a frio do cilindro de furo profundo de aço com baixo teor de carbono
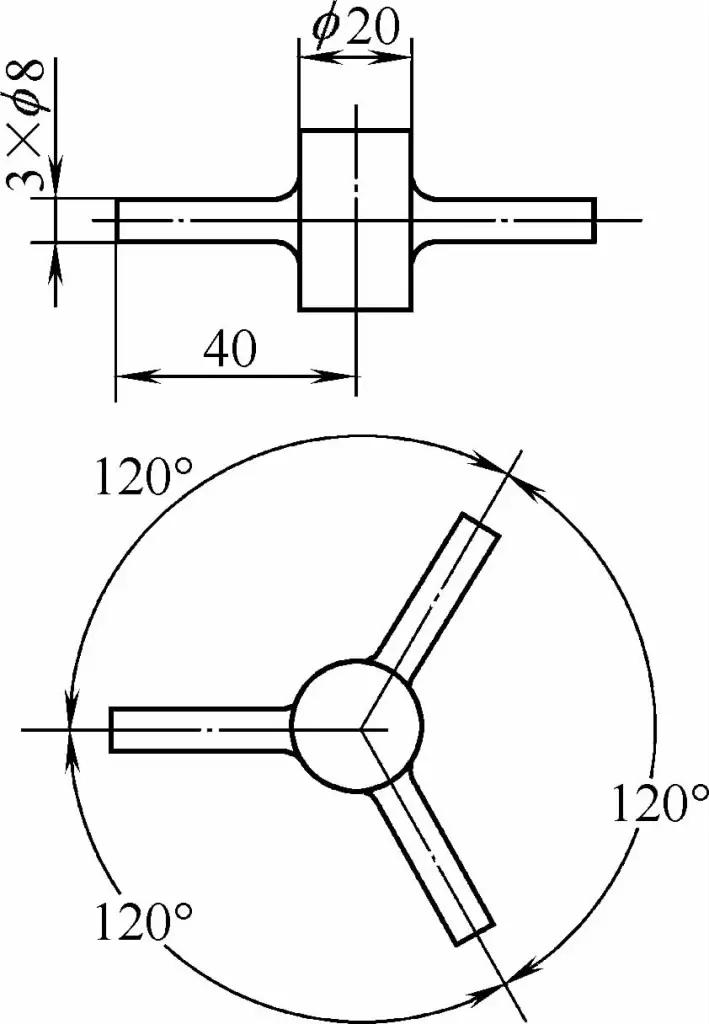
Fig. 1-3 Extrusão a frio de eixo de engrenagem de máquina de lavar roupa de aço carbono médio
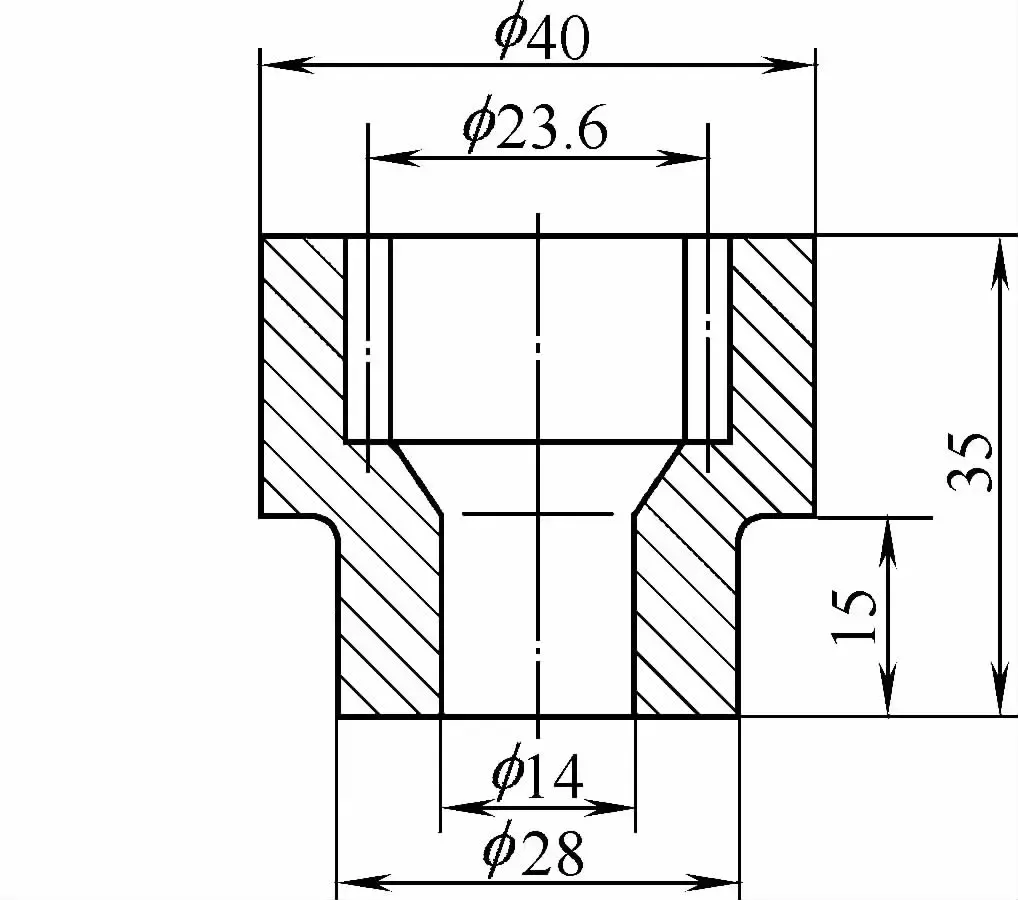
Fig. 1-4 Extrusão a frio da tampa de conexão de aço carbono para ferramentas
Fig. 1-5 Extrusão a frio do suporte de instrumento de alumínio puro
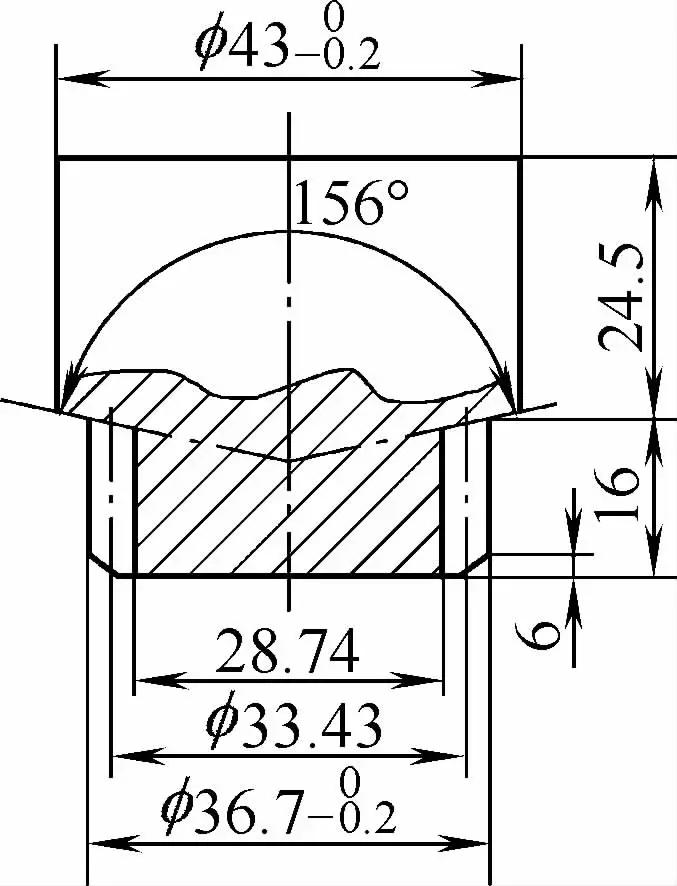
Fig. 1-6 Extrusão a frio de regulador de pressão de alumínio resistente à ferrugem
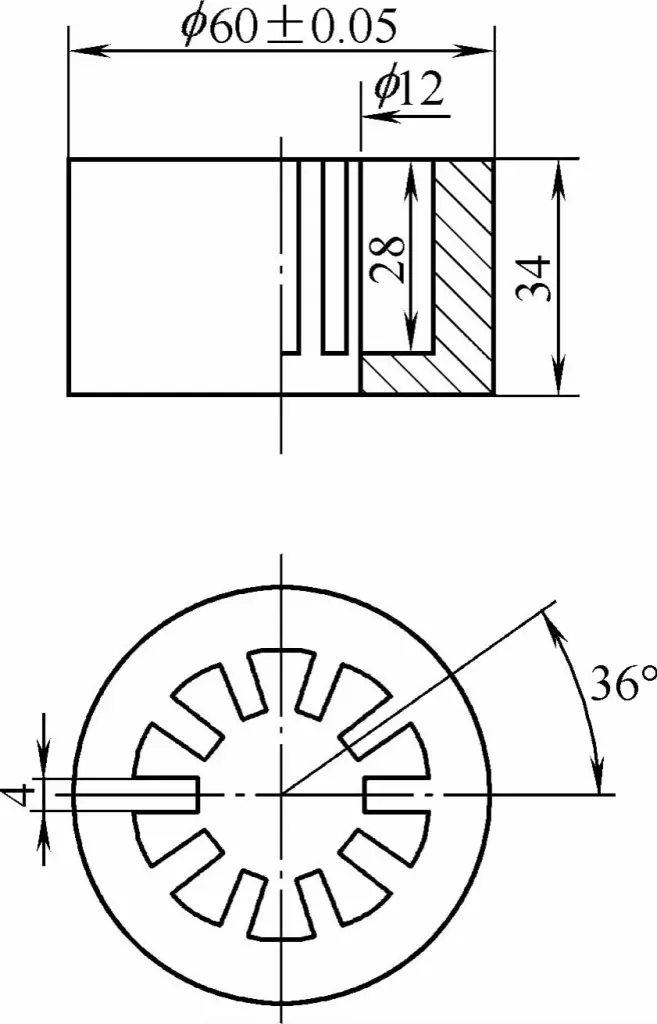
Fig. 1-7 Extrusão a frio de cilindro hexadecagonal de alumínio duro
Fig. 1-8 Extrusão a frio do alojamento flangeado de alumínio forjado
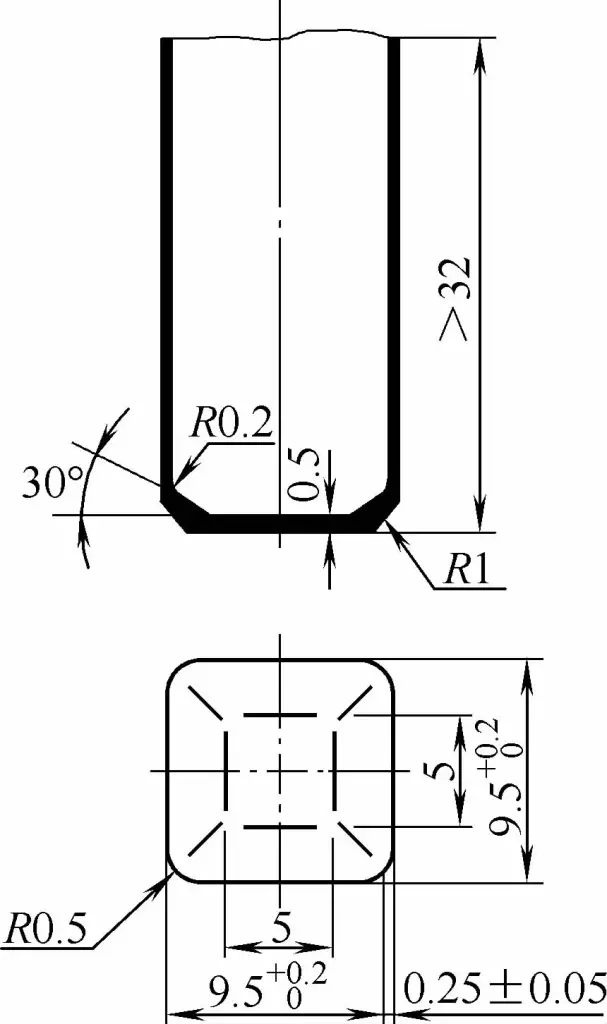
Fig. 1-9 Extrusão a frio da tampa de blindagem quadrada de parede fina de cobre puro
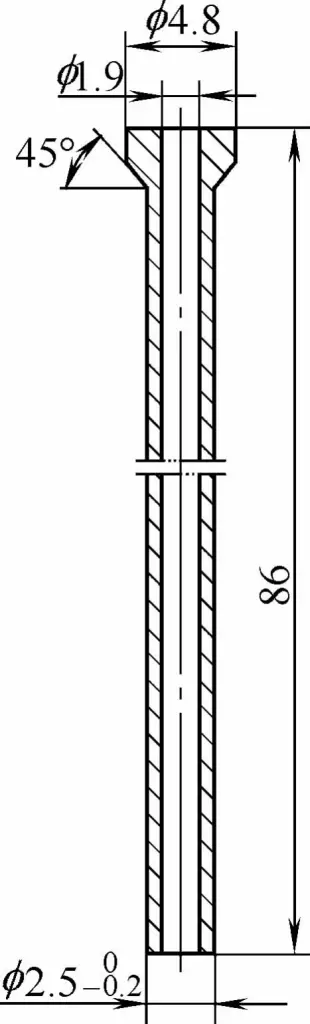
Fig. 1-10 Extrusão a frio de assento de tubo de cobre isento de oxigênio
Fig. 1-11 Extrusão a frio da caixa do instrumento de latão
Fig. 1-12 Extrusão a frio da roda de corrente pequena de aço cromo-molibdênio
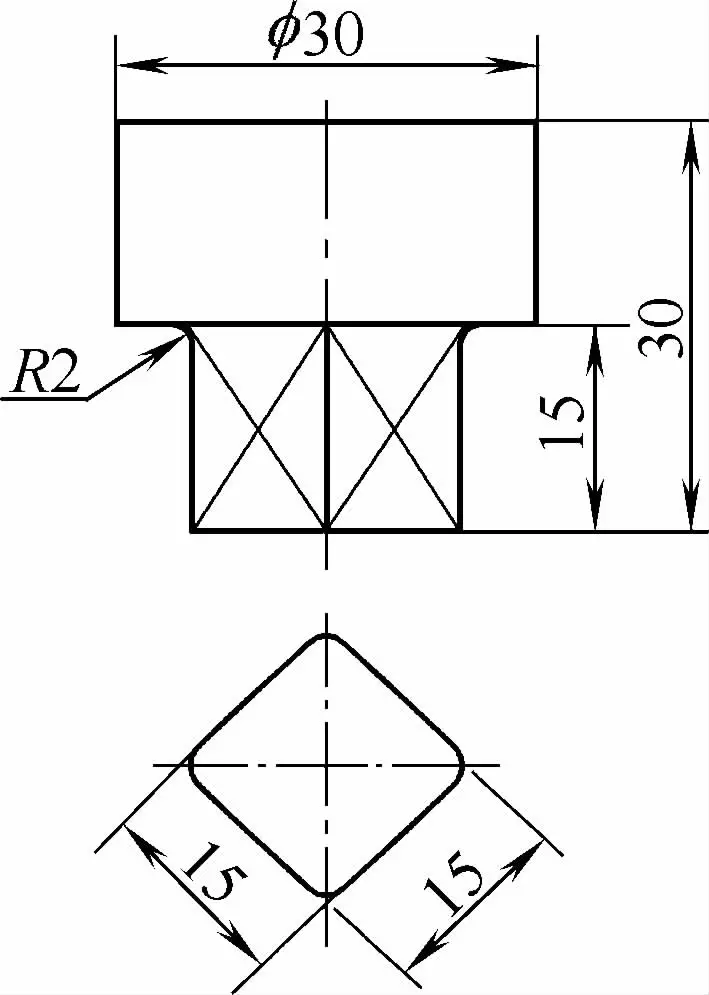
Fig. 1-13 Extrusão a frio do plugue de corpo quadrado de aço do rolamento
A faixa de velocidade de formação no processamento de extrusão a frio é ampla. O equipamento usado pode operar em prensas especializadas de extrusão a frio, prensas mecânicas gerais ou máquinas hidráulicas, prensas de fricção ou martelos de alta velocidade.
Classificação da extrusão a frio
A extrusão a frio pode ser classificada de acordo com a direção do fluxo de metal, a velocidade do fluxo de metal, etc.
Classificação de acordo com a direção do fluxo de metal
Com base na relação entre a direção do fluxo de metal e a direção do movimento do punção, há sete tipos de métodos de extrusão a frio.
(1) Extrusão frontal
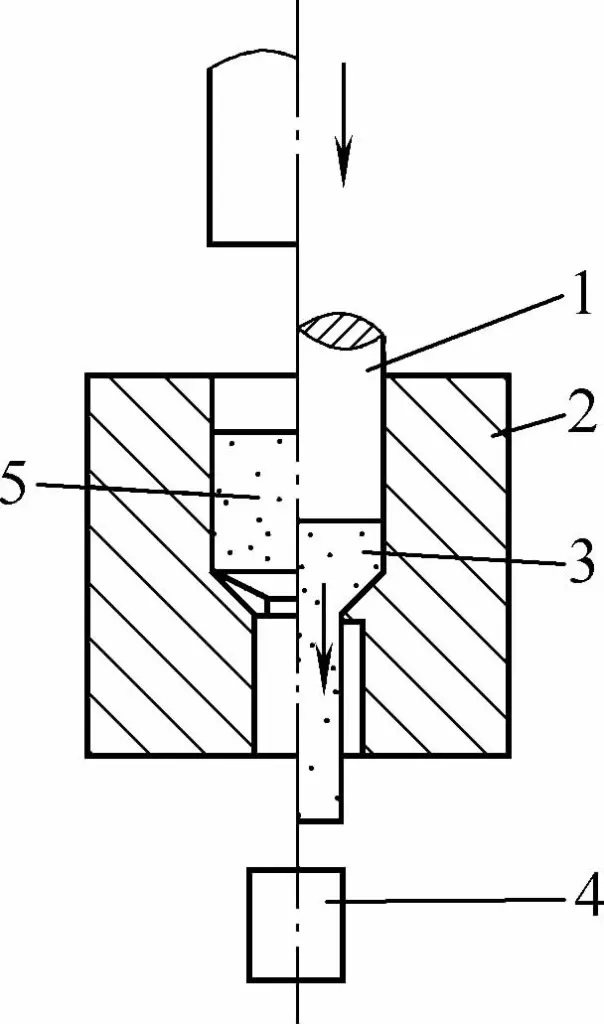
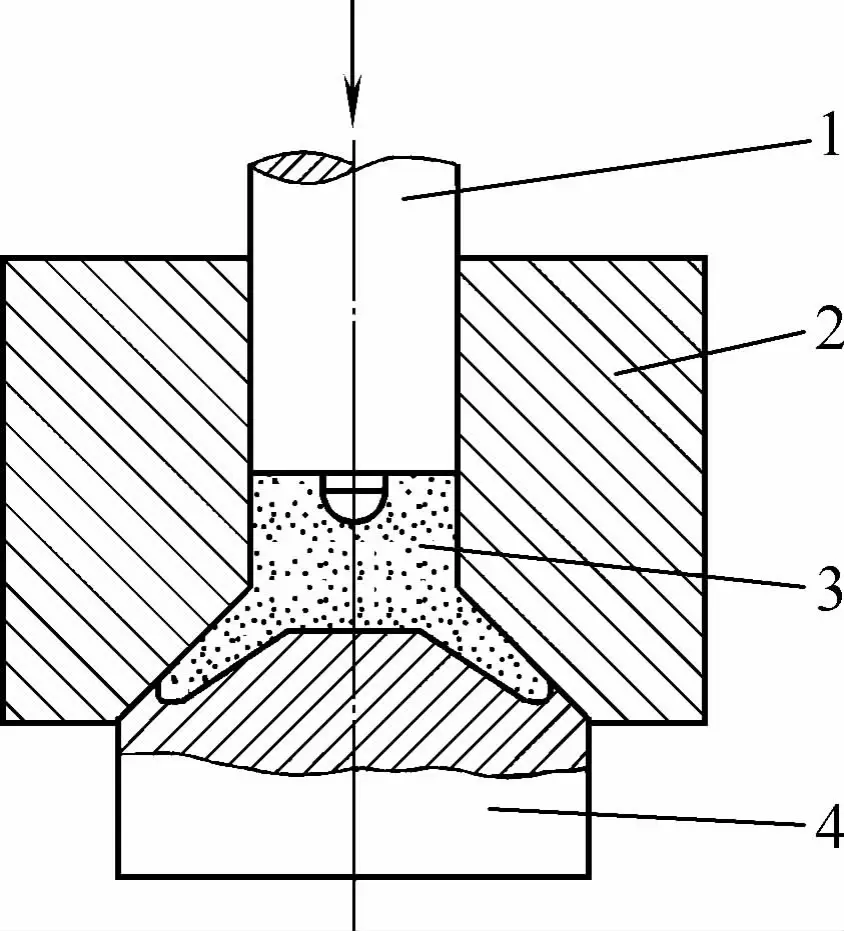
Na extrusão direta, a direção do fluxo de metal é a mesma da direção do movimento do punção. A Fig. 1-14 mostra o caso da extrusão para frente de uma peça de trabalho sólida.
Durante o processamento, a peça bruta é primeiramente colocada na matriz, e há um orifício na parte inferior da matriz que tem aproximadamente o mesmo tamanho do diâmetro externo da peça a ser fabricada. Em seguida, o punção é usado para aplicar pressão e extrudar a peça bruta.
A pressão do punção faz com que o metal entre em um estado plástico e força o metal a fluir para fora do pequeno orifício na matriz, formando assim a peça de trabalho necessária.
De modo geral, a extrusão direta pode produzir peças sólidas de vários formatos (usando blanks sólidos) e também pode produzir peças ocas de vários formatos (usando blanks ocos ou blanks em forma de copo).
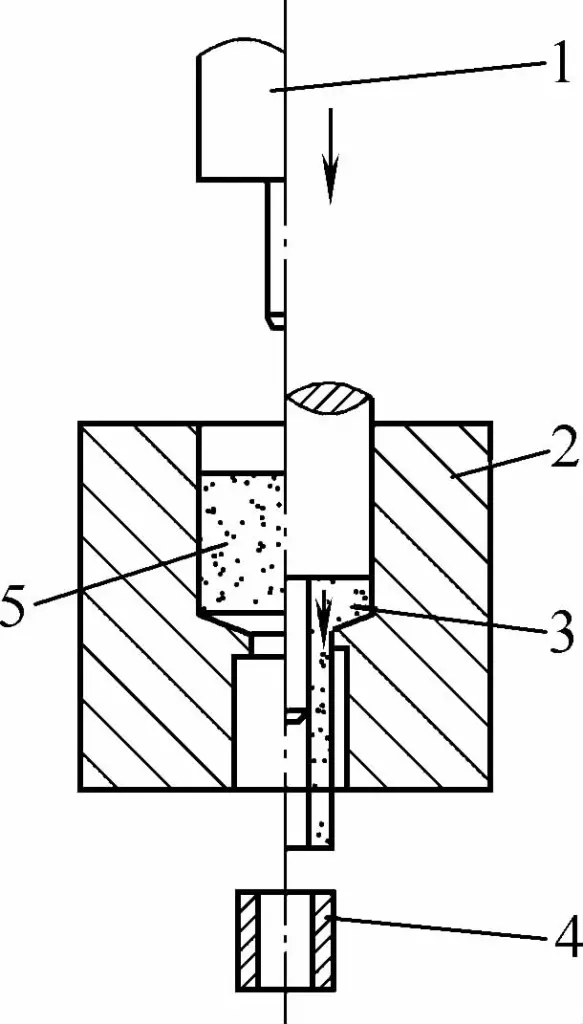
A Fig. 1-15 mostra o caso da extrusão direta de uma peça de trabalho oca. As peças ocas incluem carcaças, carcaças de conchas e revestimentos, etc.
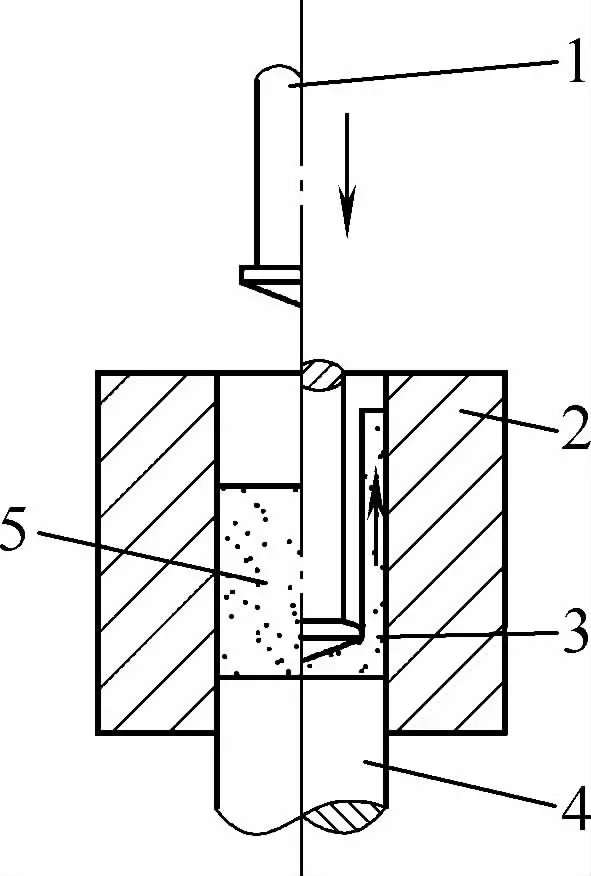
Na extrusão indireta, a direção do fluxo de metal é oposta ao movimento do punção. A Figura 1-16 ilustra o processo de extrusão indireta de uma peça oca em forma de copo. Durante a operação, um tarugo plano é colocado na parte inferior da matriz (o espaço radial entre a matriz e o punção é igual à espessura da parede da peça em forma de copo).
Figura 1-16 Extrusão indireta de peças em forma de copo
Quando o punção aplica pressão sobre o tarugo, o metal flui para cima através do espaço entre o punção e a matriz, formando assim a peça oca em forma de copo desejada. A extrusão indireta pode produzir várias peças em forma de copo oco com seção transversal, como tampas, carcaças, mangas, tubos, proteções e bases de lâmpadas.
(3) Extrusão combinada
Durante a extrusão combinada, parte do metal do tarugo flui na mesma direção do movimento do punção, enquanto o restante flui na direção oposta. A Figura 1-17 mostra a condição de trabalho da extrusão combinada.
Sob a pressão do punção, o metal flui em duas direções diferentes, causando a deformação por extrusão bidirecional. Esse é um método de extrusão que combina extrusão direta e indireta.
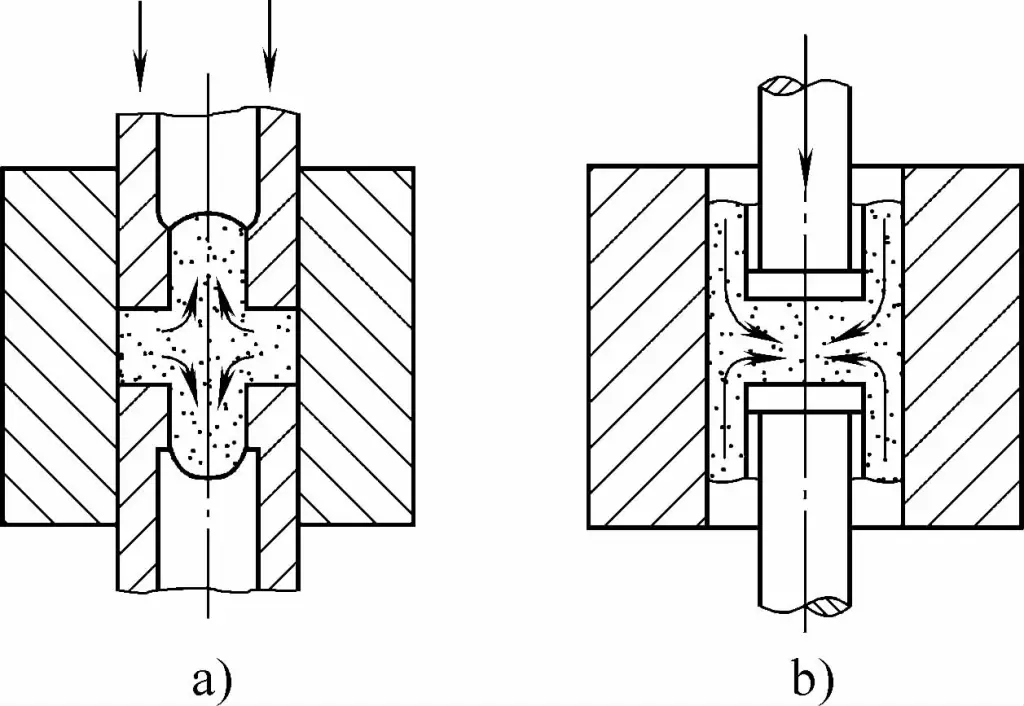
Com base nas diferentes combinações de extrusão para frente e para trás, a extrusão composta pode ser dividida nos três cenários a seguir: Extrusão composta haste-haste (consulte a Figura 1-18a), que é uma combinação de peças de haste de extrusão para trás e peças de haste de extrusão para frente;
Extrusão composta copo-copo (consulte a Figura 1-18b), que é uma combinação de peças de copo de extrusão para trás e peças de copo de extrusão para frente; Extrusão composta copo-haste (consulte a Figura 1-17), que é uma combinação de peças de copo de extrusão para trás e peças de haste de extrusão para frente.
Figura 1-18 Dois tipos de extrusão de compostos
a) Peça de haste-haste b) Peça de xícara e xícara
Os métodos de extrusão de compostos podem ser usados para fabricar peças de copo duplo (como pinos de pistão de automóveis), bem como peças de haste de copo (como núcleos de lançadeira de máquinas de costura).
(4) Redução da extrusão
Essa é uma forma de extrusão direta com um grau menor de deformação, em que a seção transversal do blank é apenas ligeiramente reduzida. A Figura 1-19 mostra a operação de redução da extrusão.
A extrusão redutora é usada principalmente para fabricar peças de eixo escalonado com pequenas diferenças de diâmetro e também pode ser usada como um processo de corte para peças de copo com furos profundos.
Figura 1-19 Redução da extrusão
A extrusão para frente, a extrusão para trás, a extrusão composta e a extrusão redutora são os quatro métodos de formação mais usados na extrusão a frio. A direção do fluxo de metal nesses quatro métodos é paralela ao eixo do punção e, por isso, eles são chamados coletivamente de extrusão a frio axial.
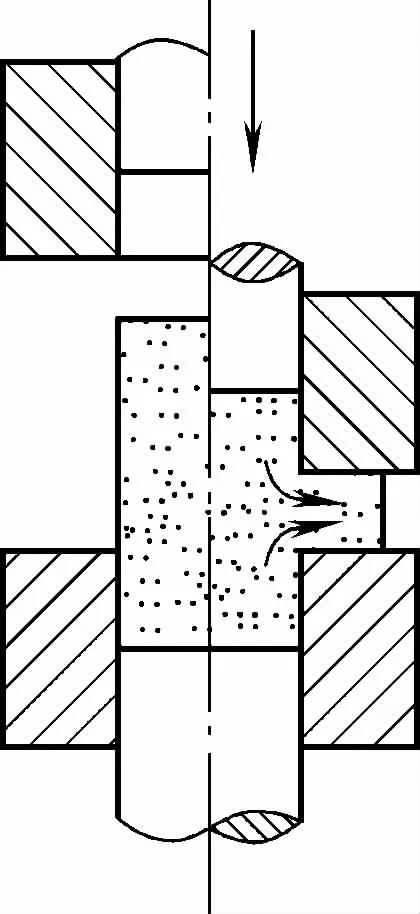
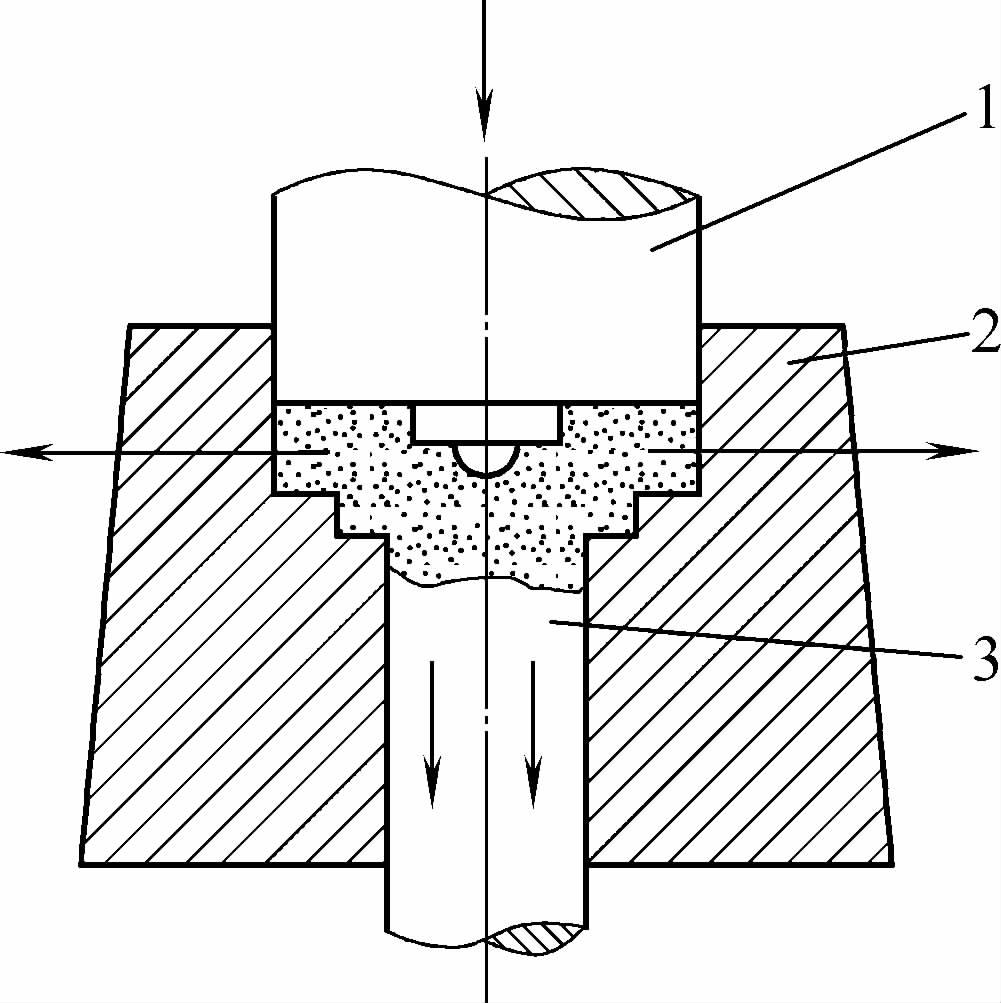
(5) Extrusão radial
Na extrusão radial, a direção do fluxo do metal é perpendicular à direção do movimento do punção. A Figura 1-20 mostra a operação da extrusão radial. A extrusão radial é ainda dividida em extrusão centrífuga e extrusão centrípeta, usada principalmente para a fabricação de peças em bruto de engrenagens com ombro e peças de eixo transversal.
Figura 1-20: Extrusão radial
A Figura 1-21 ilustra a produção de peças de alumínio usando o método de extrusão a frio centrífuga radial, em que a peça bruta de metal flui radialmente para fora sob a pressão do punção.
A Figura 1-22 mostra um mostrador de alumínio em um equipamento de comunicação, no qual os dentes internos e os números arábicos no círculo externo são extrudados em sequência, com os dentes internos processados usando o método de extrusão centrípeta radial.
Figura 1-21: Extrusão centrífuga radial de peça de liga de alumínio
Figura 1-22: Extrusão centrípeta radial do mostrador de liga de alumínio
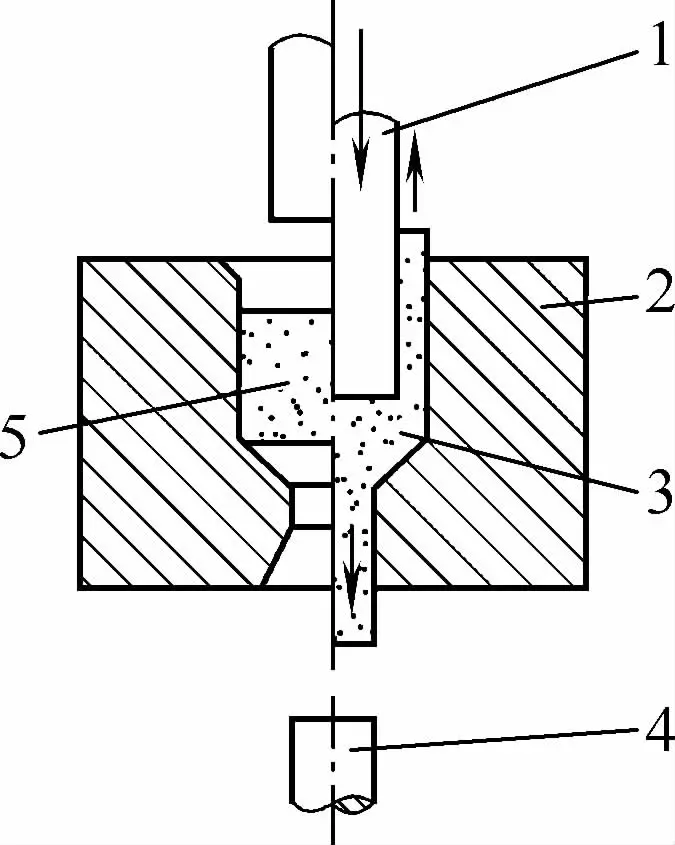
6) Extrusão oblíqua
Durante a extrusão, a direção do fluxo do metal é inclinada ou curvada em relação à direção do movimento do punção. A Figura 1-23 mostra a condição de trabalho da extrusão oblíqua. A extrusão oblíqua é usada principalmente para a fabricação de várias peças de formato complexo com ramos inclinados ou dobrados.
Figura 1-23: Extrusão oblíqua 1-punção 2-matriz 3-peça extrudada 4-inserção de matriz
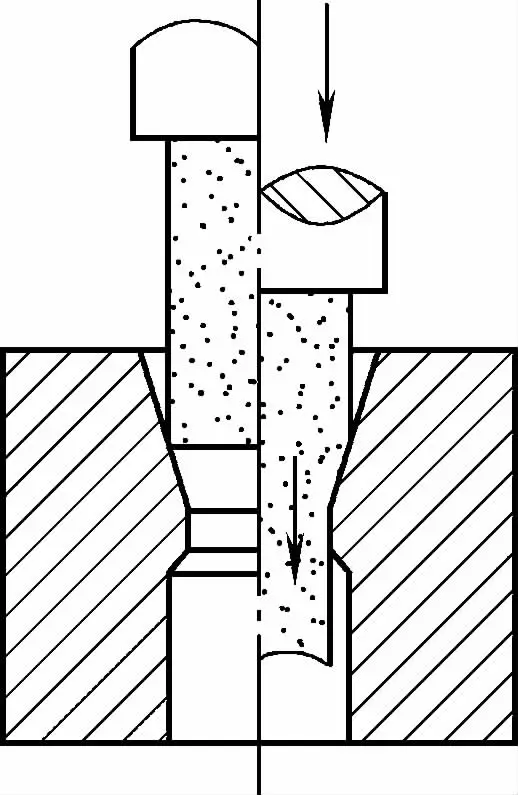
7) Método de extrusão com agitação
Durante a deformação, o fluxo de metal apresenta características tanto de extrusão quanto de revolvimento, ou seja, parte do metal flui axialmente ao longo do punção, enquanto outra parte flui radialmente. Esse método de conformação, que combina o revolvimento e a extrusão a frio, é conhecido como método de extrusão com revolvimento. A Figura 1-24 ilustra a condição de trabalho do método de extrusão invertida.
Figura 1-24: Método de extrusão com inversão 1-Punção 2-Matrizes 3-Peça extrudada
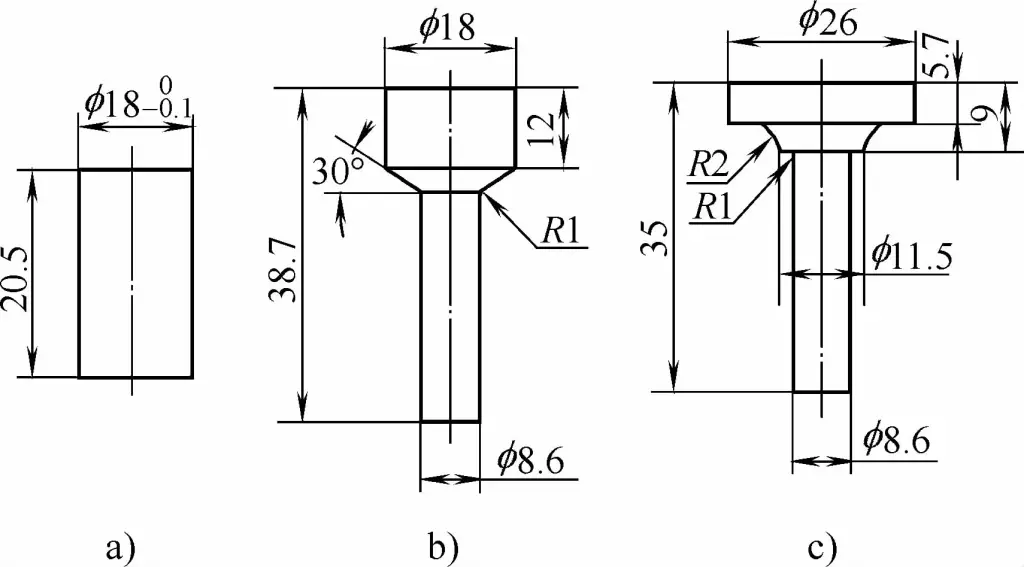
Ele é usado principalmente para a fabricação de peças de cabeça abaulada e peças de eixo escalonado. A haste de suporte mostrada na Figura 1-25 é processada usando esse método de extrusão invertida, que envolve primeiro a extrusão regular seguida da inversão da cabeça, combinando extrusão a frio e inversão a frio na mesma operação.
Figura 1-25: Extrusão de haste de apoio invertida
a) Em branco b) Extrusão c) Incomodar
Classificação baseada na velocidade do fluxo de metal
A extrusão a frio pode ser classificada em extrusão de velocidade geral, extrusão de baixa velocidade e extrusão de alta velocidade, dependendo da velocidade do fluxo da peça bruta de metal que preenche a cavidade do molde.
1) Extrusão de velocidade geral
A velocidade de extrusão a frio varia entre 0,5 e 2 m/s. O equipamento inclui prensas gerais, prensas de alternância, prensas de fricção e prensas de extrusão especiais.
2) Extrusão de baixa velocidade
O equipamento usado inclui prensas hidráulicas de várias tonelagens, com velocidades que variam de 0,01 a 0,1 m/s.
3) Extrusão de alta velocidade
A velocidade de deslizamento do equipamento pode atingir de 6 a 20 m/s, como martelos de alta velocidade, martelos de contragolpe e martelos pneumáticos.
A extrusão a frio está transformando o cenário da fabricação, mas por quê? Imagine um processo que reduz o uso de matéria-prima e, ao mesmo tempo, aumenta a produtividade - parece...
Por que as matrizes de extrusão a frio falham com tanta frequência? Essa é uma pergunta que muitos fazem no setor de manufatura. Neste artigo, exploramos...
A rugosidade da superfície, os picos e vales microscópicos deixados pelos processos de fabricação, desempenha um papel crucial na funcionalidade e na durabilidade...
O que torna um material de matriz de estampagem ideal para precisão e durabilidade? Este artigo aborda os aspectos específicos, detalhando as propriedades...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.