
Correção mecânica: Métodos e aplicações
Você já pensou em como o metal torto se torna reto novamente? Este artigo mergulha no mundo da correção mecânica, revelando as...
Você já se perguntou por que as peças de chapa metálica às vezes não se encaixam perfeitamente? Este artigo explora o fascinante mundo do endireitamento de chapas metálicas deformadas, um processo crucial para garantir a montagem sem falhas e a longevidade das estruturas metálicas. Saiba como várias técnicas de endireitamento podem corrigir essas deformações e melhorar a qualidade do produto.

Durante o processamento de componentes de chapa metálica, podem ocorrer várias deformações, como a deformação por retorno elástico após a remoção de forças externas, a deformação por tensão causada por tensões internas devido à restrição do material, a deformação devido ao tratamento térmico, a deformação causada pelo transporte ou colisões de material e a deformação causada por matérias-primas irregulares, entre outras. Se essas deformações nas peças não forem corrigidas, elas podem afetar a montagem adequada de toda a estrutura de chapa metálica, reduzir a qualidade da montagem e até mesmo comprometer a resistência e a vida útil do componente.
O processo de eliminação de deformações em componentes de chapa metálica é conhecido coletivamente como endireitamento. O endireitamento é um método usado para corrigir a forma geométrica de estruturas de aço e matérias-primas que não atendem aos requisitos do produto, causando um certo grau de deformação plástica, atingindo assim a geometria exigida pelo produto. Todas as deformações devem ser endireitadas antes que o processamento ou a montagem subsequentes possam prosseguir. O endireitamento é uma das operações básicas importantes em processamento de chapas metálicas.
Os métodos comuns de endireitamento de chapas metálicas incluem o endireitamento manual, o endireitamento mecânico e o endireitamento por chama. O endireitamento manual é usado principalmente para corrigir os defeitos de forma e tamanho das peças de chapa metálica após a conformação ou em situações em que o endireitamento mecânico não é possível devido a limitações do equipamento de produção. Como a operação manual é flexível, eficaz e de baixo custo, ela é amplamente utilizada na produção.
O endireitamento mecânico é geralmente usado para endireitar e aplainar matérias-primas metálicas e grandes chapas metálicas em bruto (chapas metálicas, seção de aço, etc.). O endireitamento por chama é usado principalmente para endireitar e aplainar grandes componentes de chapa metálica. Como é minimamente afetado pelos locais de processamento e pelas condições do equipamento, é especialmente adequado para operações no campo ou em ambientes fora da oficina.
O endireitamento manual utiliza ferramentas manuais (marretas ou martelos) para golpear partes específicas de uma peça de trabalho em uma plataforma de trabalho. Por meio das operações de "compressão" e "alívio" na peça bruta, o metal nas áreas mais apertadas é esticado, fazendo com que os comprimentos das fibras de todas as camadas tendam à uniformidade, obtendo-se assim o endireitamento. Como os componentes da chapa metálica diferem em termos de material, estrutura e causas de deformação, os métodos específicos de endireitamento manual também variam.
As chapas de aço finas são particularmente propensas à deformação durante o transporte e a fabricação do produto devido ao estresse localizado, às altas temperaturas ou ao armazenamento irregular ao ar livre por longos períodos. A correção de chapas de aço finas é uma operação altamente qualificada e relativamente desafiadora.
Durante o processo de endireitamento, você deve primeiro analisar o tipo de deformação ou a combinação de deformações básicas presentes, com base na condição da chapa fina. Após determinar quais áreas da chapa estão soltas (fibras longas) e quais áreas estão apertadas (fibras curtas), prossiga com as operações de endireitamento subsequentes.
"Loose" (solto) e "Tight" (apertado) são os termos usados pelos trabalhadores de chapas metálicas para descrever as condições irregulares da superfície das chapas de aço devido a diferenças na tensão localizada. Na prática, as áreas em que o material está esticado e parece irregular ou empenado são chamadas de "soltas", enquanto as áreas em que o material não se deformou e permanece plano são chamadas de "apertadas". O objetivo do endireitamento é afrouxar as áreas "apertadas" ou apertar as áreas "soltas", obtendo uma tensão uniforme em toda a placa para corrigir a deformação.
Antes de endireitar, você deve inspecionar a deformação da chapa de aço. As áreas "soltas" ou "apertadas" podem ser identificadas com base na experiência: as áreas que parecem elevadas ou deprimidas, movendo-se visivelmente quando a pressão é aplicada, são classificadas como "soltas", enquanto as áreas relativamente planas são consideradas "apertadas". Quando uma placa de aço fina e irregular é colocada em uma plataforma plana e sólida, algumas áreas se elevam, enquanto outras pressionam firmemente contra a plataforma.
Se as bordas da placa fina estiverem planas contra a plataforma, mas o centro estiver saliente, o centro está "solto" e as bordas estão "apertadas". Se o centro estiver plano, mas as bordas tiverem uma forma ondulada, as bordas serão consideradas "soltas".
Se a distinção entre "solto" e "apertado" em uma chapa de aço não estiver clara, você pode começar aplicando marteladas circulares nas regiões internas apropriadas próximas às bordas, transformando as deformações irregulares em padrões regulares. Em seguida, prossiga para relaxar as áreas apertadas.
Nos casos em que houver um abaulamento local grave que dificulte o relaxamento das áreas adjacentes, aplique primeiro o aquecimento localizado na área do abaulamento. Isso faz com que a área protuberante encolha até ficar quase plana, após o que o endireitamento a frio pode ser aplicado. Ao fazer a correção, certifique-se de que a peça de trabalho seja virada e golpeada em ambos os lados.
Os padrões de deformação em placas finas incluem abaulamento no centro, bordas onduladas e deformação ascendente nos cantos, conforme mostrado na Figura 1.
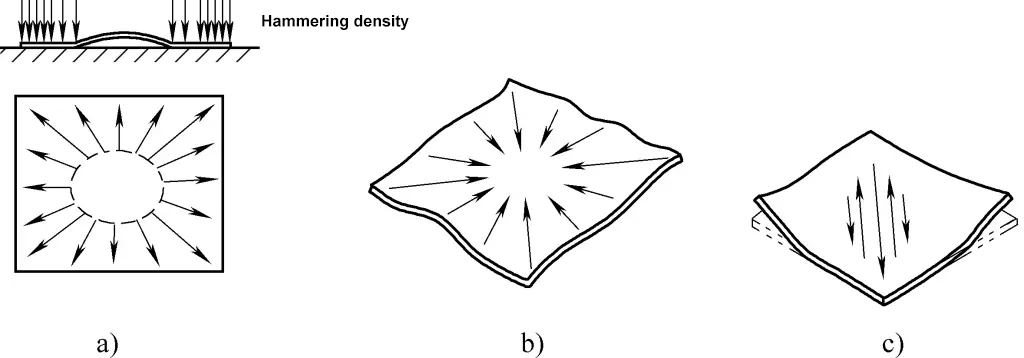
a) Abaulamento no centro
b) Bordas onduladas
c) Deformação para cima nos cantos
A Figura 1 mostra o endireitamento de uma protuberância no centro de uma chapa de aço fina. Uma protuberância no centro indica que as fibras no meio da placa são mais longas do que nas bordas, o que é comumente descrito como as bordas sendo "apertadas" e o centro "solto".
A área protuberante se assemelha a uma mancha úmida em um pedaço de papel fino com alguma absorção; quando vista de um lado, a parte protuberante é mais alta do que o plano plano circundante e suas bordas estão esticadas. Do lado oposto, a área parece mais baixa do que a superfície circundante, com as bordas também em estado tenso. Se os comprimentos das fibras da placa forem corrigidos para que sejam relativamente iguais, a protuberância desaparecerá e a placa se tornará plana.
No endireitamento manual, deve-se martelar ao redor das bordas da placa, começando perto da área protuberante e estendendo-se gradualmente para fora, conforme mostrado pelas setas na Figura 1. Quanto mais próximo das bordas você chegar, mais denso e duro deverá ser o martelamento. O objetivo é esticar as fibras circunferenciais ao redor da área de abaulamento proporcionalmente na direção radial. Isso iguala os comprimentos das fibras em toda a placa, eliminando assim a protuberância central.
Se houver vários pontos protuberantes adjacentes na superfície da chapa fina, você deve primeiro martelar levemente as áreas entre as protuberâncias para mesclar vários pontos em uma única área. Em seguida, aplique o método mencionado acima para martelar ao redor das bordas e achatar a placa.
A Figura 1b mostra o endireitamento de bordas onduladas em uma placa. Essa deformação indica que as fibras ao redor das bordas da placa são mais longas do que as do centro. Em outras palavras, as bordas estão "soltas" e o centro está "apertado", como uma folha de papel encharcada que secou.
O endireitamento manual de bordas onduladas deve envolver o martelamento gradual das bordas em direção ao centro, conforme mostrado pelas setas na Figura 1b. A densidade dos golpes de martelo deve aumentar das bordas para o centro, e a força de cada golpe também deve aumentar, de modo que as fibras no centro se estiquem. Eventualmente, os comprimentos das fibras em toda a placa se igualarão, alcançando o resultado de endireitamento desejado.
Se a placa fina sofrer deformações irregulares, como torção, como a deformação de empenamento diagonal mostrada na Figura 1c, isso indica que há uma área de tensão de tração perpendicular à direção do empenamento diagonal na área central da placa fina, e a direção da tensão de tração está ao longo da direção longa dessa área de tensão.
A partir dessa análise, a deformação da placa fina é causada pelo fato de as fibras na direção da tensão de tração serem ligeiramente mais curtas do que as fibras ao seu redor. Durante a correção manual, deve-se começar a martelar progressivamente em direção ao centro, a partir de ambas as extremidades, ao longo da direção da área de tensão, fazendo com que as fibras na área de tensão se estiquem e se tornem tão longas quanto as fibras ao redor, obtendo assim a correção.
Para os três tipos de deformações mencionadas acima, a correção também pode ser feita geralmente com o uso de uma placa de impacto (também conhecida como slapper). A placa de impacto é feita de uma placa de aço com boa elasticidade, com espessura de 3 a 5 mm, largura não inferior a 40 mm e comprimento não inferior a 400 mm. As dimensões específicas da placa de impacto dependem da espessura e do tamanho da placa que está sendo corrigida.
O objetivo de golpear a parte elevada (ou solta) da área de deformação com a placa de golpe é fazer com que as fibras do material que está sendo golpeado encurtem, alinhando-as com as fibras circundantes em comprimento, obtendo assim a correção.
Como a espessura da placa de impacto é muito maior do que a da placa fina, e sua rigidez também é maior, ela também pode comprimir e esticar as fibras nas áreas tensionadas do material para obter a correção. Como a superfície de contato entre a placa de impacto e a placa corrigida é grande e a força é distribuída uniformemente, não há marcas de martelo e a eficiência da correção é relativamente alta. No entanto, a deformação causada pela batida não é muito grande, portanto, é adequada apenas para a correção inicial em grandes áreas.
Ao corrigir a deformação de uma protuberância no centro de uma placa fina, evite martelar diretamente a protuberância. Isso ocorre porque a placa fina tem baixa rigidez normal da superfície e martelar a protuberância pode alongar ainda mais as fibras na protuberância devido à compressão, piorando a protuberância.
Ao corrigir uma placa fina, seja encurtando as fibras mais longas na área abaulada ou alongando as fibras mais curtas na área tensa, deve-se sempre proceder gradual e uniformemente das bordas em direção ao centro de deformação, e a força de correção deve aumentar gradualmente. É proibido começar pelo centro de deformação, pois isso pode levar a deformações mais complexas, dificultando a correção posterior.
Além disso, evite mudanças irregulares na força de correção, que podem causar alongamento ou contração irregulares das fibras, levando a áreas contíguas de deformação que complicarão as correções posteriores e aumentarão a carga de trabalho.
Os metais não ferrosos metais Os metais comumente usados para peças de chapa metálica incluem ligas de alumínio e ligas de cobre, e suas propriedades mecânicas são relativamente baixas. Entretanto, para melhorar a trabalhabilidade do material, os metais que podem ser reforçados por meio de tratamento térmico são normalmente usados em seu estado recozido quando entregues à fábrica.
Como os metais não ferrosos são propensos a apresentar marcas de martelo em suas superfícies após o martelamento, ao corrigir e formar chapas de metais não ferrosos, um pedaço de tira de borracha de dureza média (também chamado de slapper) é frequentemente usado como ferramenta de correção. O objetivo dessa batida é causar deformação por contração tangencial do material na área de contato com a tira de borracha, ao longo do comprimento da tira.
Os metais não ferrosos têm boa capacidade de trabalho. Sua dureza é relativamente baixa na condição de trabalho, e a espessura da placa também é pequena, de modo que a rigidez normal da superfície é fraca. Portanto, é fácil deformar, mas é difícil deixar a placa inteira plana. Qualquer pequeno impacto ou manuseio inadequado pode causar novas irregularidades.
Portanto, ao corrigir chapas finas de metais não ferrosos, é importante ser meticuloso, usar um manuseio cuidadoso e ter um certo nível de habilidade. Primeiramente, a deformação deve ser analisada para localizar as áreas deformadas e entender sua natureza, e só então o método apropriado e as áreas específicas para correção devem ser selecionados.
Durante a correção, observe com cuidado e aja lentamente. A área de deformação (se está "solta" ou "apertada" é determinada da mesma forma descrita para placas de aço finas) deve ser identificada com precisão antes de selecionar o método e as ferramentas de correção apropriados.
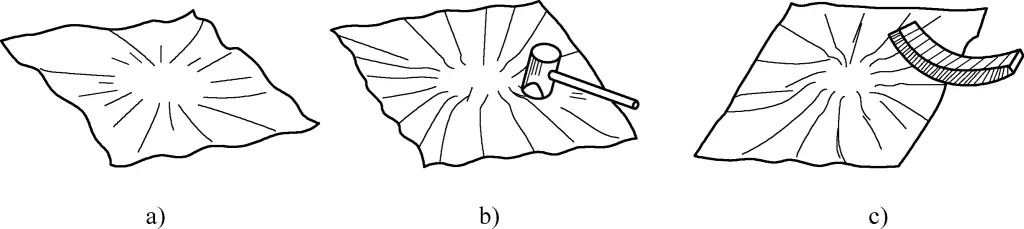
As deformações comuns de placas planas incluem abaulamento central e ondulação nas bordas.
A operação de correção do abaulamento é mostrada na Figura 2. Coloque a superfície abaulada da placa plana virada para cima na plataforma, com uma leve pressão nos quatro cantos para garantir que as bordas da placa entrem em contato com a plataforma. Primeiro, use a tira de borracha para dar um tapa em toda a superfície, garantindo que a tira cubra a área protuberante, fazendo com que o material na área protuberante se contraia (consulte a Figura 2a). Nesse ponto, o grau de abaulamento diminui e o limite entre as áreas abauladas e as não abauladas se torna indistinto.
a) Tira de borracha batendo na placa fina abaulada
b) Martelamento nas bordas
Em seguida, use um martelo de cobre ou alumínio para martelar ao redor das bordas da área abaulada, começando pela borda e prosseguindo em uma direção tangencial ao longo do limite da área abaulada. O martelamento deve seguir uma direção rotacional escolhida e progredir sistematicamente.
Quanto mais distantes estiverem os pontos de martelamento, mais densos eles devem ser, e devem ser tão uniformes quanto possível. O objetivo do martelamento é induzir a deformação de alongamento tangencial no material. Quanto mais densos forem os pontos de martelamento, maior será o material pressionado pelo martelo além da área abaulada; quanto mais uniforme for o martelamento, melhor será o efeito de correção, evitando novos pequenos abaulamentos causados por martelamentos irregulares (consulte a Figura 2b).
Vale a pena mencionar que os dois métodos de correção diferentes para achatar uma placa abaulada são complementares um ao outro. Quanto ao grau de avanço de cada método, isso depende da extensão específica do abaulamento e do tamanho da área abaulada da placa. O princípio é: cada método deve funcionar com seu potencial máximo de correção.
Para placas com protuberâncias maiores, a correção pode ser feita progressivamente em várias etapas. Após cada ciclo de correção, é necessário realizar um recozimento de alívio de tensão. Durante cada combinação de correções, a sequência de métodos permanece inalterada, ou seja, primeiro a tira de borracha para contrair a área protuberante e, em seguida, o martelamento ao redor das bordas, até que o requisito de correção seja atendido.
Quando a folga nas bordas resulta em instabilidade e deformação ondulada nas bordas da placa (veja a Figura 3a), o método a seguir pode ser usado para correção.
a) Deformação da onda
b) Quebrando as ondas
c) Suavizar as ondas com uma tira de borracha
Primeiro, divida as ondas grandes em inúmeras ondas pequenas martelando ao longo das bordas soltas com um martelo de cobre ou alumínio (consulte a Figura 3b). Em seguida, vire a placa sobre a plataforma e bata nas bordas com a tira de borracha (veja a Figura 3c), causando a contração do material nas partes soltas, reduzindo assim a altura das ondas grandes.
O objetivo de dividir as ondas grandes em muitas ondas pequenas é converter as superfícies de ondas grandes em superfícies microscopicamente curvas, mas, em geral, planas, facilitando a deformação por contração por meio de batidas com a tira de borracha dentro das superfícies microcurvas.
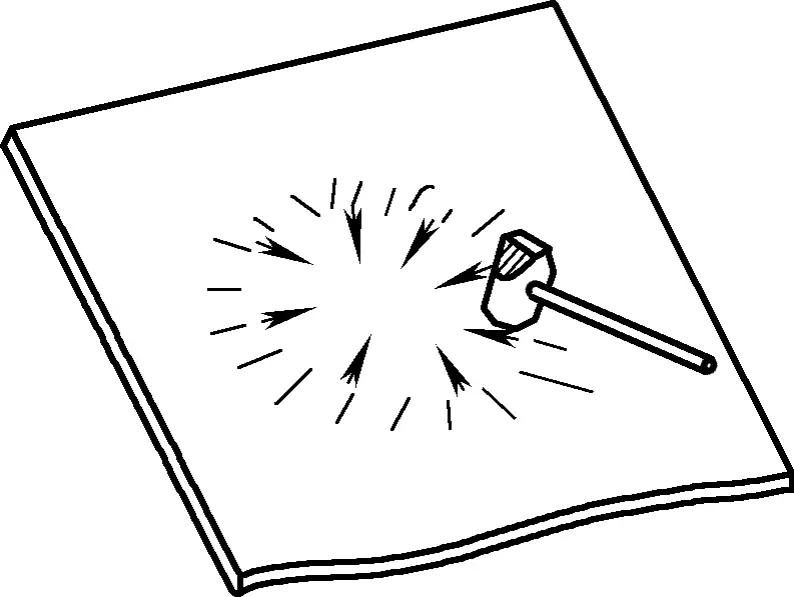
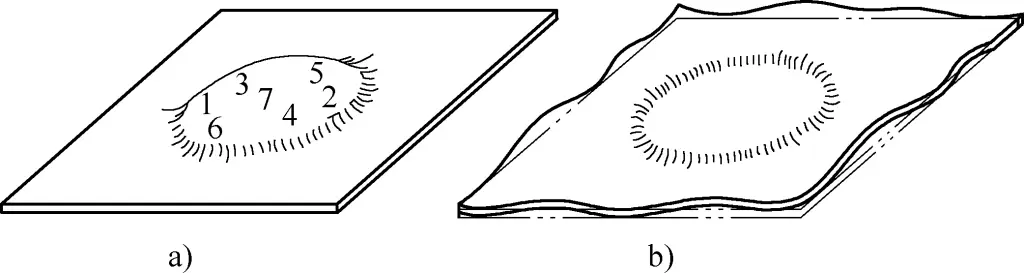
Após golpear ao redor da placa, comece pela parte interna da área solta e martele para dentro, conforme mostrado na Figura 4, fazendo com que o material se estenda circunferencialmente. Isso pode reduzir a irregularidade geral causada pelo afrouxamento nas bordas. Durante a martelagem da área central, quanto mais próximo do centro o martelo bater, mais denso ele deverá ser, garantindo uniformidade na correção geral da placa.
Semelhante à correção para eliminar o abaulamento, os dois métodos de correção diferentes mencionados acima para eliminar a folga da borda são usados em conjunto. Para graus maiores de folga, você também pode consultar o método para eliminar o abaulamento.
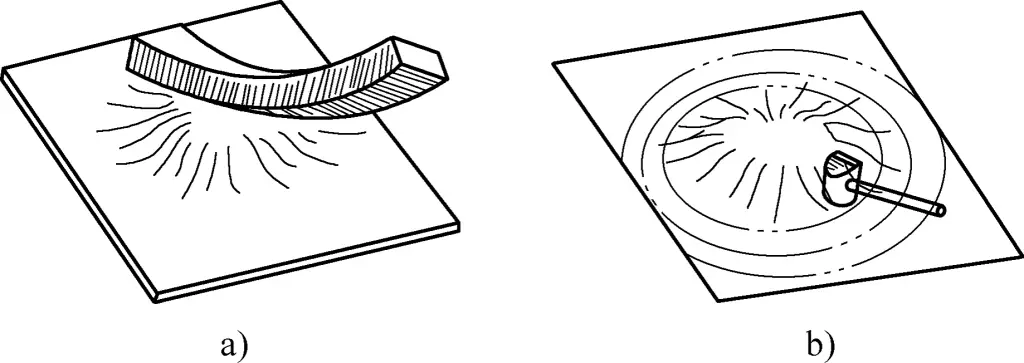
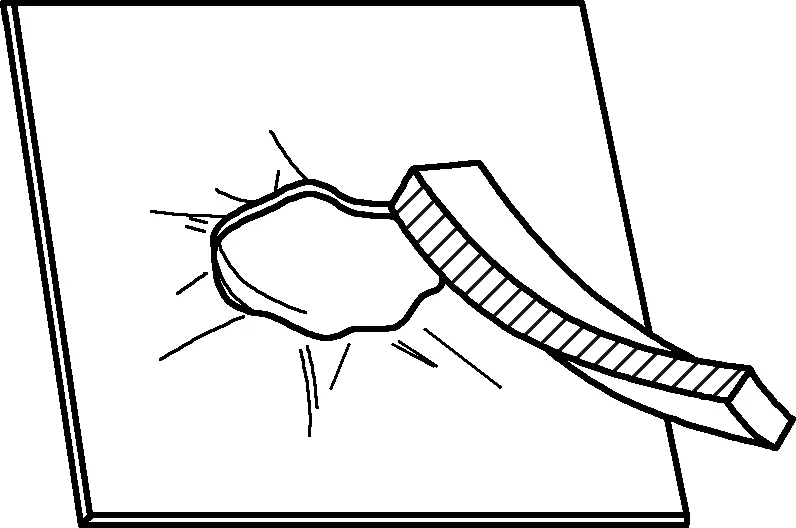
Para placas com furos planos, o afrouxamento da deformação ao redor do furo pode ser corrigido conforme mostrado na Figura 5. Isso envolve o uso de uma tira de borracha para bater tangencialmente ao longo da borda do furo para empurrar o material para longe, obtendo a correção.
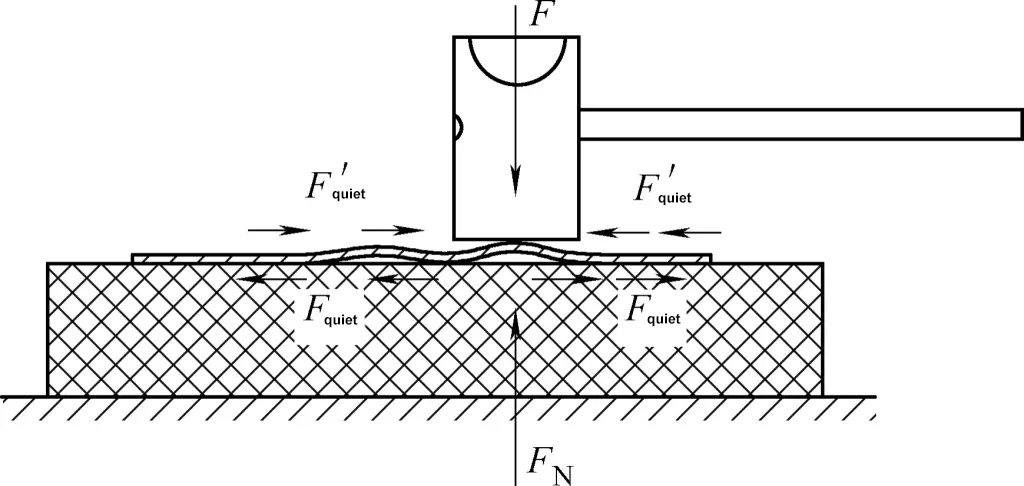
No caso de bordas de furo muito soltas, a placa pode ser colocada em uma almofada de borracha e um martelo de cobre pode ser usado para golpear as bordas elevadas ao redor do furo, fazendo com que o material encolha, o que permite a correção da placa (consulte a Figura 6). O princípio por trás dessa correção é que, quando a borda elevada ao redor do furo é martelada, o atrito estático entre a placa e a almofada de borracha, combinado com a força de impacto e a contraforça da almofada, causa a deformação compressiva da borda elevada, resultando no nivelamento das bordas do furo.
Para placas com furos reforçados, como furos flangeados, há uma tensão residual complexa remanescente ao redor do furo flangeado, incluindo momentos de flexão radial através do eixo do furo e tensão tangencial de compressão ao longo da borda do flange. Isso leva a uma deformação de "aperto" no raio externo da curva flangeada e a uma deformação de afrouxamento na borda externa plana.
Para eliminar essas deformações, a peça geralmente é colocada em um molde com o lado dobrado voltado para baixo ou em uma superfície plana com o lado dobrado voltado para cima, usando um martelo de cobre para bater ao redor do furo (veja a Figura 7). Isso altera a tensão residual de tração distribuída no material ao redor do furo para tensão residual de compressão, fazendo com que a tensão em vários pontos ao redor do furo "relaxe", e a superfície tende a se achatar. A parte da borda externa é batida com uma tira de borracha para fazer com que o material encolha e atinja o achatamento.
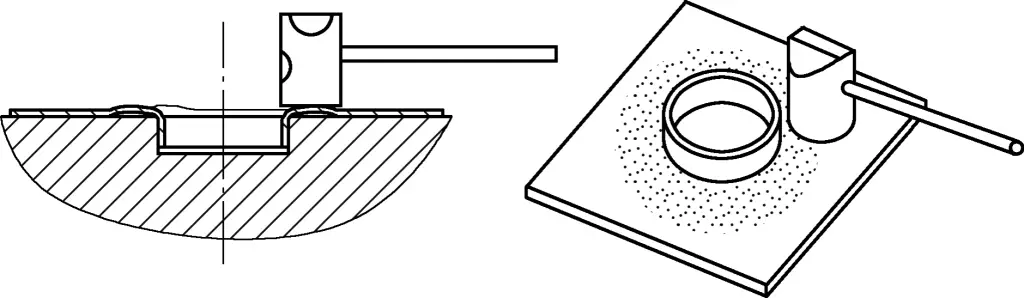
a) Alívio de tensão com a borda dobrada voltada para baixo
b) Alívio de tensão com a borda dobrada voltada para cima
O método de puxar a tira de borracha pode causar encolhimento em um material fino e plano, obtendo o nivelamento. No entanto, como o atrito estático no momento em que a placa fina e a tira de borracha entram em contato é limitado, o material a ser corrigido deve ter uma resistência ao escoamento relativamente baixa. Mesmo os metais não ferrosos devem ser corrigidos no estado "M" (recozido).
Ao martelar em uma plataforma, a parte da placa que está sendo golpeada deve estar totalmente apoiada embaixo e não deve ser deixada pendurada. O martelo utilizado deve ser feito de material mais macio, como um martelo de cobre, de alumínio, de madeira dura ou de borracha, para evitar deixar marcas de martelo na superfície da chapa fina. Às vezes, colocar uma placa plana no ponto de correção antes de martelá-la também pode ajudar a corrigir o material.
Ao martelar, é fundamental analisar cuidadosamente, selecionar o ponto correto e agir de forma decisiva. Mais trabalho nem sempre significa melhores resultados. Se os pontos selecionados estiverem incorretos, podem ocorrer correções excessivas, operações ineficazes podem aumentar e a tensão interna da chapa pode até aumentar, levando a uma espessura irregular do material. Isso não apenas aumenta os custos, mas também afeta gravemente a qualidade do produto.
Ao refinar ou reduzir grandes ondulações ao redor das bordas ou orifícios de uma placa em uma plataforma, coloque uma almofada de borracha de dureza adequada entre a placa ondulada e a plataforma. Use um martelo de cobre ou um martelo de borracha dura com dureza moderada para atingir os picos das grandes ondulações. Sob o efeito combinado da força de reação ascendente da almofada de borracha, do atrito que atua simetricamente no pico e da força de impacto do martelo, o material entre os três pontos de tensão no pico se comprime e se deforma, reduzindo a altura do pico ou até mesmo transformando um pico grande em dois menores.
Lembre-se sempre de que você não deve colocar a peça de trabalho diretamente sobre a plataforma e golpear o pico com um martelo duro. Isso ocorre porque o atrito entre a peça de trabalho e a plataforma é limitado. O material entre os três pontos de tensão no pico não encolherá e se deformará; em vez disso, a tensão local causada pelo martelamento direto entre o martelo e a plataforma pode causar compressão e afinamento do material, aumentando a irregularidade ondulatória da placa.
Deve-se observar que as técnicas de correção manual descritas acima para metais não ferrosos também são aplicáveis à correção manual de chapas de aço finas.
As placas de aço formadas por lingotes de aço laminados a quente com espessura superior a 4 mm são chamadas de placas de aço espessas. As placas de 4 a 25 mm de espessura são normalmente chamadas de placas médias, as placas acima de 25 mm são chamadas de placas grossas e as placas com mais de 60 mm de espessura são conhecidas como placas extragrossas. Durante a processo de laminaçãoO aço pode se deformar devido à tensão residual.
A excelente plasticidade do metal e a significativa rigidez transversal das chapas grossas, juntamente com o alongamento variável entre áreas adjacentes e as mudanças na distribuição interna de tensão durante o processamento, podem causar deformações em chapas de aço grossas. As deformações comuns incluem abaulamento central e flexão lenta em placas de aço espessas.
Há muitos métodos para corrigir chapas de aço grossas. A correção manual envolve a correção a frio em temperatura ambiente. Como a correção a frio causa endurecimento por trabalho, ela só é adequada para a correção de aço com boa plasticidade.
Em casos de deformação severa ou se o aço for altamente frágil (por exemplo, aços-liga ou aço que tenha enferrujado significativamente por ter sido deixado ao ar livre), a correção a frio não pode ser empregada. Em vez disso, deve ser usada a correção a quente, que envolve o aquecimento do aço a uma temperatura alta de 700-1000°C para correção. A correção a quente é usada quando o aço apresenta curvatura severa, baixa plasticidade ou quando não há equipamentos com potência suficiente para a correção.
De modo geral, em chapas de aço que apresentam deformação de abaulamento central, a espessura da chapa não é excessivamente alta, e as fibras na área deformada são ligeiramente mais longas do que as do material circundante. As fibras permanecem consistentes ao longo da espessura da chapa. Para a deformação do abaulamento central em placas de aço espessas, o método de correção manual envolve o posicionamento da placa de aço em uma plataforma de trabalho com o abaulamento voltado para cima, conforme mostrado na Figura 8.

Aplique pressão na superfície superior da área deformada (você também pode usar uma prensa). Como o material ao redor tem maior rigidez na direção plana, a tensão da área de deformação se assemelha à de uma viga arqueada sob carga transversal, fazendo com que as fibras encurtem, obtendo assim o efeito de nivelamento. Quanto menor for a área deformada e mais espessa for a placa, mais aparente e confiável será o efeito de correção.
No caso de chapas mais finas e espessas, você pode colocar uma almofada na área deformada (o objetivo dessa almofada é evitar que grandes forças de martelamento deixem marcas de martelamento na superfície da chapa de aço) e usar um martelo para golpear diretamente a protuberância, fazendo com que as fibras sofram a mesma deformação e, assim, nivelando-a.
No caso de protuberâncias centrais maiores em placas grossas, em que as fibras na área deformada sofreram alongamento excessivo e a rigidez do material ao redor diminuiu, ao aplicar a pressão como antes, as fibras na área deformada se encurtarão apenas ligeiramente e pressionarão contra a plataforma. Isso faz com que os materiais ao redor sejam empurrados para fora. Embora a área deformada possa aderir à plataforma, o material ao redor se estica um pouco e se inclina para cima, resultando em uma nova deformação, conforme mostrado na Figura 9b.
Portanto, o melhor método de correção é usar primeiro o método de aquecimento do ponto de correção por chama (consulte a Figura 9a), que causa algum encolhimento nas fibras protuberantes, reduzindo a altura da protuberância. Em seguida, divida a protuberância em várias áreas menores e use métodos de correção manual para nivelar cada pequena protuberância, obtendo, por fim, uma placa plana.
a) Distribuição e ordem dos pontos de aquecimento
b) Eliminação de ondulações
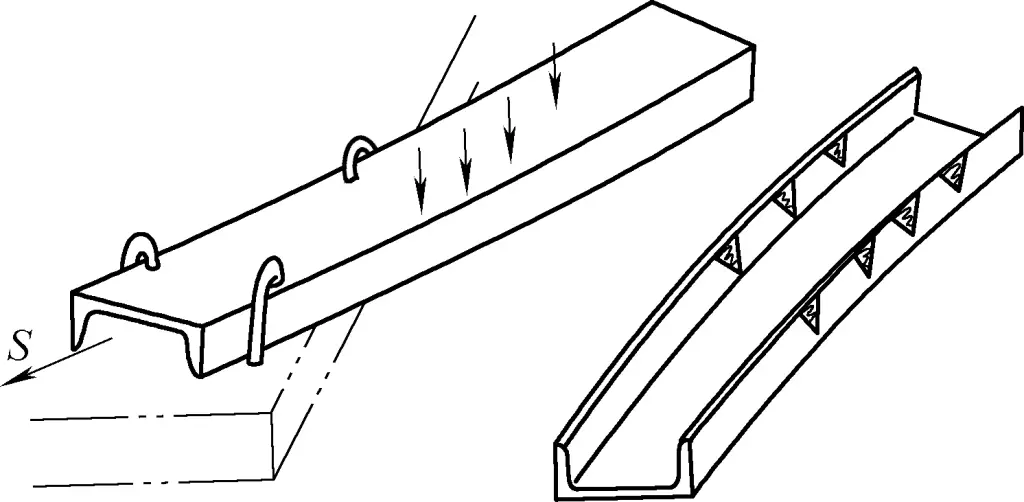
Quando ocorre uma flexão lenta em chapas de aço grossas, o método de correção é o mostrado na Figura 10. Primeiro, coloque a chapa de aço deformada em uma plataforma de trabalho com o lado côncavo voltado para cima e coloque um bloco de ferro no lado côncavo da chapa grossa (consulte a Figura 10a). Em seguida, martele o lado côncavo da chapa de aço, movendo o bloco de ferro uniformemente na direção da seta S na Figura 10b.
Use uma pequena quantidade de força para golpear o bloco de ferro. Como a área de contato entre a superfície superior e a tira de ferro é pequena, a tensão de compressão produzida pelo martelamento é relativamente grande. As fibras na área côncava se alongarão gradualmente, fazendo com que a superfície côncava se deforme na direção oposta e obtenha a correção.
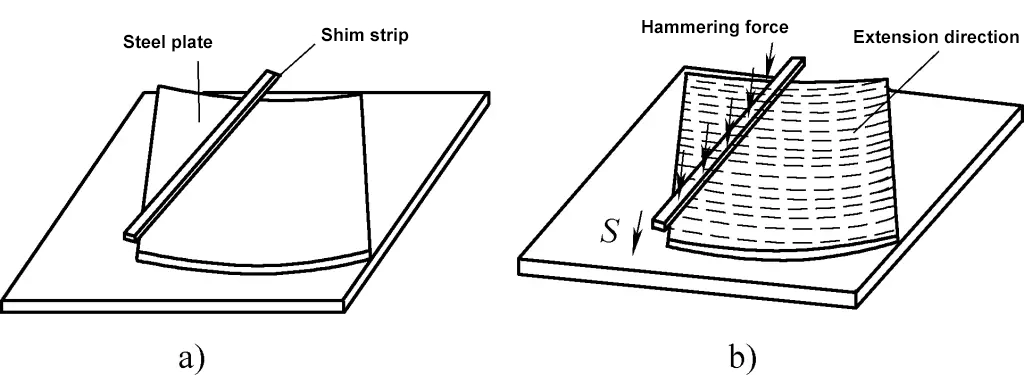
a) Colocação de placas grossas durante a correção
b) Correção do martelo
Para placas moderadamente espessas com áreas modestamente deformadas e uma protuberância central, devido à grande rigidez de flexão, a deformação sob cargas externas maiores inclui apenas uma pequena quantidade de deformação elástica, tornando o efeito de deformação mais significativo. Portanto, é adequado usar um método de correção com cargas maiores. Quando houver equipamento de grande pressão disponível, deve-se tentar usar o equipamento para aplicar força a fim de reduzir a intensidade de trabalho do operador; caso contrário, pode-se usar um calço, e uma marreta pode atingir diretamente a protuberância da chapa de aço.
No caso de chapas de aço que não são muito espessas ou de chapas espessas em que a área deformada é muito maior do que a espessura, como a rigidez de flexão não é muito alta, elas podem produzir alguma deformação sob cargas externas, mas isso inclui uma certa quantidade de deformação elástica, dificultando a obtenção de uma correção completamente plana.
Se o martelo bater muitas vezes, a placa grossa, impactada instantaneamente pela plataforma e pela marreta, pode causar o alongamento das fibras do material, exacerbando a deformação protuberante. Nesses casos, o método de aquecimento por chama deve ser usado primeiro para reduzir a deformação protuberante, transformando a deformação em grande escala em várias áreas menores de leve deformação protuberante e, em seguida, o método de correção mencionado acima pode ser usado para corrigir a deformação protuberante da chapa grossa.
Para várias deformações de flexão de placas grossas, se elas forem relativamente grossas e as áreas deformadas também forem muito grandes, o método de correção térmica deve ser usado primeiro para reduzir a quantidade de deformação. As deformações de grandes áreas devem ser divididas em deformações menores e, em seguida, a correção manual deve ser aplicada.
Para qualquer deformação complicada de chapas grossas, a primeira etapa é analisar corretamente a causa e o local da deformação. Para cada parte deformada que precisa de correção, é importante aplicar com flexibilidade vários métodos de correção de acordo com a situação específica.
Nas correções a frio, as marretas são frequentemente usadas. Os pontos de golpe do martelo devem ser precisos e as marcas do martelo devem ser uniformes para evitar deixar marcas perceptíveis do martelo na superfície da chapa de aço, o que poderia afetar a qualidade da superfície. Quando for necessária uma força de impacto maior, calços devem ser adicionados adequadamente.
Ao segurar uma marreta, não se deve usar luvas para evitar escorregões, o que poderia fazer com que o martelo saísse voando e causar acidentes ou perigo. Antes de usar a marreta, verifique se o cabo ou a cabeça do martelo estão soltos, se há rachaduras e se há rebarbas ou bordas rolando na cabeça do martelo. Qualquer defeito deve ser consertado antes do uso.
Como outros materiais de chapa metálicaAlém disso, os materiais (geralmente cantoneiras de aço, canais de aço, etc.) e outros perfis moldados usados no processamento de chapas metálicas também são propensos à deformação durante a produção e o processamento, portanto, as correções também são necessárias. Para diferentes perfis, os métodos de correção manual variam.
As peças de aço em ângulo dobrado são divididas em ângulo de chapa de aço e ângulo de aço laminado a quente. A primeira é uma cantoneira de aço feita de chapas de aço prensadas de acordo com as necessidades dos componentes de chapa metálica (doravante denominada "cantoneira de chapa de aço"). A segunda é a cantoneira de aço moldada diretamente por laminação a quente a partir de lingotes de aço (doravante denominada "cantoneira de aço").
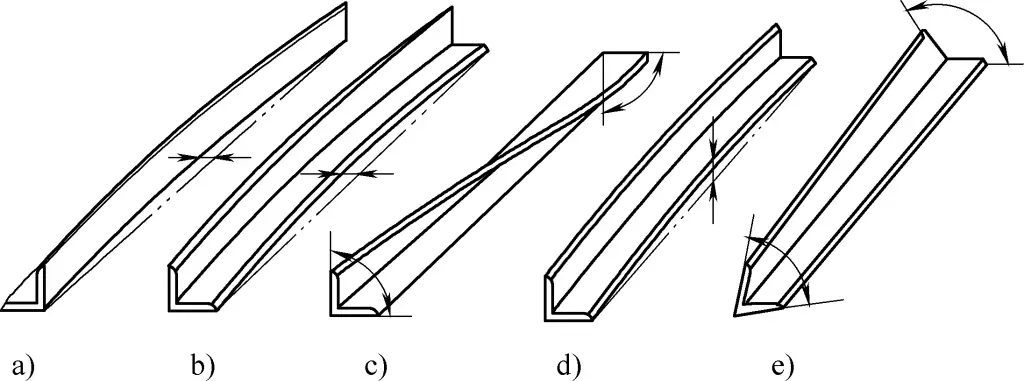
Como as peças de aço angular têm duas bordas verticais e geralmente são longas, elas são propensas a uma variedade de deformações. As deformações comuns incluem flexão para fora, flexão para dentro, torção, lados únicos desiguais e deformações angulares (consulte a Figura 11).
Devido às diferenças nos métodos de laminação e nos tamanhos das seções transversais, as propriedades mecânicas dos dois tipos de cantoneiras de aço mencionados acima variam significativamente. Suas deformações e os métodos de correção correspondentes também diferem.
A deformação por flexão é o problema mais comum com o aço angular. Durante a correção, um anel de aço adequado pode ser selecionado. A cantoneira de aço é colocada no anel com a parte convexa da seção dobrada voltada para cima e posicionada entre os dois pontos de apoio do anel de aço. A parte convexa da área de dobra é martelada em sua borda vertical, forçando o ângulo de aço a fazer uma dobra reversa para obter a correção.
1) Correção de curvas externas de cantoneiras de aço.
Ao corrigir uma dobra para fora de uma cantoneira de aço, seu lado deve ser colocado de forma plana no anel de aço, e a borda de dobra vertical da cantoneira de aço deve ser perpendicular à face final do anel, com a parte convexa voltada para cima. Para evitar que a cantoneira de aço vire durante o martelamento, o cabo do martelo deve ser ligeiramente levantado ou abaixado em um ângulo de aproximadamente 50 graus (ângulo α). No momento do impacto, aplique força não apenas para baixo, mas também ligeiramente para dentro (quando a mão traseira levantar o martelo) ou para fora (quando a mão traseira abaixar o martelo). Esse ângulo depende da posição do martelo, conforme mostrado na Figura 12a.
2) Correção de curvas internas de aço angular.
Ao corrigir uma dobra para dentro, o ângulo de aço deve ser colocado com a parte traseira voltada para cima, e a borda de dobra vertical deve ser perpendicular à extremidade de suporte do anel de aço. O martelamento deve então ser feito para corrigir a área dobrada. Para evitar que a cantoneira de aço vire durante o martelamento, a altura da mão traseira que segura o martelo também deve ser ligeiramente ajustada, conforme mostrado na Figura 12b, onde o ângulo (α) é de cerca de 50 graus. Durante o impacto, uma leve força de tração para dentro ou para fora também deve ser aplicada.
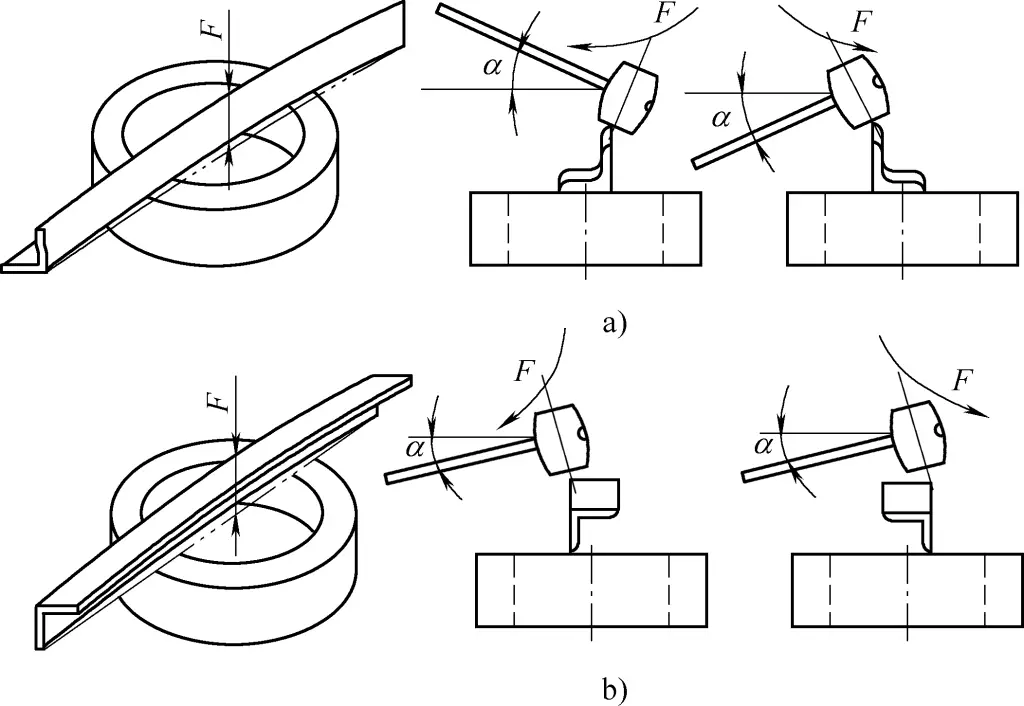
a) Curvas externas de cantoneiras de aço
b) Curvas internas de cantoneiras de aço
3) Correção de ângulos de aço torcidos.
Para corrigir o ângulo de aço torcido, aplique o torque na direção oposta à da torção até que ocorra a deformação reversa, obtendo assim a correção. Esse método envolve prender uma extremidade do ângulo de aço em um torno, segurar a outra extremidade com uma chave inglesa e torcê-la na direção oposta, conforme mostrado na Figura 13. Uma vez eliminada a torção, o martelamento pode ser usado para aplainar e corrigir as bordas do ângulo de aço.
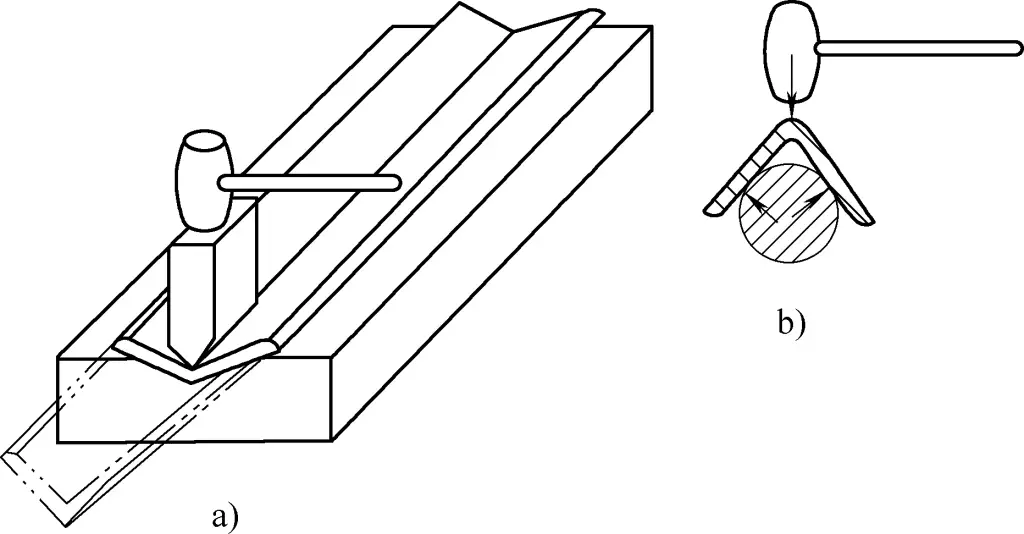
4) Correção de deformações angulares em ângulos de aço.
Quando o ângulo do aço angular for maior que 90 graus, coloque o aço angular em uma ranhura em forma de V e martele a parte inclinada externa para corrigi-lo. Também é possível colocar o aço com a borda inclinada em uma plataforma e martelar para reduzir o ângulo, conforme mostrado nas Figuras 14a e 14b.
a), b) Correção de ângulos maiores que 90 graus em aço angular
c) Correção de ângulos menores que 90 graus em cantoneiras de aço
A martelagem deve começar em uma extremidade do ângulo de aço, facilitando a correção e permitindo a observação clara dos resultados. As seções corrigidas devem ser movidas gradualmente para fora da plataforma e, quando mais da metade do comprimento total for corrigida, o ângulo de aço deve ser virado e a extremidade oposta deve ser corrigida até que todo o comprimento esteja reto.
Quando o ângulo do aço for inferior a 90 graus, coloque-o sobre a plataforma e use um martelo de forma para golpear o lado interno do ângulo para aumentar o ângulo, conforme mostrado na Figura 14c.
5) Correção de lados únicos irregulares em cantoneiras de aço.
Quando o aço angular sofre deformação irregular em um único lado, o lado irregular é normalmente colocado na plataforma e martelado para corrigi-lo. Durante a martelagem, alterne entre a superfície irregular e a borda vertical.
6) Correção de deformações combinadas em ângulos de aço.
Se um aço angular apresentar vários tipos de deformação, com graus variados, corrija primeiro as áreas com maior deformação e, em seguida, trabalhe gradualmente nas áreas com menor deformação. Se a deformação consistir em uma combinação de vários tipos básicos, a sequência de correção adequada é: comece com a torção, depois passe para a correção do ângulo e, por fim, corrija qualquer dobra ou irregularidade em um único lado.
Devido à possibilidade de novas deformações causadas por limitações dos métodos corretivos ou operações inadequadas durante várias correções, esse processo pode precisar ser repetido várias vezes para atender aos requisitos de correção.
Em comparação com a cantoneira comum, a cantoneira feita com chapa tem espessura mais fina e rigidez muito menor nos cantos dobrados, o que torna a cantoneira feita com chapa mais propensa à deformação. A correção de sua deformação exibe claramente as características do processamento de chapas metálicas.
1) Correção de torção em cantoneiras de chapa.
Durante a correção da torção, como a chapa de ferro angular tem baixa rigidez de torção, no caso de peças pequenas, é possível obter efeitos corretivos significativos simplesmente torcendo para trás com a mão.
Ao aplicar força, grampos de seção simples devem ser feitos em ambas as extremidades da peça de trabalho torcida. Como os grampos têm certa rigidez, quando o torque é aplicado, a seção transversal em ambas as extremidades da chapa de ferro angular não se deforma. Para a correção da torção em cantoneiras de chapa mais rígidas, pode ser usado o método mostrado na Figura 13, em que a torção é corrigida usando uma chave de boca montada em um torno de bancada.
Como a rigidez da cantoneira de chapa é menor do que a da cantoneira laminada a quente, ao aplicar o torque, ações descoordenadas podem causar nova deformação por flexão ou até mesmo levar à desestabilização da peça de trabalho, resultando em deformações mais complexas.
2) Correção de flexão em cantoneiras de chapa.
Quando uma chapa de ferro angular sofre deformação por flexão interna, a superfície dobrada deve ser colocada em uma plataforma plana e o martelamento deve começar a partir da borda mais interna da área mais severamente dobrada. Devido à relação largura/espessura relativamente grande e à espessura mais fina da chapa, o martelamento da borda interna tem um efeito corretivo mais perceptível na flexão interna. Ao mesmo tempo, a irregularidade da outra borda perpendicular também deve ser corrigida alternadamente até que ambos os lados da cantoneira de chapa estejam retos, conforme mostrado na Figura 15a.
a) Correção da flexão interna.
b) Correção da flexão para fora.
Quando uma chapa de ferro angular for submetida a uma dobra para fora, a perna com a dobra deve ser colocada plana na plataforma e, em seguida, um bloco de calibre deve ser colocado entre a borda dobrada e a superfície de parada vertical, e uma cunha de madeira deve ser usada para martelar a borda interna da dobra em direção à superfície de parada vertical. Isso estende as fibras longitudinais na dobra devido ao martelamento e, ao mesmo tempo, aplica uma carga lateral à borda dobrada, causando uma dobra reversa para corrigir a deformação.
Deve-se observar que o ângulo da cunha de madeira deve ser meio grau menor do que o ângulo da peça de trabalho. O raio da cunha deve corresponder ao raio interno da cantoneira dobrada, e sua largura deve ser de 2 a 3 vezes a espessura, conforme mostrado na Figura 15b.
3) Correção da deformação angular em chapas de ferro angular.
Quando a deformação angular da chapa de ferro angular for muito grande, como mostrado na Figura 16a, coloque a cantoneira com a abertura voltada para cima em uma ranhura em forma de V. Use a seção R de uma cunha de madeira para martelar a área R interna da cantoneira, reduzindo gradualmente o ângulo. O martelamento geralmente começa em uma extremidade e se estende progressivamente em direção ao meio. Antes da correção, faça um modelo de ângulo para uso frequente durante o processo.
a) Reduzir o ângulo.
b) Aumentar o ângulo.
Para a correção de deformações angulares maiores em cantoneiras de chapa mais longas, siga o método mostrado na Figura 15b, mas remova os blocos espaçadores. Coloque os dois lados da cantoneira contra a superfície da plataforma e a superfície de parada vertical e martele de acordo com a direção mostrada na Figura 15b para reduzir o ângulo.
Quando a deformação angular de uma cantoneira de chapa for muito pequena, você poderá colocar as superfícies internas da cantoneira contra uma barra de aço redonda. Sob a força externa mostrada na Figura 16b, ambos os lados da cantoneira tenderão a girar em torno do vértice, aumentando assim o ângulo e obtendo a correção.
4) Correção de desnível em um lado da chapa de ferro angular.
A deformação causada pelo alongamento ou encurtamento da linha de dobra, ou a instabilidade dos dois planos ao lado da linha de dobra, é chamada de deformação irregular em cantoneiras de ferro laminado, conforme mostrado na Figura 17. A Figura 17a mostra a deformação causada pelo encurtamento da linha de flexão, enquanto a Figura 17b mostra a deformação causada pelo alongamento da linha de flexão.
A característica comum dessas deformações é que os dois planos da chapa de ferro angular se tornam curvos e irregulares. Durante a correção, a aderência entre os dois planos e a plataforma deve ser verificada primeiro. Se o meio estiver oco, é a deformação mostrada na Figura 17a; se as extremidades estiverem ocas, é a deformação mostrada na Figura 17b.
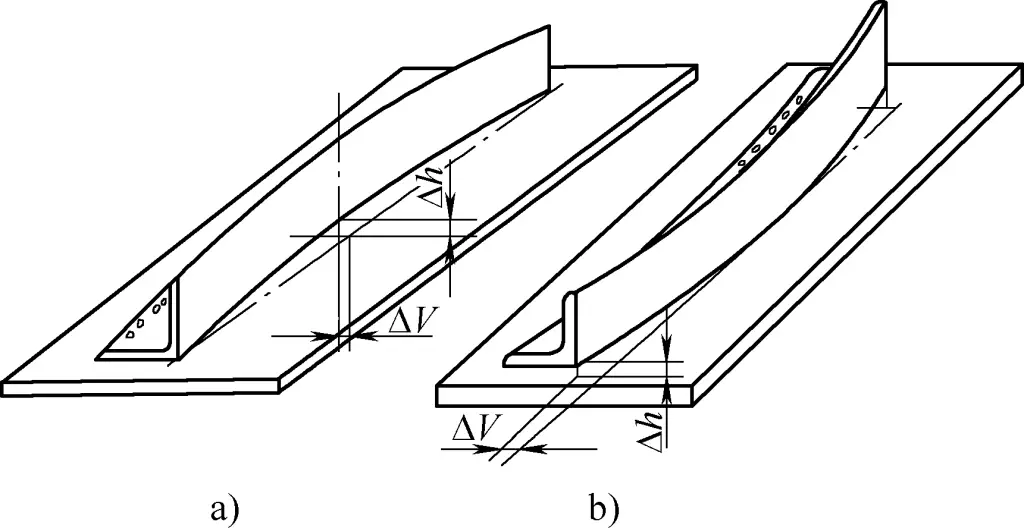
a) Deformação causada pelo encurtamento da linha de flexão.
b) Deformação causada pelo alongamento da linha de flexão.
Um método para corrigir a deformação interna mostrada na Figura 17a é usar o método mostrado na Figura 15b para corrigir alternadamente a flexão em ambos os lados. Outro método é usar a ranhura em forma de V mostrada na Figura 16a, com a abertura da cantoneira voltada para cima. Use uma cunha de madeira menor que o ângulo interno para martelar ao longo da linha de flexão dentro da seção R da cantoneira, estendendo-a gradualmente no sentido axial para obter a correção. Um terceiro método é causar uma deformação de encurtamento na borda externa das fibras da cantoneira de chapa, como o uso de uma máquina de encolhimento ou correção por chama.
Para a deformação mostrada na Figura 17b, o método de correção comum é martelar alternadamente as bordas externas de ambos os lados, fazendo com que as fibras da borda externa se alongem. Quando a linha de dobra e as fibras da borda externa apresentam a mesma deformação, a chapa de ferro angular se torna plana e reta.
Por fim, se houver pontos irregulares locais na borda dobrada, você pode pressionar suavemente a superfície da placa na plataforma com a mão, identificar os pontos irregulares e eliminá-los gradualmente.
O formato da seção transversal e as características dimensionais das peças dobradas de borda única determinam sua suscetibilidade à deformação, mas também indicam que não são necessárias grandes cargas externas para que o operador consiga a correção.
Durante a correção, é importante usar braçadeiras planas rígidas ao aplicar o torque, especialmente para cantoneiras de chapa. Caso contrário, poderá ocorrer deformação da seção ou irregularidade e flexão localizadas na extremidade carregada. Ao realizar a correção manual, os pontos de martelamento na área de correção devem ser distribuídos uniformemente e a concentração excessiva deve ser evitada para impedir o endurecimento localizado do material ou até mesmo rachaduras.
Além disso, ao martelar para correção, a parte inferior da peça de trabalho deve estar bem apoiada. É estritamente proibido aplicar força em apenas um lado da borda reta do ferro angular para evitar criar irregularidades ou afetar os resultados da martelagem. Os golpes de martelo devem ser aplicados em ambos os lados alternadamente, para evitar o endurecimento localizado do material e preservar a qualidade da superfície. Os pontos de martelamento devem ser escolhidos com cuidado, precisão e eficácia, com o menor número possível de pontos. O material do martelo usado deve ser mais macio do que o aço, como um martelo de cobre, alumínio ou madeira dura.
A seção transversal do canal de aço é composta por uma alma e dois flanges simétricos conectados à alma. Em comparação com o ferro angular, o canal de aço é muito mais rígido, portanto, corrigi-lo exige mais esforço. No entanto, como a seção transversal do canal de aço é simétrica, sua deformação é um pouco mais fácil de resolver do que a do ferro angular.
Os tipos de deformação no canal de aço incluem flexão vertical, flexão lateral e torção, conforme mostrado na Figura 18. A flexão dentro do plano da alma é chamada de flexão vertical, enquanto a flexão na direção dos flanges é chamada de flexão lateral.
Como a dimensão da altura da alma é maior do que a dimensão da largura do flange, a probabilidade de deformação por flexão lateral em um canal de aço é maior do que a de flexão vertical. Além disso, do ponto de vista da correção da deformação, o ajuste necessário para a flexão vertical é muito maior do que para a flexão lateral.
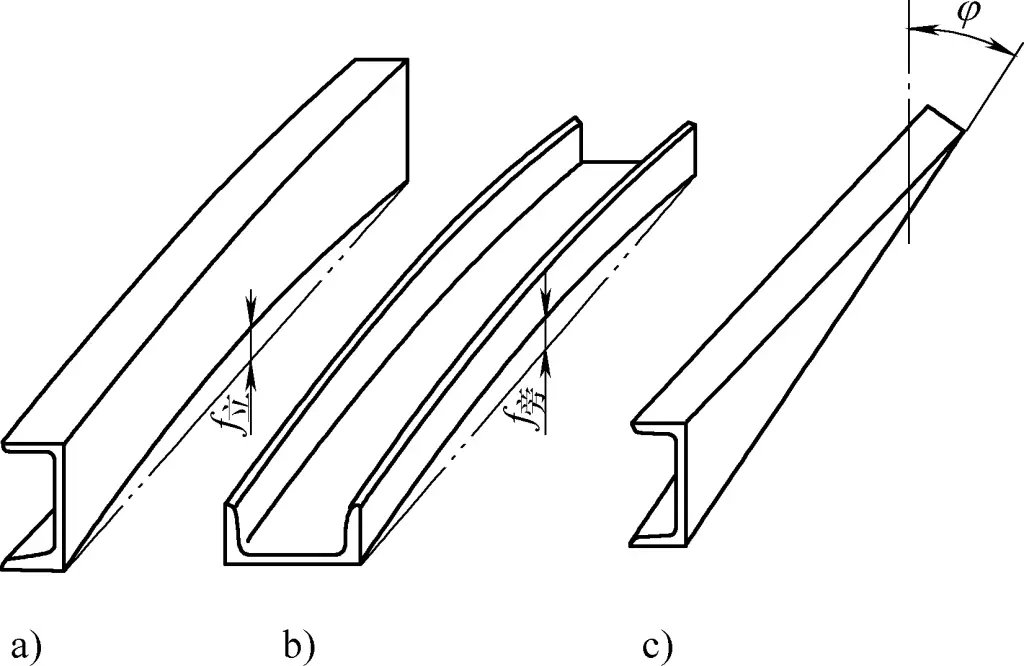
a) Curvatura vertical
b) Curvatura lateral
c) Torcer
Devido às exigências físicas, a correção manual de canais de aço deformados só é adequada para tamanhos menores, enquanto os canais de aço maiores devem ser corrigidos por meio de métodos mecânicos.
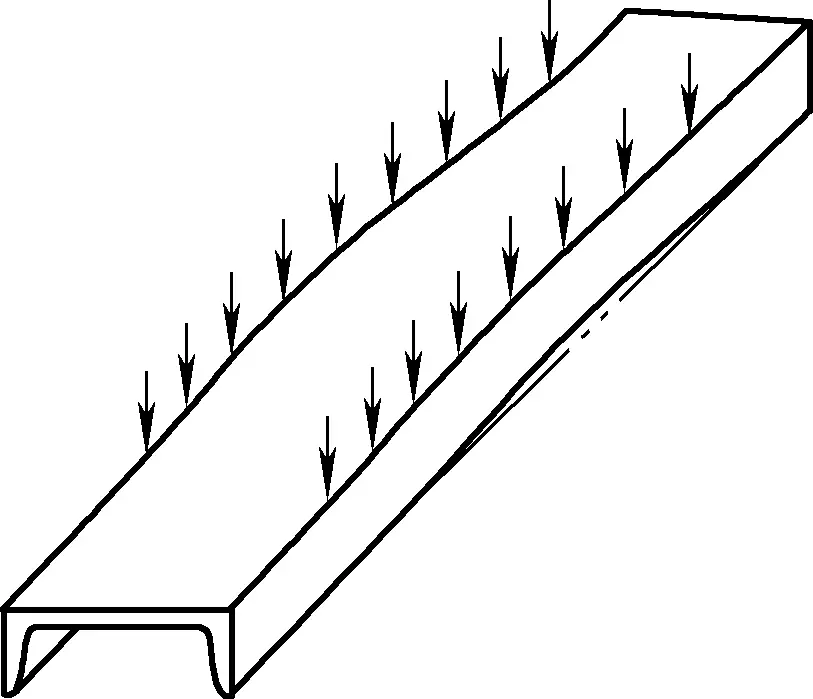
1) Correção da deformação de curvatura vertical em canal de aço.
Ao corrigir a deformação de dobra vertical em um canal de aço, coloque o canal de aço em uma mesa de correção improvisada composta por dois aços redondos paralelos, com a parte convexa voltada para cima. Golpeie o plano da alma com um martelo pesado, conforme mostrado pelas setas na Figura 19. Isso permite que a força de impacto seja transferida da parte superior para a parte inferior da tela.
A combinação da alma e do flange tem uma transição arredondada com rigidez local substancial, o que ajuda a evitar a deformação local no flange durante os golpes de martelo.
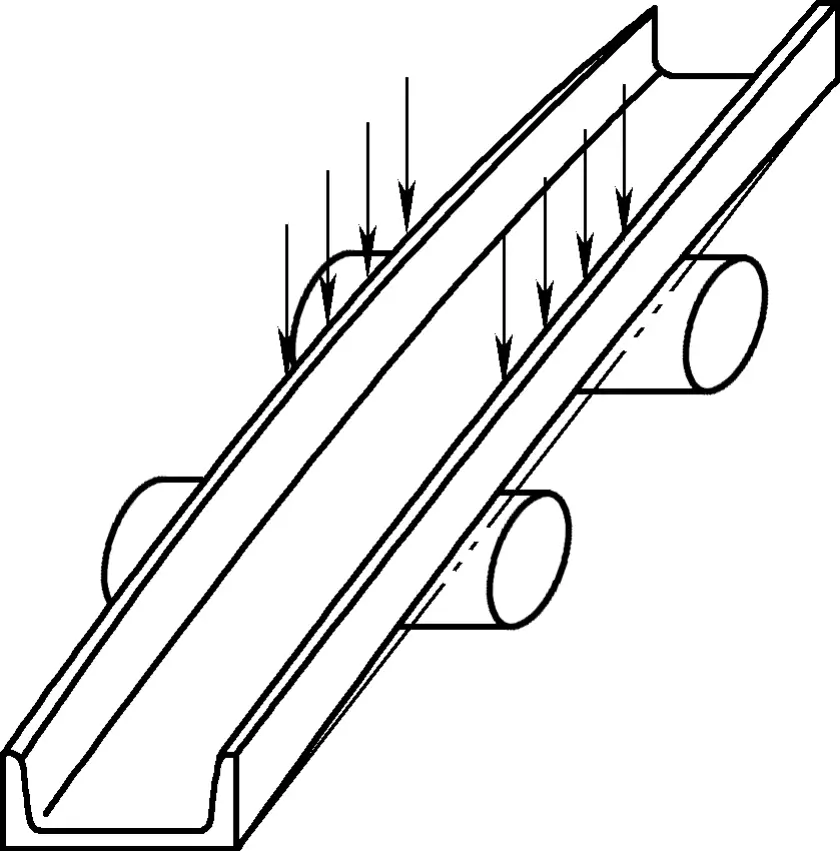
2) Correção da deformação de curvatura lateral no canal de aço.
A flexão lateral do canal de aço pode ser para fora ou para dentro. O método de correção para a flexão para fora consiste em colocar a parte convexa do flange voltada para cima (consulte a Figura 20), posicionando-a em uma mesa de correção simples composta por dois aços redondos paralelos. Golpeie a borda externa de ambos os flanges alternadamente e simetricamente com um martelo pesado. Isso corrige a deformação da curvatura vertical dos flanges, o que, por sua vez, facilita a correção da curvatura lateral na alma, corrigindo, assim, a curvatura externa geral do aço do canal.
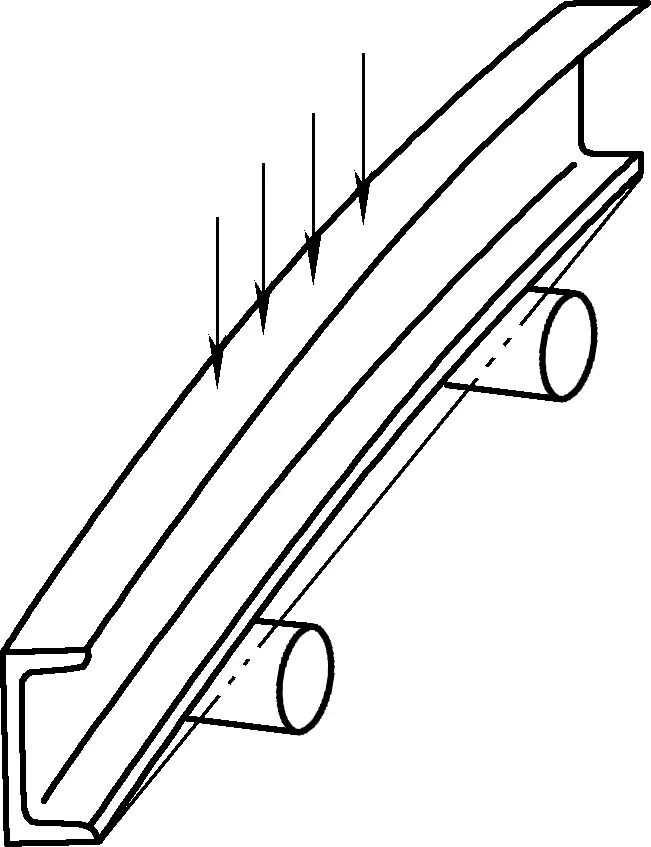
Quando o canal de aço apresenta deformação de flexão interna e a flexão interna abrange uma seção mais longa com leve curvatura, o canal de aço pode ser colocado horizontalmente em uma plataforma. Martele a alma em ambos os lados dos flanges para corrigir a curvatura vertical dos flanges, conforme mostrado na Figura 21.
Pode ser necessário virar o aço do canal, conforme mostrado na Figura 20, para corrigir a curvatura reversa em áreas localizadas. Quando a curvatura lateral dos flanges for corrigida, a deformação geral do aço do canal também será corrigida.
Se a deformação de curvatura interna do aço do canal for um abaulamento de pequena escala, mas grave, é preferível a correção por chama, pois o martelamento excessivo pode levar à distorção da seção e afetar negativamente a qualidade da superfície.
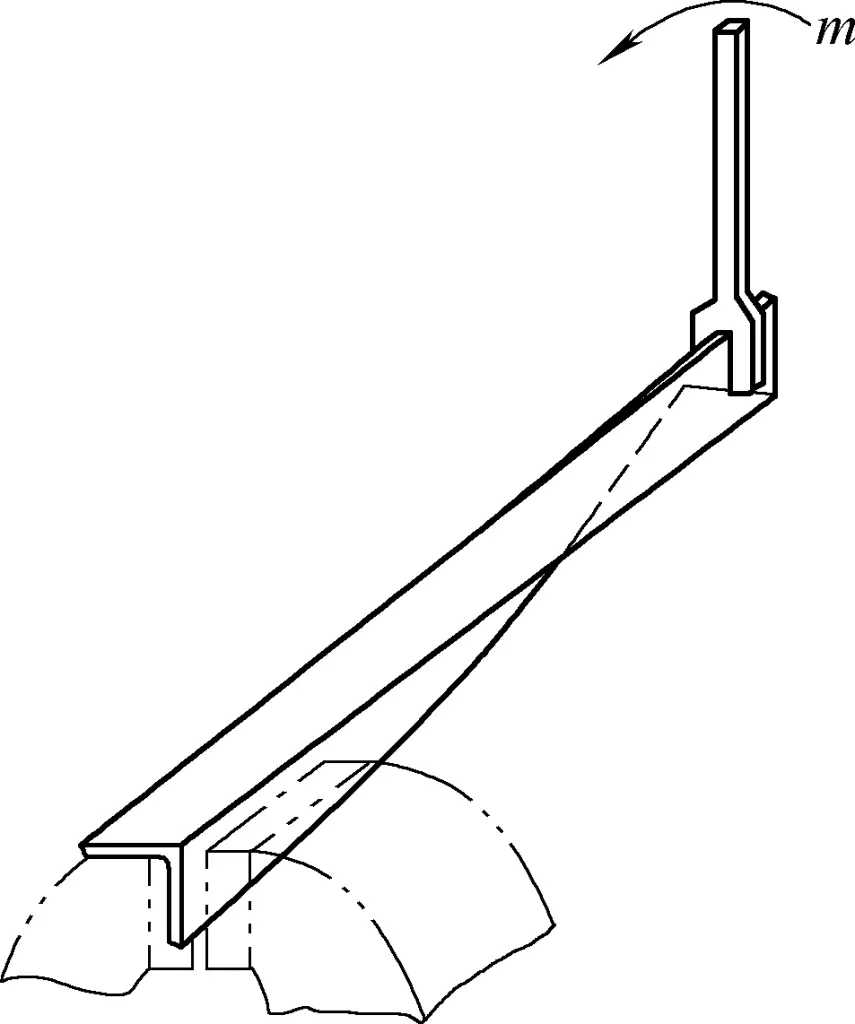
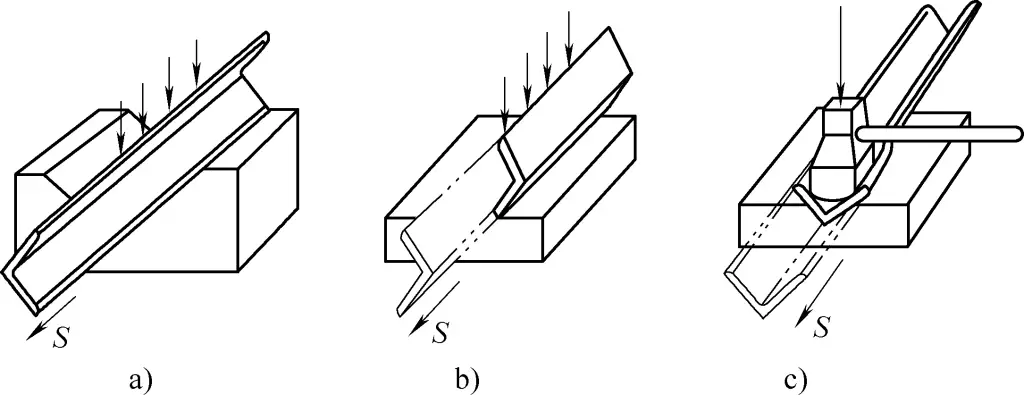
3) Correção da deformação por torção no canal de aço.
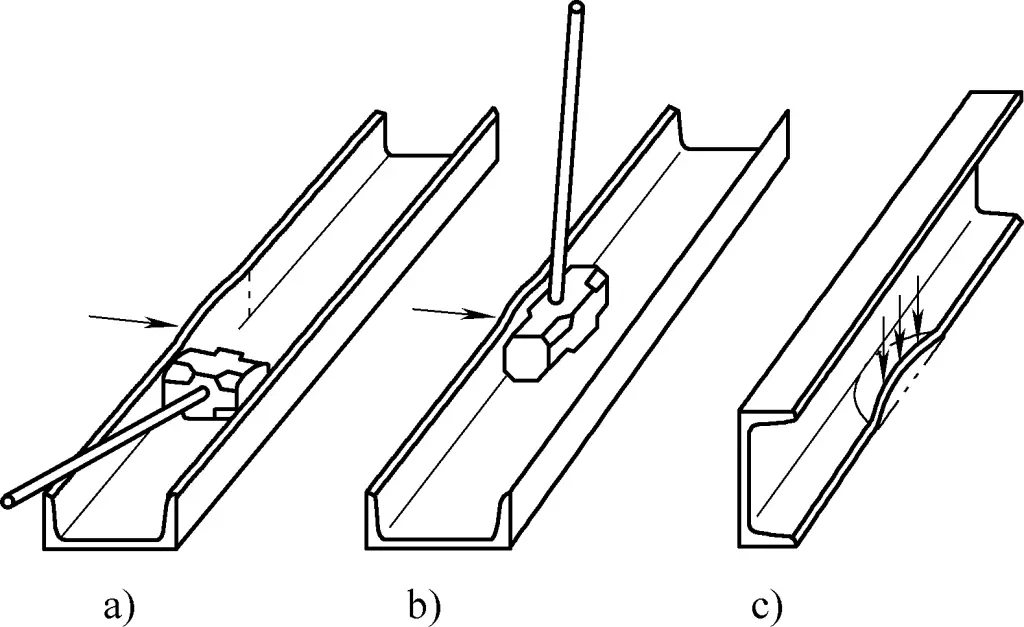
Para corrigir a deformação por torção no canal de aço, primeiro coloque o aço na diagonal em uma plataforma com a parte torcida se estendendo além da plataforma. Em seguida, prenda o canal de aço no lugar e martele o lado elevado que se estende além da plataforma para torcê-lo na direção inversa. À medida que o martelamento continua, mova o canal de aço ainda mais para a plataforma (na direção S mostrada na Figura 22a) e, em seguida, vire-o e repita até que esteja totalmente endireitado.
a) Correção a frio
b) Correção a quente
A torção no canal de aço é frequentemente combinada com a flexão, o que torna a correção mais desafiadora. A Figura 22b mostra uma deformação combinada de torção e flexão causada por curvas verticais desiguais nos dois flanges. O método de correção usual é marcar pontos de aquecimento por chama de números variados em ambos os flanges com base no grau de torção. O flange com maior deformação vertical deve ter mais pontos de aquecimento, e o com menor deformação deve ter menos.
Durante o aquecimento por chama, é melhor aquecer os pontos em ambos os flanges simultaneamente para produzir uma deformação corretiva uniforme. Se a seleção de pontos e a operação forem feitas corretamente, resultados satisfatórios de correção poderão ser obtidos com um único aquecimento. Por fim, o ajuste manual pode ser aplicado para eliminar completamente as deformações originais.
4) Correção de outras deformações no canal de aço.
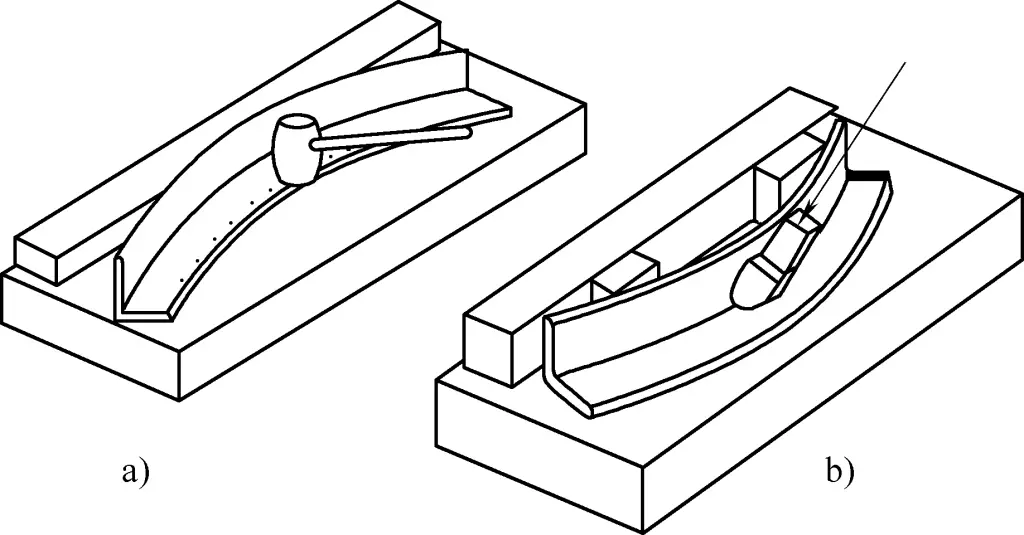
Conforme mostrado nas Figuras 23a e 23b, quando a deformação local aparece no flange do canal de aço, um martelo pesado pode ser colocado contra a área plana próxima à parte convexa. Como alternativa, um martelo pesado inteiro pode ser colocado horizontalmente atrás da parte convexa, enquanto um segundo martelo golpeia a superfície externa da área convexa. Isso comprime as fibras dobradas, endireitando-as e achatando o flange.
a) Martelo colocado verticalmente contra o flange
b) Martelo colocado horizontalmente contra o flange
c) Correção do flange côncavo
Se houver uma depressão local no flange, o flange pode ser colocado na horizontal com o lado deformado contra a plataforma. Martele a parte elevada da depressão para remover a protuberância local (conforme mostrado na Figura 23c). Se a depressão for para dentro e for difícil martelar, use uma ferramenta adequada, como uma bigorna ou outra ferramenta longa, para aplicar força indiretamente à parte elevada para achatar a deformação.
A seção transversal do canal de aço consiste em uma alma relativamente larga e dois flanges distribuídos simetricamente em relação à alma. A chave para corrigir a deformação da curvatura vertical está na correção da curvatura vertical da alma, enquanto a chave para corrigir a deformação da curvatura lateral está na correção da curvatura vertical de ambos os flanges. A flexão vertical desigual nos dois flanges leva à torção do aço do canal. Qualquer análise da deformação do aço do canal e a escolha do plano de correção devem se basear nesse entendimento.
Como a largura dos flanges é muito menor do que a da alma, a pequena rigidez de flexão na direção da largura dos flanges significa que é mais provável que ocorra uma deformação de flexão lateral. Ao mesmo tempo, devido à baixa rigidez, a deformação de flexão lateral é relativamente mais fácil de corrigir. Para qualquer deformação complexa no canal de aço, a sequência de correção deve ser: Torção → Curvatura vertical → Curvatura lateral.
Ao corrigir o aço do canal, observe que, como a espessura da borda dos flanges é relativamente pequena e a resistência das duas bordas em ângulo reto também é menor, martelar paralelamente à superfície do flange pode causar danos localizados devido à pequena área de contato.
Portanto, quando a força é aplicada a essas áreas, é melhor usar uma bigorna com uma largura adequada ou aplicar um martelo de conformação apropriado, garantindo que os flanges e as bordas não entrem em contato direto com o martelo. Isso distribui uniformemente a força, reduzindo a tensão de compressão e evitando marcas de martelo. Deve-se evitar martelar diretamente sobre peças tensionadas.
Os componentes feitos de materiais de chapa fina prensados para formar uma estrutura semelhante a uma moldura com determinadas propriedades mecânicas em um plano são chamados de componentes do tipo quadro-placa. Com base em seu formato, os componentes do tipo quadro-placa podem ser classificados como do tipo tira, anel ou nervura. Os principais componentes das peças do tipo frame-plate são a alma e o aro.
Devido aos diferentes processos de conformação, especialmente os diferentes métodos de conformação do aro, o alongamento e a contração das fibras do material variam, resultando em várias deformações nos componentes do tipo placa de estrutura.
Por exemplo, os componentes da estrutura de tiras podem apresentar flexão, irregularidade do plano da tela e torção, além de maior recuperação do ângulo do aro. Os componentes de estrutura em anel podem apresentar empenamento da tela e aumento da recuperação do ângulo da borda. Os componentes de estrutura de nervura (ou placa de estrutura grande) podem apresentar irregularidades na tela (torção e formato impreciso do aro).
Os componentes do tipo painel pertencem a peças de formação de placas finas. Como são produtos de chapa fina, sua rigidez local é pequena. Em geral, para a deformação local de componentes do tipo painel, a deformação pode ser corrigida diretamente, mas para algumas deformações maiores, é necessária uma análise abrangente das peças associadas para encontrar a causa.
1) Operações de correção para componentes de painel do tipo faixa.
Conforme mostrado na Figura 24, a deformação e a correção dos componentes do painel do tipo tira são ilustradas. Quando o painel de tiras tem uma curvatura muito grande (ou seja, o raio do arco é muito pequeno) (veja a Figura 24a), o método de correção consiste em colocar a trama do painel de tiras em uma plataforma plana e usar uma tira com uma determinada relação entre largura e espessura para bater uniformemente ao longo da linha de curvatura da borda interna do painel, estendendo assim as fibras perto da borda interna e reduzindo a curvatura.
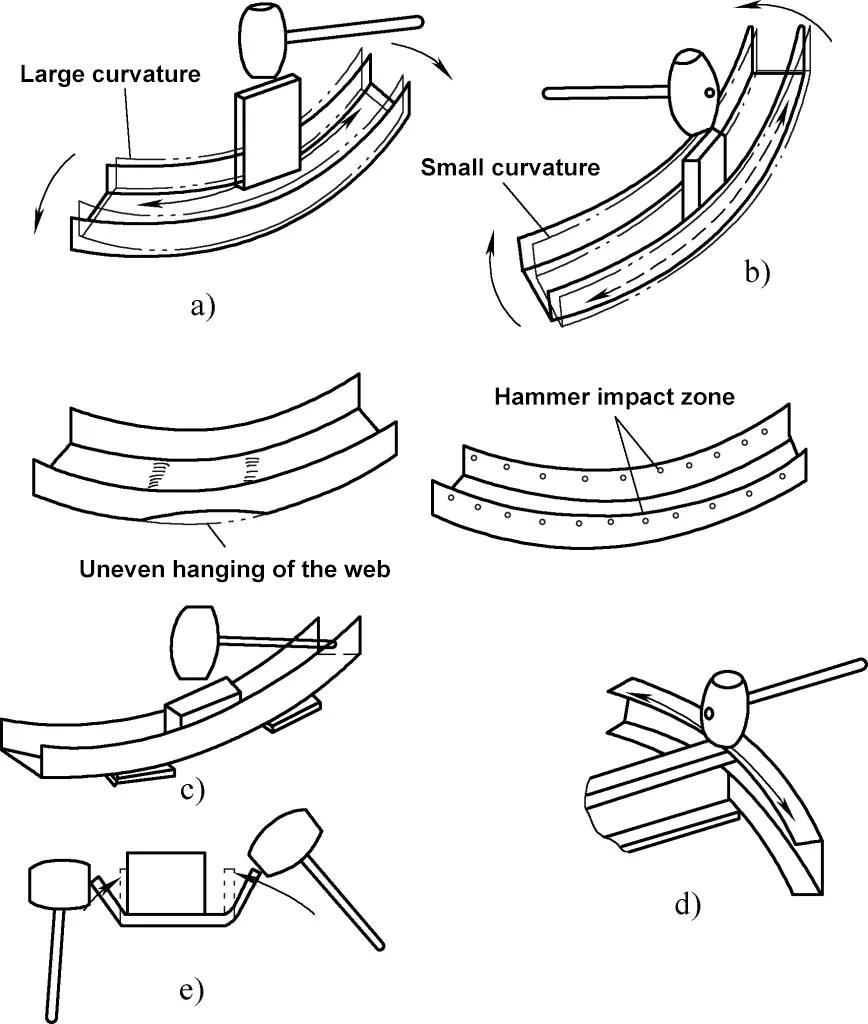
a) Correção da curvatura reduzida
b) Correção do aumento da curvatura
c) Correção do fato de o centro da Web estar suspenso no ar
d) Correção do empenamento da extremidade da tela
e) Correção do ângulo de flexão
Quando o painel de tiras tem uma curvatura muito pequena (ou seja, o raio do arco é muito grande) (veja a Figura 24b), o método de correção consiste em colocar a trama do painel de tiras em uma plataforma plana e usar uma tira do mesmo tipo para bater uniformemente ao longo da linha de curvatura da borda externa do painel, estendendo as fibras perto da borda externa e, assim, aumentando a curvatura.
Quando o painel de tiras tiver a deformação de uma área da trama suspensa localmente (veja a Figura 24c), a trama do painel deverá ser colocada de forma plana em uma plataforma e placas finas deverão ser colocadas em ambas as extremidades da área deformada. Um bloco mais estreito do que a largura da borda interna deve ser colocado na área deformada de modo que os lados do bloco fiquem bem encostados nas duas bordas do painel. Use um martelo para bater, nivelando as bordas levantadas, depois remova as placas finas e continue usando o bloco e o martelo para eliminar as irregularidades na tela.
Quando a extremidade do painel de tiras se deforma, fazendo com que a trama fique irregular (veja a Figura 24d), você pode colocar suportes sob os lados internos de ambas as bordas do painel de tiras. Golpeie uniformemente ao longo da linha das bordas para estender as fibras, corrigindo assim o nivelamento da trama.
Quando o painel de tiras apresentar deformação de retorno de mola no ângulo de flexão (consulte a Figura 24e), use um martelo para golpear diretamente a borda onde o ângulo de deformação aumentou ou use um bloco fixado contra a linha de flexão do painel e golpeie ao longo das bordas externas e das raízes da linha de flexão. Isso pressionará as bordas deformadas contra o bloco para obter a correção do ângulo.
2) Operações de correção para componentes de painel do tipo anel.
Como o painel de borda do painel em anel é uma estrutura de placa fina e fechada perpendicular à trama, ele forma uma estrutura com considerável rigidez junto com a trama. Qualquer deformação ou distribuição de tensão em uma parte afetará inevitavelmente a distribuição de tensão em outras partes, podendo causar deformações.
Quando a trama de um painel de anel tem uma deformação de empenamento em que ambos os lados estão elevados (veja a Figura 25a), o método de correção é colocar o lado côncavo voltado para baixo na borda de uma plataforma. Segure o lado esquerdo do painel para baixo com a mão esquerda e pressione o lado direito para baixo com a mão direita, dobrando o painel da borda e achatando a trama. Em seguida, vire o painel com o lado côncavo voltado para cima e, com a tela tocando a plataforma (conforme mostrado na Figura 25b), use um bloco para bater ao longo das bordas internas da linha de flexão, especialmente nas juntas à esquerda e à direita, para eliminar a tensão de cisalhamento e a tensão de tração e aumentar a tensão de compressão perto da linha de flexão.
Após corrigir a trama, você também deve ajustar adequadamente as conexões em ambos os lados do painel de borda, minimizando qualquer tensão residual de tração nas áreas deformadas após a correção.
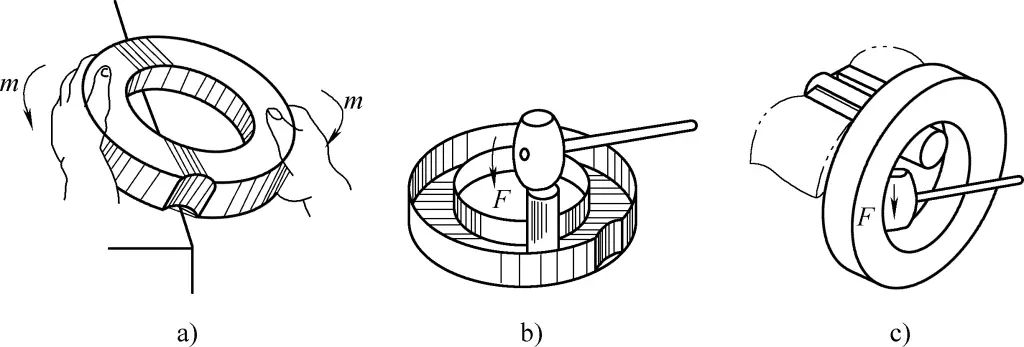
a) Correção manual da deformação da trama
b) Correção do martelo
c) Correção do painel do anel interno
Quando as bordas internas e externas do painel circular excederem a forma exigida (consulte a Figura 25c), prenda a seção de madeira curva em um torno, suspenda a peça abaixo da forma externa do componente e martele a área deformada para obter a correção da forma. Como alternativa, conforme mostrado na Figura 25b, você pode virar o lado côncavo para cima e ajustar os ângulos das bordas (conforme mostrado na Figura 24e) para obter o ajuste da forma.
3) Operações de correção para componentes de painéis grandes.
Conforme mostrado na Figura 26, os componentes de painéis grandes (também chamados de painéis do tipo moldura) apresentam recursos como bordas flangeadas, furos de reforço e recessos de reforço que aumentam a rigidez plana. Os painéis de borda também contêm recortes estruturais e áreas rebaixadas para acomodar peças de conexão.
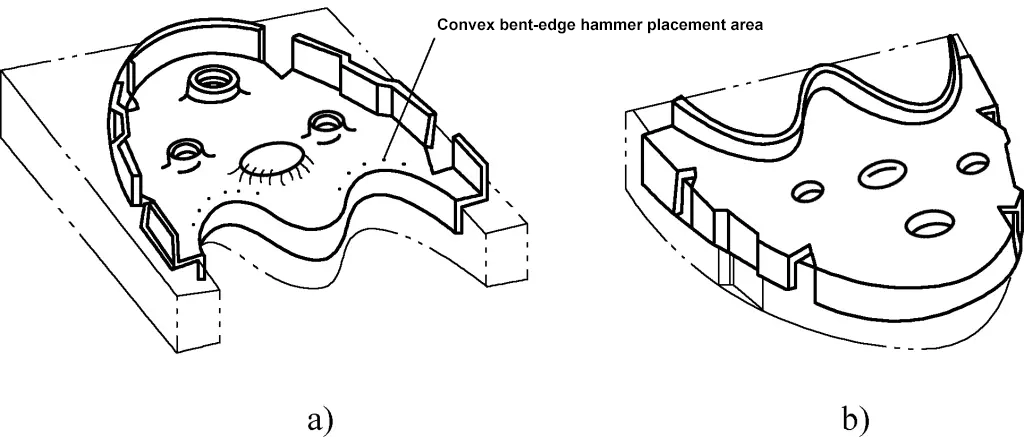
a) Vista frontal
b) Vista traseira
Para esses componentes estruturais complexos, é inevitável que ocorram vários empenamentos e deformações irregulares após o tratamento térmico. As deformações comuns são bordas dobradas relaxadas e expandidas em recortes, encolhimento e aperto em torno de furos de reforço, folga em torno de furos planos, torção plana e aumento da curvatura de bordas dobradas côncavas.
O processo de correção para componentes de painéis grandes é o seguinte: Coloque o componente deformado (veja a Figura 26a) em um molde após o tratamento térmico. Primeiro, use tiras de borracha para bater na tela nas áreas planas para que ela se adapte ao molde.
Use um martelo de metal não ferroso ou um martelo de madeira dura para bater na base dos recessos de reforço e dos furos de iluminação (use um bloco para martelar contra essas áreas para evitar danos). O objetivo do martelamento é aliviar a tensão de tração e aumentar a tensão de compressão. Em seguida, vire o componente e coloque-o em outro molde com a parte de trás voltada para cima (consulte a Figura 26b), onde você usará o mesmo martelo ou marreta para bater ao redor das bases dos recessos de reforço e dos furos de iluminação, ou use um bloco de metal não ferroso para pressionar essas áreas.
Use tiras de borracha para bater consistentemente na tela para achatar qualquer irregularidade. Se a tela apresentar sinais de abaulamento ou torção, corrija-os como faria em uma placa plana. Como o alongamento do material na borda côncava dobrada durante o flangeamento é o maior, coloque o componente de volta no molde (como mostrado na Figura 26a) e martele a borda côncava dobrada uniformemente até que o material relaxe e se encaixe no modelo.
Os principais elementos estruturais de um painel são a tela e os painéis de borda. Independentemente de quaisquer estruturas locais na tela (como furos planos, furos de reforço ou recursos de formação local), pelo menos um lado da tela deve permanecer plano. Independentemente de qualquer recorte ou formação local no painel de borda, o painel de borda deve ser sempre perpendicular ao plano da trama. Portanto, todas as correções devem ser realizadas em uma plataforma.
No caso de componentes de painel grandes e mais complexos, é necessário usar modelos para correção, a fim de garantir que o formato do componente seja o mais próximo possível da forma correta. A correção sem um molde é estritamente proibida, pois correções excessivas e ineficazes podem piorar a deformação, levando a uma distorção irreparável.
Ao corrigir componentes mais simples do painel, a tela deve sempre permanecer plana contra a superfície da plataforma. Ao martelar as fibras da tela ou as linhas de dobra, a plataforma deve ser usada como uma base sólida. A área que está sendo martelada deve estar firmemente apoiada - martelar sem apoio é estritamente proibido, pois isso pode não apenas deixar de modificar o comprimento da fibra, mas também introduzir novas irregularidades.
Durante a correção de grandes superfícies planas, o lado plano deve ser colocado contra o molde ou a plataforma, com o lado irregular voltado para cima. Isso facilita a aplicação da tira de borracha para nivelamento. Enquanto isso, a parte corrigida do material deve estar em contato com o plano do molde e não suspensa, para facilitar o uso do martelo e evitar a formação de novos amassados devido à aplicação da tira de borracha. Quando a área a ser golpeada for pequena ou exigir maior precisão, um bloco de cunha pode ser usado para direcionar a área.
Para grandes deformações de empenamento dos painéis da estrutura, o torque pode ser aplicado na direção oposta à da deformação para reduzir o nível de deformação original. Em seguida, o martelamento pode ser usado para correção meticulosa até atender às especificações do desenho.
Para garantir a qualidade externa e a precisão da forma do painel da estrutura, evite usar martelos ou blocos feitos de materiais duros em contato direto com a superfície da peça de trabalho para não deixar marcas. Para as conexões de borda a borda da estrutura que são difíceis de aplicar forças externas, devem ser usados blocos mais macios ou ferramentas moldadas para se ajustar ao contorno para aplicar força indireta. Isso evita que imprecisões na aplicação de força ou interferência mútua entre as peças danifiquem o resultado da correção.


