Técnicas de limagem: Guia essencial para metalúrgicos
Nas mãos de um artesão habilidoso, uma simples lima se torna uma ferramenta de infinitas possibilidades, capaz de transformar o metal bruto em objetos de precisão e beleza. A lima, uma técnica que resistiu ao teste do tempo, continua sendo uma habilidade essencial para qualquer pessoa que queira dominar a arte da metalurgia. Neste artigo, convidamos você a nos acompanhar em uma exploração do mundo das técnicas de limagem, onde compartilharemos as percepções e o conhecimento que o ajudarão a elevar sua arte a novos níveis de excelência. Desde a compreensão dos diferentes tipos de limas até o domínio das técnicas que lhe permitirão obter resultados impecáveis, seremos seu guia nessa jornada de descoberta e desenvolvimento de habilidades.
Última atualização:
4 de setembro de 2024
Compartilhe seu gosto:
Índice
I. Conhecimento básico do processo
A limagem é um método de usinagem que utiliza uma lima para remover uma camada de metal da superfície de uma peça de trabalho para atender aos requisitos técnicos do desenho. A limagem pode atingir graus de tolerância dimensional de IT8 a IT7 e rugosidade de superfície Ra de 1,6 a 0,8μm, portanto, tem aplicações relativamente amplas em trabalhos práticos.
As operações de limagem podem ser usadas para processar várias superfícies internas e externas, superfícies curvas e formas especiais; são comumente usadas na fabricação de modelos, moldes e montagem, ajuste e manutenção de máquinas.
1. Estrutura de um arquivo
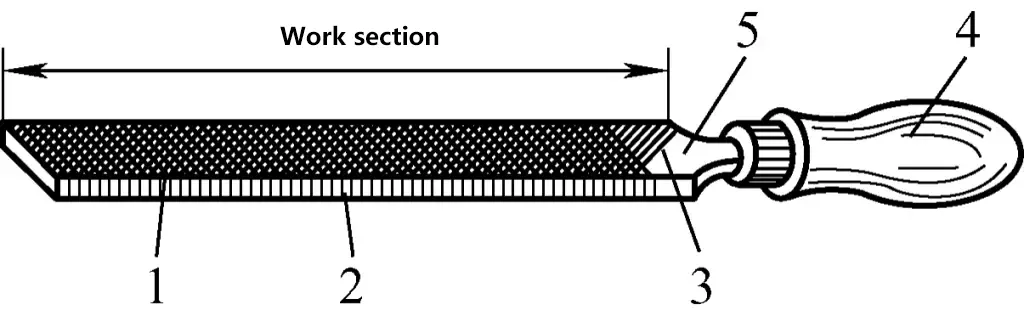
Conforme mostrado na Figura 1, uma lima consiste na face da lima, na borda da lima, na espiga da lima, nos dentes da lima e no cabo da lima.
Figura 1 Estrutura do arquivo
1-File Face Borda de 2 arquivos Dentes de 3 fileiras Alça para 4 arquivos 5-File Tang
(1) Face do arquivo
A face da lima é a principal superfície de trabalho da lima. Ela é ligeiramente convexa na direção longitudinal para evitar a deformação côncava após o tratamento térmico e para neutralizar o fenômeno convexo produzido na peça de trabalho devido à oscilação para cima e para baixo da lima durante o arquivamento, garantindo que a peça de trabalho possa ser arquivada de forma plana.
(2) Borda do arquivo
A borda da lima refere-se às duas faces laterais da lima. Uma borda tem dentes, enquanto a outra não tem. A borda sem dentes é chamada de borda segura ou borda lisa.
(3) Arquivo Tang
O espigão da lima refere-se à extremidade traseira da lima, usada para inserção no cabo da lima, facilitando a aderência e a transmissão do impulso durante a limagem.
(4) Dentes de lima
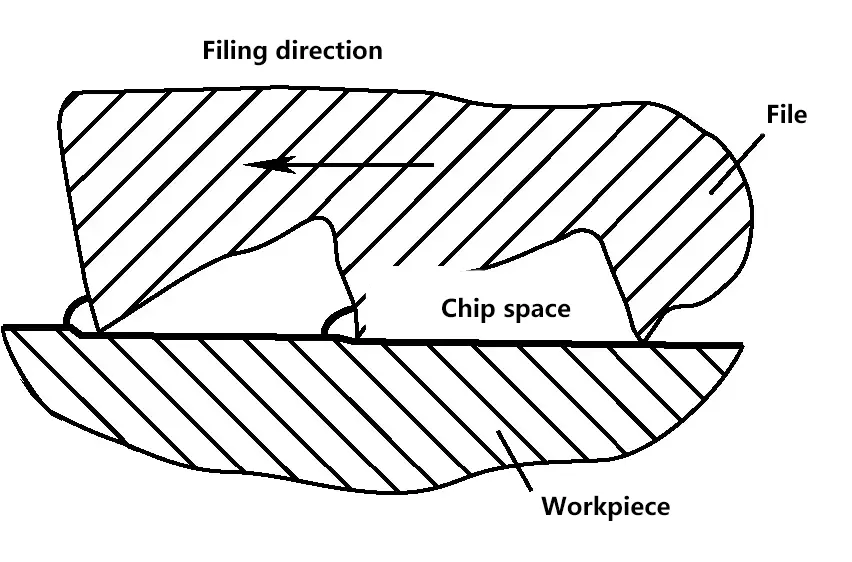
Os dentes da lima geralmente são cortados em uma máquina de corte de lima, e seu formato e princípio de limagem são mostrados na Figura 2. Durante o processo de limagem, os cavacos são cortados da peça de trabalho por meio da pressão sobre a peça de trabalho e do atrito gerado com a peça de trabalho.
Figura 2 Princípio de arquivamento
O padrão de dentes da lima geralmente é feito em um padrão duplo. Ao limar, as marcas de lima de cada dente se cruzam sem se sobrepor, resultando em uma superfície de lima mais lisa. As limalhas são quebradas durante a limagem, tornando-a menos trabalhosa. As limas têm menor probabilidade de entupir e os dentes da lima têm maior resistência, sendo adequados para limar materiais duros.
2. Tipos e especificações de arquivos
(1) Tipos de arquivos
As limas usadas pelos montadores podem ser divididas em três categorias, de acordo com seus usos: limas gerais, limas de modelagem e limas de formato especial.
As limas gerais são divididas em cinco tipos com base em suas formas de seção transversal: limas planas, limas quadradas, limas triangulares, limas semirredondas e limas redondas. Entre elas, as limas planas são as mais comumente usadas, conforme mostrado na Figura 3.
Figura 3 Formas de seção transversal das limas do instalador
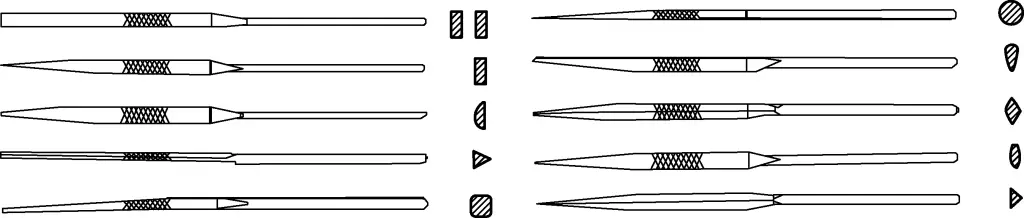
As limas de formato especial são usadas para limar superfícies especiais de peças de trabalho e incluem limas de ponta de faca, limas de diamante, limas triangulares planas, limas ovais e limas barril, conforme mostrado na Figura 4.
Figura 4 Formas de seção transversal de limas com formatos especiais
Conforme mostrado na Figura 5, as limas de modelagem, também conhecidas como limas de agulha ou limas variadas, têm esse nome devido a seus conjuntos agrupados de pequenas limas com vários formatos de seção transversal, usadas principalmente para o acabamento de pequenas partes de peças de trabalho.
Figura 5 Arquivos de modelagem
(2) Especificações do arquivo
As especificações da lima são divididas em especificações de tamanho e especificações de granulometria do padrão de dentes.
1) Especificações de tamanho
Diferentes especificações de tamanho de arquivo são representadas por diferentes parâmetros. As limas redondas são especificadas pelo diâmetro; as limas quadradas são especificadas pelas dimensões quadradas; outras limas são especificadas pelo comprimento do corpo da lima. Os montadores geralmente usam limas nos tamanhos de 100 mm, 125 mm, 150 mm, 200 mm, 250 mm, 300 mm, 350 mm e 400 mm.
2) Especificações de granulometria
As especificações de granulometria são normalmente representadas pelo número de ranhuras principais da lima por 10 mm de comprimento axial, divididas em cinco graus.
O padrão de dentes de Grau 1 é para limas de dentes grossos; Grau 2 para limas de dentes médios; Grau 3 para limas de dentes finos; Grau 4 para limas de dentes finos duplos; Grau 5 para limas superfinas.
3. Seleção de arquivo
Antes de arquivar, é necessário selecionar a lima correta. Cada tipo de lima tem um uso específico e, se for escolhida incorretamente, não poderá demonstrar totalmente sua eficácia e poderá até perder prematuramente sua capacidade de corte. A seleção da lima envolve principalmente a escolha do formato da seção transversal e a especificação da granulação da lima.
(1) Seleção da forma da seção transversal da lima
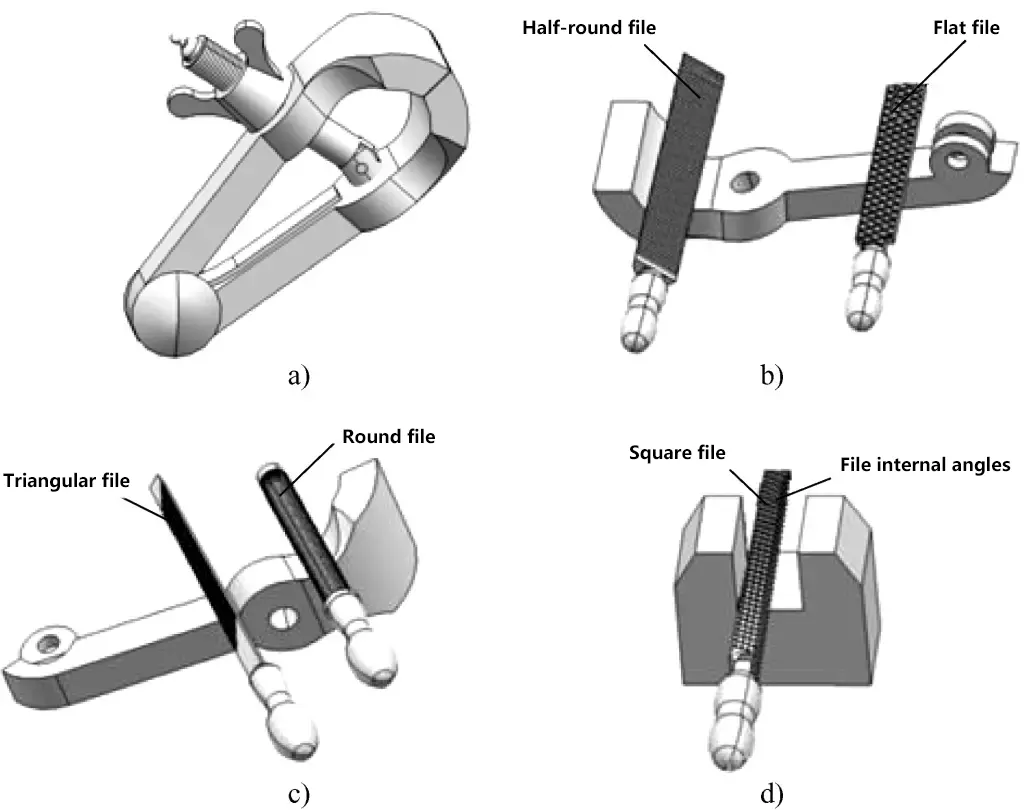
A forma da seção transversal e o comprimento da lima devem ser selecionados com base na forma e no tamanho da superfície a ser limada na peça de trabalho. O formato da lima deve se adaptar ao formato da superfície da peça a ser processada, conforme mostrado na Figura 6.
Figura 6 Exemplos de aplicativos de arquivos comuns
a) Torno de mão b) Aplicação da lima plana e da lima semi-redonda c) Uso de lima redonda e lima triangular d) Uso do arquivo quadrado
(2) Seleção da especificação de granulometria da lima
A seleção da especificação da granulometria da lima depende da natureza do material da peça, do tamanho da permissão de usinagem e dos requisitos de precisão de processamento e rugosidade da superfície. As limas grossas, com maior espaçamento entre os dentes, que são menos propensas a entupimento, são geralmente usadas para limar materiais macios metais como cobre e alumínio, e para peças de trabalho com grandes tolerâncias de usinagem, requisitos de baixa precisão e acabamentos de superfície ásperos. As limas finas são usadas para limar aço, ferro fundido e peças com pequenas tolerâncias de usinagem, requisitos de alta precisão e baixos valores de rugosidade de superfície. As limas superfinas são usadas para o polimento final das superfícies da peça.
A Tabela 1 fornece informações de referência sobre as tolerâncias de usinagem adequadas e a precisão de processamento e a rugosidade da superfície alcançáveis para limas de várias especificações de granulometria, para ajudar na seleção da especificação de granulometria adequada da lima.
Tabela 1 Seleção das especificações de granulometria da lima
Número de corte do arquivo
Dentes de arquivo
Situações aplicáveis
Permissão de processamento/mm
Precisão dimensional/mm
Rugosidade Ra/μm
Aplicativo
1
Grosso
0.5~1
0.2~0.5
100~25
Adequado para usinagem de desbaste de metais não ferrosos
2
Médio
0.2~0.5
0.05~0.2
25~6.3
Adequado para processamento após o lixamento bruto
3
Bom
0.1~0.3
0.02~0.05
12.5~3.2
Polimento de superfícies ou metais duros
4
Dupla multa
0.1~0.2
0.01~0.02
6.3~1.6
Usinagem fina
5
Acabamento em óleo
Abaixo de 0,1
0.01
1.6~0.8
Acabamento da superfície
4. Métodos de limagem plana e métodos de limagem de superfícies curvas
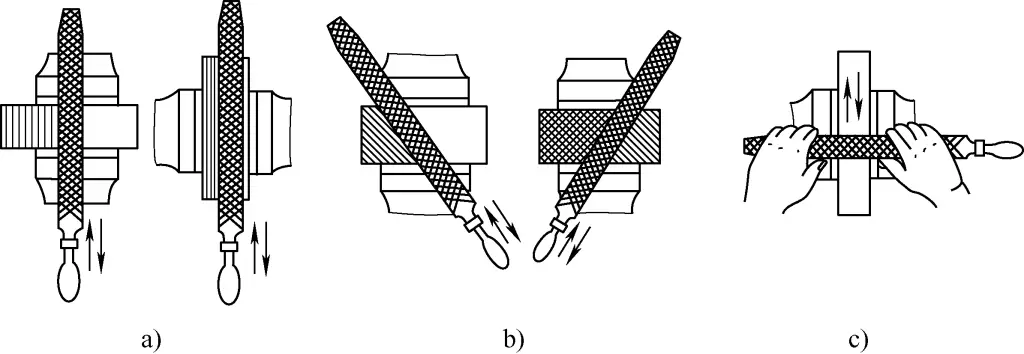
(1) Métodos de arquivamento plano
1) Método de arquivamento direto
Conforme mostrado na Figura 7a, o método de limagem reta é uma forma de limar a peça de trabalho na mesma direção. É o método básico de limagem, caracterizado por marcas de lima retas e perfeitas, que podem reduzir o valor da rugosidade da superfície.
Figura 7 Métodos de arquivamento plano
a) Método de arquivamento direto b) Método de arquivamento cruzado c) Método de arquivamento por push
2) Método de arquivamento cruzado
Conforme mostrado na Figura 7b, o método de limagem cruzada lima a peça de trabalho em duas direções transversais. Sua característica é que ele pode mostrar traços irregulares na superfície limada, facilitando a limagem dos pontos altos. Esse método facilita a limagem de uma superfície plana precisa.
3) Método de arquivamento por pressão
Conforme mostrado na Figura 7c, o método de limagem por empurrão envolve segurar o corpo da lima horizontalmente com as duas mãos e empurrá-la firmemente para frente e para trás ao longo da superfície da peça de trabalho. Sua característica é um menor volume de corte, reduzindo o valor da rugosidade da superfície, e é geralmente usado para limar superfícies estreitas e longas.
Durante o processo de limagem, deve-se observar que, independentemente do método de limagem, a limagem deve ser feita de maneira uniforme em toda a superfície de processamento.
(2) Métodos de arquivamento de superfície curva
A limagem da superfície do arco inclui dois tipos: limagem da superfície externa do arco e limagem da superfície interna do arco. As limas planas são usadas para as superfícies externas do arco, enquanto as limas semi-redondas ou redondas são usadas para as superfícies internas do arco.
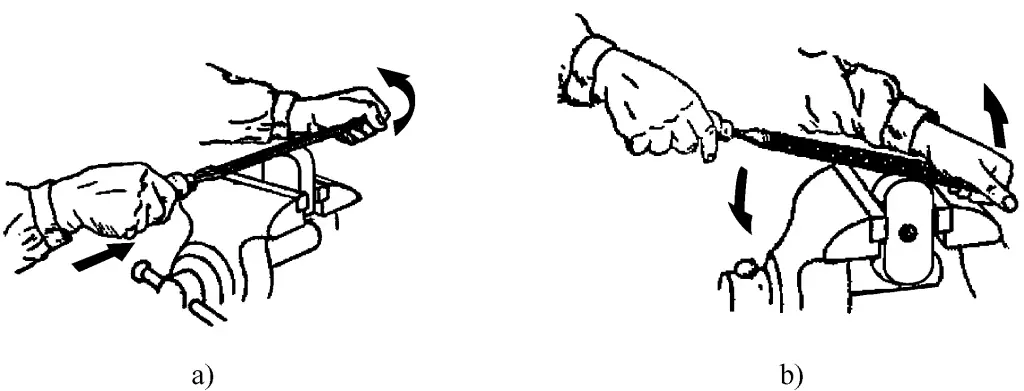
1) Lixamento da superfície externa do arco
A lima precisa realizar dois movimentos: movimento para frente e rotação da lima ao redor da peça de trabalho. Há dois métodos de limagem para superfícies de arco externo:
① Lixamento de superfície com arco segmentado
Posicione a lima horizontalmente contra a superfície do arco, lixe as bordas em sequência para criar um polígono básico que se aproxime do arco e, por fim, use o método de limagem reta para fazer um arco, como mostrado na Figura 8a. Esse método é eficiente e adequado para estágios de usinagem de desbaste.
Figura 8 Métodos de limagem da superfície do arco externo
a) Arquivamento de superfície de arco segmentado b) Arquivamento de superfície de arco reto
② Lixamento de superfície de arco reto
Ao limar, enquanto empurra a lima para frente, pressione o cabo da lima para baixo com a mão direita e levante a ponta da lima com a mão esquerda, conforme mostrado na Figura 8b. Isso garante que a superfície do arco limado não tenha bordas e seja lisa, adequada para o estágio de usinagem fina das superfícies do arco.
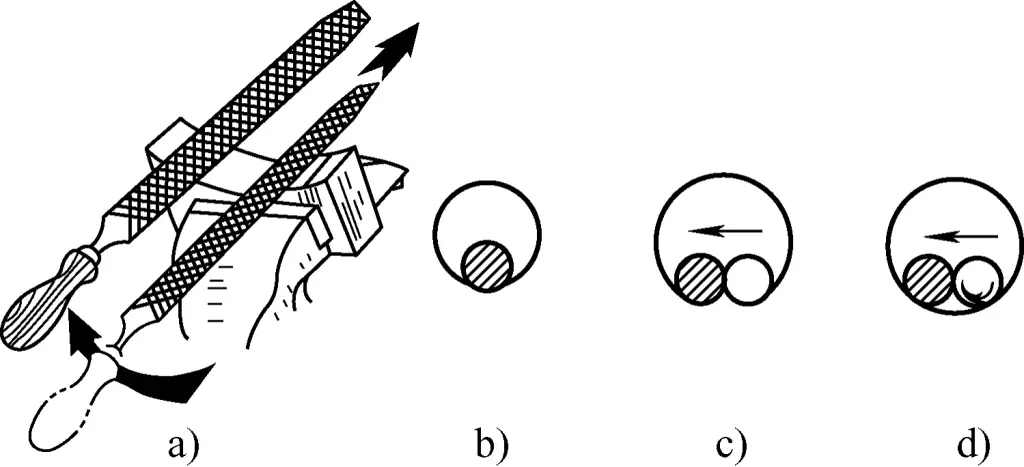
2) Lixamento da superfície do arco interno
Conforme mostrado na Figura 9, o arquivo precisa realizar três movimentos simultaneamente: movimento para frente; movimento para a esquerda ou para a direita (cerca de metade a uma largura do arquivo); e rotação em torno da linha central do arquivo (no sentido horário ou anti-horário, cerca de 90°).
Figura 9 Método de limagem da superfície do arco interno
Se houver apenas um movimento para frente, o furo circular não será redondo; se houver apenas um movimento para frente e um movimento para a esquerda ou para a direita, o formato da superfície do arco também será incorreto. Somente com os três movimentos simultâneos é possível limar bem a superfície interna do arco, pois isso permite que a superfície de trabalho da lima deslize e lixe ao longo do arco da peça de trabalho em forma de arco.
5. Métodos de inspeção da qualidade do arquivamento
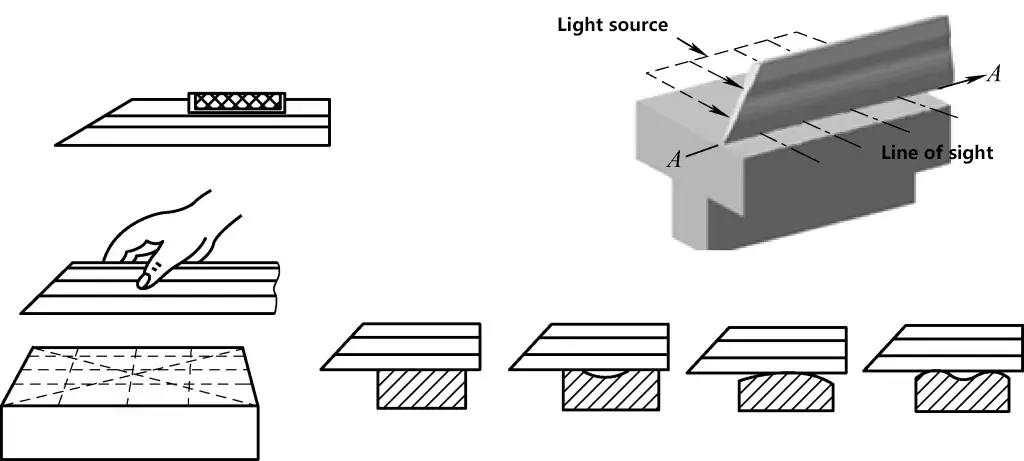
(1) Método de inspeção de planicidade
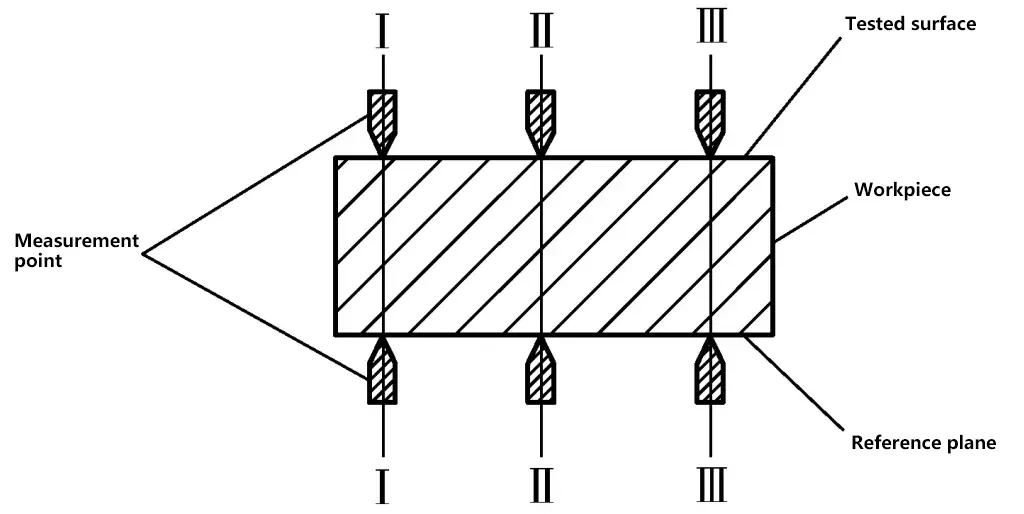
Após a limagem plana, uma régua de aço ou uma régua de ponta de faca é frequentemente usada com o método de lacuna de luz para verificar o nivelamento. Se a luz que passa entre a régua e a superfície da peça for fraca e uniforme, isso indica que a superfície é plana; se a luz que passa for desigual em intensidade, isso indica que a superfície não está nivelada, com a área de luz mais forte sendo a parte mais côncava. A planicidade deve ser verificada nas direções longitudinal, transversal e diagonal, conforme mostrado na Figura 10.
Figura 10 Inspeção de planicidade
(2) Método de inspeção de perpendicularidade
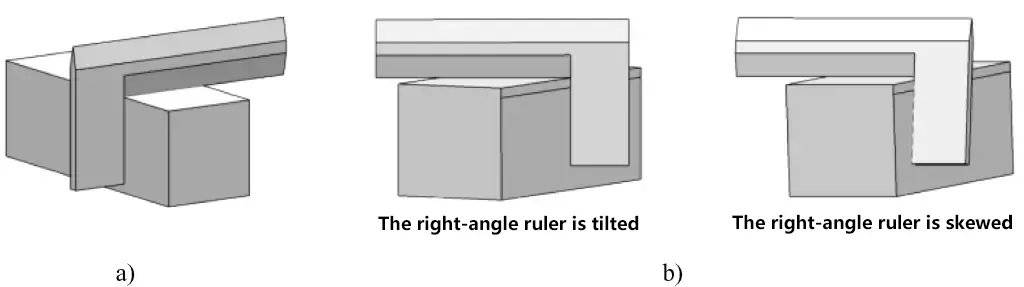
Conforme mostrado na Figura 11, ao usar um esquadro para verificar a perpendicularidade da superfície usinada em relação à superfície de referência, a borda curta do esquadro deve ser suavemente pressionada contra a superfície de referência da peça de trabalho, com a borda longa contra a superfície que está sendo verificada. Use o método de folga leve para inspecionar, com requisitos semelhantes aos da verificação de planicidade.
Figura 11 Método de inspeção de perpendicularidade
a) Método de medição correto b) Método de medição incorreto
(3) Método de inspeção de paralelismo
Há vários métodos para verificar o paralelismo durante o arquivamento, mas dois métodos são comumente usados:
1) Usar um relógio comparador para verificar o paralelismo da superfície usinada. Conforme mostrado na Figura 12, coloque a superfície de referência da peça de trabalho em uma placa de superfície padrão, mova a peça de trabalho e leia os valores máximo e mínimo do relógio comparador. A diferença entre os dois é o erro de paralelismo da superfície medida.
Figura 12 Medição do paralelismo com um relógio comparador
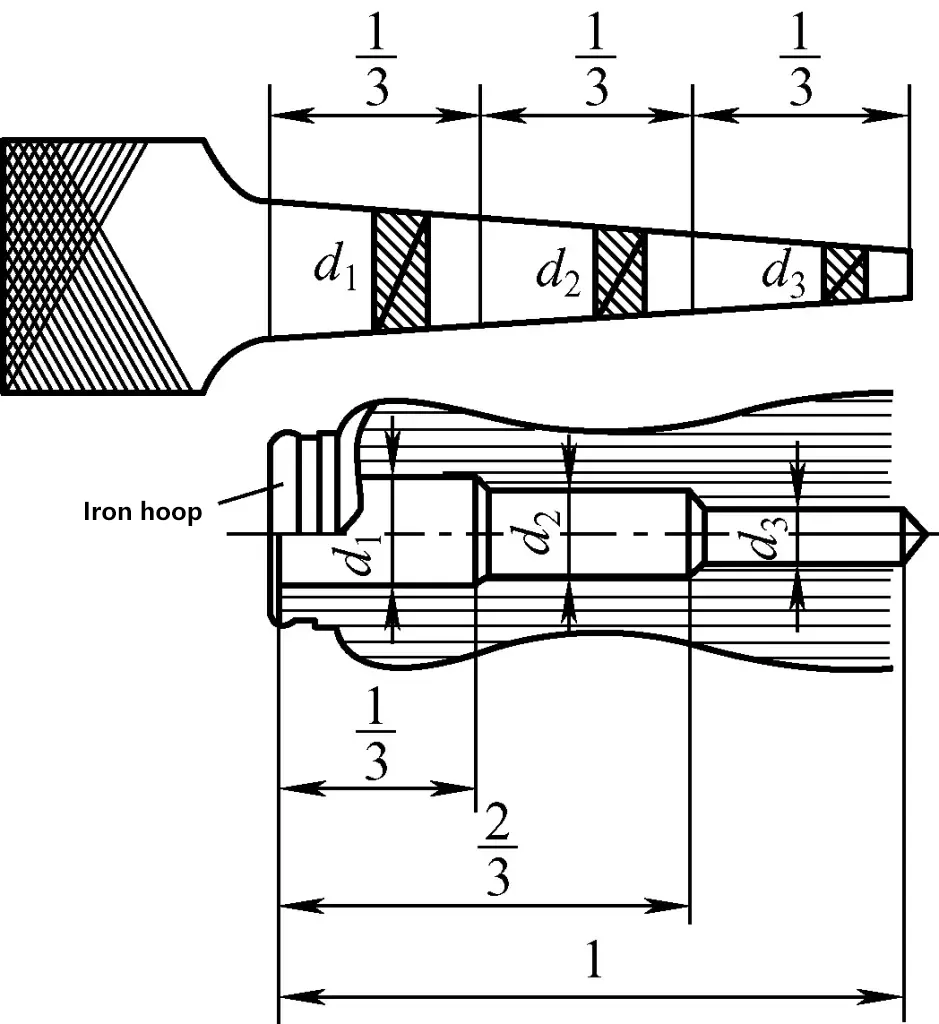
2) Usar um paquímetro ou micrômetro para medir o paralelismo. Conforme mostrado na Figura 13, as medições devem ser feitas em várias posições para encontrar o ponto mais alto (valor máximo) e o ponto mais baixo (valor mínimo). A diferença entre os dois é o erro de paralelismo da superfície medida.
Figura 13 Medição do paralelismo com um paquímetro
(4) Método de inspeção de perfil
Conforme mostrado na Figura 14, ao processar um torno de bancada, um medidor de raio pode ser usado para verificar a superfície interna do arco.
Figura 14 Inspeção de perfil
6. Precauções de segurança de arquivamento
Não use arquivos sem alças ou com alças rachadas para arquivamento.
Use uma escova para remover lascas de lima; é proibido soprar com a boca para evitar que as lascas voem para os olhos.
Não toque na superfície da lima ou na superfície da peça de trabalho depois de limar com as mãos para evitar escorregões durante o refilamento, o que poderia causar acidentes.
As limas não devem ser usadas como martelos ou barras de alavanca.
II. Habilidades operacionais básicas
1. Instalação e remoção de alças de arquivo
(1) Instalação de manipuladores de arquivos
Primeiro, selecione um identificador de arquivo apropriado com base no tamanho do arquivo. Geralmente, os cabos de arquivos grandes são usados para arquivos de 250 mm ou mais, os cabos de arquivos médios para arquivos entre 150 mm e 250 mm e os cabos de arquivos pequenos para arquivos abaixo de 150 mm.
Como mostrado na Figura 15, antes de instalar o cabo da lima, faça um furo no cabo. A forma e o tamanho do furo escalonado devem corresponder à espiga da lima.
Figura 15 Furo escalonado na alça da lima
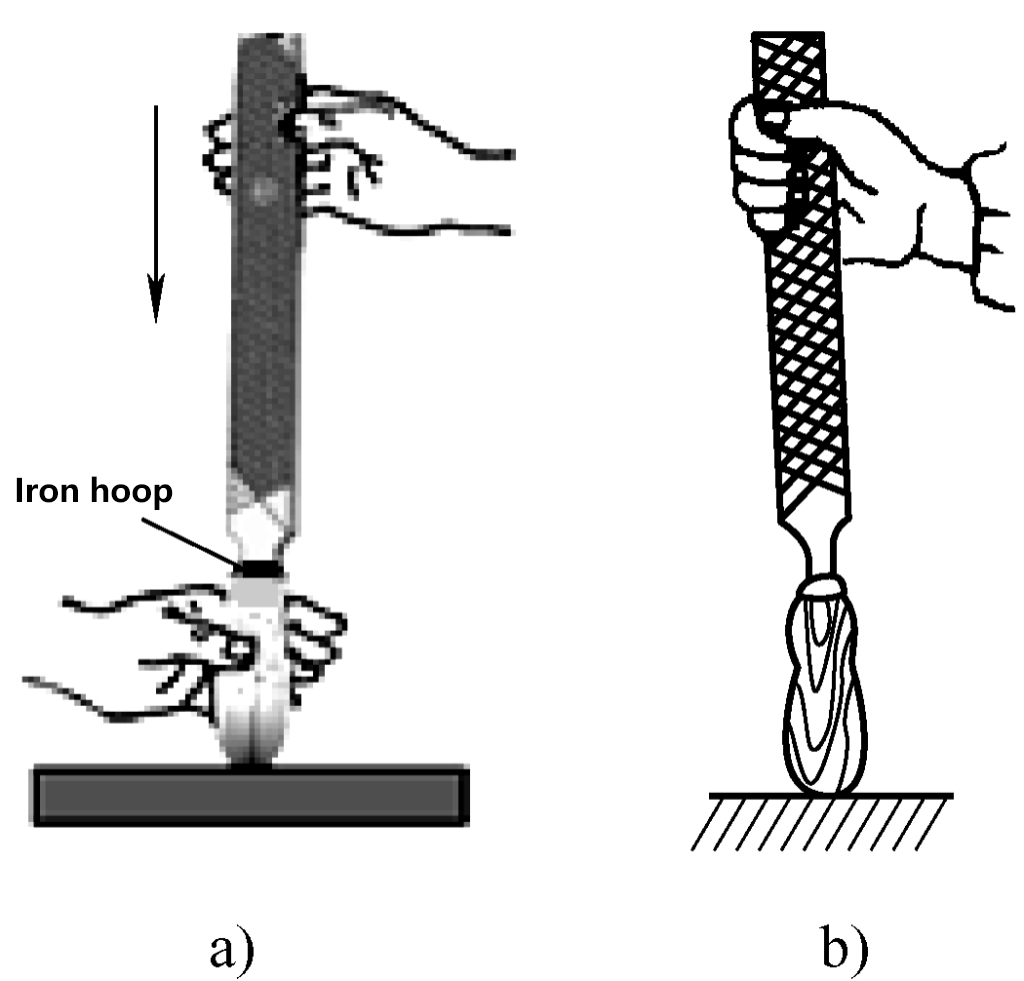
O processo de instalação da alça da lima é mostrado na Figura 16. Segure o cabo com a mão esquerda, insira a ponta da lima no orifício do cabo com a mão direita e bata suavemente. Solte a mão esquerda e, em seguida, use a mão direita para bater na lima verticalmente até que ela esteja firmemente assentada, com o comprimento inserido a cerca de 3/4 da espiga da lima.
Figura 16 Método de instalação da alça de arquivo
a) Inserção b) Rosqueamento
(2) Remoção de manipuladores de arquivos
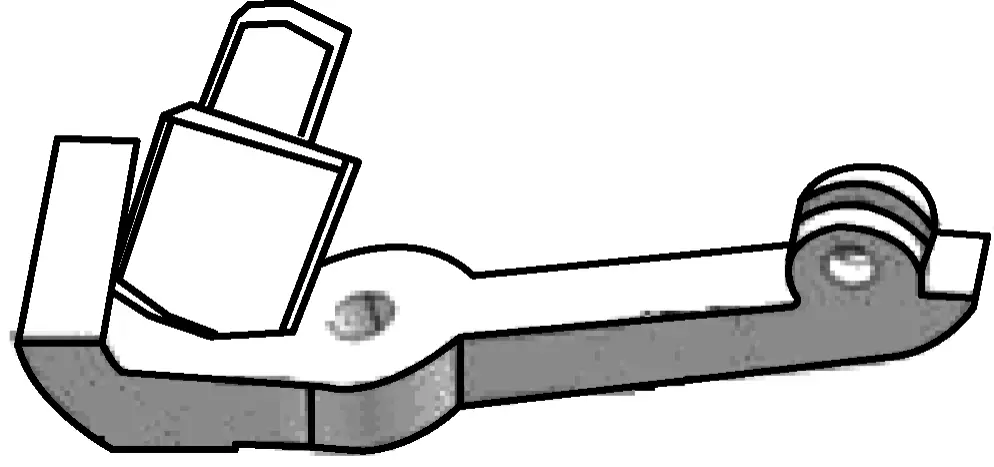
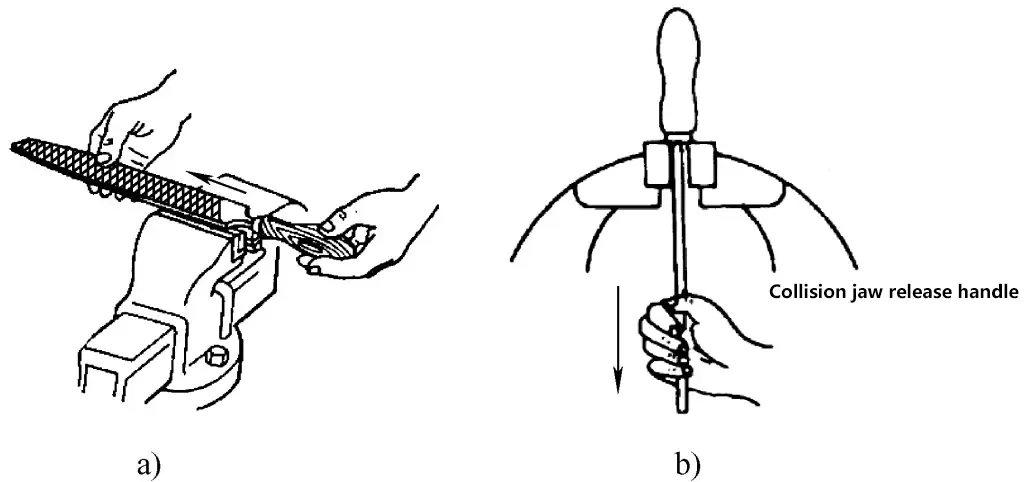
Conforme mostrado na Figura 17, ao remover o cabo de uma lima em um torno de bancada, coloque a extremidade do orifício do cabo da lima na mandíbula do torno e bata levemente contra a mandíbula. A inércia separará a lima do cabo. Esse método também pode ser usado em uma mesa de torno.
Figura 17 Métodos de remoção do identificador de arquivo
a) Método um de remoção do identificador de arquivo b) Método dois de remoção do identificador de arquivo
2. Pontos principais da operação de arquivamento
(1) Fixação da peça de trabalho durante a limagem
Ao limar, a peça de trabalho é geralmente fixada no meio do torno de bancada, com a parte exposta acima da mandíbula do torno não muito alta para evitar a vibração da peça de trabalho durante o limamento, o que pode causar marcas de vibração. A peça de trabalho deve ser fixada com o aperto adequado; se estiver muito frouxa, a posição da superfície lixada pode mudar durante o lixamento, afetando a qualidade da superfície; se estiver muito apertada, algumas partes abertas podem se deformar. Ao usar uma superfície previamente usinada como superfície de fixação, use tampas de mandíbula do torno para evitar danos à superfície usinada.
(2) Método de preensão da lima
Somente segurando corretamente a lima com as duas mãos e coordenando-as é que se pode controlar efetivamente o movimento horizontal da lima e aplicar efetivamente a força de limagem à superfície que está sendo limada.
1) Método de preensão da lima direita
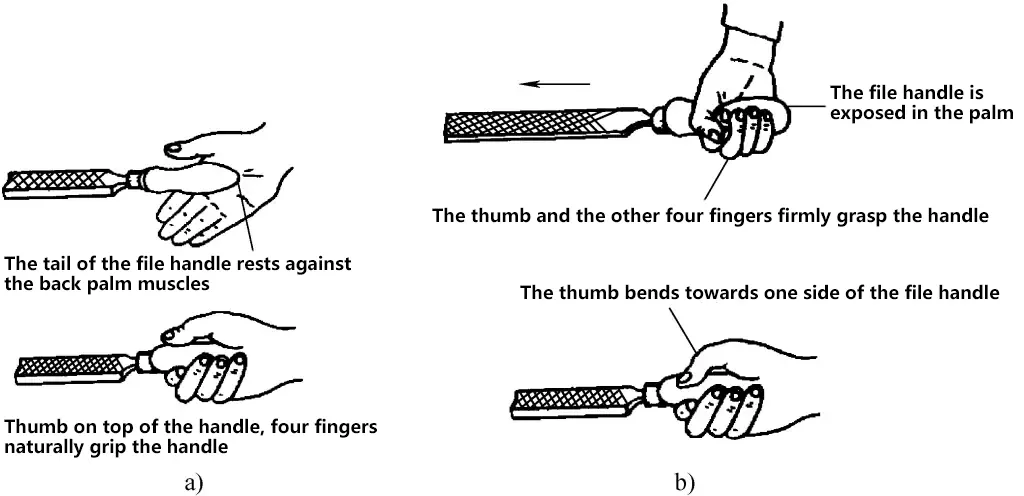
Com exceção das limas de modelagem, o método de aperto com a mão direita para outras limas é basicamente o mesmo, conforme mostrado na Figura 18.
Figura 18 Método de segurar a alça da lima com a mão direita
a) Método correto de segurar a lima com a mão direita b) Método incorreto de aderência da lima
2) Método de empunhadura da lima com a mão esquerda
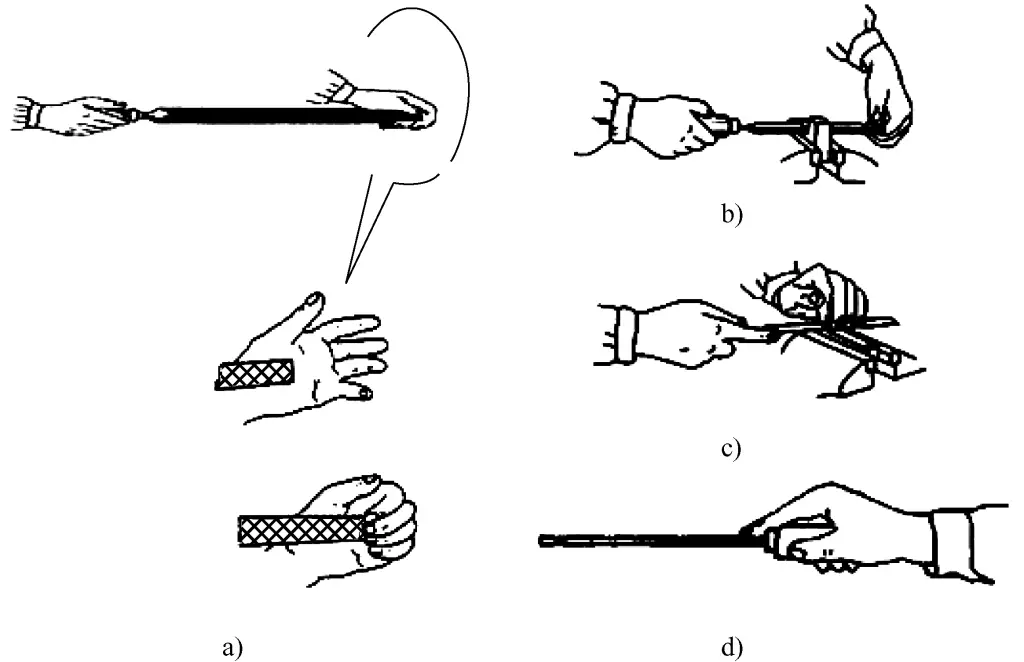
O método correto de segurar a lima com a mão esquerda é mostrado na Figura 19, sendo que o método de empunhadura mostrado na Figura 19a é normalmente usado para segurar limas planas grandes.
Figura 19 Métodos de aderência da lima para a esquerda
a) Método básico de aderência da lima b) Método de aderência para arquivos de tamanho médio c) Método de aderência para arquivos pequenos d) Método de aderência para modelagem de limas
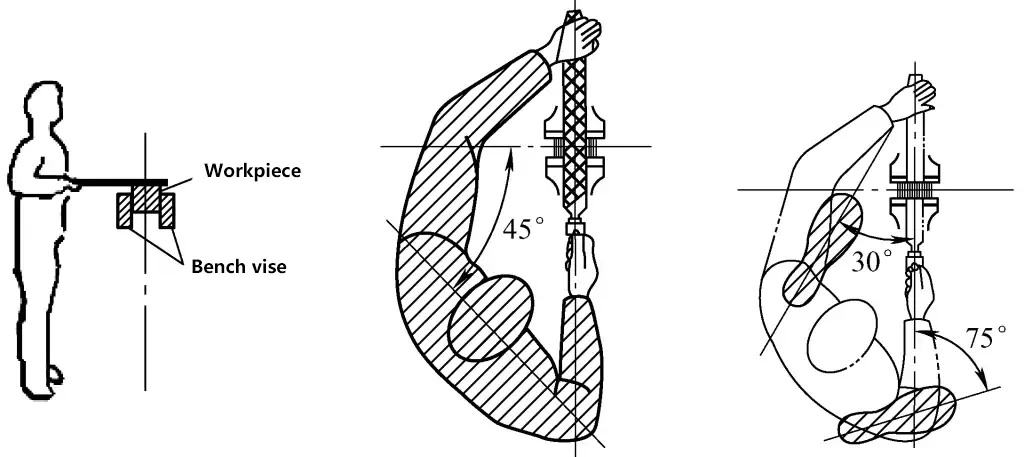
(3) Postura em pé
Conforme mostrado na Figura 20, fique de pé com os dois pés voltados para o torno de bancada, posicionados à esquerda da linha central do torno. O corpo deve formar um ângulo de 45° com a borda da mandíbula do torno. A distância do torno é determinada mantendo-se os braços superior e inferior na vertical, a lima nivelada e a ponta da lima apoiada na peça de trabalho.
Dê um passo para fora com o pé esquerdo, com a distância (do dedo do pé direito ao calcanhar esquerdo) aproximadamente igual ao comprimento da lima. O pé esquerdo deve formar um ângulo de aproximadamente 30° com a linha central do torno, e o pé direito, um ângulo de aproximadamente 75°.
Figura 20 Posição de arquivamento em pé
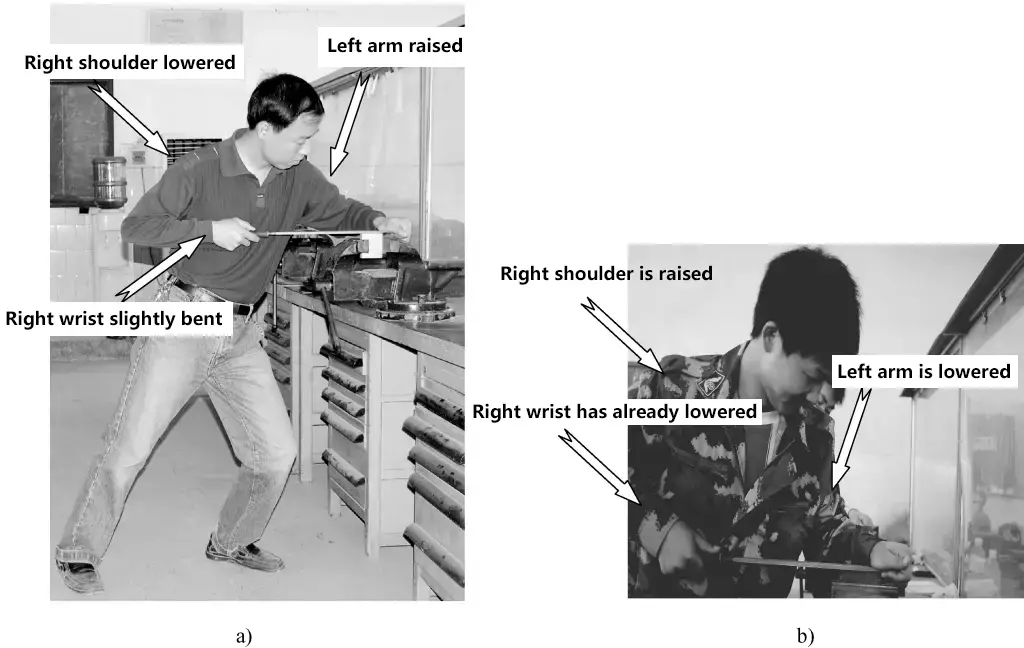
(4) Movimentos do corpo
1) Conforme mostrado na Figura 21a, durante todo o processo de limagem, mantenha o pulso direito ligeiramente arqueado e o ombro direito abaixado (ombro direito ligeiramente mais baixo que o esquerdo), o que é conhecido como "afundar o ombro e abaixar a mão". Essa postura facilita empurrar a lima horizontalmente. A postura incorreta é mostrada na Figura 21b.
Sem afetar o movimento do braço direito, mantenha o braço direito o mais próximo possível do corpo (mantendo uma distância de aproximadamente um punho entre o braço direito e o corpo). Isso permite que a força da parte superior do corpo seja facilmente aplicada à lima durante o arquivamento.
Figura 21 Movimentos do corpo durante o arquivamento
a) Movimentos corporais corretos durante o arquivamento b) Movimentos incorretos do corpo durante o arquivamento
2) Conforme mostrado na Figura 21a, durante todo o processo de limagem, o braço esquerdo deve estar sempre levantado para aplicar pressão na superfície de limagem. A postura incorreta é mostrada na Figura 21b.
3) Como mostrado na Figura 21a, mantenha o equilíbrio durante o preenchimento, com o centro de gravidade no pé esquerdo. Mantenha o joelho direito reto e os dois pés firmemente plantados. Use a flexão e a extensão do joelho esquerdo para o movimento recíproco.
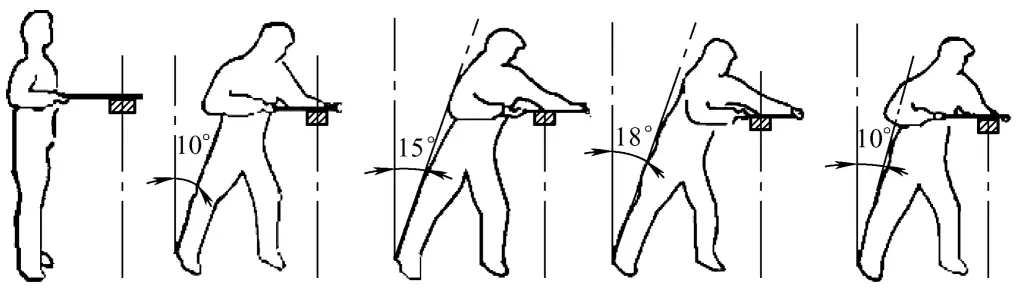
4) Processo de arquivamento contínuo. O processo de arquivamento contínuo é mostrado na Figura 22.
Figura 22 Processo de movimento de arquivamento contínuo
① O movimento de limagem é uma combinação de movimentos do corpo e do braço. No início da limagem, incline o corpo para frente cerca de 10°, com o cotovelo direito puxado para trás o máximo possível.
Quando a lima tiver avançado um terço do caminho, incline o corpo para a frente em cerca de 15°, com o joelho esquerdo ligeiramente dobrado.
Quando a lima tiver avançado mais um terço, incline gradualmente o corpo para cerca de 18°.
④ Quando a lima tiver completado 2/3 de seu curso total, continue empurrando para a frente para completar o curso total da lima (Observação: o cabo da lima não deve tocar a borda da peça de trabalho). Use a força de reação de empurrar a lima para frente para retornar o corpo a uma posição inclinada de 10° na direção oposta ao empurrão para frente (Observação: Mantenha os dois pés firmemente plantados quando o corpo retornar, sem levantar ou mover os pés). Prepare-se para o segundo movimento de lima para frente.
Ao retornar a lima, levante-a levemente (nenhuma pressão é aplicada durante o curso de retorno) e mova-a ligeiramente para o lado para avaliar o nivelamento da superfície a partir das marcas da lima.
⑥ Durante todo o processo de limagem, o curso de avanço da lima não deve ser inferior a 2/3 do comprimento total da lima, com uma frequência de limagem de cerca de 30 a 40 vezes/min.
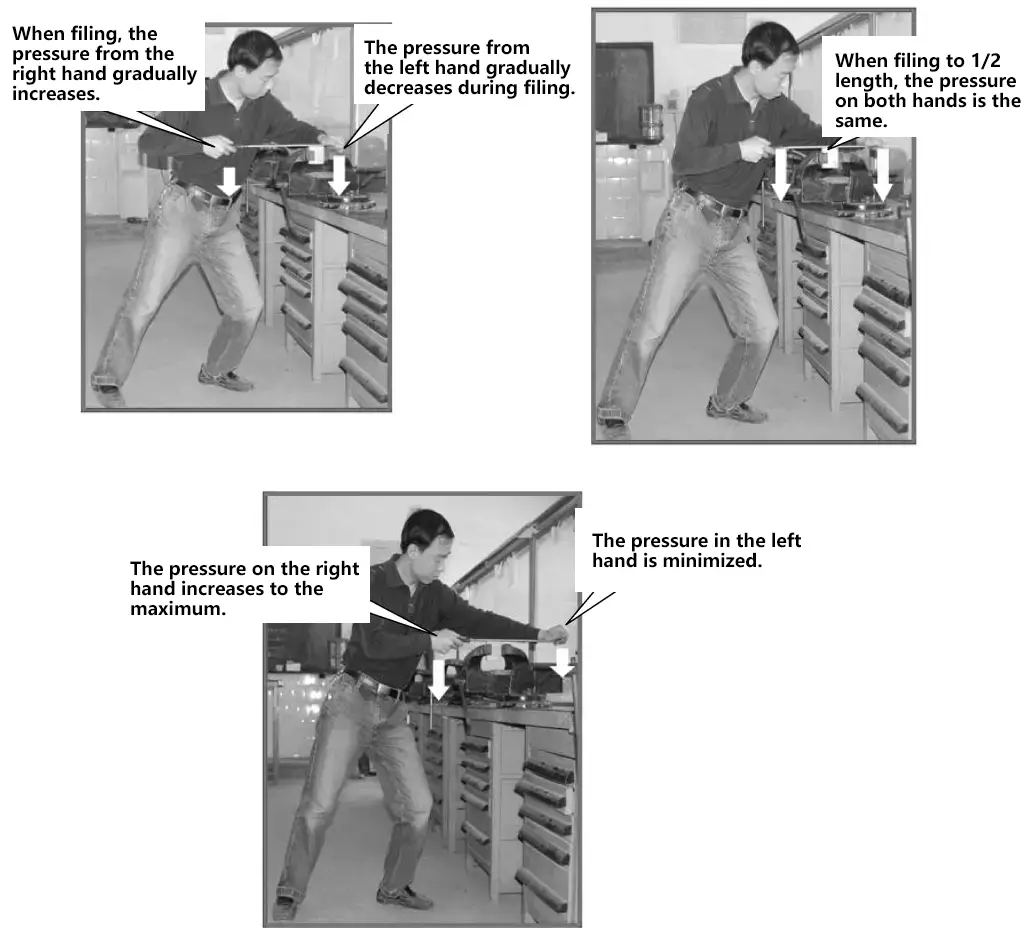
(5) Aplicação da força de arquivamento
O segredo para garantir uma superfície de lima plana é equilibrar o momento da força de limagem, ou seja, manter um movimento linear horizontal da lima durante o curso de avanço. Portanto, ao empurrar a lima, a força aplicada por ambas as mãos deve mudar continuamente à medida que a lima avança. A pressão da mão esquerda deve diminuir de grande para pequena, enquanto a pressão da mão direita aumenta de pequena para grande, garantindo que os momentos de força de ambas as mãos sejam iguais em relação ao centro da peça de trabalho, conforme mostrado na Figura 23.
Figura 23 Aplicação da força de arquivamento
3. Processo de arquivamento de peças individuais
(1) Analisar o desenho da peça
Por meio da análise do desenho da peça, as seguintes informações de processamento devem ser compreendidas:
1) A posição e o número de pontos de referência.
2) As tolerâncias dimensionais, as tolerâncias geométricas e os requisitos de rugosidade da superfície para as superfícies a serem limadas na peça.
(2) Inspeção da peça de trabalho
Verifique a peça de trabalho de acordo com as informações do desenho da peça:
1) Verifique se o material da peça corresponde aos requisitos técnicos do desenho da peça.
2) Verifique se há defeitos na peça de trabalho.
① Use uma régua de aço ou um bloco de marcação para verificar se há flexão, torção ou empenamento da peça de trabalho, bem como erros de nivelamento; use um esquadro para verificar preliminarmente sua perpendicularidade e determinar se ela atende às condições de processamento (se as tolerâncias geométricas podem ser garantidas após o processamento).
Como mostrado na Figura 24, para uma peça de ângulo reto de chapa fina, verifique a flexão, a torção ou o empenamento do material da chapa fina antes do processamento. Pequenas deformações podem ser corrigidas; se estiverem muito deformadas, a peça de trabalho deve ser substituída.
Figura 24 Ângulo reto da placa fina
② Use paquímetros em combinação com uma régua de aço para medir a peça de trabalho, especialmente os defeitos côncavos locais, para determinar se o tamanho mínimo é maior do que as dimensões marcadas no desenho da peça e avaliar a permissão de usinagem. Se o tamanho mínimo da peça de trabalho for menor do que a dimensão marcada ou se a permissão de usinagem for muito pequena para garantir as tolerâncias dimensionais e geométricas após o processamento, ela deverá ser considerada uma peça de trabalho defeituosa.
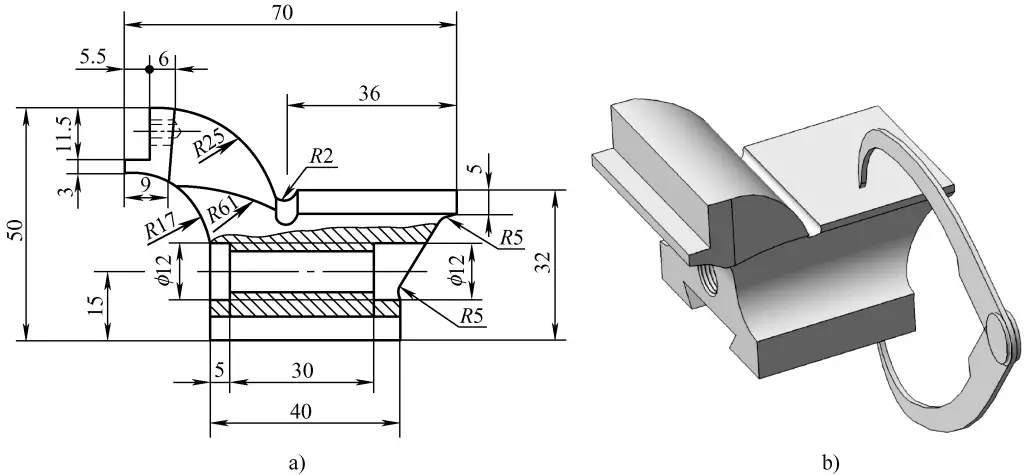
A Figura 25 mostra o diagrama de processamento da mandíbula móvel de um torno de bancada. Antes do processamento, use paquímetros e réguas de aço para verificar várias dimensões e avaliar a permissão de usinagem. A Figura 25b mostra a medição da altura (32 mm) entre a plataforma e a base.
Figura 25 Medição da peça de trabalho do torno de bancada
(3) Determinação do plano de processamento
1) Determinar o método de marcação.
2) Determinar a sequência de processamento do arquivamento.
① Para uma única peça, geralmente comece fazendo o acabamento da superfície de referência para garantir sua precisão geométrica.
② Em uma única peça, normalmente, primeiro assegure a perpendicularidade da superfície processada em relação à referência, depois seu paralelismo e dimensões e, por fim, refine sua planicidade. Após o acabamento fino, certifique-se de que as tolerâncias dimensionais, as tolerâncias geométricas e a rugosidade da superfície atendam aos requisitos marcados no desenho da peça.
③ Para evitar a deformação da peça de trabalho durante o processamento, considere processar primeiro as formas internas e depois os contornos externos, especialmente para materiais de chapa fina.
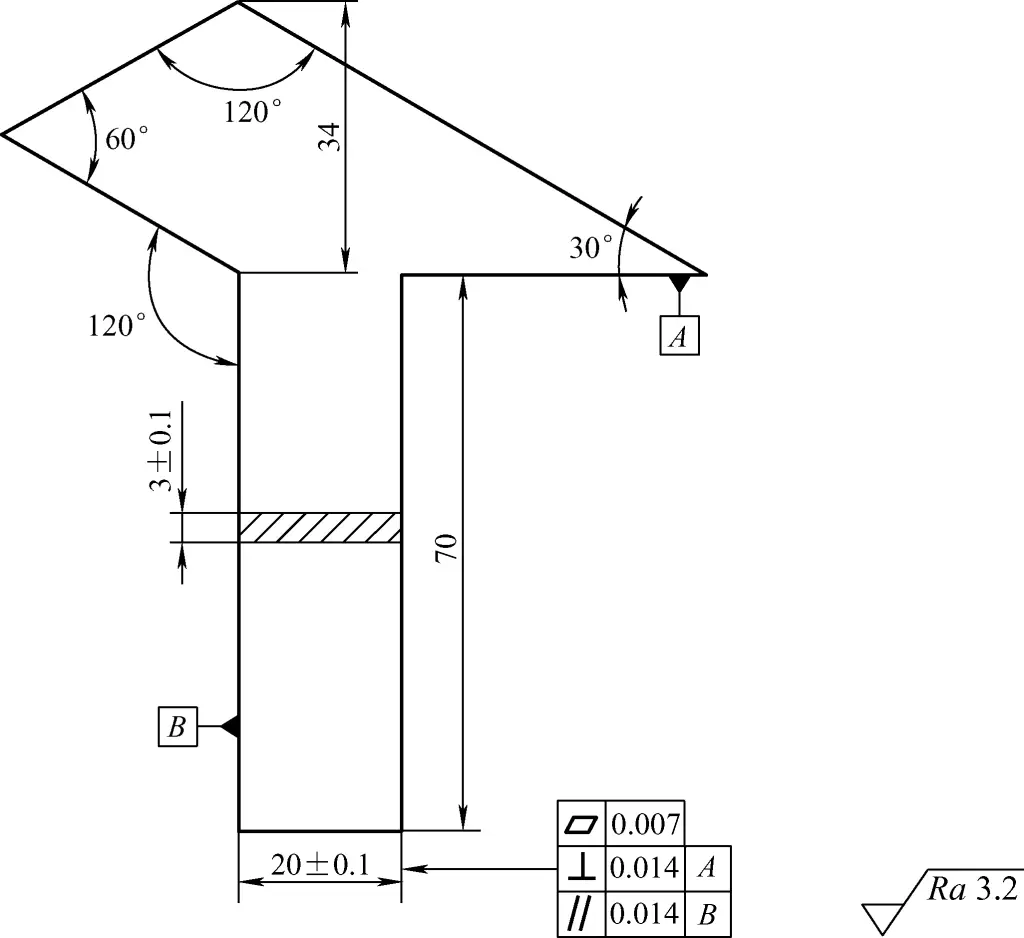
A Figura 26 mostra um modelo de medição de ângulo feito de uma placa fina de 3 mm. Para evitar a deformação da peça de trabalho, processe primeiro o ângulo reto interno e o ângulo interno de 120° e, em seguida, processe o ângulo externo de 120°.
Figura 26 Modelo de ângulo
3) Determine a permissão de usinagem. Normalmente, as superfícies limadas passam por processos de limagem bruta e limagem fina (incluindo acabamento fino), portanto, a alocação razoável da permissão de usinagem pode levar a resultados de processamento mais eficientes.
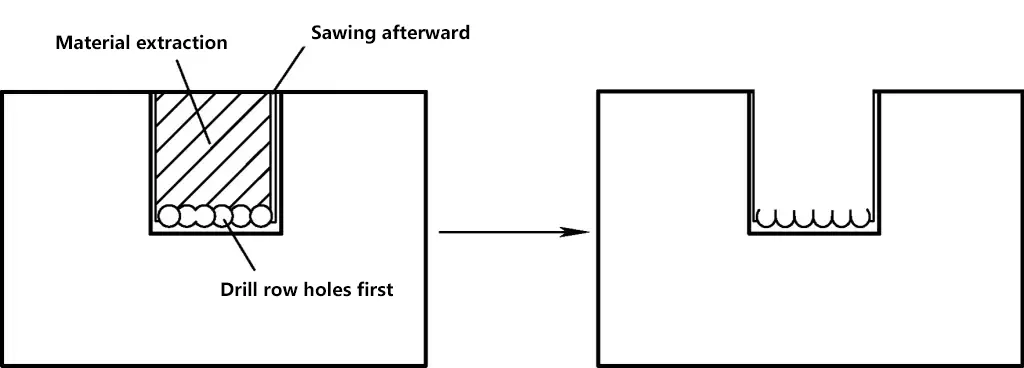
4) Determine o método de remoção de material. Para peças de trabalho com ranhuras internas, o processo de remoção de material sólido interno é chamado de remoção de material. Conforme mostrado na Figura 27, o método de perfuração seguido de cinzelamento ou serragem é comumente usado para remoção de material (consulte métodos de perfuração para obter detalhes).
Figura 27 Remoção de material antes da limagem
5) Durante o processamento, preste atenção aos métodos adequados de fixação da peça de trabalho para evitar deformações.
(4) Problemas de medição durante o processamento
Durante o processamento, é fundamental garantir a precisão dimensional e geométrica da peça, e a busca pela precisão da medição é uma etapa vital. Com base no processo de obtenção de resultados de medição, as medições podem ser divididas em medição direta e medição indireta.
1) Medição direta
Qualquer medição que possa obter de forma direta e precisa as dimensões e os erros geométricos da peça usando ferramentas de medição é chamada de medição direta. Isso inclui as dimensões externas e os erros geométricos das peças. As medições diretas são relativamente fáceis de obter resultados precisos e são mais simples, por isso não serão discutidas aqui.
2) Medição indireta
Qualquer medição que não possa ser medida diretamente com ferramentas, ou que possa ser medida diretamente, mas que não permita obter resultados precisos diretamente, é chamada de medição indireta.
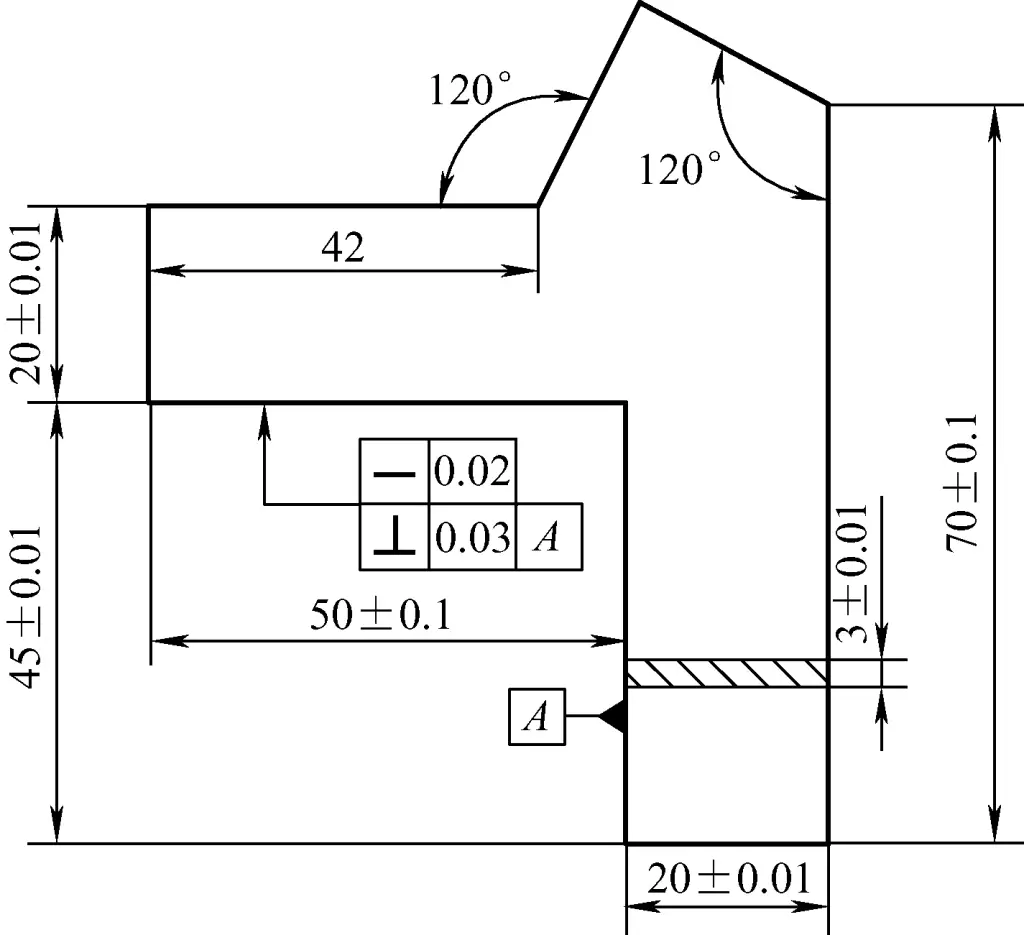
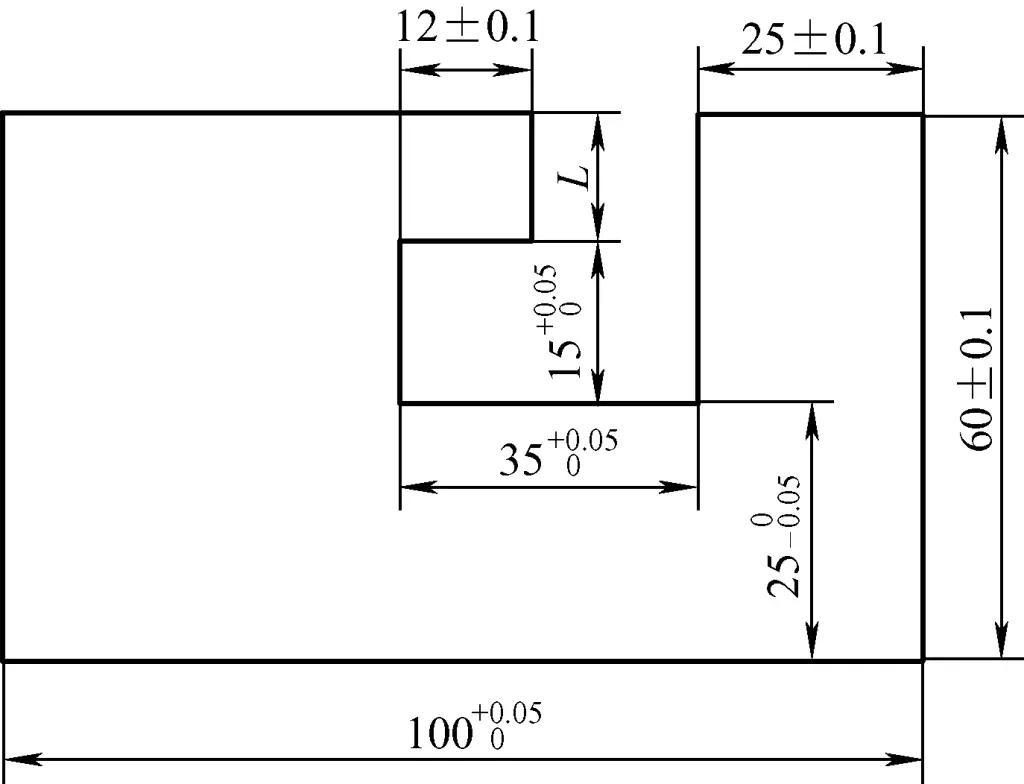
Conforme mostrado na peça de trabalho da Figura 28, a dimensão de profundidade de 15+0.050 mm é difícil de medir com precisão usando um paquímetro. Portanto, o método da cadeia de dimensões pode ser usado para calcular os valores de desvio superior e inferior da dimensão L. Durante o arquivamento, controle a dimensão L e os 250+0.05 mm para controlar a dimensão de 15+0.050 Dimensão em mm.
Figura 28 Medição indireta para controlar as dimensões
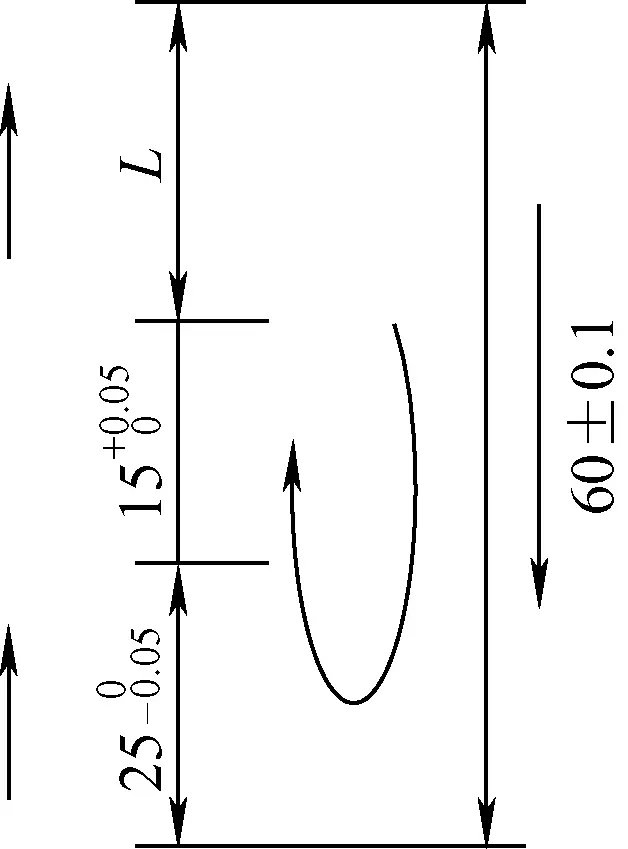
A Figura 29 mostra um diagrama simplificado dessa cadeia de dimensões. O processo de solução é o seguinte:
Figura 29 Resolução da cadeia de dimensões para obter resultados de medição
A dimensão L é o elo final formado após a determinação de todas as outras dimensões. Seguindo as setas, (60±0,1) mm é um elo crescente, enquanto 250-0.05 mm e 15+0.050 mm são links decrescentes. Portanto, temos:
Lmáximo=(60,1-24,95-15) mm =20,15mm
Lmin=(59,9-25-15,05) mm =19,85mm
Portanto, durante o arquivamento, meça a dimensão L e a dimensão de 25 mm e controle o intervalo da dimensão de arquivamento para 250-0.05 mm e (20±0,15) mm para garantir o requisito de precisão de arquivamento de 15+0.050 mm.
Como os engenheiros criam essas linhas exatas nas peças de metal? É tudo uma questão de marcação - uma habilidade fundamental na engenharia mecânica. Esta...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.