Técnicas de bordas de chapas metálicas: Flangeamento, bainha e dimensionamento
Última atualização:
13 de outubro de 2024
Compartilhe seu gosto:
Índice
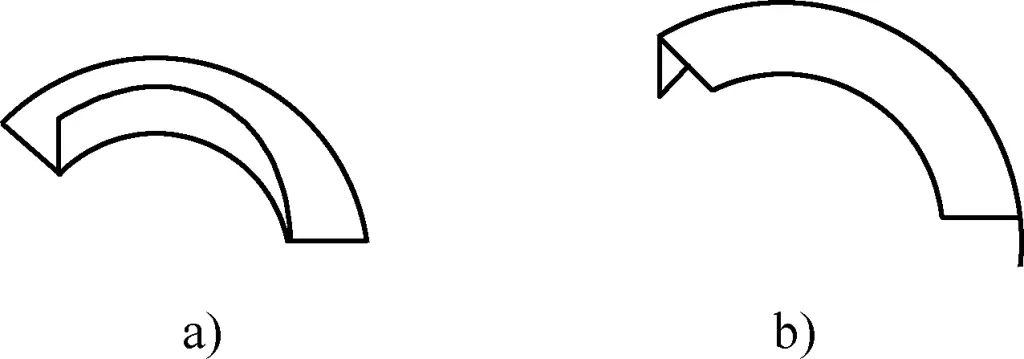
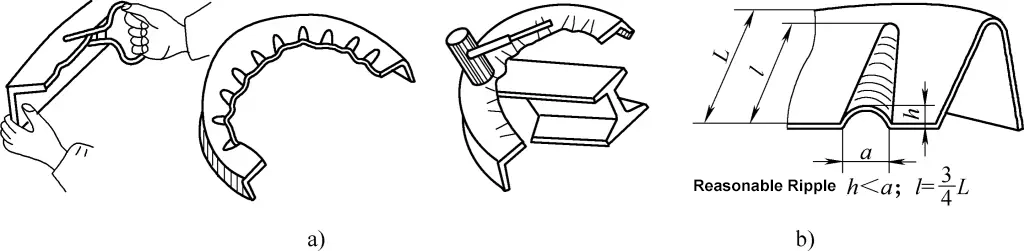
O método de fabricação de peças com bordas curvas por meio do afinamento e do alongamento de um lado do blank é chamado de expansão de borda, enquanto o encolhimento de borda é o método de fabricação de peças curvas por meio do encurtamento do comprimento e do aumento da espessura de um lado do blank. A Figura 1a mostra um componente curvado externo fabricado pelo método de expansão de borda usando ângulo de aço, enquanto a Figura 1b mostra um componente curvado interno fabricado usando o método de encolhimento de borda.
Figura 1 Diminuição e expansão da borda
a) Expansão da borda b) Encolhimento da borda
I. Métodos de expansão e contração de bordas
Os princípios de formação de expansão e contração de bordas são diferentes, portanto, seus métodos operacionais não são exatamente os mesmos.
1. Método de expansão de bordas
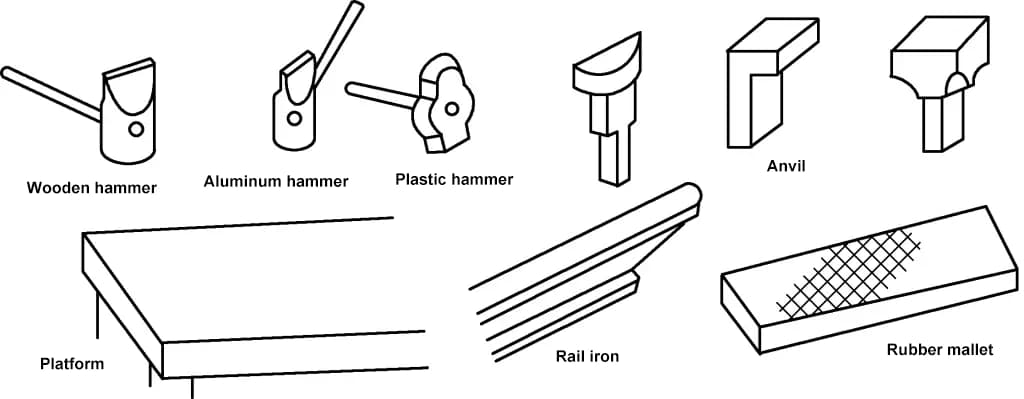
As ferramentas de expansão de bordas incluem martelos de madeira, martelos de alumínio, martelos de baquelite, martelos de ferro, ferros de trilho, bigornas, plataformas, suportes, etc., conforme mostrado na Figura 2.
Figura 2 Ferramentas de expansão de bordas
O método comumente usado na produção é a expansão da borda de desbaste. A expansão da borda de desbaste é eficaz, mas resulta em uma superfície áspera e espessura irregular.
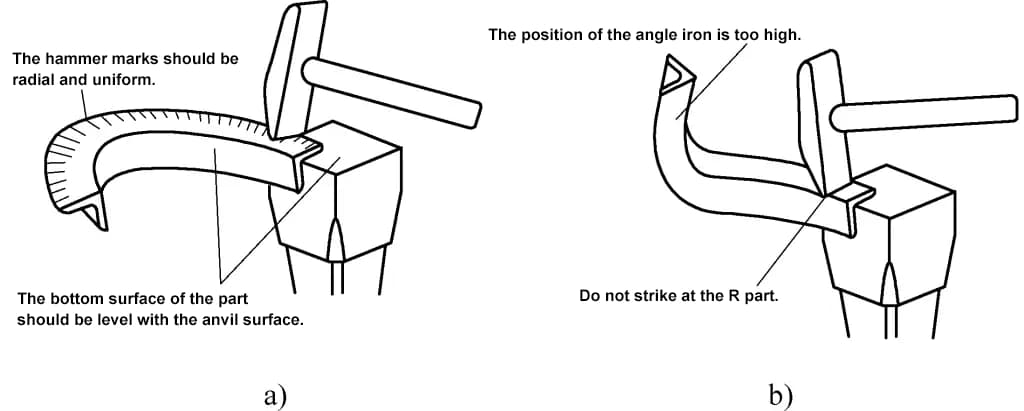
Ao fabricar a peça de borda curva côncava mostrada na Figura 1a, um perfil em ângulo reto pode ser usado para martelar a borda do material em uma bigorna ou plataforma (veja a Figura 3), afinando o material da borda, aumentando sua área e estendendo a borda curva. Quanto mais perto da borda do perfil, mais ela se estende; quanto mais perto da borda interna, menos ela se estende. Assim, o perfil reto é gradualmente martelado em uma peça com borda curva.
Figura 3 Martelamento de desbaste
Durante a operação de martelamento, o tamanho desdobrado da peça deve ser calculado primeiro. Ao expandir, a superfície inferior do perfil deve ser mantida nivelada com a superfície da bigorna, nem muito alta nem muito baixa; caso contrário, o perfil poderá se deformar durante o processo de expansão.
As marcas de martelo devem ser uniformes e irradiar para fora, cobrindo 3/4 da largura da curva, e não martelar ao longo da seção R do perfil. O martelamento deve ser feito dentro da área curva e, para peças de canto com seções retas, não se deve martelar dentro da área reta. Durante a expansão, o material pode sofrer endurecimento por trabalho. Se ele se tornar duro, será necessário fazer o recozimento; caso contrário, o martelamento contínuo poderá causar rachaduras.
Durante a operação, verifique constantemente o formato com um gabarito ou ferramenta de medição. Quando a forma desejada for alcançada, prossiga com o acabamento, o endireitamento e a usinagem fina.
2. Método de encolhimento de bordas
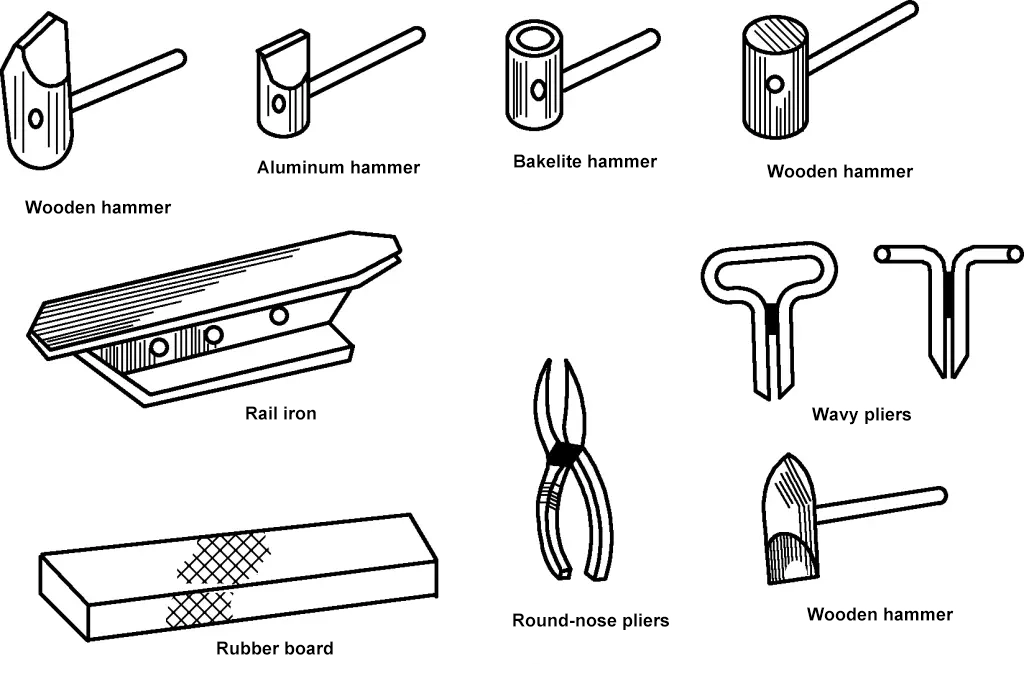
As ferramentas de encolhimento de bordas incluem martelos de madeira, martelos de alumínio, martelos de baquelite, martelos de ferro, ferros para trilhos, alicates corrugados e alicates de bico redondo, conforme mostrado na Figura 4.
Figura 4 Ferramentas de redução de bordas
Na produção, o método comumente usado é o encolhimento com alicates corrugados. Durante a operação, use um alicate corrugado para formar corrugações plissadas na borda do material; as dobras devem ser densas e uniformes.
Se a peça em branco for grossa, ela pode ser colocada em uma madeira dura e batida com um martelo de corte para criar pregas, obtendo a curvatura desejada. Em seguida, enquanto evita que as pregas se endireitem e retornem, nivele-as no ferro ferroviário usando um martelo de madeira (consulte a Figura 5a). Os alicates corrugados podem ser soldados com fio de aço de 8 a 10 mm dobrado, e a superfície deve ser lisa para evitar arranhões na superfície da peça de trabalho. As formas das dobras formadas devem ser razoáveis (veja a Figura 5b).
Figura 5 Operação de encolhimento de borda com alicate corrugado
II. Cálculo do tamanho não dobrado para expansão e contração de bordas
Devido às diferentes deformações que ocorrem na expansão e contração das bordas, o cálculo do tamanho desdobrado também é diferente.
1. Cálculo do tamanho não dobrado para peças de expansão de borda
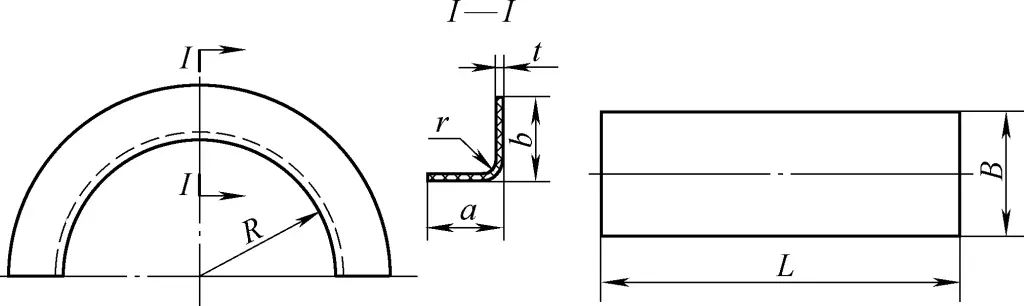
A largura desdobrada da parte semicircular na Figura 6 pode ser calculada usando a fórmula de cálculo para o comprimento desdobrado de perfis dobrados.
Figura 6 Cálculo de tamanho para peças de expansão de borda semicircular
B=a+b-(r/2+t)
Na fórmula
B - Largura do material não dobrado (mm);
a, b - Largura de expansão da borda (mm);
r - Raio do canto (mm);
t - Espessura do material (mm).
O comprimento desdobrado é calculado usando o comprimento do arco na metade da largura da expansão da borda b, devido aos diferentes graus de expansão do material em várias partes do plano de expansão. A borda externa é mais fina e se expande mais, enquanto a borda interna é menos fina e se expande menos.
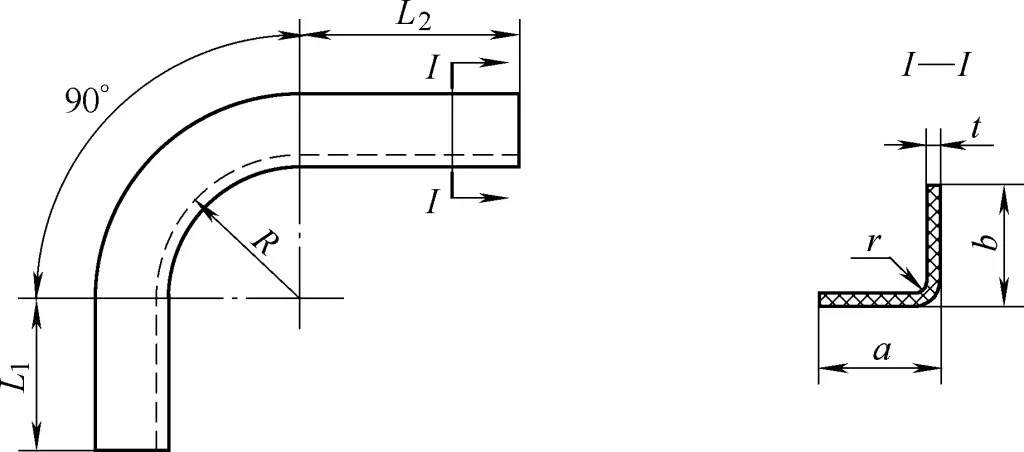
A largura desdobrada da parte em ângulo reto mostrada na Figura 7 é a mesma da fórmula acima. O comprimento desdobrado L é igual à soma das partes retas e curvas, ou seja
Figura 7 Cálculo de tamanho para peças de expansão de borda em ângulo reto
2. Cálculo do tamanho não dobrado para peças com contração de borda
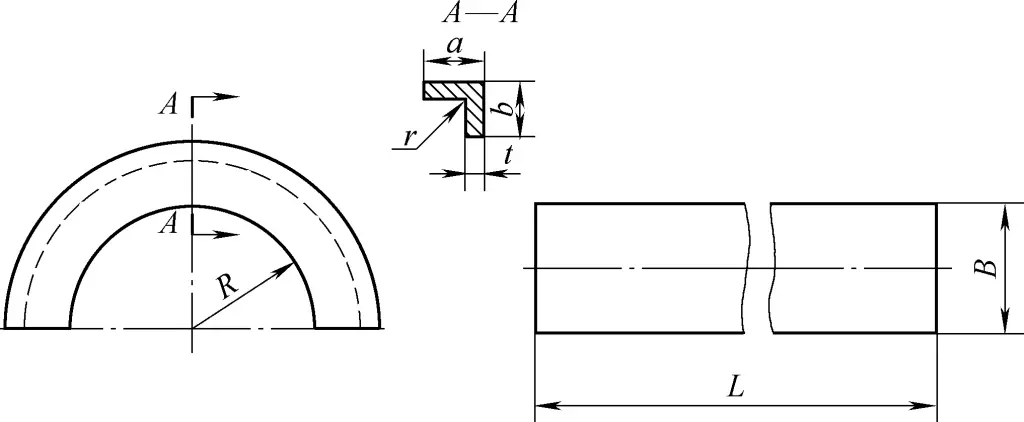
O material desdobrado do ângulo de aço encolhido em partes semicirculares, conforme mostrado na Figura 8, é calculado com a seguinte fórmula:
B=a+b-(r/2+t) L=π(R+b)
Na fórmula
L - Comprimento do material não dobrado (mm);
B - Largura do material não dobrado (mm);
a, b - Largura da dobra (mm);
R - Raio de curvatura da peça (mm).
r-raio de curvatura (mm);
t-espessura do material (mm).
Figura 8 Cálculo do tamanho da peça semicircular de corte de borda
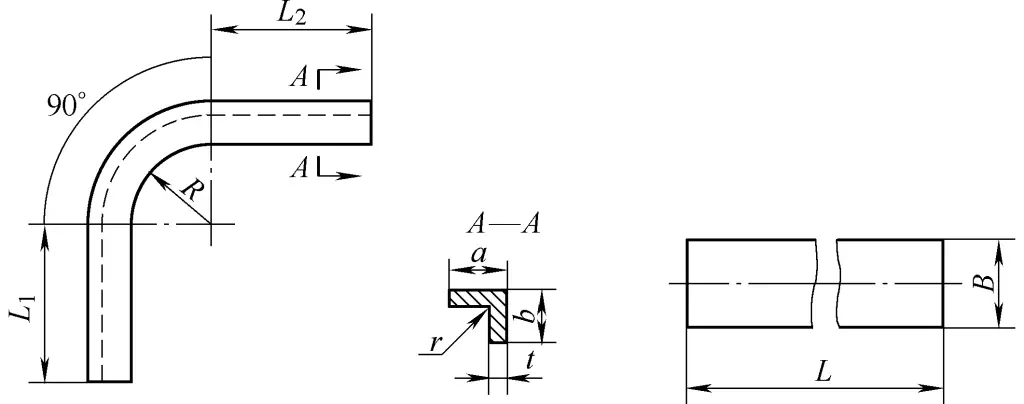
Conforme mostrado na Figura 9, a peça de corte angular em um formato de ângulo reto tem a mesma largura desdobrada que a fórmula acima. O comprimento desdobrado L é calculado da seguinte forma:
Figura 9 Cálculo do tamanho da peça de corte de borda em ângulo reto
L=L1+L2+π/2(R+b)
Na fórmula
L1, L2 - são os comprimentos das partes retas (mm);
Selecionar a tonelagem correta da prensa dobradeira para o seu projeto de dobra de chapas metálicas não é apenas uma necessidade técnica - é um fator crítico...
O que transforma o metal plano nos produtos que usamos diariamente? A fabricação de chapas metálicas é fundamental! Este artigo explora os materiais...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.