Fundamentos do curvamento de tubos: Um guia rápido
Você já se perguntou como são criadas formas complexas de tubos para bicicletas ou móveis? A curvatura de tubos é a arte de moldar o metal...

O mandril é uma parte importante do dispositivo de curvatura do núcleo, sua função é apoiar a parede do tubo a partir do interior do tubo em branco, para evitar que a seção transversal do tubo se distorça e a parede do tubo se enrugue. A chamada curvatura do núcleo ocorre quando o tubo que está sendo curvado tem um raio de curvatura R/D relativamente pequeno ou uma espessura relativa da parede t/D. Para obter peças de tubo de alta qualidade, um mandril adequado é inserido dentro do tubo durante o processo de curvatura para evitar o achatamento e o enrugamento do arco durante a curvatura (consulte a Figura 4-36).
Para a curvatura a frio, é muito necessário escolher razoavelmente o tipo de mandril e dominar o método correto de uso. Há muitos tipos de mandris. Em geral, os mandris podem ser divididos em duas categorias principais: uma é o mandril rígido (consulte a Figura 4-36a, b) e a outra é o mandril flexível (consulte a Figura 4-36c, d, e e f).
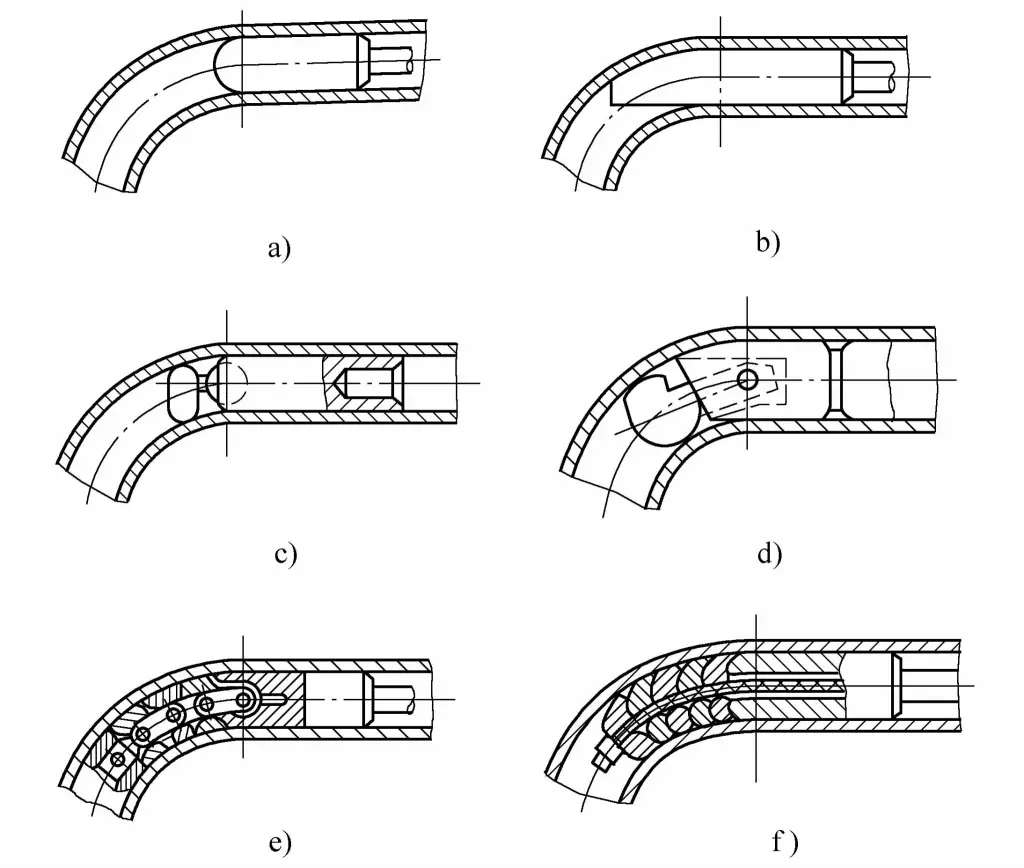
a) Mandril de cabeça redonda
b) Mandril do tipo colher
c) Mandril de esfera única (tipo soquete)
d) Mandril de esfera única (tipo pino)
e) Mandril de esferas múltiplas (tipo de ligação)
f) Mandril de esferas múltiplas (tipo de eixo flexível)
O mandril de cabeça redonda tem um formato simples e é fácil de fabricar. No entanto, devido à pequena área de contato entre o mandril e a parede do tubo, o efeito de evitar a distorção da seção transversal é fraco, geralmente usado para dobrar peças de tubo com requisitos baixos. O mandril é geralmente feito de material 3Cr2W8V, com uma dureza de tratamento térmico de 52~56HRC.
O mandril do tipo colher tem uma área de suporte maior com a parede lateral externa dobrada, o que é mais eficaz para evitar a distorção da seção transversal do que o mandril do tipo cabeça redonda, além de ter um certo efeito antirrugas e ser mais fácil de fabricar. Geralmente, é usado para acessórios para tubos curvados de diâmetro menor, com espessura de parede média e uma relativa raio de curvatura R/D≈2. O material e a dureza do tratamento térmico do mandril são os mesmos do mandril do tipo cabeça redonda.
O mandril de esfera única (tipo soquete esférico, tipo pino) pode girar uma certa quantidade em torno do ponto de articulação do conjunto, pode penetrar mais profundamente na zona de deformação de dobra e tem um melhor efeito antidistorção, comumente usado para acessórios de tubos dobrados com diâmetro (D≤37mm) não grande. O material do mandril é aço 45 (temperado de 44 a 48HRC) ou GCr15 (temperado de 179 a 207HBS); se for dobrar tubos de aço inoxidável, deve-se usar bronze de alumínio para fabricar o mandril.
O mandril de esferas múltiplas do tipo corrente é composto de esferas e elos de suporte e só pode oscilar em um único plano de flexão. Como ele pode penetrar profundamente na zona de deformação por flexão e dobrar junto com o tarugo, ele tem um bom efeito na prevenção da distorção da seção transversal.
O mandril de múltiplas esferas de eixo flexívell é feito por meio do encadeamento de várias esferas em forma de tigela com um eixo flexível, que pode oscilar em qualquer direção no espaço, adequado para conexões de tubulação de paredes finas de um, vários e vários espaços dobramento e conformação.
Ao curvar tubos com um mandril de múltiplas esferas, o mandril também pode ser usado para endireitar os acessórios do tubo durante o processo de retirada pelo cilindro hidráulico após a curvatura. A principal desvantagem do mandril com várias esferas é que ele é difícil de fabricar, e os requisitos de material e tratamento térmico do mandril são os mesmos que os do mandril de esfera única.
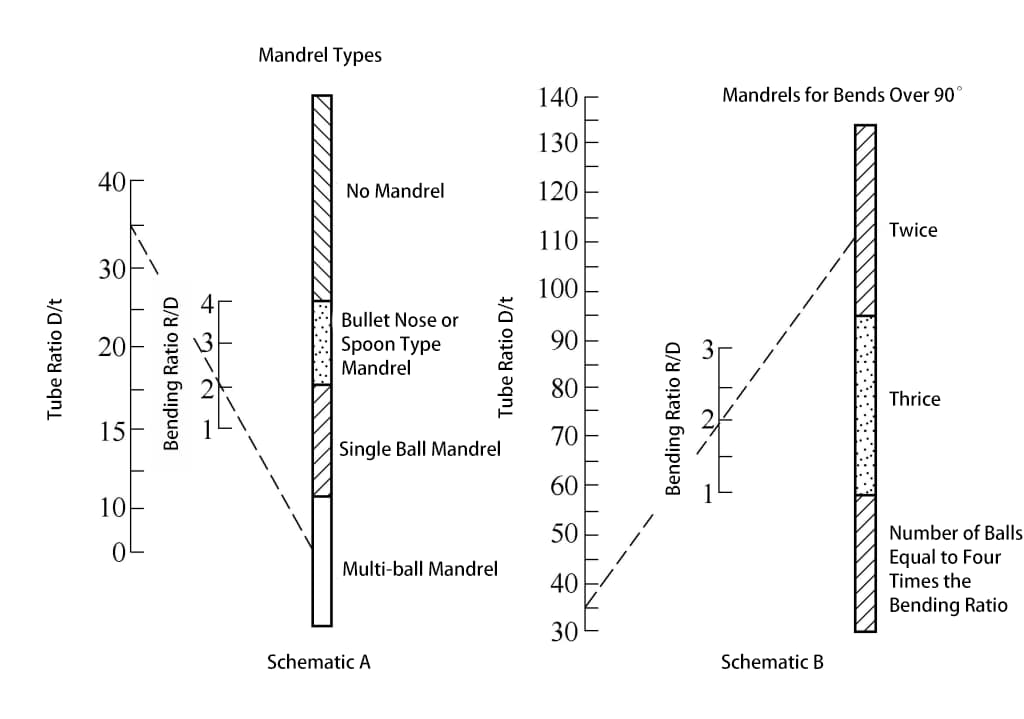
Para diferentes processos de dobra, devem ser usados diferentes tipos de mandris. Para dobragem por prensa e dobragem por enrolamento, são usados principalmente mandris rígidos, e a cabeça do mandril é hemisférica ou de outras formas curvas. A Figura 4-37 permite determinar se um mandril é necessário para dobrar e que tipo de mandril usar.
Para tubos com o mesmo diâmetro externo D e espessura de parede t, ao dobrar diferentes raios de arco R, devido aos diferentes raios de dobra relativos R/D, espessura de parede relativa t/D e ângulo de dobra α, a escolha do método de perfuração do núcleo é mostrada na Tabela 4-9.
Tabela 4-9 Método de perfuração do mandril
| Espessura relativa da parede t/D | Raio de curvatura relativo R/D | |||||||||
| 1 | 1.5 | 2 | 2.5 | 3 | ||||||
| 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | |
| 0.1 | H | H | H | H | H | H | H | H | N | N |
| 0.05 | H | H | H | H | H | H | H | H | N | N |
| 1/3 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 | F-3 | F-2 | H | H |
| 0.025 | F-3 | F-3 | F-3 | F-3 | F-3 | F-3 | F-2 | F-2 | H | H |
| 0.02 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 |
| 1/6 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 |
| 1/7 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-3 | F-4 |
Observação:
Após determinar o formato do mandril, ele ainda não pode garantir a curvatura de tubos de alta qualidade. O tamanho da folga entre o mandril e o diâmetro interno do tubo também é um fator importante que afeta a qualidade da curvatura. Se o diâmetro da junta esférica do mandril for muito pequeno, a parte interna do tubo poderá formar rugas onduladas durante a curvatura e também não conseguirá evitar que a parte externa do arco se achate; se o diâmetro for muito grande ou o diâmetro externo da junta esférica não for suficientemente liso, poderá danificar a parede do tubo e a parte externa do arco do tubo poderá se projetar ou até mesmo estourar.
A escolha de um diâmetro de mandril razoável e a garantia de que ele seja suficientemente lubrificado são elementos indispensáveis para assegurar a qualidade do curvatura de tubos. O tamanho do mandril de cabeça redonda e sua posição de trabalho dentro do tubo são mostrados na Figura 4-38.
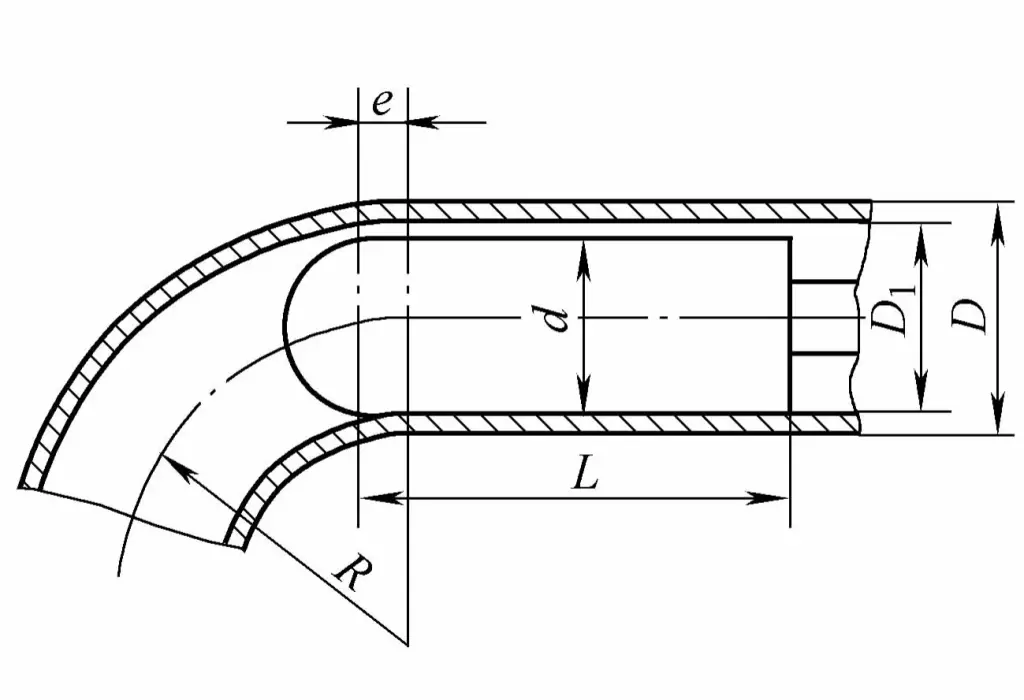
Para inserir suavemente o mandril no tubo em branco, o diâmetro d do mandril geralmente deve ser de 0,5 a 1,5 mm menor do que o diâmetro interno do tubo em branco, a saber
d = D 1 – (0.5 ~ 1.5)
O comprimento cilíndrico L do mandril é
L = (3 ~ 5)d
Quando o diâmetro d do mandril for grande, use um valor menor; caso contrário, use um valor maior.
A posição de trabalho do mandril deve estar a uma certa distância e à frente da linha central de dobra. No entanto, a distância de avanço não deve ser muito grande, pois um avanço excessivo pode causar um estiramento severo na parede externa do tubo em branco durante a flexão, aumentando a quantidade de afinamento e levando facilmente à ruptura. Se o mandril for posicionado muito para trás, a parede interna do tubo em branco poderá ficar instável e enrugar durante a flexão, distorcendo gravemente a seção transversal e deixando de cumprir a função pretendida do mandril.
De modo geral, o tamanho de e deve ser determinado com base no diâmetro do tarugo, no raio de curvatura e no tamanho da folga entre o diâmetro interno do tarugo e o mandril e, em seguida, ajustado adequadamente de acordo com a situação real da produção. O valor de e pode ser calculado pela seguinte fórmula
Onde