Liberação de punção e matriz: Segredos para peças perfeitas
E se uma pequena lacuna pudesse fazer ou quebrar seu próximo projeto de fabricação? No mundo dos punções e matrizes...
Ampere - A unidade de medida do fluxo de elétrons (a quantidade de elétrons que passam por segundo) em um circuito.
Para um material de uma espessura específica, à medida que a corrente de corte aumenta, a velocidade de corte deve aumentar de forma correspondente.
Para um material de uma espessura específica, se a corrente de corte for aumentada, a formação de escória diminuirá.
Para um material de uma espessura específica, a escolha de uma corrente de corte menor geralmente resulta em uma melhor qualidade da superfície de corte e da borda superior.
Em condições normais, a vida útil dos consumíveis em correntes mais baixas excede a das correntes mais altas, o que é especialmente evidente quando se usa corte com oxigênio.
Todos corte a plasma Os dispositivos especificam uma espessura máxima de corte e uma espessura máxima de perfuração.
| HD3070 100 AMP | Aço macio | 1/2″ | 1/2″ |
| Aço inoxidável | 1/2″ | 1/2″ | |
| Alumínio | 1/2″ | 1/2″ | |
| HD4070 200 AMP | Aço macio | 3/4 "(fino), 1" (geral) | 1″ |
| Aço inoxidável | 3/4 "Geral | 1″ | |
| Alumínio | 3/4 "Geral | 1″ | |
| MÁX. 200 200 AMP | Aço macio | 2″ | 1″ |
| Aço inoxidável | 2″ | 7/8″ | |
| Alumínio | 2″ | 7/8″ | |
| HT 2000 200 AMP | Aço macio | 2″ | 1″ |
| Aço inoxidável | 2″ | 7/8″ | |
| Alumínio | 2″ | 7/8″ | |
| HT4001 400 AMP | Aço macio (O2) | 11/4″ | 1″ |
| Aço macio (N2) | 3″ | 1″ | |
| Aço inoxidável | 3″ | 1″ | |
| Alumínio | 3″ | 1″ | |
| HT4400 400 AMP | Aço macio | 2″ | 1 1/4″ |
| Aço inoxidável | 2″ | 1″ | |
| Alumínio | 2″ | 1″ |
A pureza do gás usado nos dispositivos de plasma, como condição fundamental de uso, deve atender aos requisitos listados na tabela abaixo. Caso contrário, a qualidade do corte poderá diminuir, a vida útil dos componentes consumíveis poderá ser drasticamente reduzida e o dispositivo de plasma poderá apresentar mau funcionamento.
Pressão de suprimento
Para garantir a operação adequada do dispositivo de plasma, são estabelecidos requisitos rigorosos para a pressão/taxa de fluxo de entrada da caixa de controle de gás. É altamente recomendável usar um regulador de pressão altamente confiável, instalado próximo à entrada da caixa de controle de gás.
Selecione um regulador de pressão de alta qualidade (2 estágios) e consulte o manual do dispositivo de corte a arco de plasma para obter os parâmetros de pressão nominal e taxa de fluxo.
Os operadores devem monitorar com frequência para entender prontamente se a pressão e o fluxo podem atender aos requisitos.
Fatores a serem considerados
Tipo de material para corte
Qualidade de corte desejada
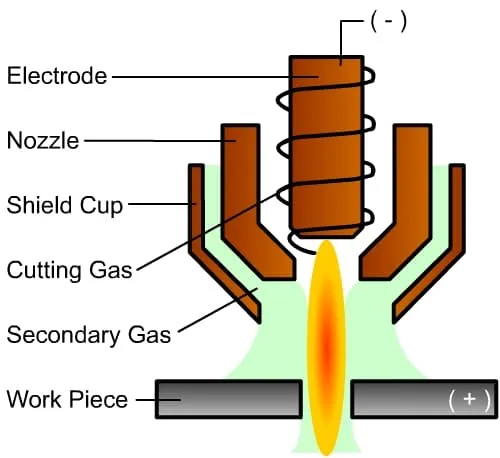
O gás de plasma, usado para cortar materiais, também é conhecido como gás de corte. É o gás ionizado expelido pelo bocal.

Vantagens
Desvantagens
Vantagens:
Desvantagens:
Vantagens:
Desvantagens:
Vantagens:
Desvantagens:
O gás de proteção é usado para isolar a área de corte da atmosfera, resultando em uma superfície de corte mais limpa. Esse gás também participa do processo de corte a plasma. Ele envolve o arco de plasma e o comprime ainda mais em direção ao núcleo, ajudando no resfriamento do bocal de corte.
Ao criar um microclima ao redor da superfície cortada, ele a isola do oxigênio. A escolha do tipo de gás de proteção depende do gás de plasma.
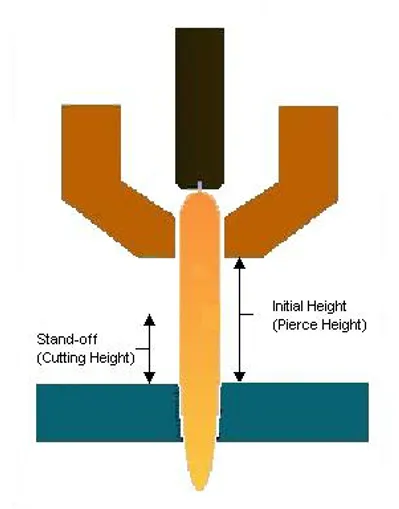
A altura de perfuração refere-se à distância inicial da tocha até a superfície do material que está sendo cortado durante o processo de perfuração.
A altura de corte, por outro lado, é a distância que precisa ser mantida entre a tocha e a superfície do material que está sendo cortado durante o processo de corte.
O Monitor de controle de altura supervisiona a tensão do circuito do controlador de altura, fazendo os ajustes adequados conforme necessário. A altura da tocha de corte afeta a perpendicularidade da superfície de corte e outros aspectos da qualidade do corte.
O controle de altura da tensão do arco garante que a tocha de corte mantenha uma distância (altura) consistente da peça de trabalho, mesmo em materiais de chapa irregulares.
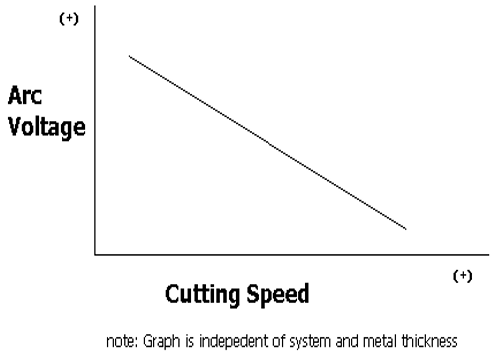
À medida que a velocidade de corte aumenta, a tensão do arco deve ser reduzida, e vice-versa.
Razões para mudanças na velocidade de corte:
Reações da tocha a mudanças na velocidade:
A velocidade de corte é adequada.
O melhor espessura de corte correspondente à corrente de corte deve ser selecionado na seção intermediária da tabela de parâmetros de corte.
A velocidade de corte é precisa, mas o arco está um pouco atrasado.
A altura de corte é precisa; a tensão é ajustada.
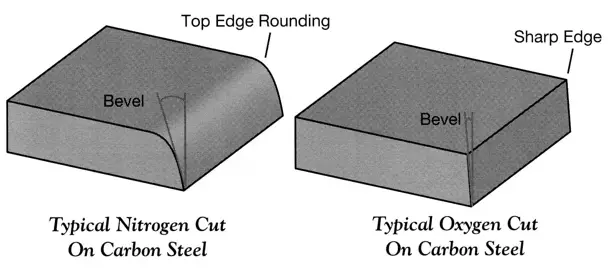
Além do corte oxicombustível de aço de baixo carbono, o formato da borda de fuga das superfícies de corte de outros materiais não indica efetivamente a velocidade de corte.
É essencial considerar o ângulo de inclinação da superfície de corte, o grau de adesão da escória e outros atributos de aparência, juntamente com a suavidade ou rugosidade da superfície, para avaliar com precisão a velocidade de corte.
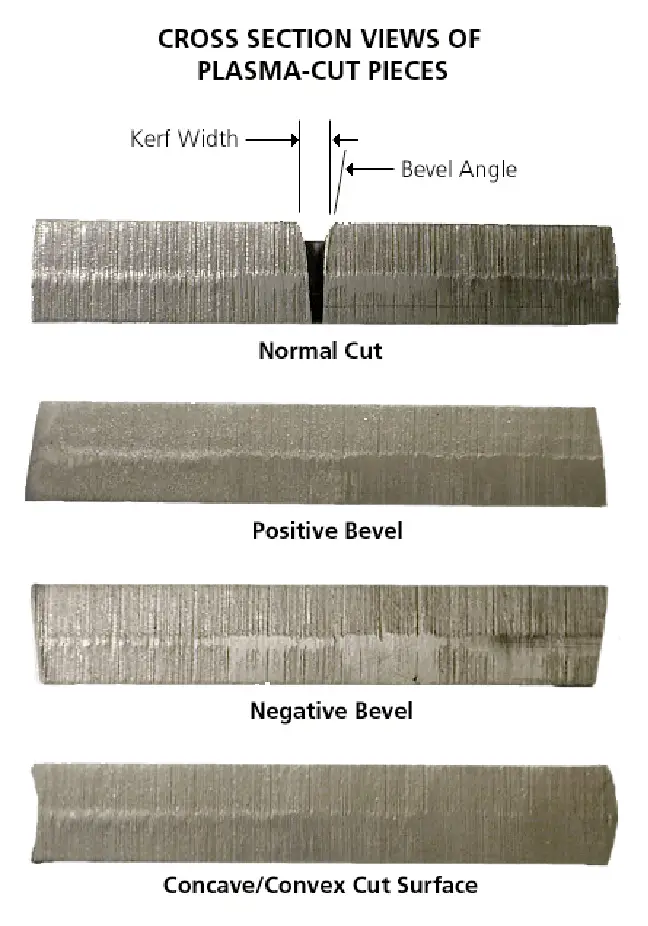
As superfícies de corte côncavas podem ser devidas a alturas de corte excessivamente baixas ou ao uso excessivo de consumíveis. Por outro lado, superfícies de corte convexas podem indicar alturas de corte muito altas ou uso excessivo de consumíveis.

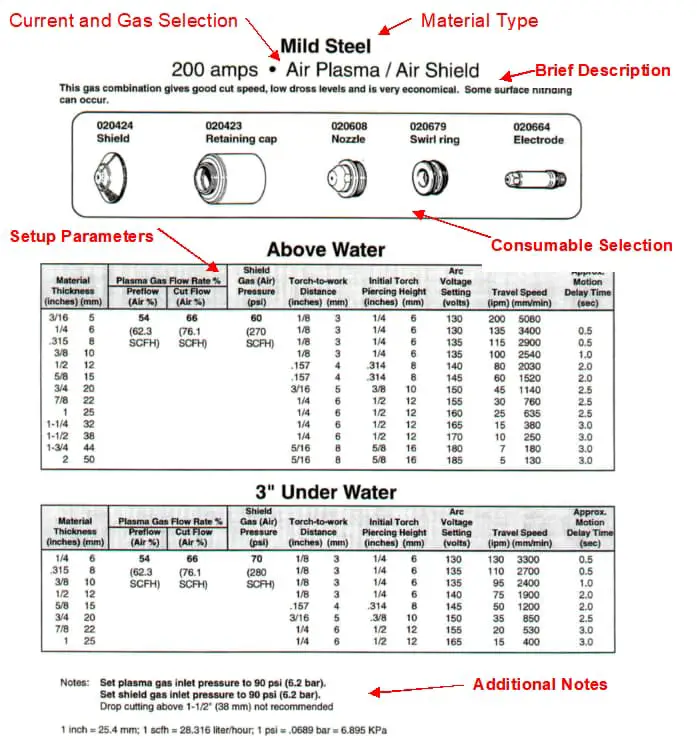
A tabela de parâmetros de corte fornece os parâmetros essenciais para o corte. O fluxo de gás deve ser ajustado de acordo com essa tabela, a menos que instruções especiais exijam ajustes adicionais para melhorar a qualidade do corte.
É fundamental fazer pequenas alterações nos parâmetros, como velocidade de corte, altura da tocha e pressão do arco, para obter os melhores resultados de corte. Antes de iniciar o corte e depois de substituir os consumíveis, é necessário soprar ar por mais de um minuto.
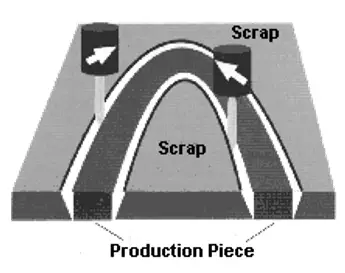
No sentido horário: Corte das bordas externas da peça de trabalho.
No sentido anti-horário: Corte dos furos internos da peça de trabalho.
A escória é o material que não é totalmente removido do corte.
Ele se manifesta de três formas:
O acúmulo de escória esférica é substancial, o que permite a remoção em larga escala, que é facilmente alcançada.
Causa:
Solução:

O acúmulo de escória aparece em rolos finos e é difícil de remover.
Possíveis causas:
Soluções:
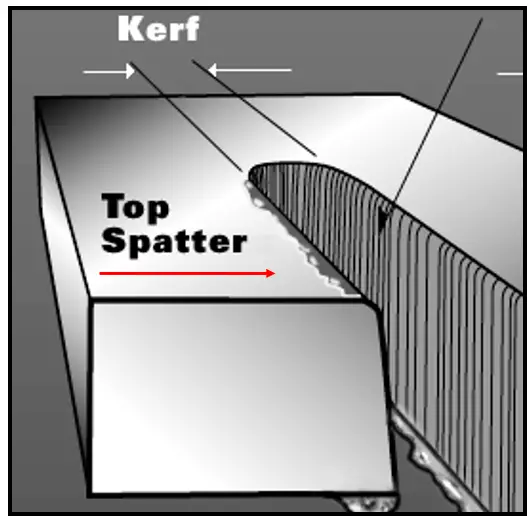
Os respingos na parte superior, visíveis em ambos os lados do corte, geralmente ocorrem apenas no ar corte a plasma. Reduza gradualmente a tensão do arco (não excedendo 5V) até que os respingos na parte superior desapareçam.
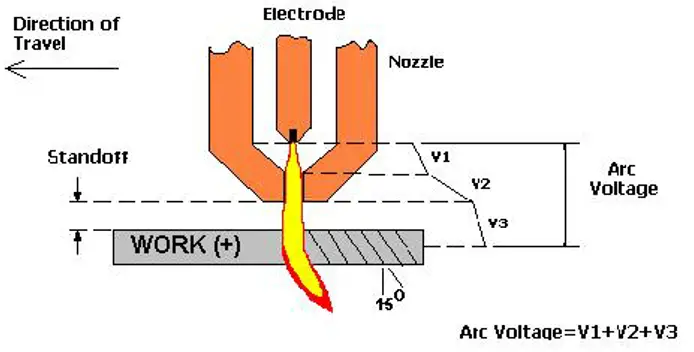
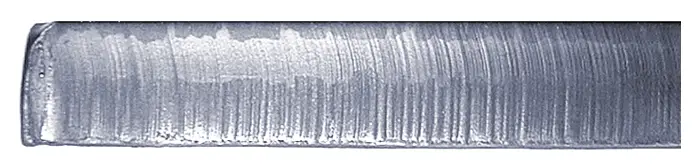
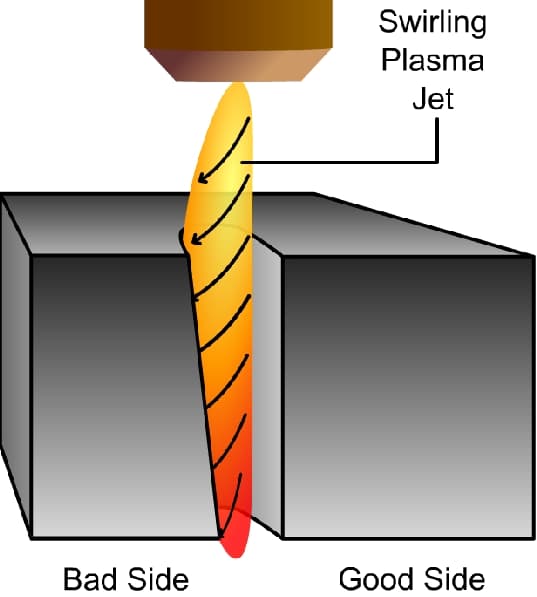
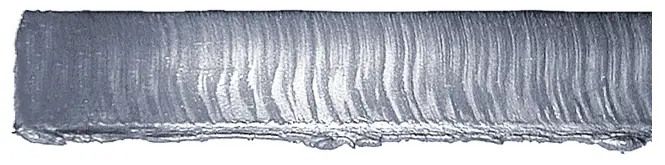
As linhas de fuga referem-se às estrias deixadas na superfície de corte durante o processo de corte. Quanto mais lisa for a superfície de corte, menor será a ondulação de corrente emitida pela fonte de plasma. O formato dessas estrias depende do método de corte.
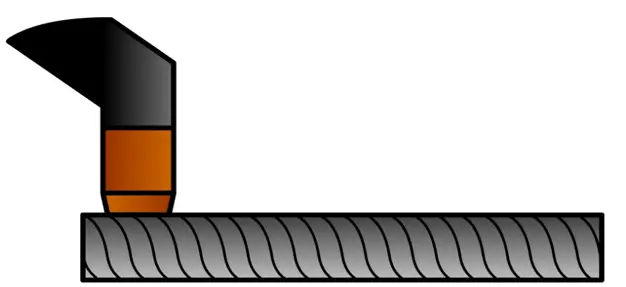
Por exemplo, com a velocidade adequada, o uso de nitrogênio ou argônio-hidrogênio para o corte resulta em estrias ligeiramente curvas e inclinadas em aproximadamente 15 graus. Por outro lado, o uso de oxigênio para o corte produz estrias quase verticais.
Empregar a comparação da borda de fuga para determinar a velocidade de corte ideal é uma excelente opção.
Uma borda de arrasto vertical indica que a velocidade de corte está muito baixa.

Uma borda de arrasto excessiva sugere que a velocidade de corte está muito rápida.
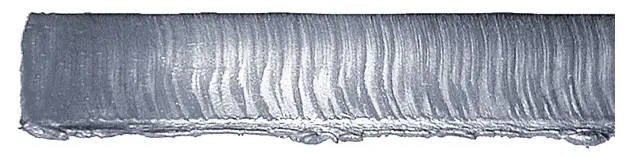
Geralmente, quando a borda de fuga está inclinada de 10 a 15°, isso significa que a velocidade de corte é adequada.

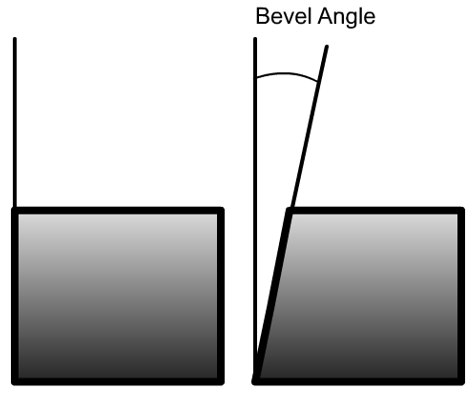
O ângulo de inclinação da face de corte é o ângulo entre a face de corte e a linha vertical. Se o corte for perfeitamente reto, ele deverá atingir um ângulo de 0°.
O ângulo padrão para uma forma retangular deve ser ≤4° em todos os quatro lados.
Uma altura de corte maior equivale a um ângulo de inclinação positivo da face de corte, enquanto uma altura de corte menor está relacionada a um ângulo de inclinação negativo da face de corte.
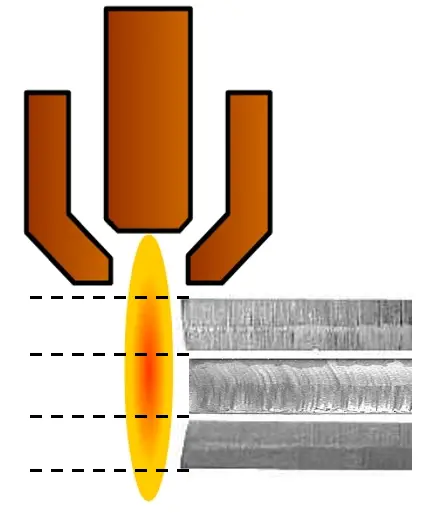
Chanfro excessivo na superfície de corte
O impacto da altura da tocha no ângulo do chanfro em processos de corte.
Comparado ao corte com nitrogênio, o resultado do corte com oxigênio apresenta bordas distintas ao redor da peça de trabalho com o mínimo de escória.
As peças obtidas com o corte por plasma de oxigênio são comparativamente mais limpas, com soldabilidade, conformabilidade e usinabilidade superiores nas superfícies cortadas.
O corte é o espaço (ou o material removido) formado durante o processo de corte.
A largura do corte é crucial para a precisão dimensional da peça de trabalho.
Largura do Kerf = 1,5-2,0 x diâmetro do bocal de corte
Velocidade mais baixa = corte mais largo
Corrente mais alta = corte mais largo
Regra: O diâmetro do furo que está sendo cortado deve ser pelo menos duas vezes a espessura do material que está sendo cortado. Ao cortar furos menores, pode ocorrer a formação de um furo cônico.
