06Cr19Ni10 vs. aço 304: Guia de comparação abrangente
Quando se trata de selecionar o aço inoxidável certo para o seu projeto, é preciso entender as diferenças sutis, porém significativas, entre os materiais...

Desde a década de 1940, devido ao desenvolvimento da ciência dos materiais e da alta tecnologia, à concorrência acirrada no mercado e à necessidade urgente de defesa avançada e pesquisa científica, a velocidade das atualizações de novos produtos se acelerou, evoluindo para alta velocidade, alta precisão, alta confiabilidade, resistência à corrosão, alta temperatura e pressão, alta potência e polarização de tamanho.
Como resultado, vários novos materiais, novas estruturas e peças mecânicas de precisão complexas surgiram em grande número, apresentando uma série de problemas urgentes a serem resolvidos pelo setor de fabricação mecânica.
1) Problemas de processamento de vários materiais difíceis de cortar, como ligas duras, ligas de titânio, aços resistentes ao calor, aços inoxidáveis, diamantes, pedras preciosas, quartzo e vários materiais metálicos e não metálicos de alta dureza, alta resistência, alta tenacidade e alta fragilidade, como germânio e silício.
2) Problemas de processamento de várias superfícies complexas especiais, como lâminas de turbinas a jato, turbinas integrais, carcaças de motores e matrizes de forjamento, moldes de injeção com superfícies de formação tridimensionais, estrias em canos de armas, injetores, grades e pequenos orifícios e fendas estreitas em fieiras.
3) Problemas de processamento de várias peças de ultraprecisão, polidas ou com requisitos especiais, como giroscópios aeroespaciais e servoválvulas com requisitos de precisão e qualidade de superfície muito altos, bem como eixos finos, peças de paredes finas, elementos elásticos e outras peças de baixa rigidez.
Para resolver a série de problemas tecnológicos acima, é difícil ou até mesmo impossível confiar apenas nos métodos de corte tradicionais. As pessoas têm explorado e pesquisado sucessivamente novos métodos de processamento, e o processamento especial surgiu e se desenvolveu sob essas condições prévias. No entanto, o motivo pelo qual o processamento especial pôde surgir e se desenvolver é que ele tem características essenciais que os processos de corte convencionais não possuem.
A essência e as características dos processos de corte convencionais são: primeiro, confiar nos materiais da ferramenta que são mais duros do que a peça de trabalho e, segundo, usar energia mecânica para remover o excesso de material da peça de trabalho. Em geral, esse é um método eficaz, mas quando os materiais da peça se tornam cada vez mais duros e as estruturas das peças se tornam mais complexas, o método originalmente eficaz se torna um fator desvantajoso que limita a eficiência da produção e afeta a qualidade do processamento.
A diferença entre o processamento especial e os processos de corte convencionais é que ele utiliza diretamente a energia elétrica, a energia luminosa, a energia sonora, a energia magnética, a energia térmica, a energia química ou uma forma composta de várias energias para o processamento. Ele tem principalmente as seguintes características:
O processamento especial é classificado de acordo com as fontes de energia e os princípios de processamento, conforme mostrado na Tabela 1.
Tabela 1 Classificação dos métodos de processamento especial comumente usados
| Método de processamento | Fonte de energia | Princípio de processamento | Abreviação em inglês |
| Usinagem por descarga elétrica | Energia elétrica e térmica | Sublimação, fusão | EDM |
| Usinagem por descarga elétrica de arame | Energia elétrica e térmica | Sublimação, fusão | WEDM |
| Usinagem por feixe de elétrons | Energia elétrica e térmica | Sublimação, fusão | EBM |
| Usinagem a plasma | Energia elétrica e térmica | Sublimação, fusão | PAM |
| Usinagem eletroquímica | Energia elétrica e química | Dissolução de ânodo metálico | ECM |
| Moagem eletroquímica | Energia elétrica, química e mecânica | Moagem de dissolução de ânodo | EGM |
| Usinagem ultrassônica | Som, energia mecânica | Impacto abrasivo de alta frequência | USM |
| Usinagem a laser | Luz, energia térmica | Fusão, sublimação | LBM |
| Usinagem por feixe de íons | Energia elétrica, energia cinética | Impacto atômico | IM |
| Gravura química | Energia química | Corrosão | CHM |
Entre elas, a usinagem por feixe de íons usa feixes de plasma acelerados e focados para impactar a superfície do material para processamento. Suas características são precisão de processamento muito alta, baixa poluição e tensão de processamento e deformação térmica extremamente pequenas, mas baixa eficiência de processamento. A usinagem a laser utiliza feixes de laser de alta potência para irradiar as peças de trabalho, causando a fusão e a sublimação do material para perfuração, corte, soldagem e outros processamentos especiais.
A usinagem por descarga elétrica (EDM) é uma tecnologia de processamento que usa o efeito de eletroerosão produzido pela descarga de pulso entre o eletrodo da peça e o eletrodo da ferramenta em um determinado meio líquido para erodir materiais condutores, alterando assim a forma e o tamanho do material.
Em um fluido de trabalho isolante, a ferramenta e a peça de trabalho são conectadas aos polos positivo e negativo de uma fonte de alimentação de pulso, e uma lacuna de descarga muito pequena (geralmente de alguns micrômetros a algumas centenas de micrômetros) é sempre mantida, conforme mostrado na Figura 1.
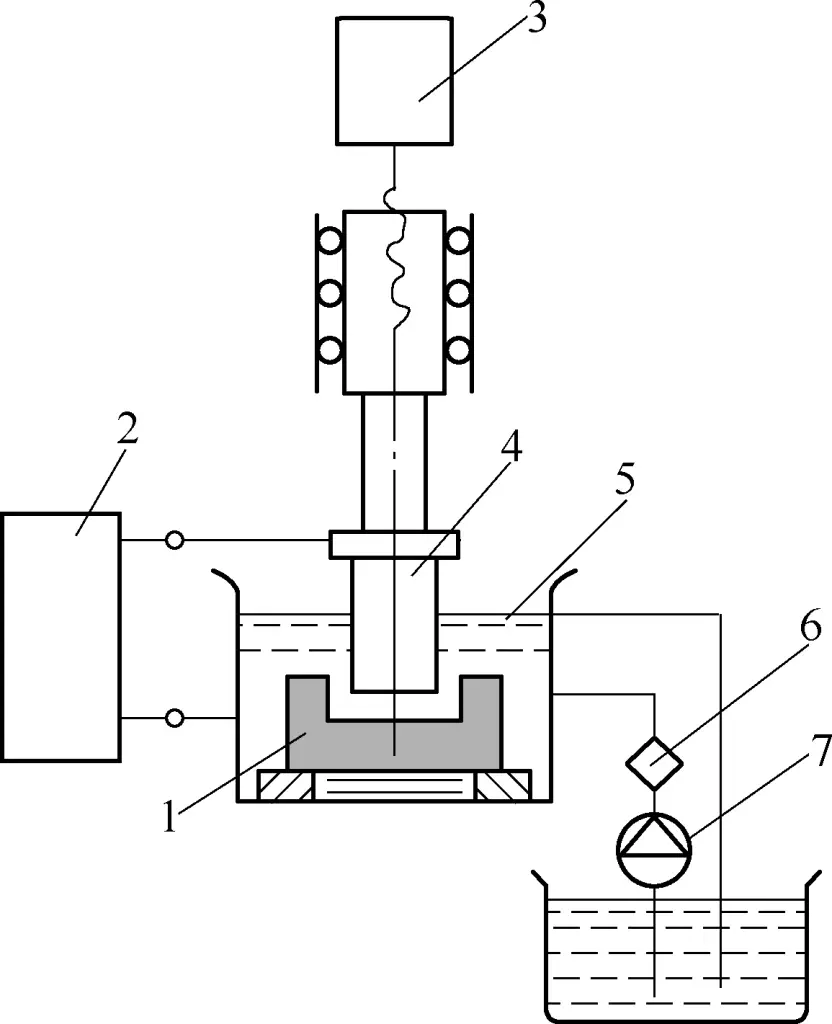
1-Peça de trabalho
Fonte de alimentação de 2 pulsos
3-Sistema de ajuste automático de alimentação
4 ferramentas
5 - Fluido de trabalho
6-Filtro
7-Bomba de fluido em funcionamento
Sob a ação da tensão de pulso, o isolamento na lacuna mínima ou na força de isolamento mais fraca é quebrado instantaneamente, produzindo altas temperaturas instantâneas que causam o derretimento local ou até mesmo a sublimação do metal da superfície, formando uma cratera eletroerodida.
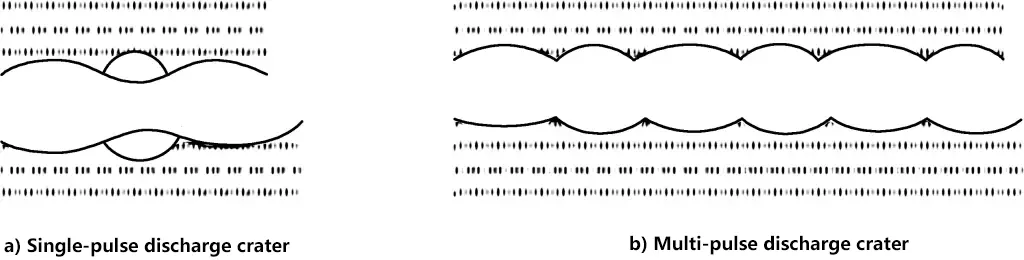
Após o término da primeira descarga de pulso, há um intervalo de tempo para permitir que o fluido de trabalho restaure seu isolamento. Em seguida, a segunda tensão de pulso é aplicada aos dois polos, e outra pequena cratera será erodida na distância relativamente mais próxima entre os eletrodos.
Esse ciclo de alta frequência se repete continuamente, com o eletrodo-ferramenta alimentando constantemente a peça de trabalho, copiando assim o formato da ferramenta na peça de trabalho e usinando a peça necessária. Toda a superfície usinada será composta de inúmeros pequenos buracos.
A usinagem por descarga elétrica é um processo de remoção de metal que acumula gradualmente um grande número de pequenas marcas de descarga, conforme mostrado na Figura 2.
As principais características da usinagem por descarga elétrica são:
O escopo da usinagem por descarga elétrica inclui:
A aparência de um equipamento de usinagem por descarga elétrica é mostrada na Figura 3, que consiste no corpo da máquina, na fonte de alimentação de pulso, no sistema servo, no sistema de circulação e filtragem do fluido de trabalho e no sistema operacional de software.
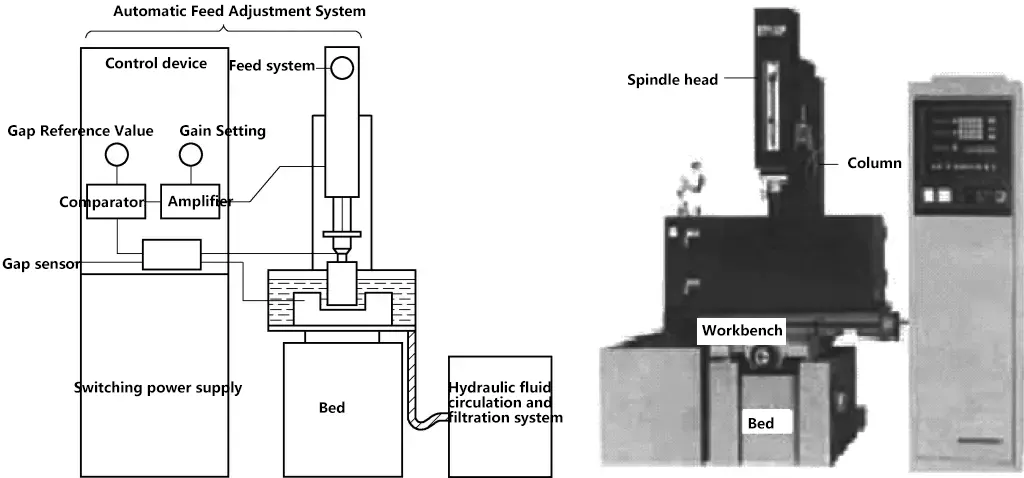
1) Corpo da máquina
O corpo da máquina consiste principalmente na base, na coluna, no cabeçote do fuso e nos acessórios, na mesa de trabalho e em outras peças, que é um sistema mecânico usado para realizar o aperto, a fixação e o movimento do eletrodo da peça e do eletrodo da ferramenta. A cama, a coluna e a mesa de trabalho coordenada formam a estrutura da máquina EDM, fornecendo suporte, posicionamento e facilidade de operação.
Como as forças macroscópicas na usinagem por descarga elétrica são extremamente pequenas, não há requisitos rigorosos para a resistência do sistema mecânico. No entanto, para evitar a deformação e garantir a precisão, é preciso ter a rigidez necessária.
O eletrodo fixado sob o cabeçote do fuso é o atuador do sistema de ajuste automático. Sua qualidade afetará a sensibilidade do sistema de alimentação e a estabilidade do processo de usinagem, influenciando, assim, a precisão da usinagem da peça.
2) Fonte de alimentação de pulso
No processo de usinagem por descarga elétrica, a função da fonte de alimentação de pulso é converter a corrente alternada sinusoidal de 50 Hz da rede elétrica em corrente de pulso unidirecional de frequência mais alta, fornecendo a energia de descarga necessária para a lacuna de usinagem entre o eletrodo da peça e o eletrodo da ferramenta para erodir o metal. O desempenho da fonte de alimentação de pulso afeta diretamente a velocidade de usinagem, a qualidade da superfície, a precisão da usinagem, o desgaste do eletrodo-ferramenta e outros indicadores tecnológicos da usinagem por descarga elétrica.
3) Sistema servo
Sua principal função é controlar o movimento servo dos eixos X, Y e Z.
4) Sistema de circulação e filtragem do fluido de trabalho
O sistema de circulação e filtragem do fluido de trabalho consiste em fluido de trabalho, tanque de fluido de trabalho, bomba de fluido de trabalho, elemento de filtro e conduítes. O fluido de trabalho serve para fins de isolamento, remoção de cavacos, resfriamento e melhoria da qualidade da usinagem.
Após cada descarga de pulso, o estado de isolamento entre o eletrodo da peça e o eletrodo da ferramenta deve ser restaurado rapidamente, caso contrário, a descarga de pulso se transformará em descarga de arco contínuo, afetando a qualidade da usinagem.
Durante o processo de usinagem, o fluido de trabalho pode remover rapidamente os cavacos de metal produzidos, permitindo que a usinagem prossiga sem problemas. O fluido de trabalho também resfria os eletrodos aquecidos e a peça de trabalho, evitando a deformação da peça de trabalho.
5) Sistema operacional de software
O sistema operacional do software pode inserir vários parâmetros do eletrodo da ferramenta e do eletrodo da peça de trabalho e gerar programas, observar dinamicamente as alterações na profundidade de usinagem durante o processo e executar a usinagem de operação manual, entre outras funções.
As propriedades que os materiais do eletrodo de ferramenta devem ter:
Na formação de descarga elétrica, enquanto o material da peça de trabalho é gradualmente erodido, o material do eletrodo da ferramenta também está sendo erodido. Entretanto, mesmo quando o mesmo material é usado para os polos positivo e negativo, suas quantidades de erosão são diferentes. Esse fenômeno é chamado de efeito de polaridade. Se a peça de trabalho estiver conectada ao polo positivo da fonte de alimentação, isso é chamado de usinagem de polaridade positiva; se a peça de trabalho estiver conectada ao polo negativo da fonte de alimentação, isso é chamado de usinagem de polaridade negativa.
1) Largura do pulso
Quando outros parâmetros permanecem constantes, o aumento da largura do pulso reduz o desgaste do eletrodo da ferramenta, melhora a eficiência da produção e estabiliza a usinagem.
2) Intervalo de pulso
A diminuição do intervalo de pulso aumenta a frequência de descarga, melhorando assim a eficiência da produção.
3) Energia de pulso
Em condições normais, a taxa de erosão é proporcional à energia do pulso.
1) Cone de usinagem
A conicidade da usinagem está relacionada principalmente ao número de descargas secundárias e à energia de um único pulso. Quanto mais descargas e quanto maior a energia, maior a conicidade da usinagem. O número de descargas secundárias está relacionado principalmente às condições de remoção de cavacos, à direção de remoção de cavacos e à permissão de usinagem.
2) Precisão e desgaste do eletrodo da ferramenta
Como a usinagem por descarga elétrica é um processo de replicação, os defeitos de usinagem no eletrodo da ferramenta serão copiados diretamente para a peça de trabalho. Portanto, a precisão da fabricação do eletrodo da ferramenta afetará diretamente a precisão da usinagem da peça de trabalho.
3) Fixação e posicionamento do eletrodo e da peça de trabalho
A precisão da fixação, do posicionamento e do alinhamento afetará diretamente a precisão da usinagem da peça de trabalho.
4) Deformação térmica da máquina
O calor de usinagem gerado pela usinagem por descarga elétrica é muito alto, fazendo com que o eixo do fuso da máquina se desvie, afetando assim a precisão da usinagem da peça.
A Figura 4a mostra um bloco de inserção de molde de injeção, feito de material 40Cr, com uma dureza de 38-40HRC e um valor de rugosidade de superfície usinada de Ra0,8μm. As bordas laterais da cavidade devem ser afiadas, com um raio de canto R<0,25 mm.
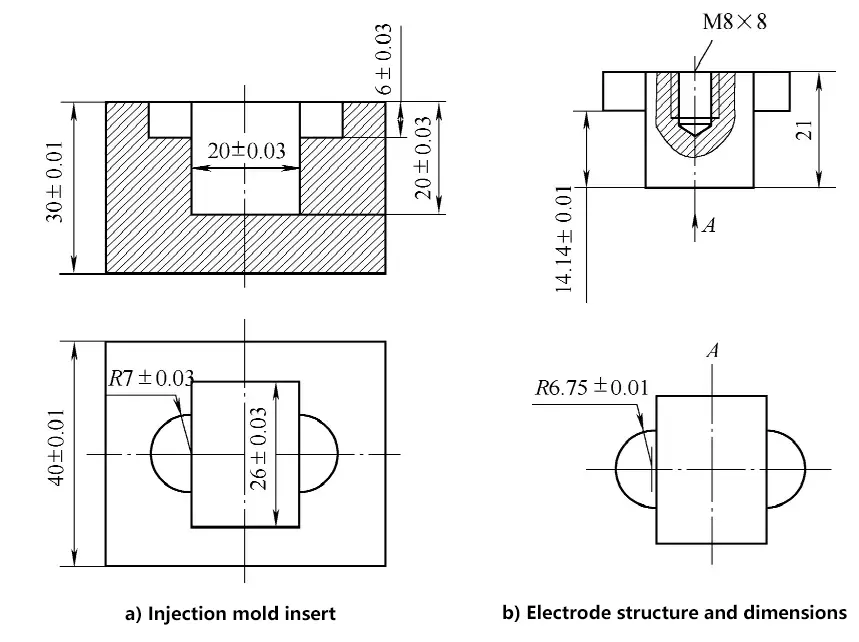
Escolha o método de movimento planetário de eletrodo único para a formação de descarga elétrica. Para garantir bordas laterais nítidas (R<0,3 mm), a quantidade de movimento planetário deve ser pequena, com δ≤0,25 mm.
1) O material do eletrodo é escolhido como cobre puro forjado para garantir a qualidade da usinagem do eletrodo e a rugosidade da superfície.
2) A estrutura e as dimensões do eletrodo são mostradas na Figura 4b.
① A dimensão horizontal do eletrodo em um único lado é considerada como b=0,25 mm e, de acordo com a fórmula de cálculo relevante, a quantidade de movimento planetário δ=0,25 mm.
② Como a quantidade de escala da dimensão do eletrodo é relativamente pequena, os parâmetros padrão para a usinagem de desbaste de formação básica não devem ser muito grandes.
De acordo com o banco de dados (ou experiência) do processo, sabe-se que os parâmetros reais de usinagem de desbaste usados produzirão um desgaste do eletrodo de 1%. Portanto, a diferença no comprimento do eletrodo correspondente à profundidade de 20 mm da cavidade principal e à profundidade de 6 mm da cavidade da saliência R7 mm não é de 14 mm, mas de (20-6)mm×(1+1%)=14,14 mm.
Embora também haja desgaste durante o acabamento, como a quantidade de acabamento para ambas as peças é a mesma, isso não afetará a diferença em suas profundidades. A Figura 4b mostra a estrutura do eletrodo, sem requisitos rigorosos para seu comprimento total.
3) Fabricação de eletrodos.
O eletrodo pode ser fabricado por métodos de usinagem mecânica, mas, devido às duas saliências semicirculares, geralmente é concluído por EDM de corte a fio. Os principais processos são os seguintes:
4) Processamento de inserções em branco.
A saber:
① Prepare o material de acordo com os requisitos de tamanho.
② Plano de seis faces.
③ Tratamento térmico (têmpera e revenimento) para atingir 38~40HRC.
④ Esmerilhe seis faces do inserto.
5) Fixação e posicionamento do eletrodo e do inserto.
① Fixe o eletrodo com parafusos M8 e prenda-o na fixação do cabeçote do fuso. Use um micrômetro (ou relógio comparador) para alinhar o eletrodo perpendicularmente à superfície da peça de trabalho, usando as superfícies superior e lateral do eletrodo como referência, e alinhe seus eixos X e Y com as direções de movimento X e Y da mesa de trabalho.
② A pastilha é geralmente fixada em um torno de máquina, e seus eixos X e Y são alinhados para corresponder às direções de movimento X e Y da mesa de trabalho.
③ Posicionamento, que garante que a linha central do eletrodo e do inserto estejam perfeitamente alinhados. Ao usar uma máquina de EDM CNC, a função de centralização automática da máquina pode ser usada para um posicionamento preciso.
6) Processo de formação de EDM.
A Usinagem por Descarga Elétrica com Corte de Fio (WEDM) é uma nova tecnologia desenvolvida com base na usinagem por descarga elétrica, assim chamada porque usa um eletrodo de fio (fio de molibdênio ou fio de cobre) para cortar a peça de trabalho por meio de descarga de faísca.
O princípio básico da usinagem por descarga elétrica com corte a fio CNC é mostrado na Figura 5.
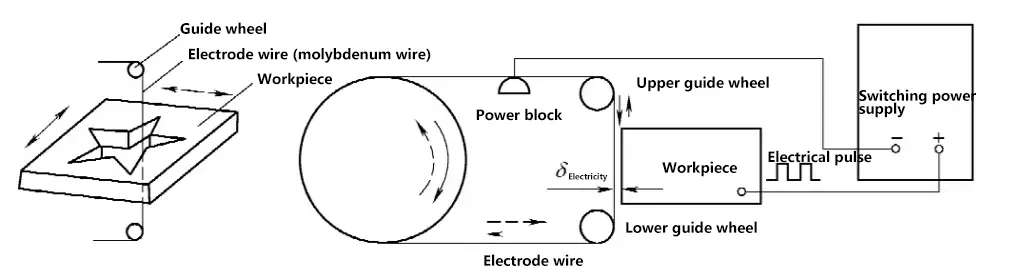
Ele utiliza o efeito de eletroerosão produzido pela descarga de faísca pulsada entre um fio de metal em movimento (fio de molibdênio, fio de cobre) e a peça de trabalho, que formam dois eletrodos, para processar a peça de trabalho e obter a forma desejada.
Durante o processo de usinagem, a peça de trabalho que está sendo processada serve como eletrodo da peça de trabalho, e o fio de molibdênio ou fio de cobre serve como eletrodo da ferramenta. A fonte de alimentação de pulso emite uma série de tensões de pulso aplicadas à peça de trabalho e ao fio de molibdênio. Há uma quantidade suficiente de fluido de trabalho com certas propriedades isolantes entre o fio de molibdênio e a peça de trabalho.
Quando a distância entre o fio de molibdênio e a peça de trabalho se torna pequena o suficiente (cerca de 0,01 mm), sob a ação da tensão de pulso, o fluido de trabalho é ionizado e quebrado, formando um canal de descarga instantâneo entre o fio de molibdênio e a peça de trabalho. Isso produz altas temperaturas instantâneas, fazendo com que o metal derreta localmente ou até mesmo sublimar e ser corroído. Se a mesa de trabalho alimentar continuamente a peça de trabalho, ela poderá cortar a forma desejada.
1) Como o eletrodo-ferramenta é um fio fino com diâmetro pequeno, a largura do pulso, a corrente média e outros parâmetros não podem ser muito grandes, limitando a faixa de parâmetros de processamento que podem ser selecionados.
2) Ele usa água ou fluido de trabalho à base de água, que não se inflama nem pega fogo, facilitando a implementação de uma operação segura não tripulada.
3) O fio do eletrodo geralmente é bastante fino, permitindo a usinagem de fendas estreitas e peças de formato complexo. Devido à estreita fenda de corte, a quantidade real de remoção de metal é muito pequena, resultando em alta utilização de material, o que é especialmente econômico no processamento de peças preciosas. metais.
4) Não há necessidade de fabricar eletrodos-ferramenta moldados, o que reduz bastante os custos de projeto e fabricação de eletrodos-ferramenta moldados e encurta o ciclo de produção.
5) Alto grau de automação, fácil operação, ciclo de processamento curto e baixo custo.
1) Processamento do molde.
Adequado para processar vários formatos de matrizes de punção. Ajustando diferentes valores de compensação de folga, é necessária apenas uma programação para cortar o punção, a placa de fixação do punção, a matriz e a placa de remoção.
2) Prototipagem de novos produtos.
No processo de prototipagem de novos produtos, a usinagem por descarga elétrica com corte a fio CNC pode cortar diretamente as peças sem a necessidade de fazer moldes adicionais, reduzindo consideravelmente os custos de fabricação e o tempo de ciclo.
3) Processamento de materiais especiais.
Para alguns materiais metálicos de alta dureza e alto ponto de fusão que são quase impossíveis de processar usando métodos de corte tradicionais, a usinagem por descarga elétrica com corte a fio CNC é econômica e produz resultados de boa qualidade.
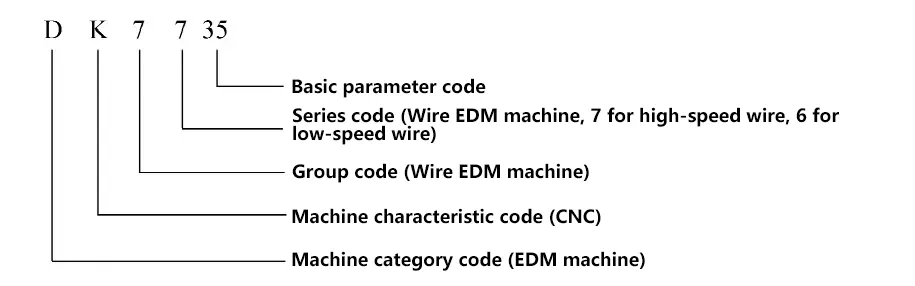
A compilação de números de modelos de máquinas-ferramenta chinesas é realizada de acordo com as disposições do GB/T 15375-2008 "Método para compilar números de modelos de máquinas-ferramenta de corte de metal", e os números de modelos de máquinas-ferramenta são compostos de letras pinyin chinesas e algarismos arábicos.
Por exemplo, o significado do modelo de máquina-ferramenta DK7735 é o seguinte:
Os principais parâmetros técnicos das máquinas de usinagem por descarga elétrica com corte a fio incluem: deslocamento da mesa de trabalho (deslocamento longitudinal × deslocamento transversal), espessura máxima de corte, rugosidade da superfície usinada, velocidade de cortee funções de controle do sistema CNC, etc. Os principais modelos e parâmetros técnicos das máquinas de usinagem por descarga elétrica com corte a fio da série DK77 são mostrados na Tabela 2.
Tabela 2 Principais modelos e parâmetros técnicos das máquinas da série DK77 (para referência)
| Modelo da máquina | DK7725 | DK7732 | DK7735 | DK7740 | DK7745 | DK7750 |
| Mesa de trabalho | 330mm×520mm | 360 mm × 600 mm | 410mm×650mm | 460 mm × 680 mm | 520mm×750mm | 570 mm × 910 mm |
| 250 mm×320 mm | 320 mm × 400 mm | 350 mm × 250 mm | 400mm×500mm | 450 mm×550 mm | 500mm×630mm | |
| Espessura máxima de corte/mm | 400 | 500 | 500 | 500 | 500 | 600 |
| Capacidade de carga de processamento/kg | 250 | 350 | 400 | 450 | 600 | 800 |
| Peso da máquina principal/kg | 1000 | 1100 | 1200 | 1400 | 1700 | 2200 |
| Dimensões da máquina principal | 1400mm× 920 mm× 1350 mm | 1500mm× 1200mm× 1400 mm | 1600mm× 1300mm× 1400 mm | 1700mm× 1400mm× 1400 mm | 1750mm× 1500mm× 1400 mm | 2100mm× 1700mm× 1740 mm |
| Rugosidade da superfície/μm | 2.5 | |||||
| Cone de usinagem | 3°~60° | |||||
O diagrama estrutural da máquina de usinagem por descarga elétrica com corte a fio é mostrado na Figura 6, que consiste no corpo da máquina, na fonte de alimentação de pulso, no dispositivo CNC, no sistema de circulação do fluido de trabalho etc.
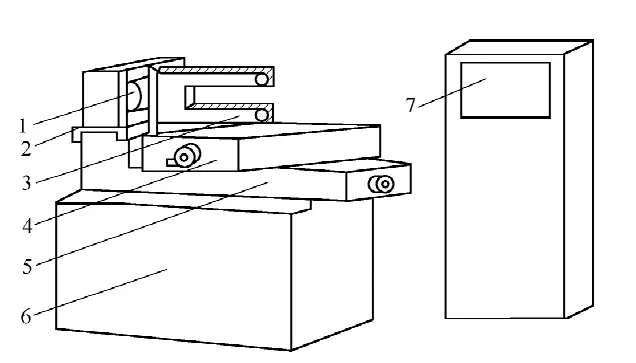
Bobina de 1 fio
2 - Corrediça com fio
Quadro de 3 fios
4-Mesa de trabalho superior
5-Mesa de trabalho inferior
Cama com 6 máquinas
Fonte de alimentação de 7 pulsos e dispositivo CNC
1) Corpo da máquina
O corpo da máquina é composto pela base, pelo mecanismo de passagem do fio, pela mesa de trabalho e pela estrutura do fio, etc.
① Cama de máquina.
Usado para apoiar e conectar componentes como a mesa de trabalho e o mecanismo de passagem de arame, com os componentes elétricos da máquina e o sistema de circulação do fluido de trabalho instalados em seu interior.
② Mecanismo de passagem de fios.
O acoplamento do motor aciona o carretel de arame para girar alternadamente nas direções para frente e para trás. O fio de molibdênio é cuidadosamente disposto no carretel de fio e se move para frente e para trás em alta velocidade (velocidade do fio de cerca de 9 m/s) por meio das rodas-guia da estrutura do fio.
③ Mesa de trabalho.
Usado para instalar e acionar a peça de trabalho para se mover nas direções X e Y no plano horizontal. A mesa de trabalho é dividida em camadas superior e inferior, conectada aos parafusos de avanço X e Y, respectivamente, e acionada por dois motores de passo.
Cada vez que o motor de passo recebe um sinal de pulso do computador, seu eixo de saída gira um ângulo de passo e, em seguida, aciona o parafuso de avanço para girar por meio de um par de engrenagens de mudança de velocidade, movendo assim a mesa de trabalho 0,001 mm na direção correspondente.
④ Armação de arame.
A principal função da estrutura de arame é apoiar o arame do eletrodo à medida que ele se move em uma velocidade linear definida e manter um determinado ângulo geométrico entre a parte de trabalho do arame do eletrodo e o plano da mesa de trabalho.
2) Fonte de alimentação de pulso
A fonte de alimentação de pulso, também conhecida como fonte de alimentação de alta frequência, funciona principalmente para converter a energia CA comum de 50 Hz em tensão de pulso unidirecional de alta frequência. Durante a usinagem, o fio do eletrodo é conectado ao polo negativo da fonte de alimentação de pulso e a peça de trabalho é conectada ao polo positivo.
3) Dispositivo CNC
As principais funções do dispositivo CNC são o controle de trajetória e o controle de usinagem. O controle de usinagem inclui controle de alimentação, retração de curto-circuito, compensação de folga, escala gráfica, rotação e translação, controle adaptativo, centralização automática, exibição de informações, função de autodiagnóstico, etc. Sua precisão de controle é de ±0,001 mm e a precisão de usinagem é de ±0,01 mm.
4) Sistema de circulação do fluido de trabalho
Consiste em fluido de trabalho, tanque de fluido de trabalho, bomba de fluido de trabalho e tubos de circulação. O fluido de trabalho serve para isolamento, remoção de cavacos e resfriamento. Após cada descarga de pulso, o estado de isolamento entre a peça de trabalho e o fio do eletrodo (fio de molibdênio) deve ser restaurado rapidamente, caso contrário, a descarga de pulso se transformará em descarga de arco contínuo estável, afetando a qualidade da usinagem.
Durante o processo de usinagem, o fluido de trabalho pode remover rapidamente as micropartículas de metal geradas durante a usinagem entre os eletrodos, garantindo uma usinagem suave. O fluido de trabalho também pode resfriar o fio do eletrodo aquecido e a peça de trabalho, evitando a deformação da peça de trabalho.
Os principais indicadores de processo da usinagem por descarga elétrica com corte a fio CNC incluem velocidade de corte, precisão de usinagem, rugosidade da superfície, etc.
A velocidade de corte refere-se à área total da superfície da peça de trabalho cortada pela linha central do fio do eletrodo por unidade de tempo, garantindo uma determinada rugosidade da superfície durante o processo de corte, medida em mm.2/min.
A velocidade máxima de corte refere-se à velocidade máxima de corte que pode ser atingida sem considerar a direção de corte, a rugosidade da superfície e outras condições. Normalmente, a velocidade de corte para usinagem rápida de corte de fio é de 40 a 80 mm2/min, que está relacionado à magnitude da corrente de usinagem.
Para comparar os efeitos de corte sob diferentes fontes de alimentação de pulso e diferentes correntes de usinagem, a velocidade de corte por ampere de corrente é chamada de eficiência de corte, que geralmente é de 20 mm2/(min-A).
A precisão da usinagem refere-se ao termo coletivo para a precisão dimensional, a precisão da forma e a precisão posicional da peça usinada.
A precisão da usinagem é um indicador abrangente que inclui a precisão do controle da trajetória de corte, a precisão da transmissão mecânica, a precisão da fixação e do posicionamento da peça de trabalho, bem como os efeitos das flutuações dos parâmetros da fonte de alimentação de pulso, erros de diâmetro do fio do eletrodo, desgaste e vibração, mudanças no nível de contaminação do fluido de trabalho e nível de habilidade do operador na precisão da usinagem.
Na China, a rugosidade da superfície é comumente expressa como o desvio médio aritmético do perfil Ra (μm), enquanto no Japão, Rmáximo é frequentemente usado.
A rugosidade da superfície do corte a fio de alta velocidade pode chegar a Ra5,0 ~ 2,5 μm, sendo que a melhor rugosidade é em torno de Ra1,0 μm; a rugosidade da superfície do corte a fio de baixa velocidade geralmente pode chegar a Ra1,25 μm, sendo que a melhor rugosidade é Ra0,2 μm.
O sistema de controle das máquinas de usinagem por descarga elétrica com corte a fio CNC controla a máquina para executar a usinagem com base em "comandos" humanos, portanto, é necessário primeiro "escrever" os comandos das formas a serem usinadas em uma "linguagem" que o sistema de controle de corte a fio possa entender.
Os métodos de programação são divididos em programação manual e programação assistida por computador. A programação manual é uma habilidade básica para operadores de corte a fio, permitindo que você entenda mais claramente os vários cálculos necessários para a programação e os princípios e processos da programação.
No entanto, devido à natureza tediosa e demorada dos cálculos de programação manual, com o rápido desenvolvimento dos computadores nos últimos anos, a programação de corte a fio adota principalmente a programação assistida por computador, reduzindo muito a intensidade do trabalho de programação e reduzindo significativamente o tempo necessário para a programação.
Os formatos de programas de corte de arame incluem 3B, 4B, ISO, etc., sendo o formato 3B o mais comumente usado. Para se alinhar aos padrões internacionais, alguns fabricantes também estão usando códigos ISO. O formato de programa 3B é mostrado na Tabela 3.
Tabela 3 Formato do programa 3B
| B | X | B | Y | B | J | G | Z |
| Separador | Coordenada do eixo X | Separador | Coordenada do eixo Y | Separador | Comprimento da contagem | Direção da contagem | Instrução de processamento |
1) Determinação do sistema de coordenadas e dos valores das coordenadas X, Y.
O sistema de coordenadas planas é definido da seguinte forma: De frente para a plataforma de operação da máquina-ferramenta, o plano da mesa de trabalho é o plano de coordenadas, com a direção esquerda-direita como eixo X (positivo para a direita) e a direção frente-trás como eixo Y (positivo para a frente).
A origem do sistema de coordenadas é definida como: Ao processar uma linha reta, o ponto inicial da linha é considerado a origem do sistema de coordenadas, e X, Y assumem os valores absolutos das coordenadas do ponto final da linha; ao processar um arco, o centro do arco é considerado a origem do sistema de coordenadas, e X, Y assumem os valores absolutos das coordenadas do ponto inicial do arco.
A unidade de valores de coordenadas é o micrômetro (μm). O sistema de coordenadas relativas é usado na programação, o que significa que a origem do sistema de coordenadas muda com diferentes segmentos do programa.
2) Determinação da direção de contagem G.
Seja no processamento de uma linha reta ou de um arco, a direção da contagem é determinada pela posição do ponto final. Os princípios específicos são: Selecione o comprimento total de alimentação na direção X para contagem, chamado de contagem X, denotado como Gx; selecione o comprimento total de alimentação na direção Y para contagem, chamado de contagem Y, denotado como Gy. Isto é:
① Para processar uma linha reta, ela pode ser selecionada de acordo com a Figura 7: Quando | Ye |>| Xe |, escolha Gy; quando | Xe |>| Ye |, escolha Gx; quando | Xe |=| Ye |, ou Gx ou Gy pode ser escolhido.
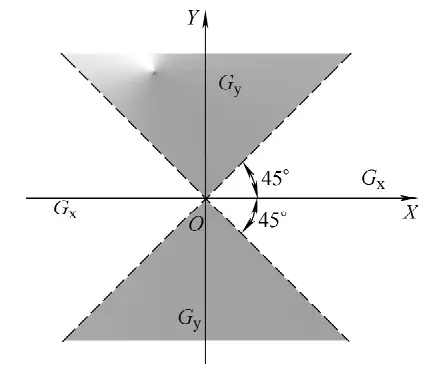
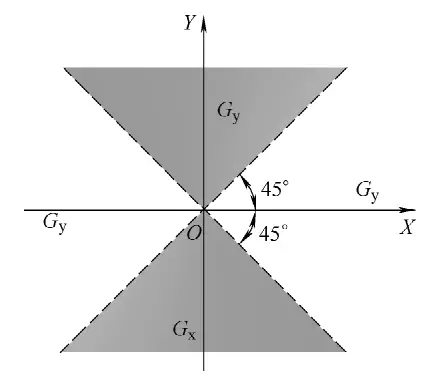
② Para arcos, quando as coordenadas do ponto final do arco estiverem nas áreas mostradas na Figura 8: Quando | Xe |>| Ye |, escolha Gy; quando | Ye |>| Xe |, escolha Gx; quando | Xe |=| Ye |, ou Gx ou Gy pode ser escolhido.
3) Determinação do comprimento da contagem J. O comprimento da contagem é determinado com base na direção da contagem. É a soma dos valores absolutos das projeções da linha reta ou arco processado no eixo de coordenadas na direção da contagem, com a unidade sendo micrômetros (μm).
[Exemplo 1] Processando a linha diagonal OA conforme mostrado na Figura 9, com o ponto final A (Xe, Ye), e Ye>Xe, determinar G e J.
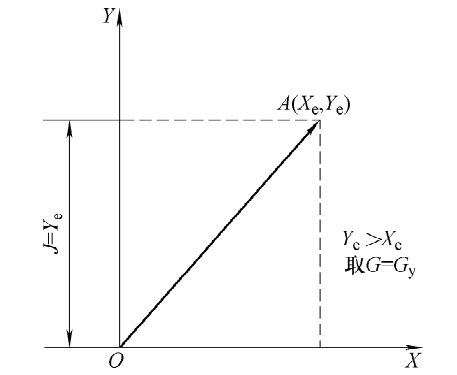
Solução: Porque | Ye |>| Xe |Se a linha diagonal OA estiver em uma linha com um ângulo maior que 45° em relação ao eixo X, a direção da contagem será Gyo comprimento da projeção da linha diagonal OA no eixo Y é Ye, portanto J=Ye.
[Exemplo 2] Processando o arco AB como mostrado na Figura 10, com o ponto inicial no quarto quadrante e o ponto final B (Xe, Ye) no primeiro quadrante, determine G e J.
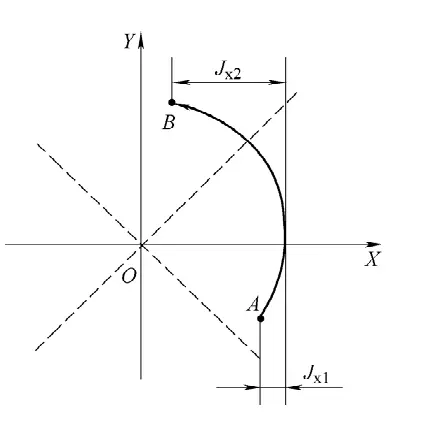
Solução: Como o ponto final do processamento está próximo ao eixo Y, | Ye |>| Xe |, a direção da contagem é Gxo comprimento da contagem é a soma dos comprimentos de projeção dos segmentos de arco em cada quadrante no eixo X, ou seja, J=Jx1+Jx2.
4) Processamento da instrução Z.
A instrução de processamento Z é usada para expressar informações como a forma da figura processada, o quadrante em que ela se encontra e a direção do processamento. Com base nessas instruções, o sistema de controle seleciona corretamente a fórmula de desvio, executa cálculos de desvio, controla a direção de alimentação da mesa de trabalho, obtendo assim o processamento automático da máquina-ferramenta. Há 12 tipos de instruções de processamento, conforme mostrado na Figura 11.
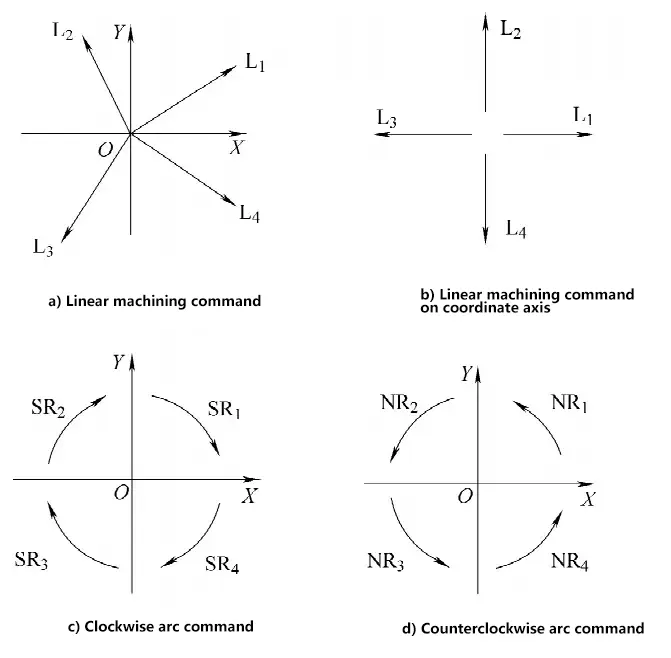
Os segmentos de linha localizados nos quatro quadrantes são chamados de linhas diagonais. As instruções de processamento para linhas diagonais são representadas por L1, L2, L3, L4 respectivamente, conforme mostrado na Figura 11a. Para linhas retas que coincidem com eixos de coordenadas, as instruções de processamento podem ser selecionadas de acordo com a direção de alimentação, conforme mostrado na Figura 11b.
Ao processar arcos, se o ponto inicial do arco processado estiver em um dos quatro quadrantes do sistema de coordenadas e for interpolado no sentido horário, conforme mostrado na Figura 11c, as instruções de processamento serão representadas por SR1, SR2, SR3, SR4 respectivamente; para interpolação no sentido anti-horário, eles são representados por NR1, NR2, NR3, NR4 respectivamente, conforme mostrado na Figura 11d. Se o ponto inicial estiver exatamente em um eixo de coordenadas, a instrução poderá ser escolhida em qualquer um dos dois quadrantes adjacentes.
5) Exemplo de programação do código 3B.
Use o corte a fio para processar a peça de trabalho mostrada na Figura 12. A posição de ajuste da ferramenta deve estar fora da peça de trabalho, com as coordenadas do ponto G (-20, -10) como ponto inicial e as coordenadas do ponto A (-10, -10) como ponto inicial de corte. Para facilitar o cálculo, o valor de compensação do raio do fio de molibdênio não é considerado na programação. Ou seja:
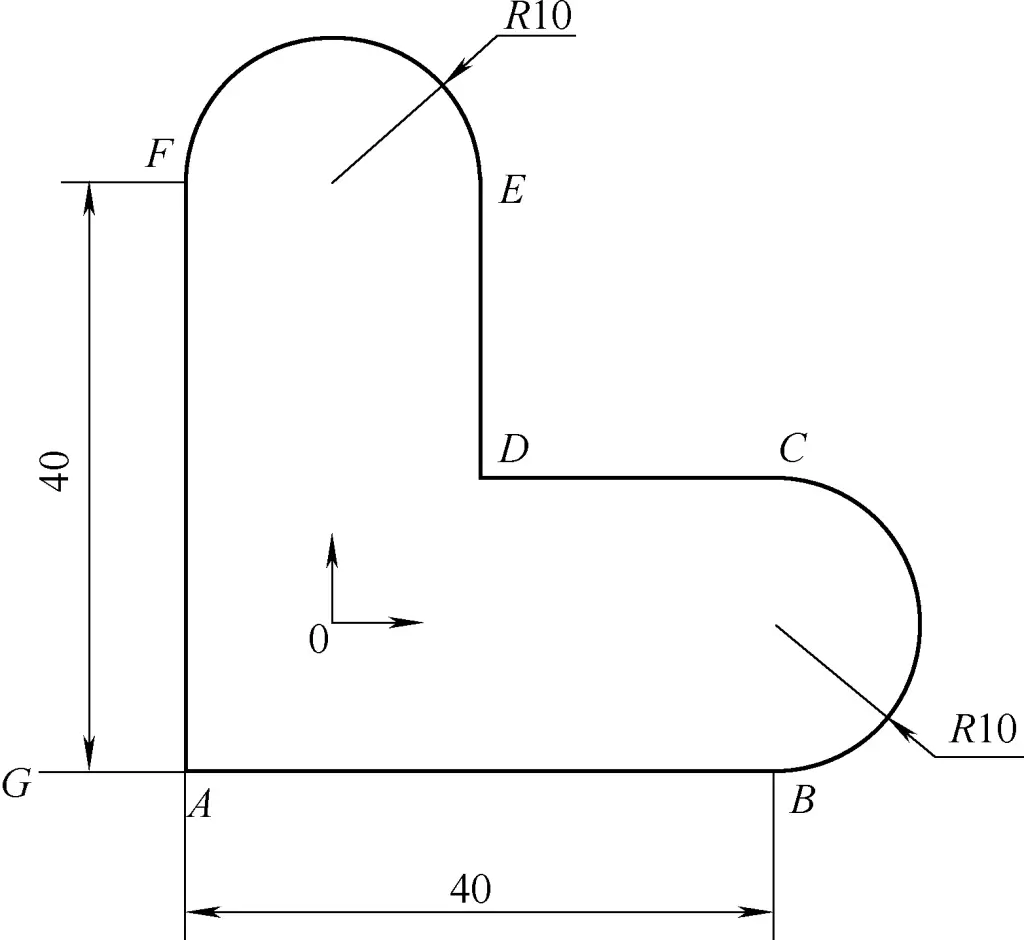
① Determine o ponto de início do processamento como ponto G e a rota de processamento como G-A-B-C-D-E-F-A-G.
② Calcular valores de coordenadas, de acordo com o sistema de coordenadas e os regulamentos de valores de coordenadas, calcular os valores de coordenadas para cada segmento do programa separadamente.
③ Preencha a planilha do programa e escreva cada segmento de acordo com o formato padrão do programa.
| Programa | Anotação |
| B10000B0B10000GXL1 | Mova-se do ponto G para o ponto A, o ponto A é o ponto de início do corte; |
| B40000B0B40000GXL1 | Do ponto A ao ponto B; |
| B0B10000B20000GXNR4 | Do ponto B ao ponto C; |
| B20000B0B20000GXL3 | Do ponto C ao ponto D; |
| B0B20000B20000GYL2 | Do ponto D ao ponto E; |
| B10000B0B20000GYNR4 | Do ponto E ao ponto F; |
| B0B40000B40000GYL4 | Do ponto F ao ponto A; |
| B10000B0B10000GXL3 | Retorno do ponto A para o ponto inicial G. |
Devido ao rápido desenvolvimento da tecnologia da computação, muitas máquinas-ferramentas de corte a fio CNC recém-produzidas têm sistemas de programação auxiliados por computador.
O CAXA wire cutting é um sistema de software para programação CNC de máquinas-ferramentas de corte de fio, amplamente utilizado no campo de processamento de corte de fio na China. Ele pode fornecer códigos de programação CNC rápidos, eficientes e de alta qualidade para várias máquinas-ferramentas de corte a fio, simplificando bastante o trabalho da equipe de programação CNC.
O corte a fio CAXA pode concluir com rapidez e precisão trabalhos que são difíceis de realizar com os métodos de programação tradicionais, permitindo que os operadores desenhem interativamente os gráficos de corte necessários e gerem caminhos de processamento de corte a fio de dois eixos com contornos de formas complexas.
O corte de arame CAXA é compatível com máquinas-ferramentas de corte de arame rápido e pode gerar programas de processamento de corte de arame nos formatos 3B, 4B e ISO. O processo geral de sua programação automatizada é o seguinte Usar a função CAD do CAXA Wire Cutting para desenhar gráficos de processamento → Gerar caminhos de processamento e simulação de processamento → Gerar programa de processamento de corte a fio → Transferir o programa de processamento de corte a fio para a máquina-ferramenta de corte a fio.
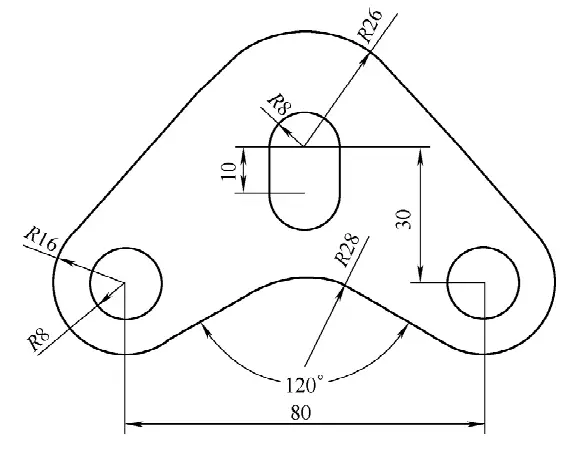
O exemplo a seguir ilustra o processo de operação usando a usinagem de uma matriz convexo-côncava. As dimensões da matriz convexo-côncava são mostradas na Figura 13. O fio do eletrodo para EDM de corte de fio é um fio de molibdênio de Φ0,1 mm, com uma abertura de descarga de lado único de 0,01 mm.
1) Desenho do diagrama da peça de trabalho
① Desenhar círculos
② Desenho de linhas retas
③ Criação de figuras simétricas
④ Criação de uma forma de slot
⑤ Edição final
2) Geração de trajetória e simulação de usinagem
① Geração de trajetória
A geração de trajetória é um processo em que o computador calcula automaticamente a trajetória de usinagem com base no contorno construído, combinado com a tecnologia EDM de corte a fio, considerando métodos e condições de usinagem específicos. A seguir, apresentamos o método de geração de trajetória de fio para EDM de corte a fio usando este exemplo:
② Simulação de usinagem
Escolha "Machining Simulation" (Simulação de usinagem), selecione "Continuous" (Contínuo) e um valor de comprimento de passo apropriado, e o sistema simulará completamente todo o processo, desde a inicialização até a conclusão da usinagem.
3) Geração do programa EDM de corte a fio
Selecione o item "Generate 3B Code" e, em seguida, escolha a trajetória de usinagem gerada para gerar o código de usinagem para essa trajetória.
4) Transmissão de código
1) Velocidade de corte
Os principais fatores que afetam a velocidade de corte são os seguintes:
① Velocidade de funcionamento do fio.
Quanto mais rápida for a velocidade de passagem do fio, mais rápida será a velocidade de corte.
② Material da peça de trabalho.
A ordem da velocidade de corte de alta para baixa é: alumínio, cobre, aço, liga de cobre-tungstênio, liga dura.
③ Fluido de trabalho.
O fluido de trabalho para EDM de corte a fio de alta velocidade é geralmente composto de óleo emulsionado e água. Diferentes marcas de óleo emulsionado são adequadas para diferentes condições de processo.
④ Tensão do fio do eletrodo.
Se a tensão do fio do eletrodo for adequadamente maior, a velocidade de corte aumentará.
⑤ Fonte de alimentação de pulso.
Ela pode ser expressa aproximadamente pela fórmula
Vw=KTk1.1Ip1.4f
Onde Vw é a velocidade de corte (mm)2/min); K é uma constante, dependendo das condições do processo; Tk é a largura do pulso; Ip é a corrente de pico do pulso; f é a frequência de descarga.
2) Rugosidade da superfície
Para peças de trabalho usinadas por EDM de corte a fio de alta velocidade, a rugosidade geral da superfície é de Ra2,5 a 5μm, sendo que a melhor é de apenas Ra1μm.
3) Precisão da usinagem
A precisão da usinagem refere-se à precisão geral da forma, das dimensões e da posição da peça de trabalho. A precisão controlável da EDM de corte a fio de alta velocidade é de 0,01 a 0,02 μm.
Ligue o interruptor de alimentação principal da máquina-ferramenta. Nesse momento, o ponteiro do voltímetro no painel de controle da máquina deve apontar para cerca de 220V e a luz indicadora correspondente deve estar acesa. Lubrifique totalmente as partes móveis da máquina com óleo de máquina. Ligue o dispositivo CNC e entre na tela principal do sistema.
Verifique se as posições do tanque de óleo emulsionado e do tubo de retorno de óleo estão corretas, rosqueie o fio de molibdênio e corrija sua verticalidade, ajuste o interruptor de deslocamento para utilizar totalmente o fio de molibdênio; verifique se a posição do interruptor de banda no painel de operação está correta.
1) Preparação do branco
Para melhorar a precisão da usinagem, independentemente do corte de peças convexas ou côncavas, a usinagem de pré-furo deve ser realizada em posições apropriadas na peça bruta, ou seja, furos de rosqueamento de arame. A posição do furo de rosqueamento do fio é melhor escolhida em pontos de coordenadas conhecidos ou pontos de coordenadas fáceis de calcular, para simplificar o cálculo das trajetórias de controle durante a programação.
2) Fixação da peça de trabalho e rosqueamento do fio
O método de fixação da peça de trabalho afeta diretamente a precisão da usinagem. Os dispositivos de fixação comuns incluem grampos de placa de pressão, grampos magnéticos e grampos de indexação. Antes de instalar a peça de trabalho, determine primeiro a superfície de referência. Ao fixar a peça de trabalho, a superfície de referência deve estar limpa e sem rebarbas, com margem de fixação suficiente na peça de trabalho. A força de fixação na peça de trabalho deve ser uniforme, evitando deformações ou empenamentos. Deve-se tomar cuidado para evitar que a fixação da peça de trabalho colida com a estrutura de arame durante a usinagem.
Depois que a peça de trabalho for fixada, o rosqueamento do fio deve ser realizado. Antes de rosquear, verifique se o diâmetro do fio do eletrodo corresponde ao especificado na programação. Se o fio do eletrodo estiver desgastado até certo ponto, ele deverá ser substituído por um novo. Após o enfiamento, verifique se a posição do fio do eletrodo está correta, prestando atenção especial se o fio do eletrodo está na ranhura da roda guia.
3) Determinar o ponto de corte inicial e o caminho de corte
A maioria das peças usinadas por EDM de fio são figuras fechadas, portanto, o ponto inicial do corte também é o ponto final do processo de corte. Para reduzir as marcas residuais na superfície de corte da peça, o ponto de partida deve ser escolhido em um canto da superfície de corte, em uma superfície com requisitos de precisão mais baixos ou em uma superfície que seja fácil de retocar.
Ao cortar peças de trabalho de material sólido, a deformação nas bordas e nos cantos do material é maior. Portanto, ao determinar o caminho de corte, as bordas e os cantos da peça bruta devem ser evitados o máximo possível. Um caminho de corte razoável deve organizar o segmento de corte que separa a peça de trabalho de sua peça de fixação no final do programa de corte geral.
Os principais parâmetros elétricos incluem largura de pulso, intervalo de pulso, tensão de pulso e corrente de pico. Esses parâmetros desempenham um papel decisivo na rugosidade da superfície da peça, na precisão e na velocidade de corte.
O aumento da largura de pulso, a diminuição do intervalo de pulso, o aumento da amplitude da tensão de pulso e o aumento da corrente de pico melhorarão a velocidade de corte, mas a rugosidade da superfície e a precisão da usinagem diminuirão. Por outro lado, a redução desses parâmetros pode melhorar a rugosidade da superfície e aumentar a precisão da usinagem.
1) Largura de pulso Ti
A largura do pulso é um dos fatores determinantes da descarga de pulso único, que tem um impacto significativo na velocidade de usinagem e na rugosidade da superfície. Uma largura de pulso maior resulta em maior valor de rugosidade da superfície e maior velocidade de usinagem.
2) Intervalo de pulso To
O ajuste do intervalo de pulso está, na verdade, ajustando o ciclo de trabalho, ou seja, ajustando a potência de entrada. O aumento do intervalo de pulso é benéfico para a remoção de cavacos do corte, melhorando a estabilidade da usinagem. O ajuste do intervalo de pulso não pode alterar a energia de pulso único, portanto, tem pouco efeito sobre a rugosidade da superfície, mas tem um impacto significativo sobre a velocidade de usinagem. Ao usar ondas retangulares, o ciclo de trabalho d correspondente a diferentes espessuras de usinagem da peça é
d=Ti/To
3) Tensão aplicada
A tensão aplicada afeta o tamanho da energia de descarga, por um lado, e a alta tensão (>100V) deve ser usada ao cortar espessuras maiores. Por outro lado, a magnitude da tensão de processamento também afeta a lacuna de descarga. Quando a flutuação de tensão é grande, ela afeta a estabilidade do processamento, portanto, um estabilizador de tensão deve ser usado quando a flutuação de tensão é grande.
4) Ajuste da taxa de alimentação
O ajuste da taxa de alimentação em si não tem a capacidade de aumentar a velocidade de processamento; sua função é garantir a estabilidade do processamento. O ajuste adequado da taxa de alimentação pode garantir um processamento estável e obter boa qualidade de processamento.
5) Ajuste da velocidade de funcionamento do fio
A velocidade de operação do arame do eletrodo está relacionada ao resfriamento do arame do eletrodo e à remoção de cavacos no corte. Para peças de trabalho de diferentes espessuras, devem ser selecionadas as velocidades de passagem do arame adequadas. Quanto mais espessa a peça de trabalho, mais rápida será a velocidade de passagem do arame.
Para peças de trabalho com requisitos de alta qualidade, é melhor realizar um corte de teste antes do processamento formal. Por meio do corte de teste, é possível determinar vários parâmetros de processo para o processamento formal e, ao mesmo tempo, verificar a exatidão da compilação do programa.