Dobra de perfil: Explicação dos 4 principais métodos
Como os engenheiros dobram perfis em formas complexas com precisão? Este artigo explora quatro métodos principais: dobragem por prensa, dobragem por rolo,...
Por que os perfis se enrugam, deformam ou torcem durante a dobra? Este artigo se aprofunda nas complexidades da curvatura de perfis, destacando problemas comuns como enrugamento, distorção seccional e redução da espessura da parede. Ele também oferece soluções práticas, incluindo o uso de hastes de núcleo, enchimentos e aplicação de tensão, para atenuar esses problemas. Ao compreender essas técnicas, você pode garantir maior qualidade nos processos de curvatura de perfis, reduzindo defeitos e melhorando a eficiência geral. Pronto para aprimorar suas técnicas de dobra? Este artigo fornece os insights de que você precisa.

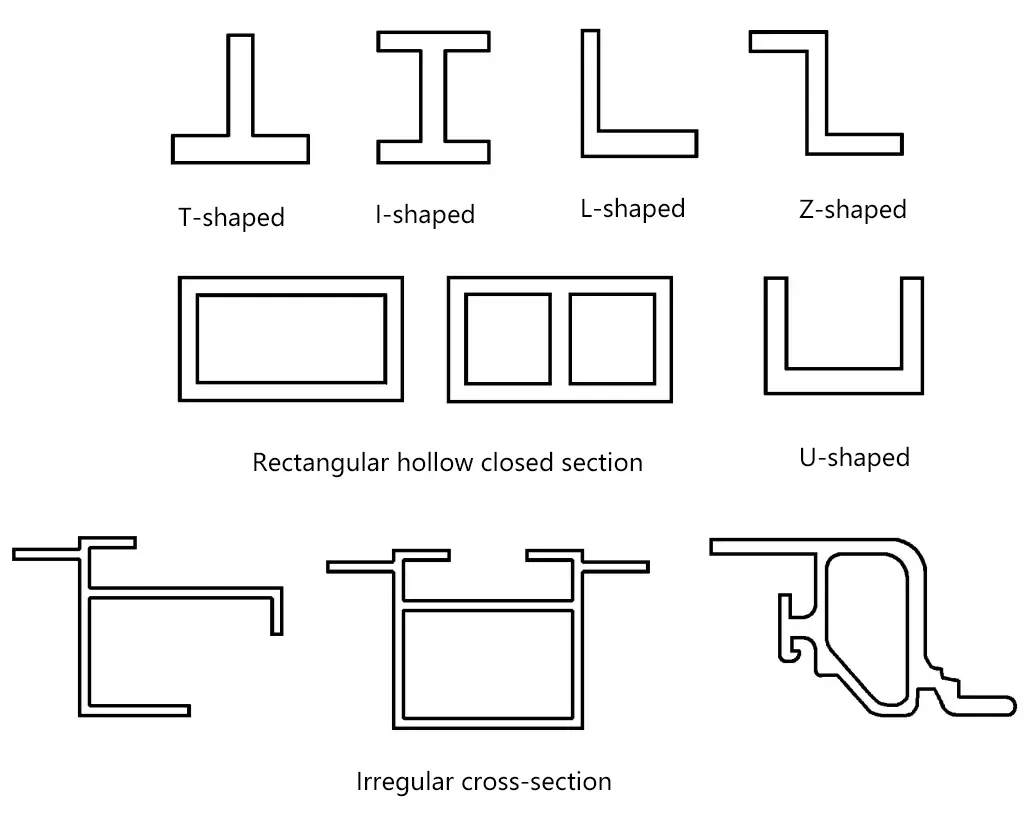
Em comparação com a chapa metálica, uma característica importante dos perfis é a variedade de formas de seção transversal, conforme mostrado na Figura 1. A conformação por dobra de perfis é diferente da conformação de chapas metálicas. Devido às suas formas específicas de seção transversal, muitas vezes surgem problemas especiais de qualidade, como distorção da seção transversal, enrugamento do lado interno, torção etc.
Quando a seção do perfil é relativamente alta e a raio de curvatura for pequeno e os parâmetros do processo não forem definidos de forma razoável, poderá ocorrer um fenômeno de enrugamento na borda interna ou na banda do perfil após a formação da dobra. O motivo do enrugamento é que, durante o processo de flexão, a parte abaixo da camada neutra é submetida a uma tensão compressiva longitudinal. Quando a tensão de compressão é muito grande ou a parte comprimida não tem suporte eficaz, é provável que ocorra enrugamento longitudinal.
Em trecho dobramento e conformaçãoSe uma certa quantidade de tensão for aplicada ao perfil durante a dobra, o enrugamento pode ser evitado; a aplicação de tensão adicional após a dobra também tem um certo efeito de remoção de rugas. Além disso, o uso de ranhuras limitadoras ou de prevenção de rugas no molde, ou o emprego de hastes de núcleo para preenchimento, são medidas que podem evitar o enrugamento.
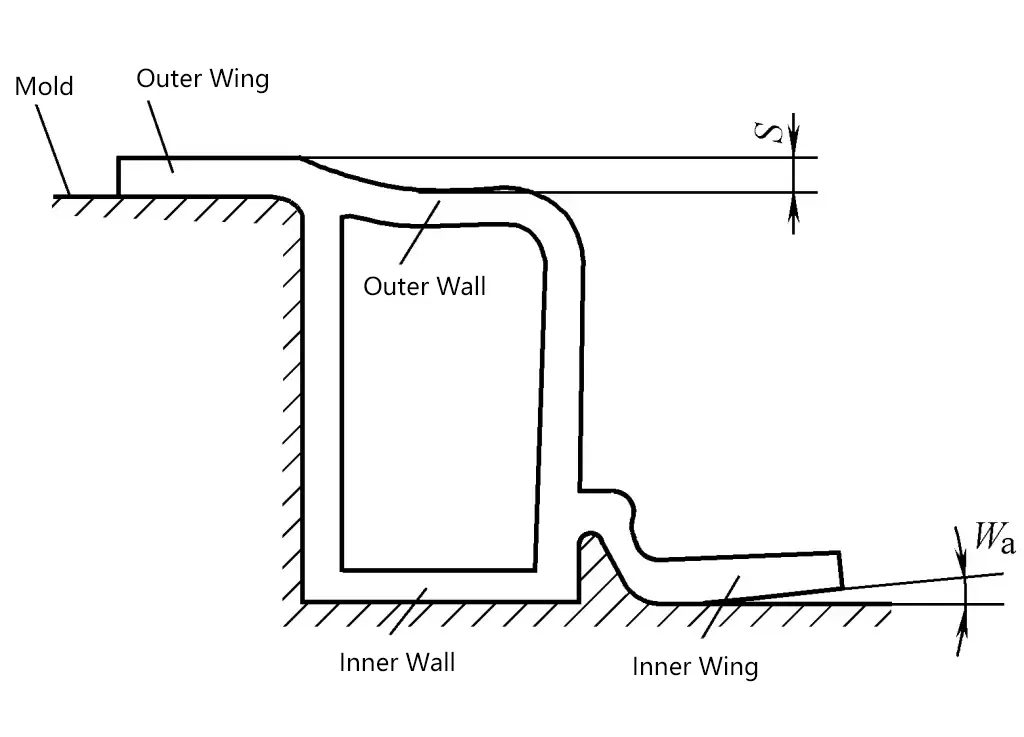
A distorção seccional é um problema difícil de evitar na formação de dobras de perfis. A resistência à deformação de uma seção de perfil está intimamente relacionada à forma da seção de perfil. Durante a curvatura de perfis de seção fechada, quando a largura da banda é grande, a espessura da parede é fina e não há suporte interno ou o suporte é fraco, fenômenos como o colapso da borda superior podem ocorrer facilmente, causando a distorção seccional do perfil, conforme mostrado nas Figuras 2 e 3. Fenômenos semelhantes ocorrem durante a flexão de perfis com outras formas seccionais.
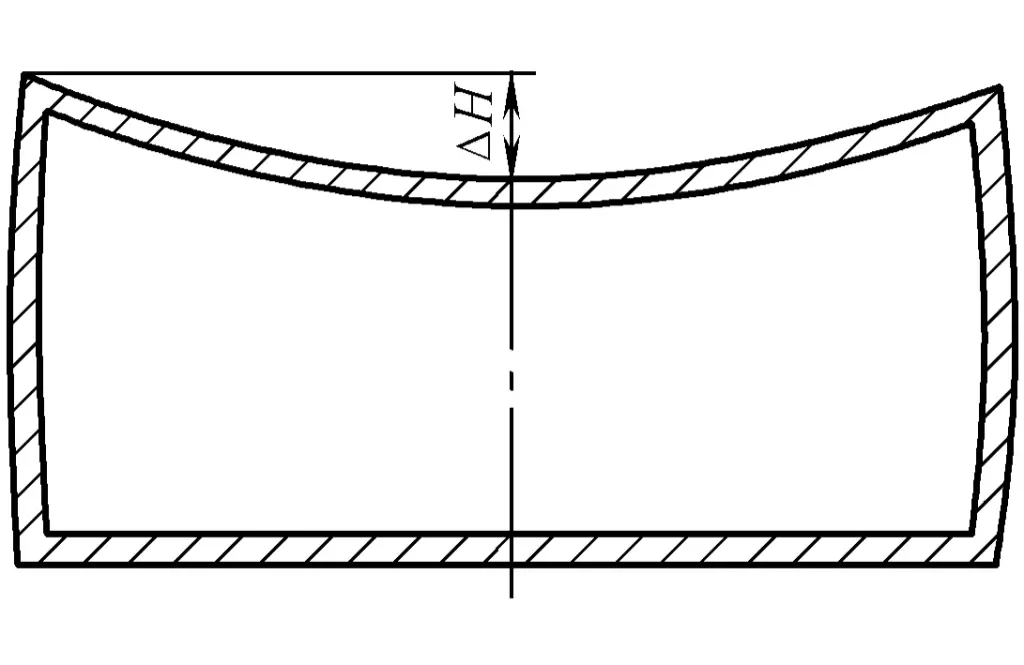
A ocorrência de distorção seccional é muito difícil de controlar e também torna o controle do retorno elástico mais complicado.
Atualmente, os métodos para eliminar ou reduzir a distorção seccional incluem, em primeiro lugar, a determinação da forma da seção do perfil com base na capacidade de fabricação da estrutura das peças do perfil; em segundo lugar, o suporte do perfil durante a produção (adição de uma haste de núcleo ou enchimento).
Para reduzir a distorção seccional, a primeira consideração deve ser a capacidade de fabricação estrutural das peças de perfil, que é o método mais econômico. As principais abordagens são as seguintes (veja a Figura 4):
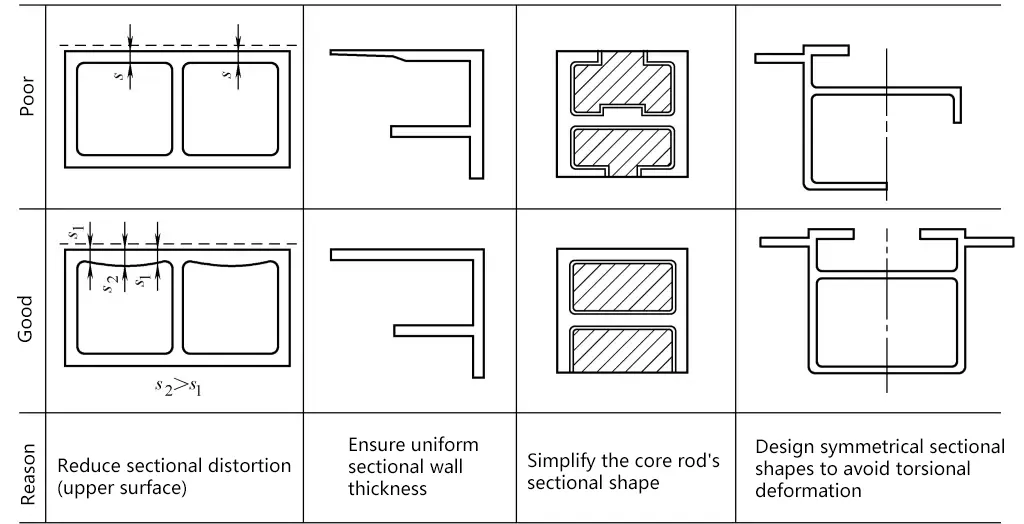
Há uma variedade de especificações de perfis. Para estruturas sem requisitos especiais, deve-se dar prioridade a perfis com boa conformabilidade, formas simples de seção transversal e simetria, como perfis angulares, perfis em forma de T, perfis retangulares de seção oca, perfis em forma de arco etc.; a superfície interna do perfil deve ser a mais lisa possível para facilitar a inserção e a remoção de hastes de núcleo e outros enchimentos; o raio do canto interno do perfil de seção fechada deve ser projetado da forma mais ampla possível: a seção do perfil deve ser a mais simétrica possível para evitar a deformação por torção durante a flexão.
A inserção de uma haste central (placa laminada, chapa de aço fina) ou de um enchimento dentro do perfil pode evitar efetivamente a distorção da seção. A haste central tem o mesmo formato ou um formato semelhante ao da superfície interna não deformada do perfil, é inserida dentro do perfil antes da deformação, dobra-se com o perfil ou suporta a parte dobrada do perfil e é retirada de dentro do perfil após a formação. Formas comuns de barras de núcleo:
(1) A haste do núcleo laminado, conforme mostrado na Figura 5a, pode ser feita de chapas de aço finas ou materiais como PVC (cloreto de polivinila), náilon etc., e é amplamente utilizada na flexão bidimensional. As placas finas são empilhadas juntas, colocadas dentro do perfil, dobradas com o perfil, as camadas podem deslizar umas em relação às outras durante a flexão e, como cada camada é muito fina, durante a flexão, cada camada de material está em um estado de deformação elástica.
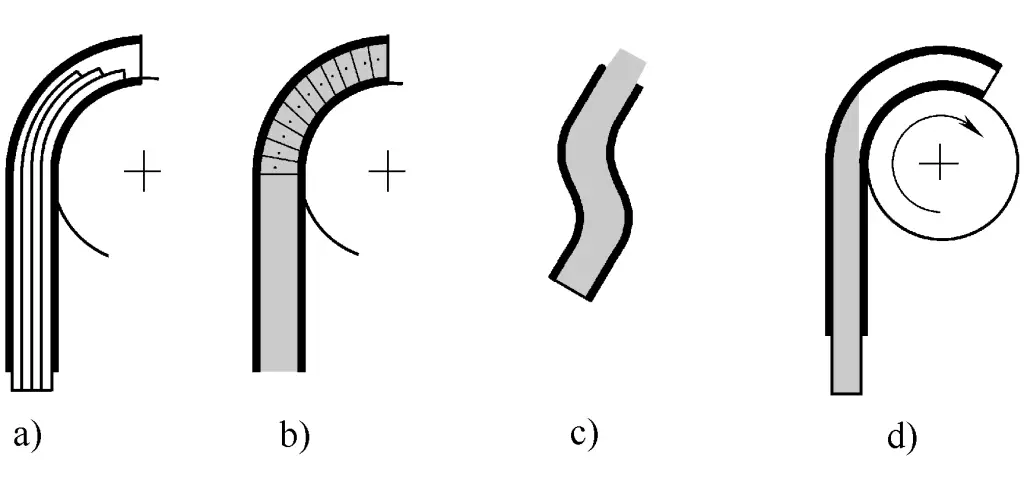
a) Haste com núcleo laminado
b) Haste central vinculada
c) Haste com núcleo de plástico
d) Haste de núcleo rígido
Devido à existência de uma certa folga entre a haste do núcleo e a parede interna do perfil, a quantidade de distorção da seção transversal do perfil é afetada pelo tamanho da folga. A desvantagem desse tipo de haste central é que ela não é fácil de ser retirada devido à forte compressão entre a parede interna do perfil e a haste central após a dobra. Além disso, a eficiência do trabalho é menor durante o processo de produção.
(2) Haste central do tipo link, conforme mostrado na Figura 5b. A haste do núcleo é composta de muitas unidades vinculadas, o formato de cada unidade de corrente é semelhante à parede interna do perfil, e a haste do núcleo pode se deformar com a flexão do perfil. O efeito de reduzir a distorção da seção transversal é muito óbvio. A desvantagem é que é difícil de fabricar e é caro.
(3) A haste do núcleo de plástico, feita de plásticos como o polietileno, tem bom desempenho de deslizamento, facilitando a inserção e a retirada. Ela está em um estado de flexão elástica durante a flexão, conforme mostrado na Figura 5c. A desvantagem da haste do núcleo de plástico é que seu módulo de elasticidade e sua dureza são relativamente baixos, o que resulta em menos restrições à distorção da seção transversal do perfil, especialmente quando o raio de curvatura é pequeno. Além disso, a vida útil desse tipo de material polimérico é curta.
(4) Haste rígida do núcleo, conforme mostrado na Figura 5d. Ela não se dobra com o perfil, semelhante à haste central usada na formação de dobras com tubos. A haste rígida de metal é inserida na cavidade interna do perfil até a parte em que ocorre a deformação por flexão, fornecendo suporte rígido para a placa superior do perfil durante a flexão, evitando efetivamente a ocorrência de distorção da seção transversal. Esse tipo de haste central é adequado para a flexão de perfis de curvatura constante.
Além de adicionar uma haste central, para perfis de seção fechada, alguns materiais facilmente removíveis também podem ser preenchidos para apoiar a parede interna do perfil, conforme mostrado na Figura 6.
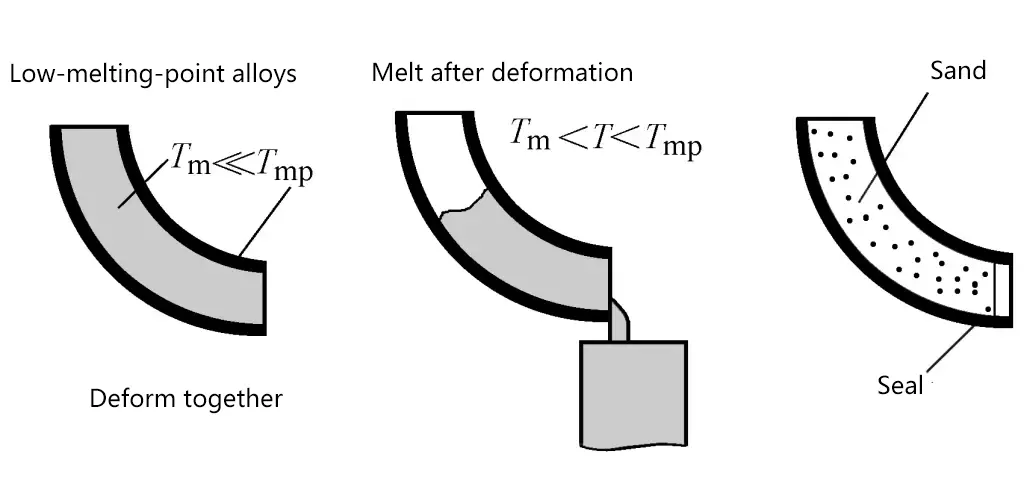
Os materiais de preenchimento mais comumente usados, como ligas de baixo ponto de fusão e areia úmida. Para o preenchimento com ligas de baixo ponto de fusão, o interior do perfil é preenchido com uma liga de baixo ponto de fusão antes da dobra e, após a dobra, ele é aquecido para derreter e escoar a liga. A desvantagem desse método é que as ligas de baixo ponto de fusão geralmente são macias, proporcionando um suporte fraco durante a flexão do perfil. Se for usada areia, o efeito será ainda pior e exigirá mais trabalho manual, resultando em baixa eficiência.
A injeção de líquido no interior de perfis de seção fechada também pode reduzir a distorção da seção. O controle da pressão do líquido durante a formação da dobra tem um efeito significativo na redução da distorção, mas a desvantagem é a necessidade de aumentar os dispositivos de pressurização e vedação.
A magnitude da pressão depende do material do perfil, da forma e do tamanho da seção e do grau de curvatura. A prática tem mostrado que a pressão não precisa ser muito alta para ter um efeito perceptível; uma pressão muito alta pode causar abaulamento reverso. Não apenas líquidos, mas também gases podem ser preenchidos para reduzir a distorção da seção.
Quando o raio de curvatura é muito pequeno, ou quando uma força de tração tangencial adicional é adicionada para reduzir o retorno elástico e evitar o enrugamento da parede interna, há uma tensão de tração maior na seção, especialmente na parede externa, o que causa um afinamento excessivo da espessura da parede externa e até mesmo a ruptura.
Quando a altura da seção do perfil é relativamente grande e o raio de curvatura é pequeno, o fenômeno de afinamento é mais grave. No processo de formação da curvatura do perfil, o afinamento excessivo ou até mesmo a ruptura da parede externa é uma das manifestações dos limites da formação da curvatura do perfil.
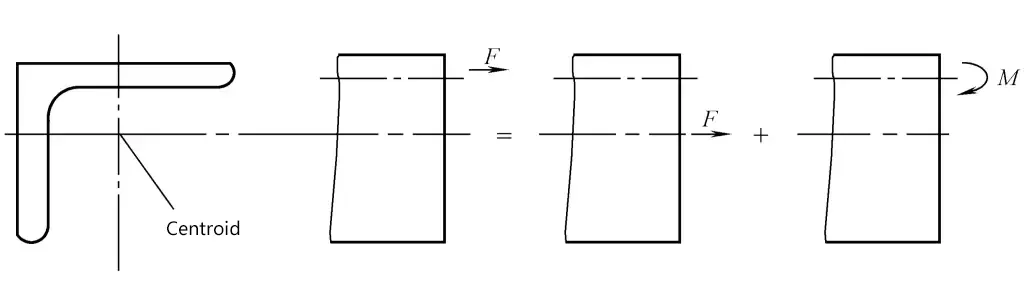
Para perfis com formas de seção assimétricas, além dos problemas comuns, como ruptura, enrugamento, retorno elástico e distorção da seção durante a formação, também podem ocorrer empenamento e torção. Portanto, ao esticar e dobrar perfis, o centro de tração do bloco de fixação deve coincidir com o centroide da seção do perfil para evitar que momentos de flexão adicionais causem empenamento longitudinal do perfil, conforme mostrado na Figura 7. Ao dobrar, o ponto de aplicação da força de flexão também deve estar o mais próximo possível do centro de flexão para evitar a deformação por torção.