Chapa GI vs. Chapa de alumínio: Qual é a diferença?
Quando se trata de escolher o material certo para construção ou fabricação, a decisão geralmente se resume a uma comparação...

Quando os componentes de chapa metálica são submetidos a impactos e colisões inesperados, eles sofrem alterações em sua forma, tornando-os inutilizáveis e afetando a produção. Para economizar custos, reduzir o consumo de matéria-prima e retomar a produção rapidamente, é necessário restaurar os componentes de chapa metálica deformados ao seu estado original para reutilização. Esse processo de restauração da forma original é chamado de reparo.
Devido ao desgaste prolongado e aos impactos de forças externas, alguns componentes de chapa metálica frequentemente se deformam, tornando-os inutilizáveis.
No entanto, por meio de reparos e correções manuais, podemos restaurar os componentes de chapa metálica danificados e deformados ao seu estado original, aumentando assim a vida útil dos componentes e reduzindo os custos de produção. A seguir, apresentaremos alguns métodos de reparo de componentes de chapa metálica danificados e deformados.

Para reparar componentes de chapa metálica danificados e deformados, é essencial entender primeiro as principais causas e os vários fatores que levam à sua deformação. Posteriormente, diferentes métodos de reparo podem ser desenvolvidos para diferentes situações.
A principal causa da deformação de componentes de chapa metálica é quando o componente é submetido a impactos e colisões externas, o que faz com que as fibras metálicas locais sejam esticadas ou comprimidas, resultando em alterações no layout geral da fibra e fazendo com que as fibras metálicas fiquem desalinhadas, o que leva a um desequilíbrio no layout geral da fibra metálica.
O reparo de componentes de chapa metálica aborda principalmente os motivos mencionados acima, usando forças externas e calor para induzir alterações no metal local desalinhado, fazendo com que as fibras metálicas alongadas se contraiam ou as fibras metálicas contraídas se alongem. Esse processo visa manter o comprimento total das fibras metálicas, atingindo assim o objetivo do reparo e restaurando os componentes de chapa metálica ao seu estado original.
Durante o processo de reparo de componentes de chapa metálica danificados e deformados, diferentes métodos de reparo são formulados para diferentes situações. Os principais métodos de reparo incluem correção manual, correção por chama e correção mecânica.
A correção manual é realizada principalmente com o uso de ferramentas simples, como martelos grandes, martelos, marretas de madeira, marretas de borracha, chaves inglesas e grampos de fixação para atingir o objetivo do reparo por meio de marteladas, batidas, torções e outras operações manuais, utilizando as alterações nas fibras metálicas dos componentes de chapa metálica e a transformação de suas formas.
A correção por chama envolve o uso do método de expansão e contração térmica, em que a chama é direcionada à parte localmente deformada da peça de trabalho para induzir a deformação plástica devido ao aquecimento e, após o resfriamento, as fibras metálicas locais alongadas se contraem, mantendo assim o comprimento total das fibras metálicas e atingindo o objetivo de corrigir a deformação e restaurar o estado original.
A correção mecânica é usada principalmente para grandes componentes de chapa metálica que não podem ser corrigidos manualmente ou por correção por chama. Esse método utiliza equipamentos mecânicos e ferramentas grandes para rolar e nivelar os componentes para atingir o objetivo do reparo.

Quando os componentes de chapa metálica sofrem impacto ou colidem com forças externas, eles se deformam, formando uma forma irregular com centro alto e bordas côncavas. Dependendo do tipo de deformação, nossos métodos de reparo variam de acordo.
A deformação convexa (comumente conhecida como abaulamento) no meio e nas bordas côncavas dos componentes de chapa metálica é causada pelo estiramento das fibras metálicas longitudinais e transversais na chapa no meio, enquanto as fibras metálicas ao redor das bordas permanecem inalteradas, resultando em aperto ao redor das fibras metálicas e folga no meio, formando um abaulamento.
O método de correção e reparo consiste em usar o princípio básico de dobragem e desdobramento. Sem flangear ou dobrar, coloque o componente deformado desmontado ou cortado em uma plataforma e use um martelo para golpear a borda da protuberância e, em seguida, irradie o martelamento da protuberância para a periferia, com a densidade e a força do martelamento aumentando à medida que se desloca para fora.
Isso fará com que diferentes partes do metal se estiquem e relaxem em graus variados de dentro para fora, e a deformação protuberante desaparecerá gradualmente durante o processo de martelamento.
Se houver várias protuberâncias adjacentes no meio da chapa de aço, martele suavemente a junção para fundir as protuberâncias em uma só e, em seguida, martele a periferia para achatá-la.
As torções e ondas irregulares ao redor das bordas dos componentes de chapa metálica são causadas pelo impacto ou pela colisão das fibras metálicas locais ao redor das bordas com forças externas, fazendo com que as fibras metálicas sejam esticadas e alongadas nas direções longitudinal e transversal, mas as fibras metálicas do meio permanecem inalteradas, resultando em um fenômeno de aperto no meio e folga nas bordas.
O método de reparo consiste em colocar o componente deformado desmontado ou cortado em uma plataforma e usar um martelo ou um martelo grande para martelar de dentro para fora (ou seja, do meio para a periferia) e, em seguida, de fora para dentro.
O método de martelamento é um método de martelamento circular, com pontos de martelamento uniformes e força de martelamento crescente à medida que avança para dentro. Isso fará com que as fibras metálicas centrais do componente se estiquem e relaxem, mantendo o comprimento consistente com as fibras metálicas ao redor das bordas, eliminando assim as torções e ondas irregulares e restaurando o componente ao seu formato original.
Em resumo, o método de correção de martelamento pode ser resumido em uma frase, ou seja: martele a parte apertada no meio e as bordas para a parte protuberante. Em outras palavras, martele onde está apertado (ou seja, onde precisa ser corrigido).
Quando o componente de chapa metálica é dobrado e torcido, a outra extremidade do componente de chapa metálica desmontado ou cortado pode ser fixada no torno de plataforma, e a extremidade deformada do componente de chapa metálica pode ser fixada com uma chave de boca de fabricação própria ou uma chave grande ajustável e torcida na direção oposta à da torção.
Depois que a deformação por flexão e torção desaparecer, bata suavemente na parte deformada com um martelo até que ela fique plana e fixa.
Se for um componente de chapa metálica grande que seja difícil de desmontar e que não possa ser cortado, a chave em forma de garfo feita por você mesmo ou uma chave grande ajustável pode ser usada diretamente para torcê-la na direção oposta à da torção, até que a deformação da torção desapareça. Em seguida, use uma placa de ferro de suporte para amortecer a parte traseira e martele suavemente a peça deformada até que ela seja corrigida e restaurada à sua posição original.

Quando um componente de chapa metálica é impactado ou deformado localmente e não pode ser facilmente removido da máquina para correção por meio de martelamento manual, ou quando a própria estrutura do componente de chapa metálica dificulta o uso da correção manual (como quando há flanges e dobras na periferia), o método de correção por aquecimento por chama pode ser usado para eliminar as saliências ou deformações onduladas.
As etapas são as seguintes:
1) Use uma tocha de soldagem (ou seja, uma pistola de soldagem) para aquecer o ponto mais alto da protuberância até a cor vermelho-cereja. A faixa de aquecimento deve ser determinada de acordo com o grau de deformação: quando a protrusão é grave e a área é grande, o ponto de aquecimento deve ser maior (aproximadamente 20 a 30 mm de diâmetro); quando o grau de encolhimento é mais leve e a área é menor, o ponto de aquecimento deve ser menor (aproximadamente 10 a 15 mm de diâmetro).
2) Após o aquecimento, bata rapidamente na área ao redor do ponto de aquecimento com um martelo de madeira e, em seguida, bata no ponto de aquecimento e, ao bater, use uma placa de apoio para apoiar a peça de trabalho, conforme apropriado. Depois que os golpes do martelo de madeira pararem, resfrie rapidamente o ponto de aquecimento com água e, em seguida, alise-o suavemente com um martelo ou um martelo de chapa metálica.
3) Se o encolhimento leve não resolver o problema, aqueça e bata na área deformada, ponto a ponto, na sequência mostrada na Figura 3-29, até que o problema seja corrigido.
Ao realizar a correção do aquecimento por chama, é preciso ter cuidado. Se isso puder ser evitado, tente não usar o aquecimento por chama o máximo possível para evitar efeitos colaterais. Durante o aquecimento, o bocal de soldagem deve estar na vertical e ligeiramente pressionado para baixo, de modo que o aquecimento seja rápido e o calor não seja facilmente disperso, resultando em uma eficácia significativa.
No entanto, tome cuidado para não derreter ou queimar a chapa metálica. A quantidade de encolhimento deve ser adequada, e o encolhimento excessivo deve ser evitado. Ao achatar com golpes, faça-o com moderação, evitando força excessiva para evitar que a chapa metálica se torne quebradiça e se frature.
Os componentes de chapa metálica com estruturas cilíndricas ou em forma de caixa podem apresentar depressão local na superfície quando submetidos a impacto externo ou colisão. Nesses casos, o método de suporte interno da estrutura pode ser usado para reparar a área deprimida, fazendo com que ela se eleve, seguido de martelamento para achatá-la.
O processo específico envolve a colocação de um macaco hidráulico (ou macaco de parafuso) sob a área deprimida dentro da estrutura (barril cilíndrico ou caixa quadrada), com a cabeça do macaco alinhada com o ponto mais baixo da depressão. A base do macaco é fixada na base da estrutura.
Se a estrutura for muito alta e o macaco não conseguir alcançar a área deprimida, blocos de madeira ou placas de ferro podem ser colocados na base da estrutura para estabilizar e fixar a base do macaco hidráulico nos blocos e, em seguida, o macaco é apertado. Depois disso, uma alavanca é usada para operar o macaco hidráulico, levantando gradualmente a cabeça do macaco para cima até que a depressão seja elevada.
Se a chapa metálica for muito grossa e difícil de levantar, pode-se usar solda oxiacetilênica para aquecer a área ao redor da depressão. Durante o aquecimento, o macaco hidráulico é levantado gradualmente até que a depressão se eleve um pouco acima da área ao redor. Em seguida, o macaco é removido e uma placa de apoio é colocada sob a depressão, enquanto um martelo é usado por cima até que a superfície fique plana.
Para a correção lateral, um macaco de parafuso pode ser usado com um método semelhante, mas a correção é realizada verticalmente, transformando-a em uma correção de extrusão lateral.
O método de soldagem e extração de parafusos é usado principalmente para componentes cilíndricos ou em forma de caixa. Quando esses componentes sofrem colapso local devido a impacto externo e colisão, e não podem ser corrigidos por martelamento, o método de soldagem e extração de parafusos pode ser empregado.
O processo operacional específico é o seguinte:
1) Prepare um parafuso longo de alta resistência, dois blocos espaçadores e uma placa de pressão perfurada.
2) Solde a cabeça do parafuso de alta resistência no ponto mais baixo da área colapsada. Coloque os dois blocos espaçadores em cada lado do parafuso acima da área colapsada. Rosqueie a placa de pressão perfurada no parafuso de alta resistência e, em seguida, aperte a porca de alta resistência para aproximar a placa de pressão dos blocos espaçadores.
Aperte continuamente a porca para levantar a área colapsada em direção ao parafuso. Aperte a porca até que a área colapsada seja puxada para fora e levemente elevada acima da superfície ao redor. Remova a placa de pressão e os blocos espaçadores, corte o parafuso de alta resistência soldado na área colapsada e, em seguida, use um martelo para corrigir a área colapsada.
Ao usar o martelo, uma placa de apoio de ferro pode ser colocada embaixo. Se a placa for muito grossa e não puder ser retirada apenas com o aperto da porca, a solda oxiacetilênica pode ser usada para aquecer a área ao redor do colapso e, em seguida, apertar a porca até que a área colapsada seja retirada.
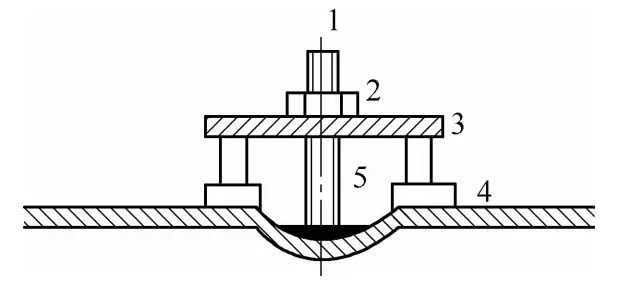
1 - Haste do parafuso 2 - Porca 3 - Placa de pressão 4 - Espaçador 5 - Área de aquecimento