Dobra de chapas metálicas: Equipamentos e técnicas
A dobragem é uma habilidade crucial na metalurgia que nos permite criar projetos funcionais e estéticos. Este artigo explora a...
Como as chapas planas se transformam em peças curvas? A curvatura do metal é fundamental. Este artigo revela as ferramentas, as técnicas e os truques por trás da modelagem de metais. Você conhecerá os conceitos básicos dos equipamentos de dobra, aprenderá a calcular parâmetros cruciais e descobrirá como evitar defeitos comuns. Quer tenha curiosidade sobre processos industriais ou projetos de bricolagem, prepare-se para ver os objetos do cotidiano sob uma nova luz!

A dobra é um processo de formação de chapas metálicas em que os materiais metálicos (chapas, perfis, tubos etc.) são colocados em um molde de dobra (ou matriz de dobra). Os materiais são dobrados ao longo de sua linha de dobra em um determinado ângulo e forma usando uma prensa ou equipamento especializado. A dobra é usada principalmente para processar peças com produção em grandes lotes, formas complexas e requisitos de alta precisão. A Figura 1 ilustra o princípio básico da dobra de peças em forma de V usando um molde de dobra em forma de V.
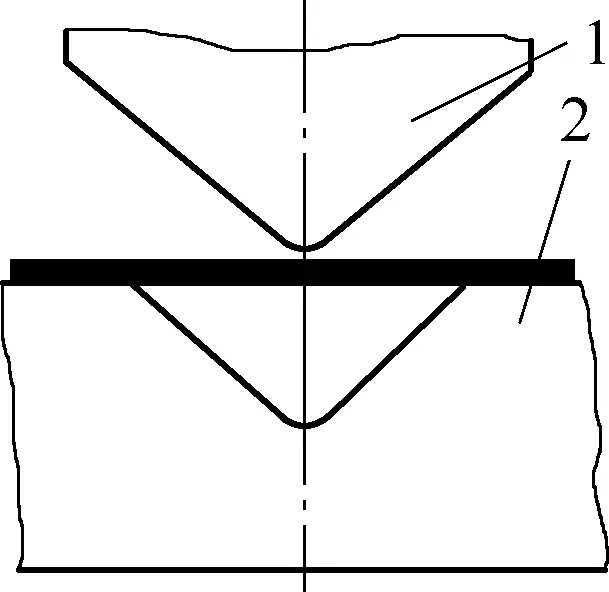
1-Soco
2-Die
O punção e a matriz se aproximam dos contornos internos e externos da peça de trabalho de dobra. Durante a dobra, quando uma força externa (como o movimento de um carro de prensa) empurra o punção para baixo, ele dobra a chapa colocada entre o punção e a matriz na peça de trabalho desejada.
A dobra faz com que o material sofra uma deformação plástica, moldando-o em uma determinada forma angular, o que a torna um dos processos de formação de chapas metálicas. De acordo com os princípios básicos da dobra: o processo geralmente é concluído com o uso de um molde de dobra, auxiliado por uma prensa. Na produção, o equipamento usado para dobrar é geralmente semelhante ao usado para puncionar, normalmente usando uma prensa de manivela, sendo o molde de dobra a ferramenta mais importante para concluir o processo de dobra.
De modo geral, peças com formatos diferentes geralmente exigem moldes de dobra diferentes para atender aos requisitos de processamento. Além disso, a precisão do molde de dobra afeta diretamente a precisão das peças dobradas, e geralmente é aconselhável manter o grau de tolerância dimensional das peças dobradas abaixo de IT13.
As formas das peças dobradas são extremamente variadas e, portanto, as estruturas dos moldes de dobra também são diversas. A forma comumente usada para moldes de dobra de chapas metálicas é o molde de operação única, que conclui uma operação de dobra em cada curso da prensa.
Os moldes de dobra podem ser classificados de acordo com sua dobramento e conformação métodos: molde de dobra livre e molde de dobra corretiva. Com base no fato de terem ou não guia durante a formação da dobra, eles podem ser divididos em moldes de dobra abertos, moldes de dobra guiados pela estrutura do molde etc.
As Figuras 2a e 2b mostram, respectivamente, moldes de flexão livre em forma de V e U, com uma estrutura do tipo aberta.
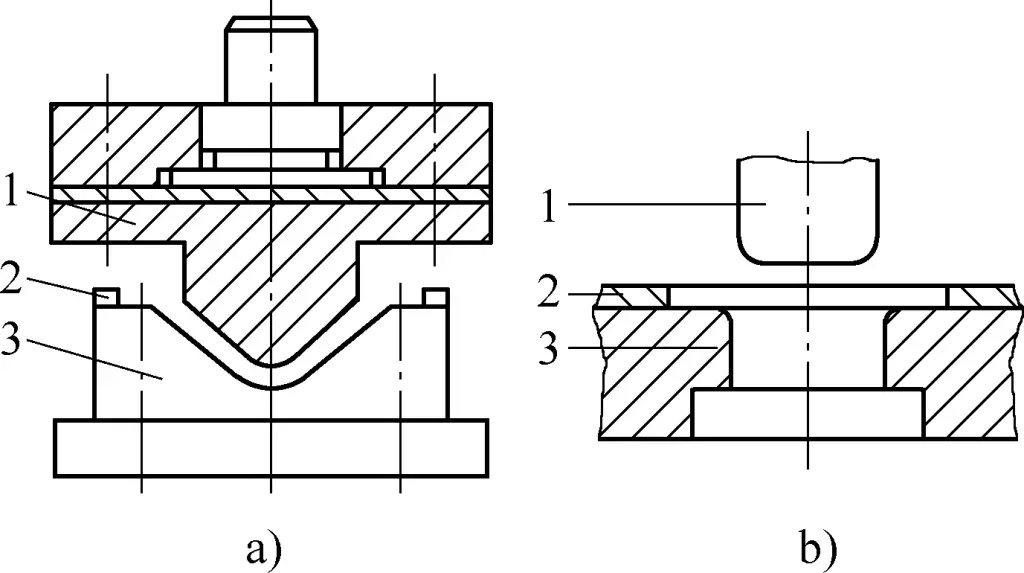
a) Molde de dobra aberto em forma de V
b) Molde de dobra aberto em forma de U
1-Soco
2-Placa de posicionamento
3-Die
Esse molde é fácil de fabricar e altamente versátil, mas, ao usá-lo para dobrar, a chapa pode deslizar facilmente, dificultando o controle do comprimento da borda da peça dobrada, o que resulta em baixa precisão e fundo irregular nas peças em forma de U.
Para melhorar a precisão da dobra de peças moldadas e evitar que o material em branco deslize, pode ser usado um molde de dobra corretivo, conforme mostrado na Figura 3. No molde de dobra mostrado na Figura 3a, uma haste superior com mola 3 é usada como um dispositivo de pressão para evitar que a peça bruta se desloque durante a dobra.
No molde de dobra mostrado na Figura 3b, é instalado um dispositivo de pressão. Durante a estampagem, a peça bruta é pressionada entre o punção 1 e a placa de pressão 3, descendo gradualmente. O material não pressionado nas extremidades desliza ao longo do canto da matriz e se dobra, entrando no molde de dobra. espaço entre o punção e a matriz e formando a peça em um formato de U.
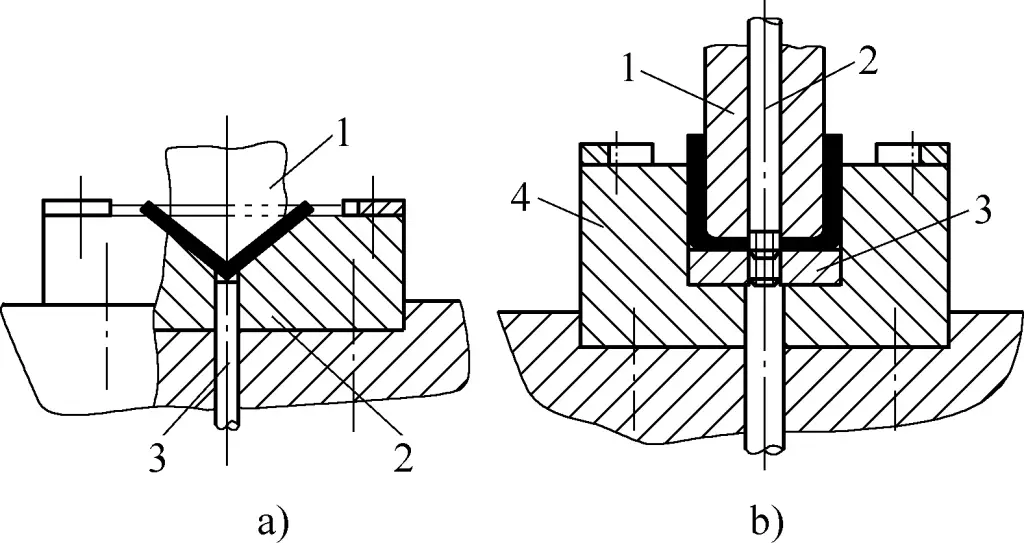
a) No diagrama:
1-Soco
2-Die
3-Haste superior
b) No diagrama:
1-Soco
2-Barra de pressão
3-Placa de pressão
4-Die
Como a chapa permanece sob pressão entre o punção 1 e a placa de pressão 3 durante o processo de dobra, é possível controlar melhor a planicidade do fundo da peça em forma de U e garantir a precisão da dobra.
A Figura 4 mostra um molde de dobra corretiva em forma de U com um bloco de pressão lateral móvel. O bloco de pressão do lado móvel proporciona ação corretiva na peça dobrada, com o mínimo de retorno de mola. Durante a operação, o punção desce, primeiro entrando em contato com a peça em bruto e dobrando-a em forma de U; em seguida, o ombro do punção pressiona para baixo o bloco de pressão lateral móvel do molde.
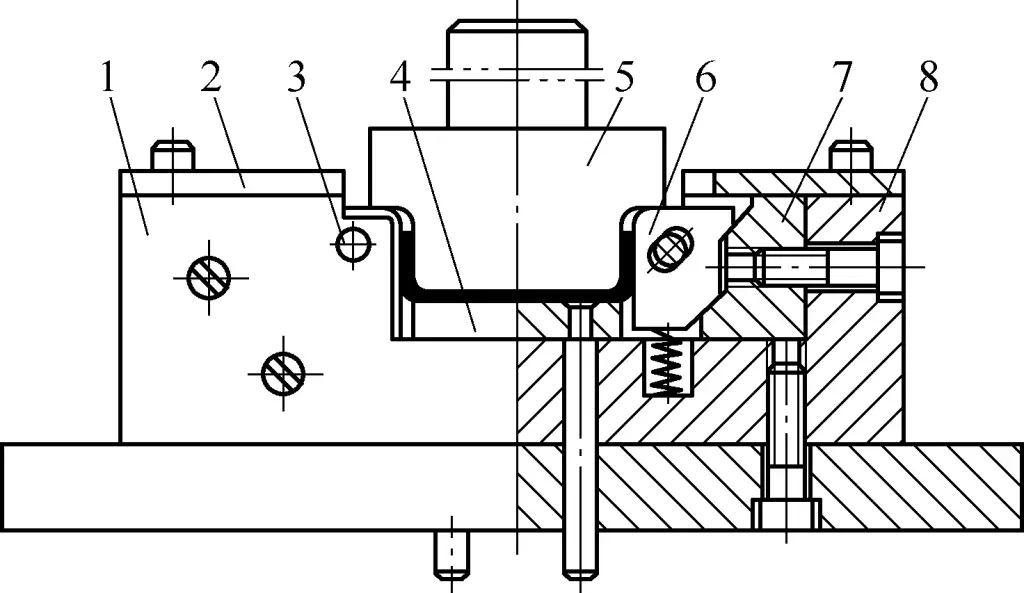
1-Baffle
2-Placa de posicionamento
3 pinos
4-Ejetor
5 socos
6-Bloco de pressão do lado da matriz removível
7-Almofada de inclinação da matriz
8-Armação da matriz
Devido à ação de inclinação, o bloco móvel de pressão do lado da matriz desliza em direção ao centro, aplicando pressão em ambos os lados da peça dobrada, obtendo assim uma ação corretiva e permitindo que as peças dobradas atendam aos requisitos de precisão de modelagem.
Conforme apresentado acima, a estrutura de um molde de dobra é semelhante à de um molde de puncionamento e consiste em punção, matriz, dispositivo de posicionamento e dispositivo de remoção. O punção e a matriz são os componentes que causam diretamente a dobra no material e são as partes principais do molde de dobra. Normalmente, o punção é fixado no modelo superior, enquanto a matriz é fixada no modelo inferior.
A determinação dos parâmetros do processo de dobra inclui principalmente o cálculo do comprimento do blank de dobra, o cálculo da força de dobra e a determinação do espaço entre os moldes de dobra.
O cálculo do comprimento do blank de dobra é o mesmo que o cálculo do comprimento expandido durante a dobra manual.
A força de dobra refere-se à pressão aplicada pela prensa para concluir a dobra predeterminada da peça de trabalho. A força de flexão é uma base importante para projetar matrizes de flexão e selecionar a tonelagem da prensa. Ela pode ser calculada usando fórmulas empíricas com base no tipo de dobra.
De acordo com os diferentes formatos das peças de trabalho dobradas, a força de flexão Fgratuito durante a flexão livre pode ser calculado pela seguinte fórmula:
1) Peça em forma de V Fgratuito=0,6Kbt2σb/(r+t)
2) Peça em forma de U Fgratuito=0,7Kbt2σb/(r+t)
Na fórmula
Como a força de flexão corretiva é muito maior do que a força de pressão e as duas forças agem sequencialmente, somente a força de flexão corretiva precisa ser calculada. A força de correção para peças em forma de V e em forma de U é calculada pela fórmula a seguir:
Fcorreto = Ap
Na fórmula
Tabela 1 Força corretiva por unidade de área p (Unidade: MPa)
| Material | Espessura do material t/mm | |
| ≤3 | >3~10 | |
| Alumínio | 30~40 | 50~60 |
| Latão | 60~80 | 80~100 |
| Aço 10~20 | 80~100 | 100~120 |
| 25~35 aço | 100~120 | 120~150 |
| Liga de titânio TA2 | 160~180 | 180~210 |
| Liga de titânio TA3 | 160~200 | 200~260 |
Independentemente do tipo de flexão, a força de ejeção e a força de descarga são necessárias durante a flexão por prensa. A força de ejeção e a força de descarga FQ pode ser considerado aproximadamente como 30% a 80% da força de flexão livre, ou seja,
FQ=(0.3~0.8)Fgratuito
Durante a flexão livre, considerando o impacto da força de ejeção e da força de descarga durante o processo de flexão da prensa, a tonelagem da prensa é
Fimprensa ≥ Fgratuito + FQ = (1.3 ~ 1.8) Fgratuito
Durante a flexão corretiva, a força corretiva é muito maior do que a força de ejeção e a força de descarga, portanto, o componente de FQ torna-se insignificante. Portanto, a tonelagem da prensa é
Fimprensa ≥ Fcorreto
O tamanho da folga entre o punção e a matriz, como o raio de filete, afeta muito a força de flexão necessária e a qualidade das peças.
Ao dobrar peças em forma de V, a folga entre o punção e a matriz é controlada pelo ajuste da altura fechada da prensa. Não há necessidade de determinar a folga na estrutura da matriz.
Ao dobrar peças em forma de U (comumente chamadas de dobra de ângulo duplo na produção), é necessário selecionar uma folga adequada. O tamanho da folga está significativamente relacionado à qualidade da peça de trabalho e à força de flexão. Se a folga for muito grande, o retorno elástico será significativo, reduzindo a precisão da peça. Se a folga for muito pequena, a força de flexão necessária aumentará e a peça prensada se tornará mais fina. Se a folga for muito pequena, poderá causar arranhões ou fraturas, reduzindo a vida útil da matriz e até mesmo causando danos à matriz.
Para geral peças de dobraA diferença pode ser encontrada na Tabela 2 ou pode ser calculada diretamente usando a seguinte fórmula aproximada:
Quando for necessária uma maior precisão da peça, o valor da folga deve ser adequadamente reduzido, tomando-se z = t. Na produção, quando não houver grande exigência de redução da espessura do material, para reduzir o retorno elástico e outros problemas, uma folga negativa também pode ser usada, ou seja, z = (0,85 ~ 0,95) t.
Tabela 2 Espaço entre o punção da matriz de dobra e a matriz (Unidade: mm)
| Espessura do material t | Material | |
| Liga de alumínio | Aço | |
| Lacuna z | ||
| 0.5 | 0.52 | 0.55 |
| 0.8 | 0.84 | 0.86 |
| 1 | 1.05 | 1.07 |
| 1.2 | 1.26 | 1.27 |
| 1.5 | 1.57 | 1.58 |
| 2 | 2.1 | 2.08 |
| 2.5 | 2.62 | 2.58 |
| 3 | 3.15 | 3.07 |
| 4 | 4.2 | 4.1 |
| 5 | 5.25 | 5.75 |
| 6 | 6.3 | 6.7 |
O projeto da parte de trabalho da matriz de dobra envolve principalmente a determinação do raio de filete do punção e da matriz, as dimensões do punção e da matriz e as tolerâncias de fabricação.
Geralmente, o raio de filete do punção é considerado um pouco menor do que o raio de filete interno da peça dobrada. O raio do filete da entrada da matriz não deve ser muito pequeno; caso contrário, ele arranhará a superfície do material. A profundidade da matriz deve ser adequada. Se for muito pequena, as partes livres em ambas as extremidades da peça de trabalho serão grandes, causando um retorno elástico significativo, irregularidade e afetando a qualidade da peça. Se for muito grande, consumirá mais aço da matriz e exigirá um curso de prensa mais longo.
A estrutura da matriz de dobragem em forma de V é mostrada na Figura 5. A determinação da espessura H e da profundidade da ranhura h da matriz é mostrada na Tabela 3.
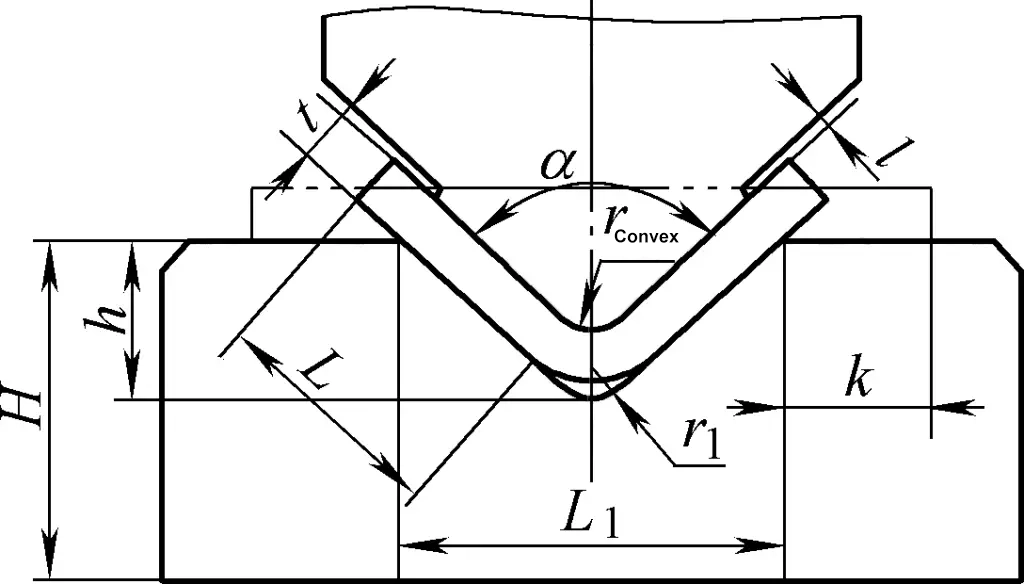
Tabela 3 Determinação das dimensões H e h da matriz para dobrar peças em forma de V (Unidade: mm)
| Espessura do material | <1 | 1~2 | 2~3 | 3~4 | 4~5 | 5~6 | 6~7 | 7~8 |
| h | 3.5 | 7 | 11 | 14.5 | 18 | 21.5 | 25 | 28.5 |
| H | 20 | 30 | 40 | 45 | 55 | 65 | 70 | 80 |
Observação:
1. Quando o ângulo de flexão é de 85°~95° e L1=8t, rConvexo=r1=t.
2. Quando k (extremidade pequena) ≥2t, o valor de h é calculado pela fórmula h=L1/2-0.4t.
Para determinar o raio de filete rcôncavo e profundidade L0 de curvas em V e em U, consulte a Figura 6 e a Tabela 4.
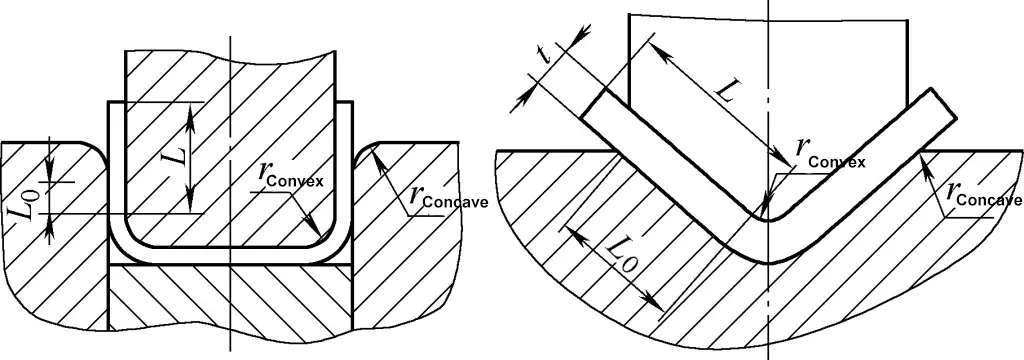
Tabela 4 Raio de filete rcôncavo e profundidade L0 do molde de flexão (unidade: mm)
| Comprimento da borda de dobra L | Espessura do material t | |||||||
| ~0.5 | 0.5~2 | 2~4 | 4~7 | |||||
| L0 | rcôncavo | L0 | rcôncavo | L0 | rcôncavo | L0 | rcôncavo | |
| 10 | 6 | 3 | 10 | 3 | 10 | 4 | - | - |
| 20 | 8 | 3 | 12 | 4 | 15 | 5 | 20 | 8 |
| 35 | 12 | 4 | 15 | 5 | 20 | 6 | 25 | 8 |
| 50 | 15 | 5 | 20 | 6 | 25 | 8 | 30 | 10 |
| 75 | 20 | 6 | 25 | 8 | 30 | 10 | 35 | 12 |
| 100 | 25 | 6 | 30 | 10 | 35 | 12 | 40 | 15 |
| 150 | 30 | 6 | 35 | 12 | 40 | 15 | 50 | 20 |
| 200 | 40 | 6 | 45 | 15 | 55 | 20 | 65 | 25 |
Princípio geral: Quando as dimensões externas da peça de trabalho precisam ser garantidas, a matriz é usada como referência (ou seja, a matriz é feita com o tamanho nominal) e a folga é obtida no punção. Se as dimensões internas da peça de trabalho estiverem marcadas, o punção é usado como referência (ou seja, o punção é feito de acordo com o tamanho nominal) e a folga é obtida na matriz.
Quando as dimensões externas da peça de trabalho precisam ser garantidas, as dimensões da largura da matriz Lcôncavo e o punção Lconvexo são calculados de acordo com as seguintes fórmulas, respectivamente:
Lcôncavo=(Lmáximo-0.75Δ)+δ côncavo0
Lconvexo = (Lcôncavo - 2z)0 - δconvexo
Quando as dimensões internas da peça de trabalho precisam ser garantidas, as dimensões da largura do punção Lconvexo e a matriz Lcôncavo são calculados de acordo com as seguintes fórmulas, respectivamente:
Lconvexo=(Lmin+0.75Δ)0-δ convexo
Lcôncavo = (Lconvexo + 2z) + δcôncavo 0
Nas fórmulas
O uso do molde de dobra na prensa para realizar o processamento de dobra é a principal forma de processamento de dobra. Durante o processamento, os procedimentos da operação de estampagem devem ser rigorosamente seguidos para evitar operações incorretas. Para garantir a dobragem adequada das peças, a instalação e o ajuste do molde de dobragem devem ser feitos corretamente.
Os moldes de dobra são divididos em moldes com e sem guia. Seus métodos de instalação são fundamentalmente os mesmos que os das matrizes de corte. Assim como as matrizes de corte, além de ajustar a folga entre o punção e a matriz e o sistema de ejeção, o posicionamento superior do molde de dobra na prensa também deve ser ajustado. Normalmente, é usado o seguinte método:
Primeiro, o molde de dobra superior é ajustado de forma aproximada no controle deslizante da prensa. Em seguida, um espaçador ligeiramente mais grosso do que a peça bruta (geralmente de 1 a 1,2 vezes a espessura da peça bruta) ou uma peça de teste é colocado entre a placa de ejeção do molde inferior e a superfície inferior do punção superior. Em seguida, usando o método de ajuste do comprimento da biela, gire manualmente o volante (para prensas com embreagem rígida) ou movimente o motor (para prensas com embreagem de fricção) até que o cursor possa passar pelo ponto morto inferior sem obstrução. Quando isso for alcançado, a matriz inferior poderá ser fixada para o teste de estampagem.
Antes da estampagem de teste, o espaçador colocado no molde deve ser removido. Depois de passar pelo teste de estampagem, todas as peças de fixação devem ser apertadas novamente antes da produção formal.
Ao processar com um molde de dobra, para garantir a qualidade das peças dobradas, o molde de dobra deve ser meticulosamente ajustado, prestando atenção aos seguintes aspectos.
Em geral, depois de ajustar a posição do molde superior na prensa de acordo com o método de instalação mencionado acima, a folga entre os moldes superior e inferior é garantida simultaneamente.
Para moldes de dobra guiados, como as posições relativas dos moldes superior e inferior na prensa são determinadas inteiramente pelos componentes de guia, a folga lateral entre os moldes superior e inferior também é garantida simultaneamente. Para moldes de dobra não guiados, a folga lateral entre os moldes superior e inferior pode ser ajustada usando espaçadores de papel ou amostras padrão. Somente depois que a folga for ajustada, o molde inferior poderá ser fixado para a estampagem de teste.
As formas de posicionamento das peças de posicionamento do molde de dobra devem corresponder à peça bruta. No ajuste, a confiabilidade e a estabilidade do posicionamento devem ser garantidas. Se for constatado um posicionamento impreciso após a estampagem experimental usando blocos e pinos de localização, o posicionamento deverá ser ajustado em tempo hábil ou as peças de posicionamento deverão ser substituídas.
O sistema de ejeção do molde de dobra deve ser amplo; as molas ou borrachas usadas para a ejeção devem ter elasticidade suficiente. Os sistemas de ejeção e remoção devem operar de forma flexível e suave, sem emperramento ou travamento. A força de ejeção que atua sobre as peças dobradas deve ser ajustada uniformemente para garantir que as superfícies das peças fiquem planas e sem deformação ou empenamento após a ejeção.
Ao ajustar o molde de dobra, se a posição superior do molde estiver muito baixa ou se houver espaçadores ou outros resíduos no molde, os moldes superior e inferior poderão colidir violentamente no ponto morto inferior durante a estampagem, podendo danificar o molde ou a prensa.
Portanto, se houver peças dobradas prontas no local de produção, elas poderão ser colocadas diretamente na posição de trabalho do molde para a instalação e o ajuste do molde, evitando assim acidentes.
Na conformação por dobra de componentes de chapa metálica, considerando a redução dos custos de produção e a influência do equipamento de processamento e dos recursos de fabricação, o método de prensa que usa uma matriz combinada com uma prensa é comumente adotado, formando várias técnicas típicas de operação de dobra de chapa metálica. Os principais aspectos são os seguintes.
Os dutos circulares-quadrados grandes e espessos geralmente são feitos usando gabaritos radiais para dobragem manual, mas para materiais maiores e mais espessos, esses dutos geralmente são prensados usando gabaritos radiais com uma máquina de prensagem.
A Figura 7 mostra o método de prensagem para dutos circulares-quadrados (material expandido de 1/4) (a confecção do gabarito radial é a mesma da dobra manual).
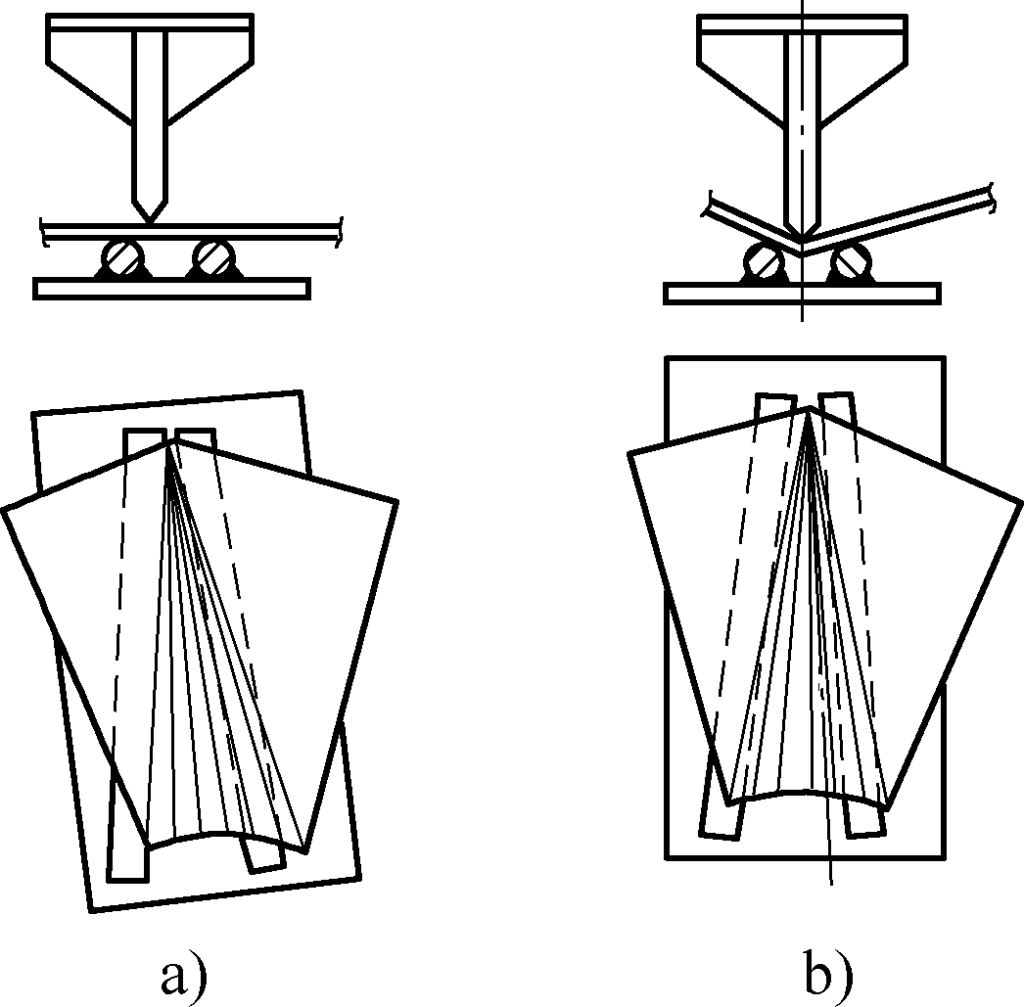
Primeiro, divida a extremidade superior circular (parte circular) da peça de trabalho em várias partes iguais e desenhe várias linhas radiais a partir da parte quadrada correspondente (parte quadrada) da extremidade inferior. Pressione ao longo das linhas. A Figura 7a mostra a relação de posição entre o punção e a matriz de aço redondo quando o primeiro golpe é pressionado. Coloque a extremidade quadrada do material no meio da extremidade menor do gabarito, e a primeira linha de transição da extremidade circular, que é a borda onde o arco e o plano se cruzam, deve ser colocada na borda do aço redondo. O primeiro golpe deve cair sobre essa linha e, em seguida, pressionar o segundo golpe sem mover o gabarito.
A Figura 7b mostra o método de prensagem para cada curso ao longo da linha de extremidade próxima. Nesse momento, a posição da matriz pode ser ajustada a qualquer momento para garantir que o punção fique principalmente no meio da matriz. Comece com as duas extremidades e, em seguida, com a parte central e, depois de prensar cada pequena seção, verifique um modelo para avaliar a extensão da prensagem.
Ao verificar com o gabarito, ele não deve estar na vertical em relação à placa, mas inclinado em um ângulo em direção à extremidade menor do material. A prensagem deve seguir o princípio da correção por baixo em vez de por cima, pois é muito mais fácil corrigir a dobra por baixo do que a dobra por cima. Se a dobra for insuficiente, você poderá pressionar mais algumas linhas de transição até que ela se ajuste ao modelo.
Obviamente, a operação acima também se aplica à prensagem de pequenos dutos circulares para quadrados.
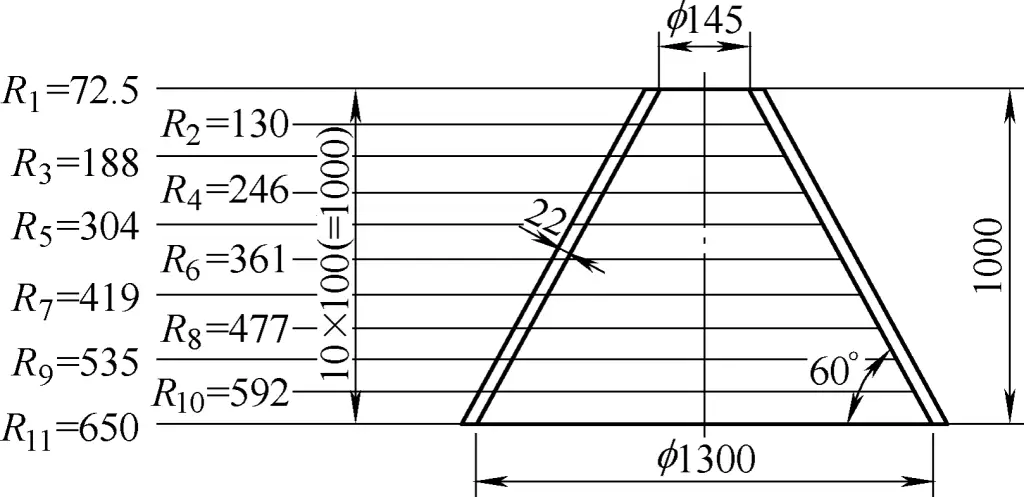
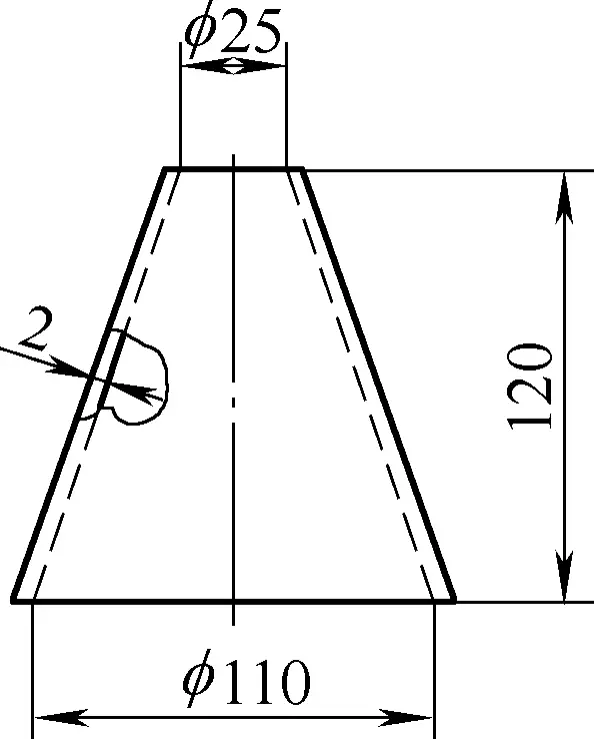
A produção de um frustum circular reto pode ser feita por meio de dobradura manual ou dobradura por rolo com uma placa máquina de laminação. No entanto, para o frustum circular direito mostrado na Figura 8, o pequeno diâmetro da porta é muito pequeno, o que o torna inconveniente e inadequado para processamento manual ou laminação com uma máquina de laminação de chapas. Ele só pode ser formado por prensagem com um gabarito. O design do modelo é fundamental para a prensagem.
O modelo geralmente é feito de acordo com a seção 1/n do material do setor, pressionando o material 1/n correspondente de uma só vez; ele também pode ser feito com qualquer ângulo pequeno, pressionando o material seção por seção. Ambos os métodos podem atingir o objetivo da formação.
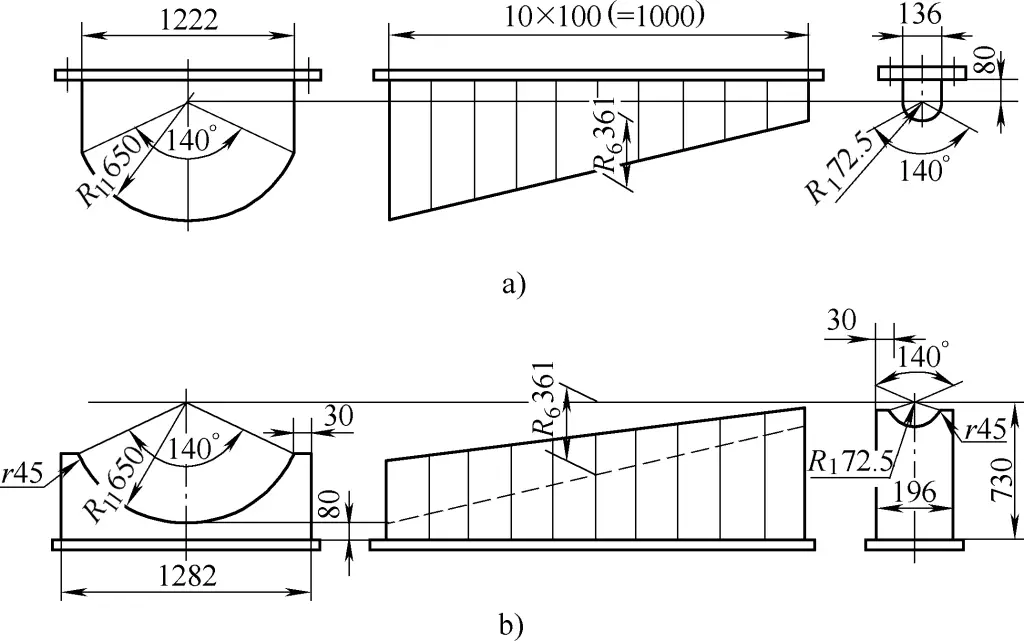
A Figura 9 mostra o modelo feito com base em 1/3 de corte e mais de 1/3 do material. A Figura 9a mostra o punção e a Figura 9b mostra a matriz. O raio do canto da matriz r foi projetado como o dobro da espessura da chapa, sendo r de 45 mm.
Cada placa vertical Rn é calculado com a seguinte fórmula (consulte as Figuras 8 e 9):
Rn = -R11 - nh/tanα
Na fórmula
Por exemplo, R6 =[650 - (5×100) / tan60°] mm = 361 mm.
A largura do punção e da matriz é calculada usando as seguintes fórmulas (veja as Figuras 10 e 11):
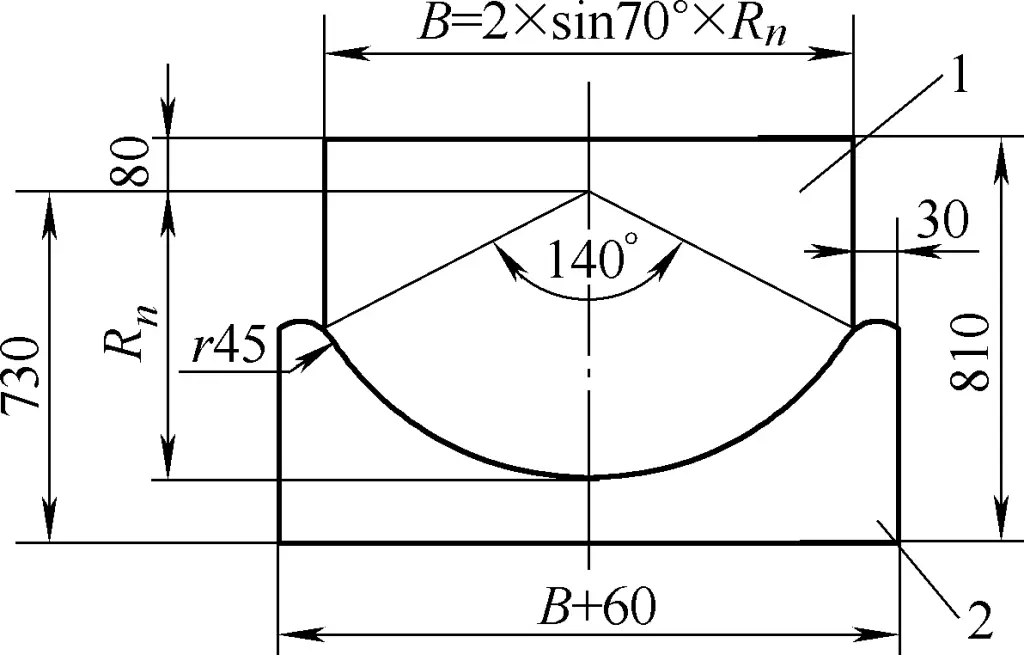
1 - O enésimo soco
2 - O enésimo dado
1) Largura do punção B=2Rnsin70°.
Por exemplo: B6=(2×361×sin70°)mm=678mm.
2) Largura da matriz B6′= (678+60)mm=738mm.
3) Altura mais baixa da matriz h6= (730-361)mm=369mm.
A dimensão 730 é a distância do eixo do frustum até o plano superior da placa de base.
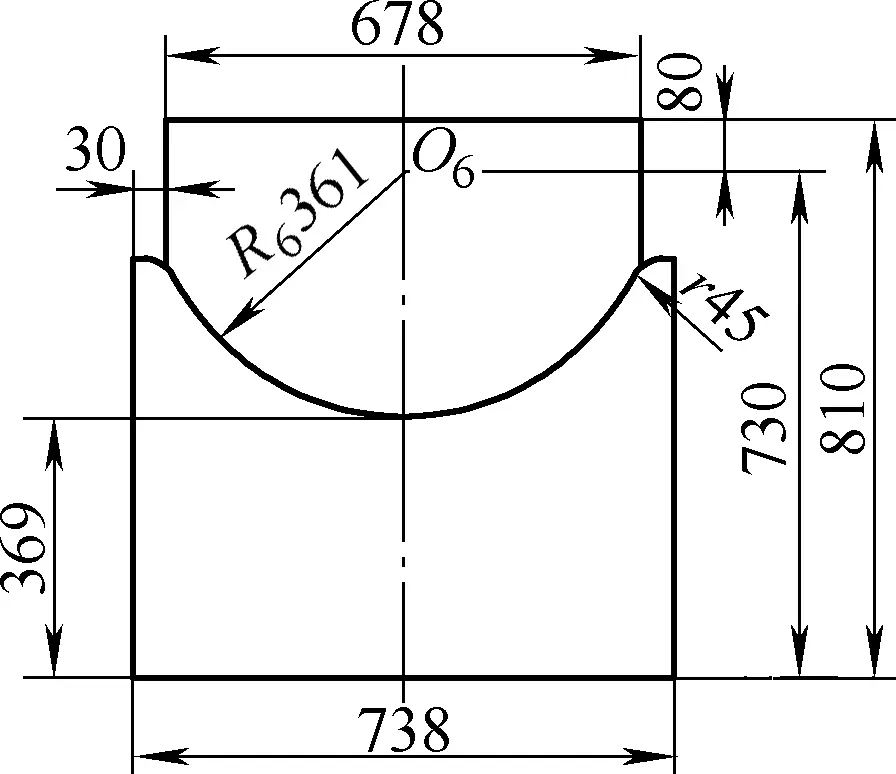
Para explicar com mais precisão a produção de punções e matrizes, tome como exemplo o método de produção do sexto punção e matriz mostrado na Figura 11.
Sob a premissa de garantir 730 mm abaixo e 80 mm acima do eixo do frustum, desenhe um arco com O6 como o centro e R6=361 mm como o raio. A interseção com a largura calculada para o punção e a matriz forma os contornos do sexto punção e matriz.
Com base na experiência prática, tanto para prensagem a quente quanto a frio, devido à pequena altura de elevação do segmento de 1/3 sob a forte pressão da máquina, o encolhimento e o rebote não são considerados, nem a espessura da chapa. Usando o raio da pele interna do frustum (raio que marca a forma interna do frustum), desenhe um arco e corte de uma só vez. Isso fornece o arco real do punção e da matriz para a posição correspondente, garantindo a curvatura projetada após a prensagem.
A formação de pequenos frústulos, devido ao seu pequeno volume, geralmente envolve placas finas, embora também existam pequenos frústulos de placa grossa. Os métodos de conformação podem usar um martelo grande e um martelo de ranhura de arco em um modelo radial, mas, para maior eficiência e economia de mão de obra, também pode ser usada uma prensa pequena. Por conveniência, os materiais são, em sua maioria, divididos em duas metades, raramente como materiais inteiros (quando a altura é menor, também é possível usar materiais inteiros).
No caso da pequena frustração mostrada na Figura 12, se o material expandido for feito em um formato de meio setor, um modelo de prensagem horizontal como o da Figura 13 poderá ser usado. Sem fixar a matriz, faça a pré-dobra, pressione os arcos e verifique com os gabaritos até obter a forma desejada. O método de prensagem é basicamente o mesmo da dobra manual. Se o material do frustum for mais alto, você poderá estender o comprimento superior, conforme mostrado na parte 4 da linha pontilhada dupla na Figura 13.
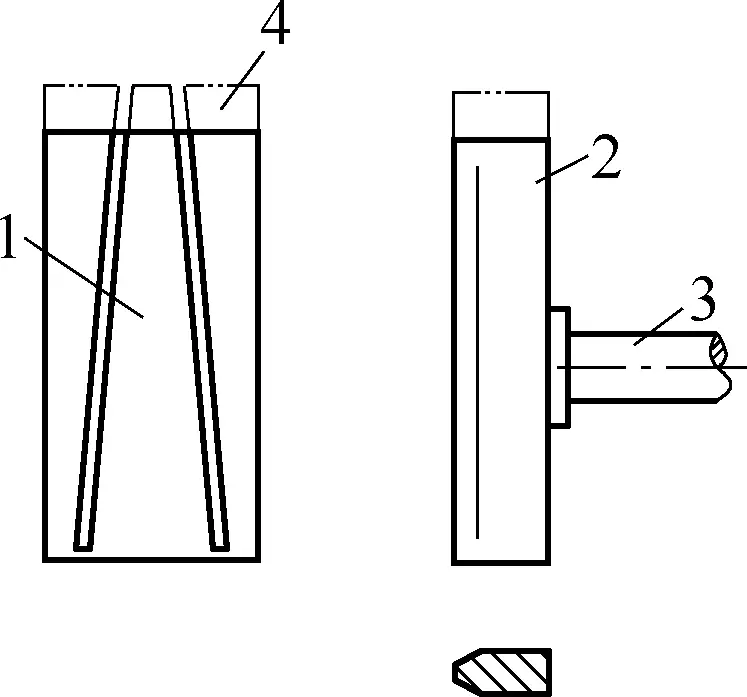
1-Die
2 perfurações
Alça com 3 moldes
4 - Peça arbitrariamente extensível
Quando o material expandido é usado como um material inteiro, o design do modelo é mostrado na Figura 14. O espaço da cavidade interna deve ser maior do que as dimensões máximas do fruste (as dimensões máximas referem-se à altura do fruste e ao diâmetro da extremidade maior). O punção do tipo moldura foi projetado para acomodar o frustum formado. O método de prensagem é basicamente o mesmo da dobragem manual.
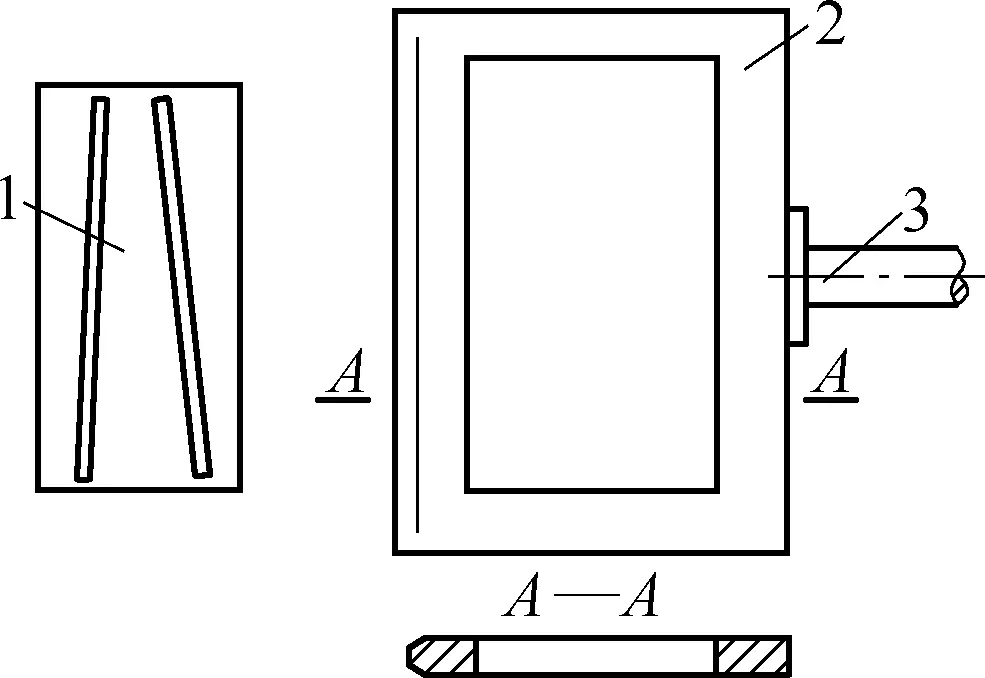
1-Modelo radial
Punção tipo 2 quadros
Alça com 3 moldes
Há muitos métodos de formação de anéis de aço angular. Eles podem ser dobrados em uma máquina de dobra de seção, laminados em uma máquina de laminação de placas, dobrados manualmente ou prensados em uma prensa usando um molde. O método específico a ser usado depende principalmente do equipamento da unidade e dos requisitos dos anéis de aço angulares.
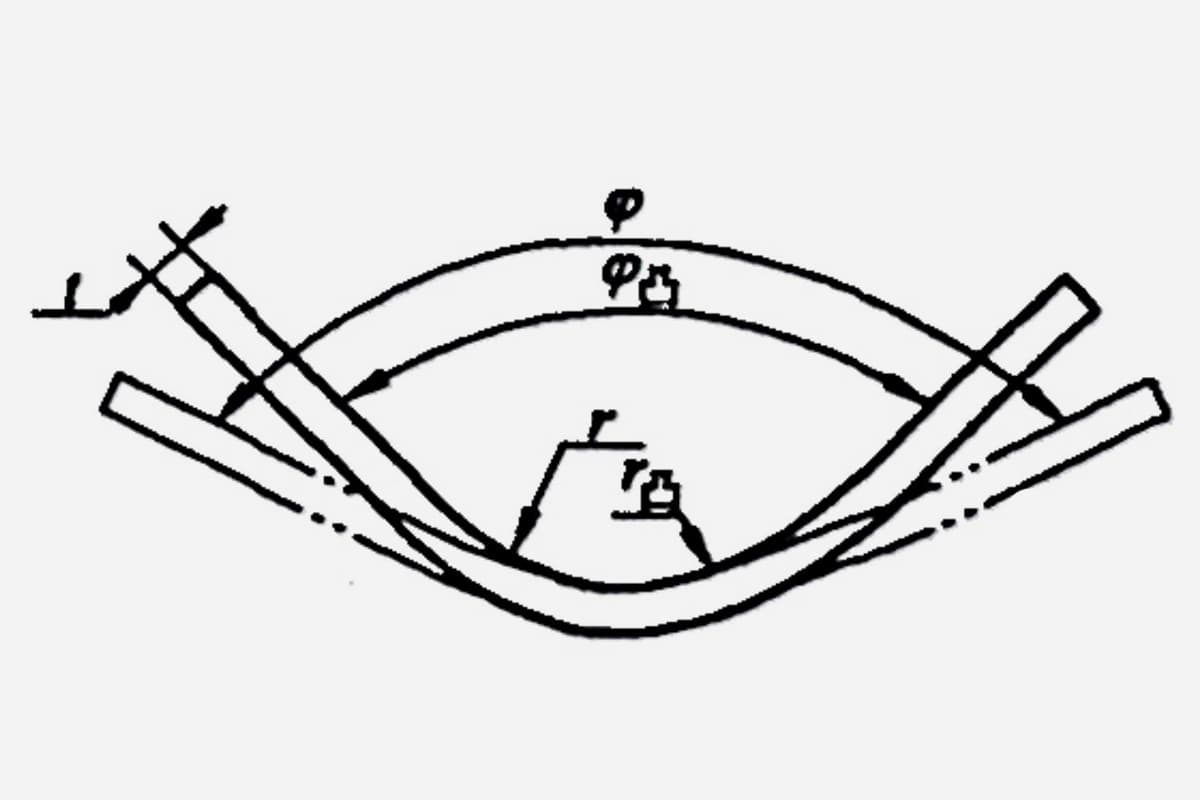
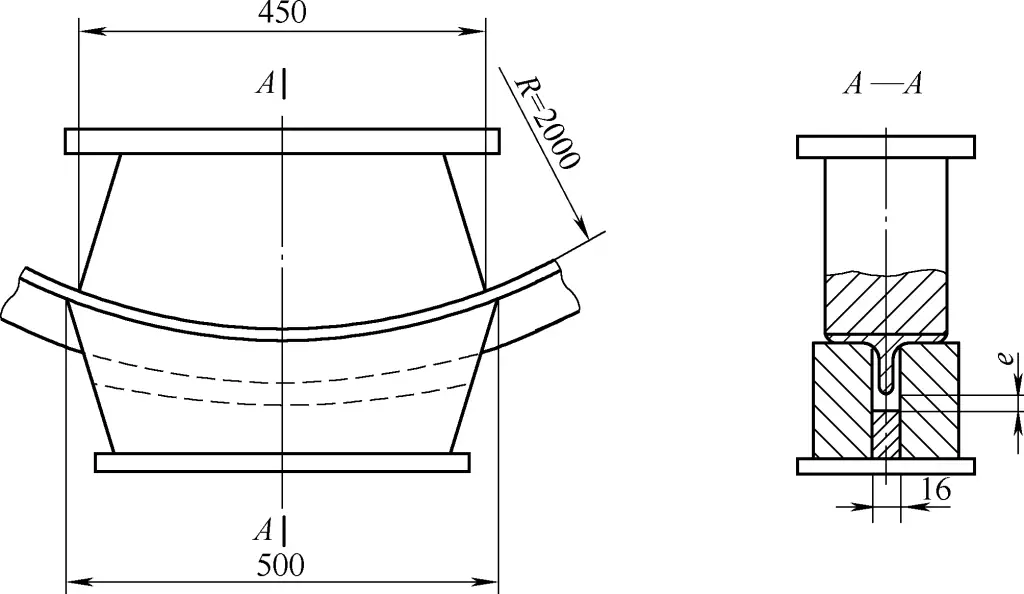
A Figura 15 mostra um desenho de construção de um anel de aço com ângulo externo dobrado. Esse anel de aço angular é feito de aço de ângulo igual com uma especificação de 63×63×6 e tem um diâmetro interno de 4800 mm após a formação. Ele é prensado em uma prensa usando um molde.
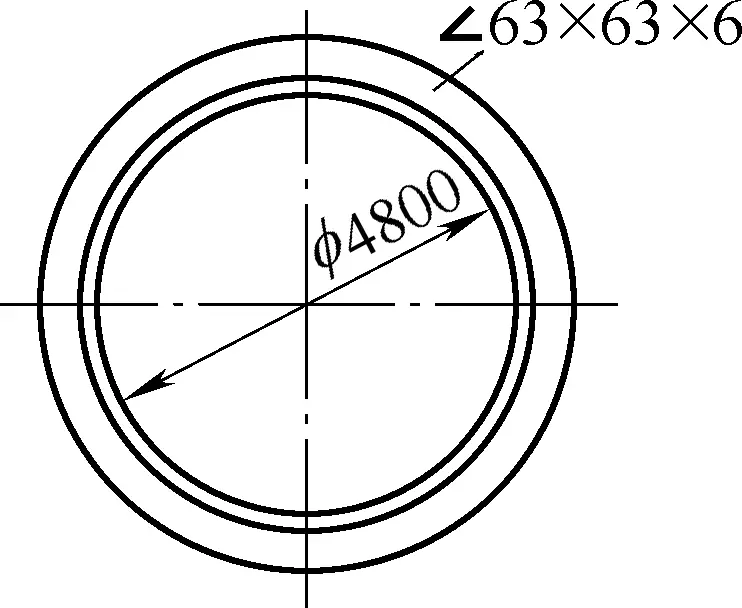
A Figura 16 mostra o molde projetado para prensar o ângulo externo de aço dobrado. Esse molde também pode prensar uma única peça, mas a distorção é maior após a prensagem porque as bordas em contato com o punção são comprimidas e a superfície vertical embutida na ranhura é esticada, formando uma dobra.
Outro tipo de deformação também ocorre simultaneamente, ou seja, o plano pressionado pelo punção e pela matriz torna-se mais fino e alongado após a compressão, e a raiz encolhe e se estende, causando uma dobra vertical na direção da borda. A sobreposição dessas duas deformações resulta em distorção.
Para evitar ou reduzir a distorção do aço angular, pode ser adotado um método de prensagem após a soldagem de dois aços angulares em posicionamento relativo. Isso ocorre porque os dois planos pressionados pelo punção e pela matriz produzirão curvas verticais opostas após a soldagem, cancelando as forças um do outro e evitando a distorção.
Para acomodar a prensagem de aço de ângulo duplo, o molde da matriz deve ser projetado na forma de ângulo de aço, com a folga da ranhura aproximadamente 4-5 mm mais espessa do que a espessura total das duas placas. Aqui, ele foi projetado com uma folga de 16 mm para facilitar o movimento do aço de ângulo duplo.
A conformação por prensagem adota o método de suspensão (fornecendo redundância suficiente na direção da conformação por prensagem para facilitar o ajuste da pressão e da deformação). O raio do punção e da matriz pode ser menor, com base na pressão para atingir a curvatura do projeto. Neste exemplo, o raio da área de prensagem do punção e da matriz é R=(2400-400)mm=2000mm, garantindo altura suficiente para a borda vertical do ângulo de aço.
Durante a prensagem, insira a partir de uma extremidade, não muito fundo, de acordo com o princípio "melhor menos do que mais". Dependendo da curvatura, ele pode ser prensado em uma única passagem ou em várias passagens, visando ao mínimo ou à ausência de rugas na superfície vertical até atingir o estado ligeiramente curvado. Se houver alguma discrepância local, placas finas podem ser preenchidas nas posições apropriadas do punção e da matriz para ajuste.
Após a prensagem, a curvatura deve exceder ligeiramente a curvatura necessária da peça de chapa metálica, principalmente porque:
① É mais fácil lidar com uma curva excessiva do que com uma curva insuficiente;
② Após cortar o ponto de solda do ângulo de aço, parte da curvatura será liberada;
③ Vários graus de distorção ocorrerão após o corte do ponto de solda do ângulo de aço, e parte da curvatura será liberada durante a correção da distorção.
Os defeitos comuns em peças dobradas incluem principalmente rachaduras, fundo irregular, etc. As causas podem estar relacionadas ao próprio material de dobra, ao ajuste do molde de dobra ou a erros do operador. As soluções devem ser tomadas com base em uma análise cuidadosa das causas dos defeitos. Para conhecer os defeitos comuns em peças dobradas e as soluções, consulte a Tabela 5.
Tabela 5 Defeitos comuns em peças dobradas e soluções
Qualidade Condição | Esboço | Causa | Solução |
Crack |  | 1) O raio de curvatura do punção é muito pequeno 2) A borda da rebarba está do lado de fora da dobra e o material da placa tem baixa plasticidade Flexão externa, baixa plasticidade da placa 3) A camada de endurecimento do blank durante a estampagem é muito grande Excesso de camada de endurecimento do blank durante a estampagem | 1) Aumentar adequadamente o raio do filete do punção 2) Coloque a borda da rebarba na parte interna da dobra 3) Use material recozido ou mais plástico, perpendicular ou em um ângulo de 45° em relação à linha de dobra |
Fundo irregular |  | Durante a flexão, a placa e a parte inferior do punção não ficam firmemente presas | Use um molde com uma placa de prensagem elástica para aplicar pressão suficiente à peça bruta no início da dobra e, por fim, corrija a peça dobrada |
Deformação |  | Causada pelo estado de tensão na zona de deformação, com tensão de compressão na parte externa e tensão de tração na parte interna em relação à camada neutra ao longo da direção da linha de flexão, resultando em empenamento | 1) Use a flexão corretiva para aumentar a pressão da área da unidade 2) Ajuste o punção e a matriz com base na quantidade de deformação |
Furo descentralizado | 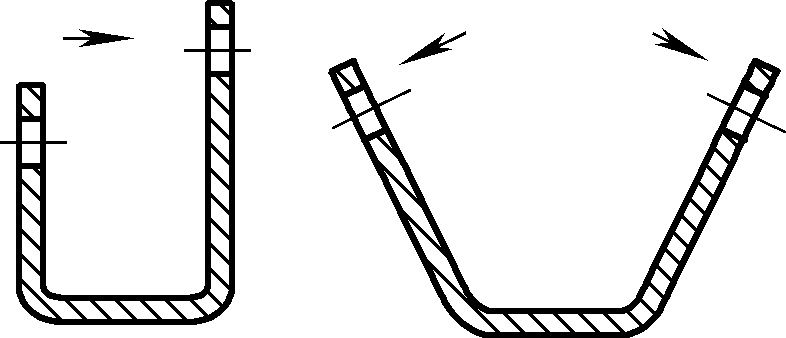 | 1) O blank se deslocou durante a dobra, deslocando a linha central do furo Deslocamento durante a flexão, deslocando a linha central do furo 2) O retorno da mola após a flexão causou a inclinação da linha central do furo Inclinação da linha central do furo devido ao retorno da mola | 1) Localize com precisão o blank para garantir uma altura de dobra consistente em ambos os lados 2) Use pinos de posicionamento ou placas de prensagem para evitar que a peça bruta se desloque 3) Reduzir o retorno elástico da peça de trabalho |
Altura instável do braço reto | 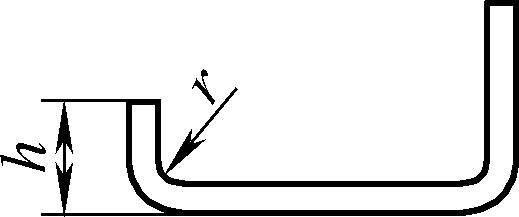 | 1) A altura h é muito pequena 2) Filete de matriz assimétrico 3) Deslocamento do bloco durante o processo de dobra | 1) A dimensão da altura h não deve ser menor do que a altura mínima de curvatura 2) Corrigir o filete côncavo da matriz 3) Use o dispositivo de pressão elástica ou o posicionamento do orifício do processo |
Arranhões na superfície | 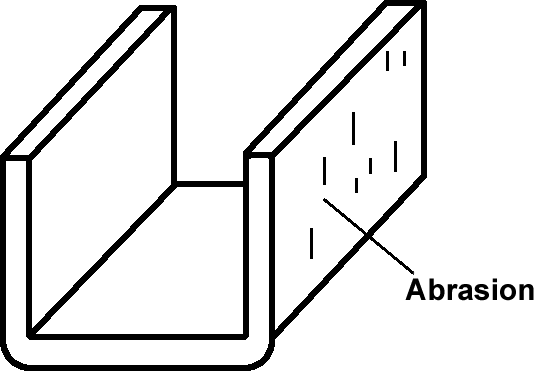 | 1) As partículas de metal aderem à superfície do molde na parte de trabalho 2) O raio de filete da matriz côncava é muito pequeno 3) A folga entre as matrizes convexa e côncava é muito pequena | 1) Remova a sujeira da superfície da parte de trabalho do molde, reduza o valor da rugosidade da superfície das matrizes convexas e côncavas 2) Aumentar adequadamente o raio de filete da matriz côncava 3) Use uma folga razoável entre as matrizes convexas e côncavas |
A linha de dobra não é paralela à linha central dos dois furos | 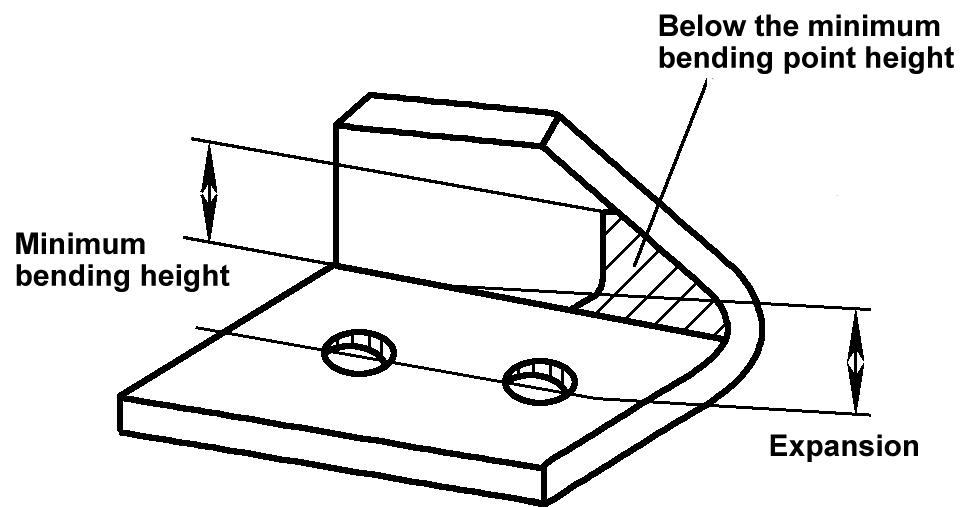 | A altura da borda reta da peça dobrada é menor do que a altura mínima de dobra, e uma abertura aparece na peça abaixo da altura mínima de dobra | No projeto da peça de trabalho, certifique-se de que a altura da borda reta da peça dobrada seja maior ou igual à altura mínima de dobra. Quando a altura da borda reta for menor que a altura mínima de dobra, deixe uma altura de borda reta suficiente primeiro e remova o excesso após a dobra. |
Deslocamento | 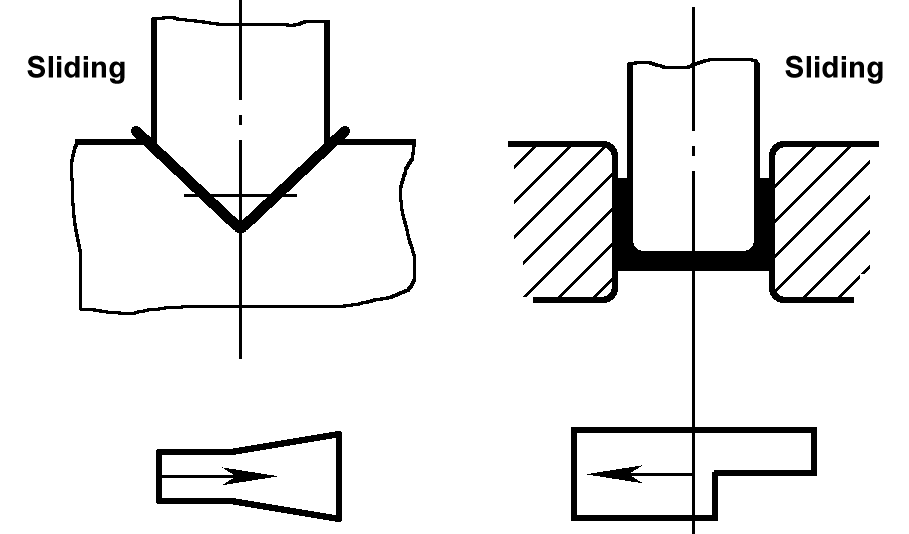 | Ao dobrar peças de trabalho assimétricas, as forças de atrito em ambos os lados são diferentes à medida que a peça em bruto desliza para dentro da matriz côncava, levando ao deslocamento da dimensão | 1) Use um molde com uma placa de pressão elástica 2) Certifique-se de que a peça bruta esteja posicionada com precisão no molde e, se possível, faça uma dobra em pares antes de cortar |
Deformação do furo | 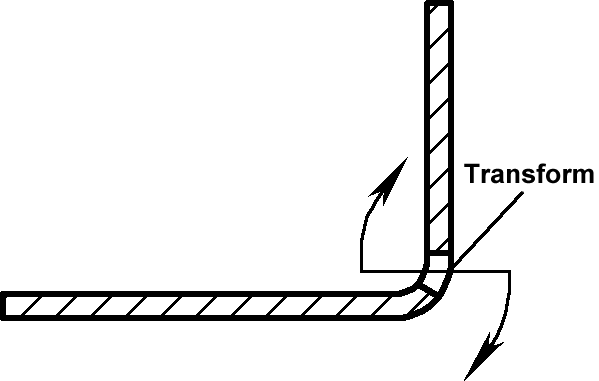 | A borda do furo está muito próxima da linha de flexão, levando à deformação por compressão dentro da camada neutra e à deformação por tensão fora, causando a deformação do furo | Certifique-se de que a distância da borda do furo até o centro do raio de curvatura r seja maior do que um determinado valor ou defina os furos do processo na posição de curvatura para reduzir o impacto da deformação por curvatura |
Alteração do ângulo de flexão |  | Durante a flexão plástica, ocorre a deformação elástica. Quando a peça de trabalho dobrada é removida do molde, ocorre a recuperação elástica, fazendo com que o ângulo de dobra mude | 1) Corrigir os ângulos das matrizes convexas e côncavas com um ângulo de retorno elástico predeterminado para obter a compensação 2) Use a flexão de correção em vez da flexão livre |
Abaulamento na extremidade de flexão | 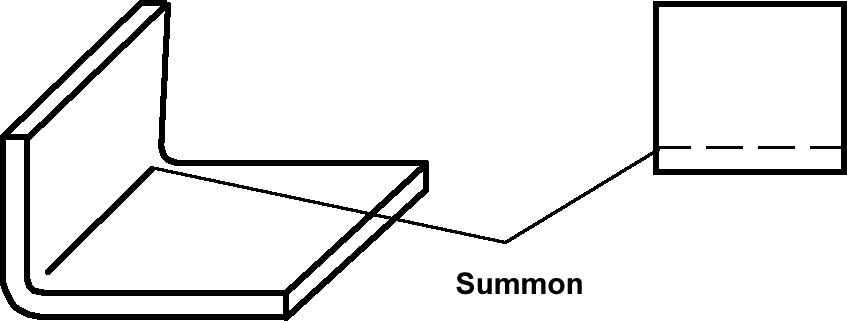 | Devido à compressão longitudinal e ao encurtamento da camada metálica interna da camada neutra durante a dobra e ao alongamento na direção da largura, ocorre um abaulamento na borda na direção da largura, especialmente perceptível em placas grossas dobradas em um ângulo pequeno | Faça cortes prévios em arco nas duas extremidades da peça de dobra, coloque o flash em branco no lado interno da dobra |
Torcer | 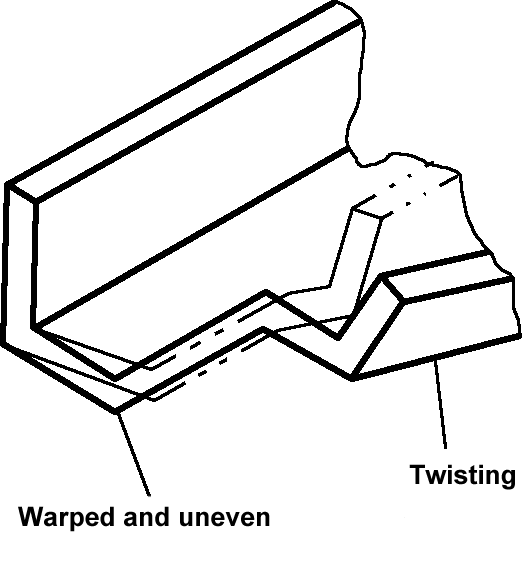 | Devido às diferenças significativas na largura e na altura da borda de dobra em ambos os lados do blank, ocorre uma resistência desigual à deformação por dobra. O lado mais estreito com menor altura da borda de dobra é propenso a torcer. Além disso, os entalhes grandes em ambas as extremidades e a incapacidade do ejetor de pressionar o material exacerbam a torção na parte inferior com entalhes | Acrescente as tolerâncias do processo em ambos os lados e corte as tolerâncias após a dobra. Instale placas-guia no lado da torção e locais de entalhe para reduzir a torção |
Forma de seção transversal ruim, bordas pouco nítidas | 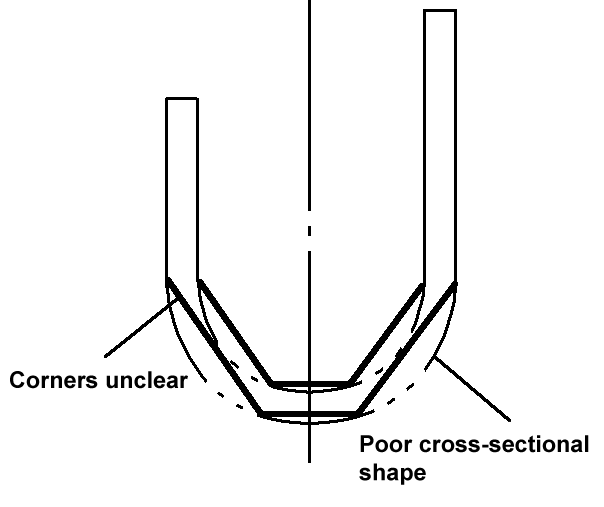 | Devido ao formato cônico da parte inferior do punção de dobra, há espaço livre entre ele e a matriz côncava e a placa superior. A peça bruta não pode se encaixar firmemente na superfície cônica do punção, resultando em um formato de seção transversal insatisfatório e uma grande transição de filete na junção da parte inferior e da parede da peça de trabalho | Adicione uma almofada de borracha na placa superior para envolver gradualmente a peça bruta em torno do punção durante a dobra, garantindo que o formato da peça de trabalho seja totalmente determinado pelo punção, produzindo assim peças de trabalho qualificadas |
Instabilidade da parede lateral | 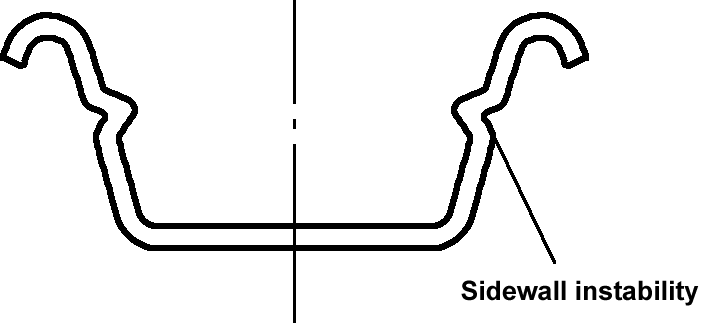 | 1) A primeira dobra dobra apenas 1/4 do arco do produto semiacabado. Devido ao baixo fluxo de metal durante a bainha do rolo, a alta pressão resulta em instabilidade da parede lateral 2) A rugosidade da superfície R da matriz côncava da bainha do rolo é alta, aumentando a resistência ao atrito durante a bainha do rolo | 1) Dobre o produto semiacabado em um arco de 1/2 2) Reduzir a rugosidade da superfície no filete da matriz côncava da bainha do rolo 3) Substitua os componentes elásticos para aumentar a pressão na parte inferior da peça de trabalho |