Guia passo a passo para selecionar a fresa de facear correta
Quando se trata de otimizar suas operações de fresamento, a seleção da fresa de faceamento correta pode fazer toda a diferença entre...
A soldagem é uma arte intrincada que exige precisão, conhecimento e os parâmetros corretos para obter os melhores resultados. Você já teve dificuldade em selecionar a corrente de soldagem correta para diferentes espessuras de metal ou já se perguntou sobre o diâmetro ideal do eletrodo para o seu projeto? Essas decisões são cruciais, pois afetam significativamente a penetração da solda e a qualidade geral. Neste artigo, vamos nos aprofundar nas especificidades da corrente de soldagem, do diâmetro do eletrodo e da espessura do metal, fornecendo diretrizes detalhadas e referências técnicas para aprimorar sua proficiência em soldagem. Ao final, você estará equipado com o conhecimento necessário para fazer escolhas informadas, garantindo que suas soldas sejam fortes e esteticamente agradáveis. Pronto para dominar a arte de selecionar os parâmetros de soldagem perfeitos? Vamos mergulhar de cabeça!
A corrente de soldagem, medida em amperes (amperes), é o fluxo de carga elétrica através do circuito de soldagem durante o processo de soldagem. É um parâmetro crítico que influencia a quantidade de calor gerada no arco de soldagem, essencial para derreter os materiais de base e de enchimento para facilitar sua fusão. A seleção correta da corrente de soldagem afeta diretamente a penetração da solda, o formato do cordão e a qualidade geral da solda.
A amperagem, geralmente usada de forma intercambiável com a corrente de soldagem, determina a taxa na qual os elétrons fluem pelo circuito de soldagem. Uma amperagem mais alta resulta em maior geração de calor, melhorando a penetração da solda e as taxas de deposição, enquanto uma amperagem mais baixa é adequada para materiais finos a fim de evitar queimaduras, mas pode levar a uma penetração inadequada em materiais mais espessos.
A corrente de soldagem afeta significativamente a profundidade da penetração e a extensão da fusão entre os metais de base. Correntes de soldagem mais altas aumentam a penetração, criando uma ligação metalúrgica mais forte e melhorando a resistência da junta. No entanto, a corrente excessiva pode levar à queima, em que o banho de solda penetra muito profundamente, podendo comprometer a integridade estrutural da solda.
As configurações ideais de corrente de soldagem contribuem para um cordão de solda suave e esteticamente agradável. Por outro lado, uma corrente muito alta pode causar defeitos, como respingos excessivos, cortes inferiores e uma aparência áspera do cordão. Na soldagem por pontos por resistência de aço galvanizado, correntes mais altas podem causar áreas ricas em zinco e mais respingos, reduzindo a qualidade visual e estrutural da solda.
O calor gerado pela corrente de soldagem afeta a microestrutura da zona de solda. Correntes mais altas podem resultar em uma estrutura de grãos mais grossos, o que pode reduzir as propriedades mecânicas, como a resistência à tração. O gerenciamento adequado da corrente de soldagem é fundamental para obter uma microestrutura fina e uniforme, o que aumenta a resistência e a durabilidade da solda.
A escolha da corrente de soldagem correta depende da espessura do material de base. A tabela a seguir fornece uma diretriz geral para as configurações de corrente de soldagem com base na espessura do metal para processos de soldagem comuns:
| Espessura do metal (polegadas) | Corrente de soldagem (amperes) |
|---|---|
| 0.125 | 50-100 |
| 0.250 | 100-200 |
| 0.375 | 200-300 |
| 0.500 | 250-350 |
| 0.750 | 300-400 |
Esses valores servem como pontos de partida e podem exigir ajustes com base em condições específicas de soldagem, propriedades do material e características de solda desejadas. É essencial realizar testes de solda e fazer o ajuste fino das configurações atuais para obter os melhores resultados.
Compreender a corrente de soldagem e seus efeitos no processo de soldagem é fundamental para obter soldas de alta qualidade. Ao selecionar a corrente adequada para a espessura do material e as condições de soldagem, os soldadores podem aumentar a penetração da solda, minimizar os defeitos e garantir a integridade estrutural das juntas soldadas.
O diâmetro do eletrodo refere-se à espessura do eletrodo de soldagem e é essencial para garantir uma solda de alta qualidade. A seleção do diâmetro correto do eletrodo é fundamental para obter um arco estável, reduzir respingos, garantir taxas de deposição eficientes e fornecer o aporte térmico adequado para obter a penetração ideal e a resistência da solda.
A escolha do diâmetro correto do eletrodo depende principalmente da espessura do metal que está sendo soldado. Aqui estão algumas diretrizes gerais:
Para materiais de até 3,2 mm (1/8 de polegada) de espessura:
Para materiais com mais de 1/4 de polegada (6,35 mm) de espessura:
O diâmetro do eletrodo influencia diretamente a corrente de soldagem necessária para um desempenho ideal. Eletrodos maiores exigem correntes mais altas para gerar calor suficiente para a fusão e o derretimento, enquanto eletrodos menores operam com correntes mais baixas para evitar o superaquecimento e a queima. Veja a seguir como o diâmetro do eletrodo afeta esses parâmetros:
A tabela a seguir fornece uma diretriz para a seleção do diâmetro do eletrodo com base na espessura do metal:
| Espessura do metal | Diâmetro do eletrodo | Corrente de soldagem |
|---|---|---|
| Até 1/8 | 1/16 – 3/32 | 40-90 |
| 1/8 a 1/4 | 3/32 – 1/8 | 70-130 |
| Mais de 1/4 | 1/8 – 5/32 | 100-200 |
Esses valores servem como ponto de partida e podem precisar de ajustes com base nas condições específicas de soldagem e nas propriedades do material. A realização de soldas de teste e o ajuste fino dos parâmetros podem ajudar a obter a qualidade de solda desejada.
A espessura do metal é um fator crucial na soldagem que influencia a escolha dos parâmetros e das técnicas de soldagem. Ela desempenha um papel significativo na determinação do aporte térmico, da velocidade de soldagem e da qualidade geral da solda. Entender como ajustar os parâmetros de soldagem com base na espessura do metal é essencial para obter soldas fortes e sem defeitos.
A amperagem, ou corrente de soldagem, deve ser ajustada de acordo com a espessura do metal. A regra geral é que cada 0,001 polegada de espessura de metal requer aproximadamente 1 ampère de corrente de soldagem; por exemplo, a soldagem de um metal de 0,125 polegada de espessura normalmente requer cerca de 125 ampères. Os metais mais espessos precisam de uma amperagem mais alta para garantir calor suficiente para a fusão adequada, enquanto a amperagem mais baixa é essencial para metais finos para evitar queimaduras.
A tensão afeta o comprimento do arco e, consequentemente, o formato do cordão. Uma tensão mais alta produz um arco mais longo, resultando em um cordão mais largo e plano, o que é benéfico para metais mais espessos. Por outro lado, uma tensão mais baixa resulta em um arco mais curto e em um cordão mais estreito, o que ajuda a evitar a entrada excessiva de calor em metais finos. Encontrar a tensão ideal é fundamental para manter um arco estável e obter os perfis de solda desejados.
Na soldagem MIG, o diâmetro do arame de solda e sua velocidade de alimentação devem ser escolhidos com base na espessura do metal. Diâmetros maiores de arame são adequados para metais mais espessos, proporcionando taxas de deposição mais altas e penetração mais profunda. A velocidade de alimentação do arame também influencia as características da solda; velocidades mais altas podem aumentar as taxas de deposição, mas podem reduzir a penetração, o que exige um equilíbrio cuidadoso.
O tipo de gás de proteção usado na soldagem também varia de acordo com a espessura do metal. Por exemplo, o argônio puro é normalmente usado para alumínio fino, enquanto uma mistura de argônio e CO2 é preferida para aço mais espesso. A escolha do gás de proteção afeta a estabilidade do arco, a penetração e a qualidade geral da solda.
A soldagem de metais finos exige um controle preciso dos parâmetros de soldagem para evitar queimaduras e distorções. As principais práticas incluem:
Para metais mais espessos, é fundamental garantir a penetração e a fusão adequadas. As práticas recomendadas incluem:
O ajuste dos parâmetros de soldagem com base na espessura do metal é essencial para obter soldas ideais. Ao seguir essas práticas recomendadas, os soldadores podem garantir juntas fortes e confiáveis com o mínimo de defeitos.
A soldagem MIG (Gas Metal Arc Welding) é popular por sua eficiência e facilidade de uso.
Vantagens:
Limitações:
Configurações:
A soldagem TIG (Gas Tungsten Arc Welding) é conhecida por suas soldas de precisão e alta qualidade.
Vantagens:
Limitações:
Configurações:
A soldagem com vareta (Shielded Metal Arc Welding) é versátil e amplamente utilizada.
Vantagens:
Limitações:
Configurações:
A soldagem por arco com núcleo de fluxo (FCAW) oferece versatilidade e eficiência, combinando os benefícios da soldagem MIG e por vareta.
Vantagens:
Limitações:
Configurações:
A seleção dos parâmetros corretos de soldagem começa com a compreensão do tipo de material, da espessura e do projeto da junta. Diferentes materiais e configurações de juntas exigem configurações específicas para obter a melhor qualidade de solda. Consulte as folhas de dados do material e as especificações do procedimento de soldagem (WPS) para obter orientações.
Considere a posição de soldagem (plana, horizontal, vertical ou suspensa), pois ela afeta o comportamento do banho de solda. Ajuste parâmetros como amperagem, tensão e velocidade de deslocamento para acomodar a posição e garantir uma solda estável. Equilibre o custo, a eficiência e a qualidade considerando os custos do equipamento, os consumíveis e a eficiência do processo de soldagem.
A tensão e a amperagem influenciam a penetração e a qualidade da solda. As configurações adequadas garantem soldas fortes e sem defeitos.
A velocidade de deslocamento afeta o formato e a qualidade do cordão de solda. A velocidade de deslocamento ideal é essencial para soldas consistentes e para evitar problemas como queimaduras ou falta de fusão.
Nos processos MIG e FCAW, a velocidade de alimentação do arame é fundamental para manter uma taxa de deposição consistente e obter as características de solda desejadas. Ajuste a velocidade de alimentação do arame para controlar o banho de solda e a penetração.
Estudos recentes indicam que a Friction Stir Welding (FSW) pode produzir maior resistência à tração em comparação com os processos MIG e TIG tradicionais, afetando as propriedades mecânicas, como resistência à tração, resistência ao impacto, dureza e microestrutura das soldas.
Escolher a corrente de soldagem e o tamanho do eletrodo corretos é essencial para produzir soldas de alta qualidade. Ajustes incorretos podem levar a vários problemas comuns que comprometem a integridade e a aparência da solda.
A queima ocorre quando a corrente de soldagem é muito alta ou o diâmetro do eletrodo é muito grande para a espessura do material, resultando em um aporte excessivo de calor que faz com que a poça de solda derretida penetre completamente no material de base, criando furos.
Soluções:
A penetração inadequada ocorre quando a corrente de soldagem é muito baixa ou o diâmetro do eletrodo é muito pequeno, impedindo que o calor seja suficiente para fundir totalmente os materiais de base. Isso resulta em juntas fracas e baixa resistência da solda.
Soluções:
A queima e a penetração inadequada são dois lados da mesma moeda e exigem um balanceamento cuidadoso dos parâmetros de soldagem.
A soldagem de espessuras de metais diferentes apresenta desafios únicos, incluindo distribuição desigual de calor e diferentes taxas de expansão térmica.
Ao compreender os problemas comuns de soldagem e suas soluções, os soldadores podem melhorar a qualidade e a confiabilidade de suas soldas. A seleção adequada de parâmetros, a manutenção de equipamentos e a habilidade do operador são fundamentais para superar esses desafios e obter resultados de soldagem bem-sucedidos.
A qualidade da solda é influenciada por vários fatores críticos, cada um deles desempenhando um papel significativo na determinação da integridade, da aparência e do desempenho da solda. A compreensão desses fatores ajuda a obter resultados ideais em várias aplicações de soldagem.
Os principais parâmetros de soldagem, como corrente, tensão, velocidade de deslocamento e composição do gás de proteção, têm um impacto direto na qualidade da solda. Esses parâmetros devem ser cuidadosamente selecionados e controlados para garantir as características de solda desejadas.
As propriedades dos materiais de base e de enchimento, como a composição química, a espessura e a condutividade térmica, afetam significativamente a qualidade da solda. Diferentes materiais, com suas composições e espessuras exclusivas, exigem parâmetros de soldagem personalizados para garantir a fusão e a penetração adequadas.
A habilidade e a técnica do soldador desempenham um papel fundamental na determinação da qualidade da solda. O manuseio correto do equipamento de soldagem, a manutenção de uma velocidade de deslocamento consistente e o comprimento correto do arco são fundamentais para a produção de soldas de alta qualidade.
A experimentação e a análise sistemáticas são necessárias para identificar os parâmetros de soldagem ideais para cada aplicação. Técnicas como o método Taguchi e a análise de variância (ANOVA) podem ajudar a entender os efeitos de vários parâmetros e suas interações.
A implementação de sistemas de monitoramento e controle em tempo real garante a consistência e a detecção precoce de desvios que podem comprometer a qualidade da solda.
Testes e inspeções regulares de soldas são essenciais para validar a qualidade da solda e garantir que os parâmetros estejam dentro de faixas aceitáveis.
A revisão e o ajuste regulares dos parâmetros de soldagem com base nos resultados de testes e em novos materiais ou condições ajudam a manter altos padrões de qualidade de soldagem.
O uso de tecnologias avançadas, como aprendizado de máquina e algoritmos de otimização, pode melhorar a previsibilidade e a eficiência da seleção dos parâmetros de soldagem, resultando em uma qualidade de solda superior.
Ao compreender e controlar os fatores que afetam a qualidade da solda, os soldadores podem obter a penetração ideal, minimizar os defeitos e garantir a integridade estrutural de suas soldas. O monitoramento regular, os testes e a melhoria contínua são fundamentais para manter os altos padrões nas aplicações de soldagem.
Veja abaixo as respostas para algumas perguntas frequentes:
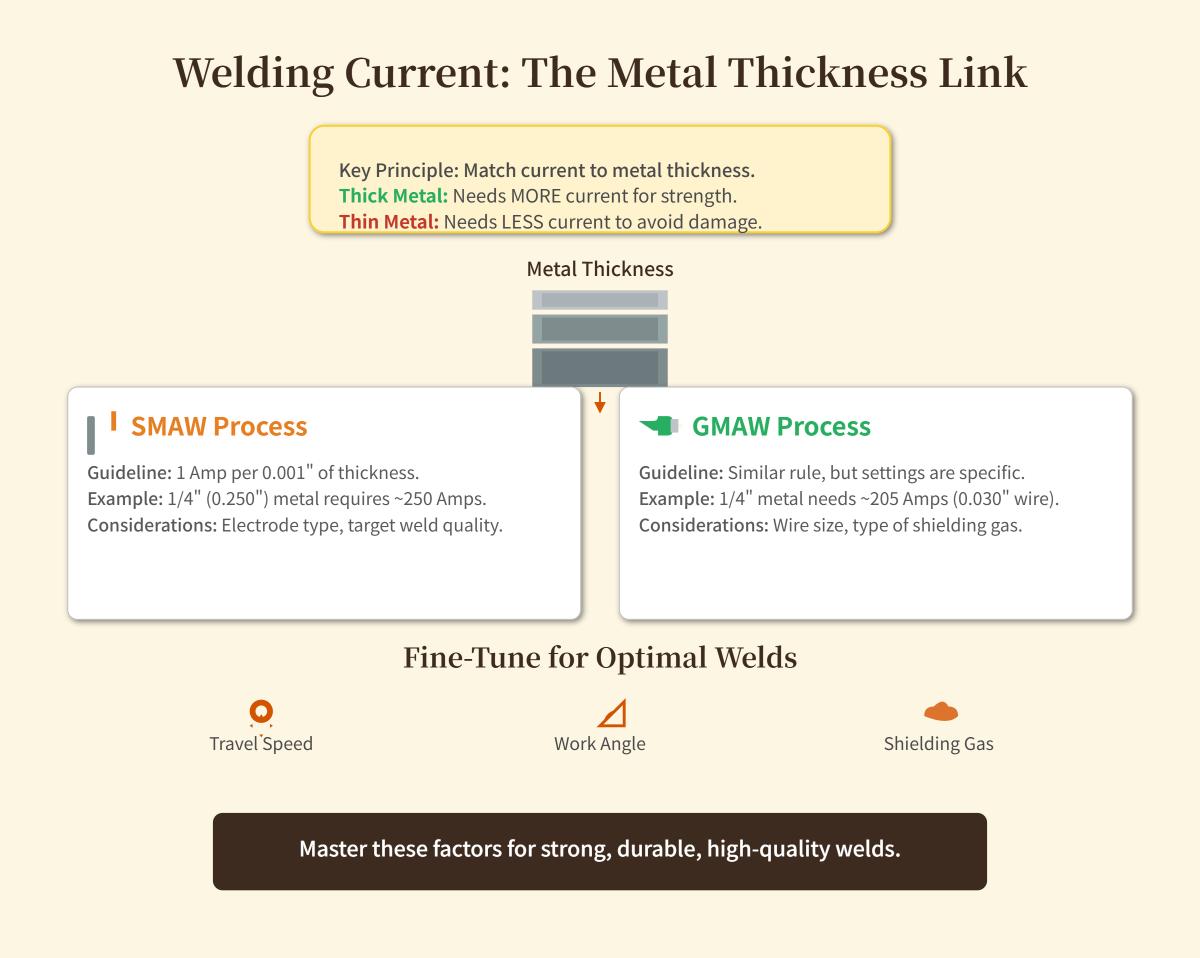
Para selecionar a corrente de soldagem correta para diferentes espessuras de metal, é essencial considerar os requisitos específicos do processo de soldagem e as características do metal que está sendo soldado. O principal fator que influencia a corrente de soldagem é a espessura do metal; metais mais espessos exigem correntes mais altas para obter penetração e resistência adequadas, enquanto metais mais finos precisam de correntes mais baixas para evitar superaquecimento e queima.
Para a soldagem por arco de metal blindado (SMAW), uma diretriz comum é usar cerca de 1 ampère por 0,001 polegada de espessura de metal. Por exemplo, a soldagem de um metal de 1/4 de polegada (0,250 polegada) de espessura normalmente exigiria aproximadamente 250 amperes. Podem ser necessários ajustes com base no tipo de eletrodo e na qualidade de solda desejada.
Na soldagem a arco de metal a gás (GMAW), aplica-se uma regra geral semelhante, mas os ajustes para o tamanho do arame e o gás de proteção podem afetar as configurações. Por exemplo, a soldagem de metal com espessura de 1/4 de polegada pode exigir cerca de 205 amperes com um tamanho de arame de 0,030 polegada.
O ajuste fino da velocidade de deslocamento, do ângulo de trabalho e do gás de proteção pode otimizar ainda mais a qualidade da solda. Ao compreender esses parâmetros e fazer os ajustes necessários, os soldadores podem obter resultados ideais e garantir soldas fortes e duráveis.
Ao selecionar o diâmetro correto do eletrodo para soldagem, é fundamental considerar a espessura do metal de base. Para metais finos de até 1/8 de polegada (aproximadamente 3 mm) de espessura, use eletrodos de diâmetro menor, como 1/16 de polegada (1,6 mm) ou 3/32 de polegada (2,4 mm). Esses eletrodos menores proporcionam uma taxa de deposição mais baixa e menos calor, o que ajuda a evitar queimaduras e garante uma solda limpa. Para metais mais espessos, acima de 1/4 de polegada (aproximadamente 6 mm), recomenda-se o uso de eletrodos de diâmetro maior, como 5/32 de polegada (4 mm) ou 1/4 de polegada (6,35 mm). Esses eletrodos maiores aumentam a taxa de deposição e oferecem uma penetração mais profunda, o que é necessário para a soldagem eficiente de materiais mais espessos. Sempre considere a espessura do metal de base, a posição de soldagem, o tipo de material e o processo de soldagem para obter os melhores resultados.
O diâmetro do eletrodo influencia significativamente a corrente de soldagem e a penetração. Os diâmetros maiores do eletrodo exigem correntes de soldagem mais altas para manter um arco estável e derreter o material com eficácia. Isso se deve ao aumento da área da seção transversal, que exige mais corrente para gerar calor suficiente. Por outro lado, os eletrodos de menor diâmetro operam com correntes de soldagem mais baixas, mas têm maior densidade de corrente, levando a uma penetração mais profunda no mesmo nível de corrente.
A densidade da corrente é um fator crucial na penetração: eletrodos menores concentram a corrente em uma área menor, produzindo uma penetração mais profunda. Por exemplo, ao soldar com dois eletrodos de diâmetros diferentes com a mesma corrente, o eletrodo menor consegue uma penetração maior. No entanto, o aumento da corrente de soldagem para eletrodos de diâmetro maior pode compensar sua menor densidade de corrente, garantindo a penetração adequada.
Para obter os melhores resultados, os materiais mais finos se beneficiam de eletrodos de diâmetro menor com correntes mais baixas para evitar o calor excessivo e a queima, ao mesmo tempo em que obtêm penetração suficiente. Por outro lado, materiais mais espessos exigem eletrodos de diâmetro maior com correntes mais altas para garantir a penetração total e soldas fortes. Portanto, a seleção da combinação certa de diâmetro do eletrodo e corrente de soldagem é essencial para obter a melhor qualidade de solda.
A soldagem de espessuras de metais diferentes apresenta vários desafios devido às diferenças nas propriedades térmicas, na resistência mecânica e na composição química. Os problemas comuns incluem:
Para atenuar esses problemas, é essencial controlar cuidadosamente os parâmetros de soldagem, como corrente, tensão e velocidade. O pré-aquecimento, o uso de materiais de enchimento compatíveis e a aplicação de tratamentos térmicos pós-soldagem também podem ajudar a melhorar a qualidade da solda.
A qualidade da solda é influenciada por vários fatores críticos, incluindo considerações sobre material, projeto, processo e ambiente de serviço. A composição química do metal de base e dos materiais de soldagem é fundamental, pois seleções incompatíveis ou inadequadas podem levar a defeitos como rachaduras e poros, comprometendo a integridade da solda. O projeto estrutural e da junta desempenham um papel importante, pois afetam a distribuição de tensão e o fluxo de calor, o que pode reduzir a formação de defeitos e melhorar a resistência geral da solda.
A escolha do método de soldagem (por exemplo, MIG, TIG, Stick) e os parâmetros específicos de soldagem, como o aporte de calor, a velocidade de soldagem e a composição do gás de proteção, são cruciais. Esses parâmetros devem ser cuidadosamente controlados para evitar problemas comuns, como porosidade e contaminação por óxido. Os tratamentos térmicos de pré-aquecimento e pós-soldagem ajudam a gerenciar as tensões térmicas, aumentando a durabilidade da solda.
Fatores ambientais, como condições operacionais, exposição a elementos corrosivos e o uso de gases de proteção para evitar contaminação, também afetam significativamente a qualidade da solda. Garantir a compatibilidade dos materiais, otimizar os processos de soldagem e contar com soldadores qualificados são as melhores práticas para obter soldas de alta qualidade.
A soldagem MIG, TIG e Stick são métodos de soldagem distintos com características exclusivas adequadas a diferentes aplicações.
A soldagem MIG (Gas Metal Arc Welding) utiliza um eletrodo de arame consumível alimentado por um carretel e um gás de proteção externo, geralmente uma mistura de argônio e CO₂. É conhecida por sua alta velocidade, facilidade de aprendizado e capacidade de lidar com metais finos e grossos. A soldagem MIG produz soldas limpas com o mínimo de limpeza pós-soldagem, mas é sensível ao vento, o que a torna menos ideal para uso em ambientes externos, a menos que seja adequadamente protegida.
A soldagem TIG (Gas Tungsten Arc Welding) emprega um eletrodo de tungstênio não consumível e um gás de proteção externo, geralmente argônio. Ela se destaca pela precisão e pelo controle, o que a torna perfeita para materiais finos, metais exóticos e soldas críticas. A soldagem TIG proporciona soldas precisas e de alta qualidade, mas é mais lenta e exige mais habilidade do que a soldagem MIG.
A soldagem com bastão (Shielded Metal Arc Welding) usa um eletrodo consumível revestido com fluxo, que fornece sua própria atmosfera de proteção. É versátil, portátil e eficaz em metais sujos, enferrujados ou pintados, funcionando bem em condições externas e adversas. Embora a soldagem com vareta seja mais lenta e produza soldas menos agradáveis esteticamente, ela é altamente confiável e econômica, principalmente para trabalhos de reparo.
Cada método tem suas próprias vantagens e limitações, fazendo com que a seleção dependa dos requisitos específicos do projeto, das condições ambientais e do nível de habilidade do operador.