Guia essencial para dobra de perfis e conformação de tubos
Como transformamos tubos e perfis rígidos em formas precisas usadas nos setores de construção, automotivo e aeroespacial? Este artigo...

A dobra é um método de usar matrizes em uma máquina de dobra para dobrar chapas de metal em um determinado ângulo, principalmente para realizar dobras em linha reta.
Uma máquina de dobra forma uma dobra em um único curso. O controle ideal do retorno elástico pode ser obtido com a conformação por flexão. Mais de 80% de curvas de vagões ferroviários são feitas por meio da conformação por flexão, que é um processo fundamental. A precisão das peças formadas por flexão afeta diretamente a precisão da montagem dos vagões.
1. Por meio da formação de material:
2. Ao formar o raio do canto:
O processo de formação de dobra considera principalmente a força de dobra, as matrizes de dobra, o projeto da sequência de dobra, bem como a análise de interferência da peça de trabalho e da matriz, a compensação da deflexão de dobra etc.
O Fórmula para calcular a força de flexão é o seguinte:
P = 1,42*L*Rm*S2/(1000V)
Na fórmula,
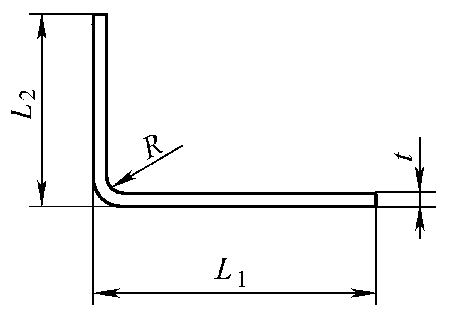
A Figura 3-114 apresenta uma ilustração esquemática do cálculo de força de flexão e a altura mínima de flangeamento.
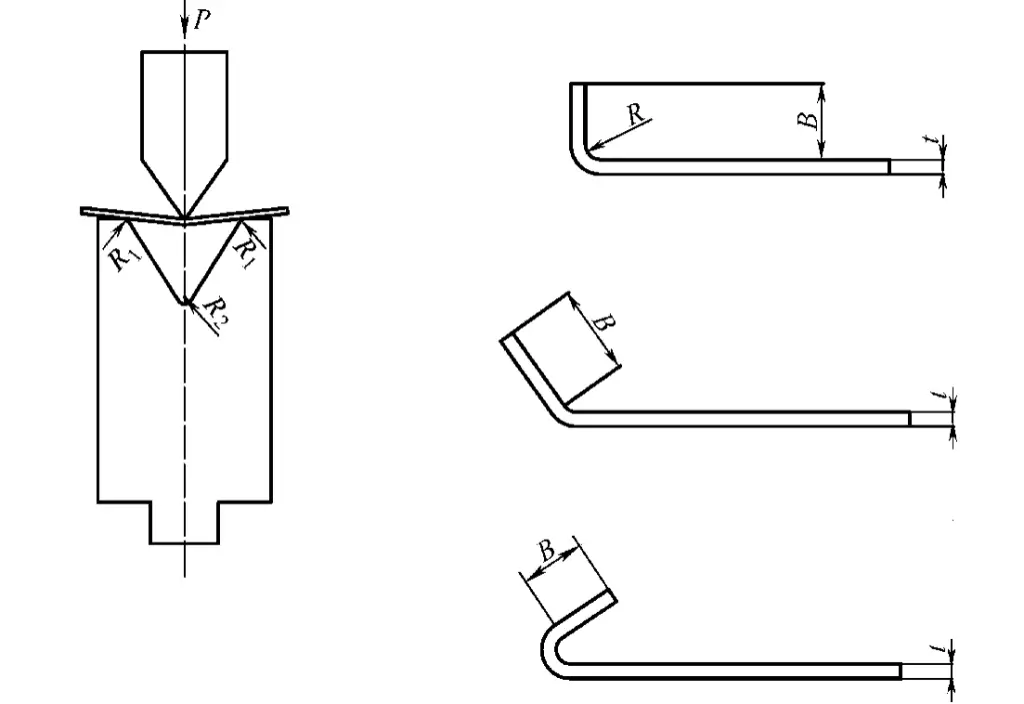
O ângulo de flexão tem uma certa relação com a altura mínima de flangeamento B, conforme detalhado na Tabela 3-89.
Tabela 3-89: Relação entre o ângulo de flexão e a altura mínima de flangeamento
| Ângulo | B |
| 165° | 0. 58 V |
| 135° | 0. 60 V |
| 120° | 0. 62 V |
| 90° | 0. 65 V |
| 60° | 0. 80 V |
| 45° | 1. 00 V |
| 30° | 1. 30 V |
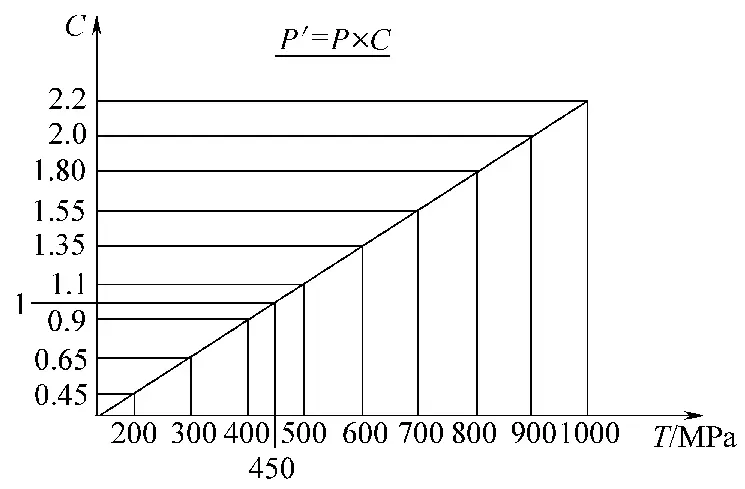
Sob condições de raio de curvatura padrão, a força de curvatura pode ser selecionada diretamente na Tabela 3-90.
Você também pode usar a seguinte calculadora de força de flexão:
A rachadura é a principal forma de dano em peças dobradas. O raio de curvatura da peça não pode ser menor do que o raio de curvatura mínimo do material selecionado. Os raios de curvatura recomendados para materiais de vagões podem ser encontrados nas Tabelas 3-91 a 3-97. O raio de curvatura real usado não deve ser menor do que os valores recomendados nessas tabelas, ou a peça curvada rachará e será sucateada.
Dois fatores devem ser considerados: primeiro, a matriz é selecionada com base no raio de curvatura exigido pelo desenho; segundo, se haverá interferência durante a curvatura. Se houver interferência, a sequência de dobra precisa ser ajustada ou a matriz precisa ser substituída. A Figura 3-115 apresenta um método gráfico para determinar se há interferência na dobra.
Há três métodos para calcular o tamanho do blank de um vagão dobrado peças de estampariaMétodo de cálculo da camada neutra, método de redução direta da espessura e método de desenho. O método de cálculo da camada neutra usa o princípio de que o comprimento da camada neutra permanece constante antes e depois da flexão, conforme descrito nas seções anteriores.
Tabela 3-90: Tabela de força de flexão
| V | R | B | 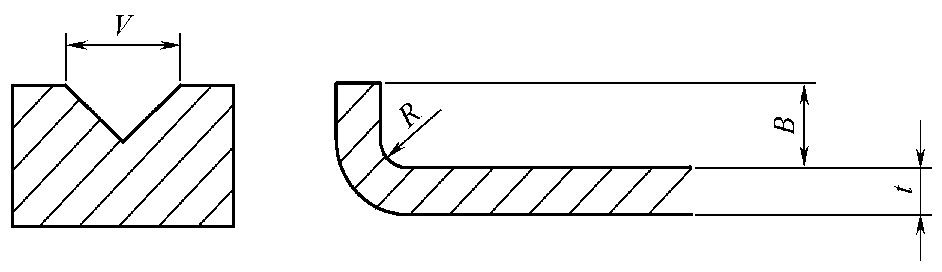 | |||||||||||||||||
| 0.5 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | |||
| 4 | 0.7 | 2.6 | 40 | 105 | T = 420 ~ 480N/ mm2 (C = 1) P = (kN/ m) | |||||||||||||||
| 6 | 0.9 | 3.9 | 26 | 69 | 106 | 153 | ||||||||||||||
| 8 | 1.5 | 5.2 | 20 | 55 | 80 | 115 | 180 | |||||||||||||
| 10 | 1.7 | 6.5 | 41 | 65 | 95 | 145 | 260 | |||||||||||||
| 12 | 2 | 7.8 | 55 | 80 | 120 | 215 | 335 | |||||||||||||
| 16 | 2. 7 | 10.4 | 60 | 90 | 160 | 250 | 360 | |||||||||||||
| 20 | 3. 4 | 13 | 75 | 130 | 200 | 290 | 520 | |||||||||||||
| 24 | 3. 9 | 15.6 | 106 | 166 | 240 | 426 | 666 | |||||||||||||
| 30 | 5 | 20 | 140 | 190 | 340 | 540 | 770 | |||||||||||||
| 35 | 6 | 23 | 170 | 300 | 460 | 660 | ||||||||||||||
| 40 | 7 | 26 | 150 | 260 | 400 | 580 | 1030 | |||||||||||||
| 50 | 8.5 | 32 | 210 | 320 | 460 | 820 | 1280 | |||||||||||||
| 55 | 9 | 36 | 300 | 420 | 750 | 1170 | ||||||||||||||
| 60 | 10 | 39 | 270 | 390 | 690 | 1070 | ||||||||||||||
| 70 | 11.7 | 45 | 330 | 590 | 920 | 1320 | ||||||||||||||
| 80 | 13.5 | 52 | 290 | 520 | 800 | 1160 | 1800 | |||||||||||||
| 90 | 15 | 58 | 460 | 710 | 1030 | 1600 | ||||||||||||||
| 100 | 17 | 65 | 410 | 640 | 930 | 1440 | ||||||||||||||
| 120 | 20 | 78 | 540 | 770 | 1200 | |||||||||||||||
| 140 | 24 | 91 | 660 | 1030 | 1830 | |||||||||||||||
| 200 | 31 | 130 | 719 | 1278 | 1997 | |||||||||||||||
| 250 | 39 | 163 | 1020 | 1598 | 2300 | |||||||||||||||
| 300 | 47 | 195 | 852 | 1331 | 1917 | |||||||||||||||
| 350 | 55 | 228 | 1141 | 1643 | ||||||||||||||||
Tabela 3-91: Raios de curvatura do aço estrutural carbono e do aço estrutural de baixa liga de alta resistência
| Grau do material | Direção de flexão | Espessura da placa | |||||||||||||||
| >1 ≤1.5 | >1.5 ≤2.5 | >2.5 ≤3 | >3 ≤4 | >4 ≤5 | >5 ≤6 | >6 ≤7 | >7 ≤8 | >8 ≤10 | >10 ≤12 | >12 ≤14 | >14 ≤16 | >16 ≤18 | >18 ≤20 | >20 ≤25 | >25 ≤30 | ||
| Q235 | t | 1.6 | 2. 5 | 3 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 28 | 36 | 40 | 50 | 60 |
| n | 1.6 | 2. 5 | 3 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 28 | 32 | 40 | 45 | 55 | 70 | |
| Q275 | t | 2 | 3 | 4 | 5 | 8 | 10 | 12 | 16 | 20 | 25 | 28 | 32 | 40 | 45 | 55 | 70 |
| n | 3 | 3 | 4 | 6 | 10 | 12 | 16 | 20 | 25 | 32 | 36 | 40 | 45 | 50 | 60 | 75 | |
| 09CuPCrNi - B | t | 2 | 3 | 4 | 5 | 8 | 10 | 12 | 16 | 20 | 25 | 28 | 32 | 40 | 45 | 55 | 70 |
| n | 3 | 3 | 4 | 6 | 10 | 12 | 16 | 20 | 25 | 32 | 36 | 40 | 45 | 50 | 60 | 75 | |
| 09CuPCrNi - A | t | 2.5 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 36 | 45 | 50 | 65 | 80 |
| n | 2.5 | A | 5 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 36 | 40 | 50 | 63 | 75 | 90 | |
| Q345 Q345R | t | 2.5 | A | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 36 | 45 | 50 | 65 | 80 |
| n | 2.5 | 4 | 5 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 36 | 40 | 50 | 63 | 75 | 90 | |
Tabela 3-92: Raio de filete padrão para placas de aço estrutural de alta resistência temperadas e revenidas
| Grau do material | Espessura da placa entre 3 e 16 mm | |
| Flexão perpendicular à direção da laminação | Flexão paralela à direção de laminação | |
| Q460 | 3t | 4t |
| Q500 | 3t | 4t |
| Q550 | 3t | 4t |
| Q620 | 3t | 4t |
| Q690 | 3t | 4t |
| Q890 | 3t | 4t |
| Q960 | 4t | 5t |
Tabela 3-93: Raios de curvatura padrão para placas de aço inoxidável austenítico (Unidade: mm)
| Espessura da placa | SUS301L -LT/ DLT1 ST | SUS301L - MT1 HT | SUS304 |
| 0.6 | - | 2. 0 | 0.6 |
| 0.8 | 2. 0 | 3 | 0.8 |
| 1 | 2. 0 | 3. 0 | 1. 0 |
| 1.2 | 2. 0 | 3. 0 | 1. 2 |
| 1.5 | 2. 0 | 5. 0 | 1. 5 |
| 2 | 3. 0 | 7. 0 | 2. 0 |
| 2.5 | 3. 0 | 10. 0 | 2. 5 |
| 3 | 5. 0 | 13. 0 | 3. 0 |
| 4 | 7. 0 | 19. 0 | 4. 0 |
| 4.5 | 7. 0 | 19. 0 | 4. 5 |
| 5 | - | - | 5. 0 |
| 6 | - | - | 6. 0 |
Tabela 3-94: Raios de curvatura padrão para aço inoxidável 1.4003
(Unidade: mm)
| Espessura da placa | Raio de curvatura | |
| Flexão perpendicular à direção da laminação | Flexão paralela à direção de laminação | |
| >1 ~1.5 | 2 | 3 |
| >1.5 ~ 2.5 | 3 | 3 |
| >2.5 ~3 | 4 | 4 |
| >3 ~4 | 5 | 6 |
| >4 ~5 | 8 | 10 |
| >5~6 | 10 | 12 |
| >6~7 | 12 | 16 |
| >7~8 | 16 | 20 |
| >8 ~10 | 20 | 25 |
| >10 ~12 | 25 | 30 |
Tabela 3-95: Raios de curvatura padrão para ENAW5052 (Alumínio-Magnésio 2,5) Liga de alumínio
(Unidade: mm)
| Condição | Espessura nominal / mm | Raio de curvatura | ||
| Excedendo | Para | 180° | 90° | |
| O/ H111 | 1.5 | 3 | 0.5t | 0.5t |
| 3.0 | 6 | - | 1.0t | |
| 6.0 | 12.5 | - | 2.0t | |
Tabela 3-96: Raios de curvatura padrão para ENAW5083 (Alumínio-Magnésio 4,5, Manganês 0,7) Liga de alumínio
(Unidade: mm)
| Condição | Espessura nominal / mm | Raio de curvatura | ||
| Excedendo | Para | 180° | 90° | |
| O/ H111 | 0.5 | 1.5 | 1.0t | 1.0t |
| 1.5 | 3.0 | 1.5t | 1.0t | |
| 3.0 | 6.0 | - | 1.5t | |
| 6.0 | 12.5 | - | 2.5t | |
Tabela 3-97: Raios de curvatura padrão para a liga de alumínio ENAW6082 (alumínio-silício-magnésio-manganês)
(Unidade: mm)
| Condição | Espessura nominal | Raio de curvatura | ||
| Excedendo | Para | 180° | 90° | |
| O | ≥0.4 | 0.5 | 1.0t | 0.5t |
| 1. 5 | 3.0 | 1.0t | 1.0t | |
| 3.0 | 6.0 | - | 1.5t | |
| 6.0 | 12.5 | - | 2.5t | |
| T4 | ≥0.4 | 1.5 | 3. 0t | 1.5t |
| 1.5 | 3.0 | 3. 0t | 2.0t | |
| 3.0 | 6.0 | - | 3.0t | |
| 6.0 | 12.5 | - | 4.0t | |
| T6 | ≥0.4 | 1.5 | - | 2.5t |
| 1.5 | 3.0 | - | 3.5t | |
| 3.0 | 6 | - | 4.5t | |
| 6 | 12.5 | - | 6.0t | |
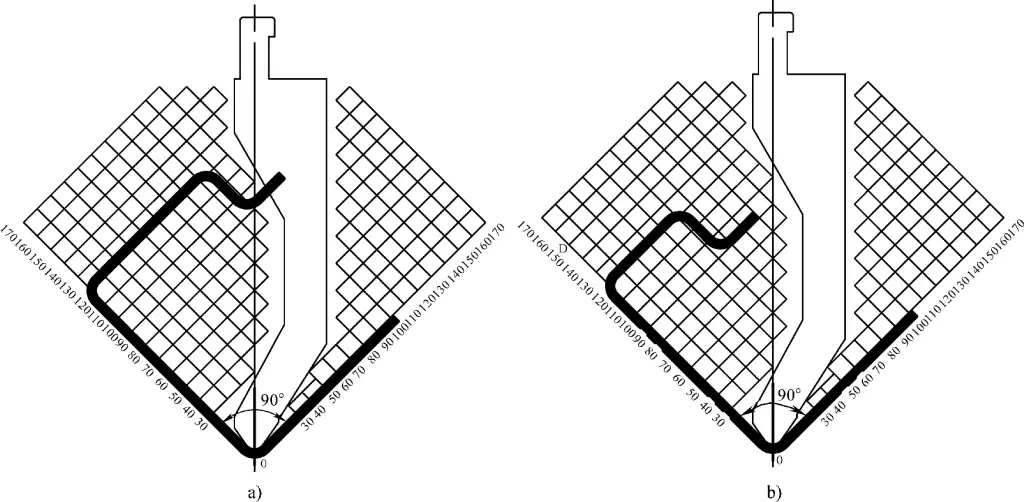
a) Estado de interferência
b) Estado de não interferência
Como a espessura do material, o raio do canto da curva e a largura da ranhura em V da matriz inferior permanecem consistentes com os valores da Tabela 3-98, para curvas de 90° em aço inoxidável SUS301L, o cálculo do comprimento desenvolvido deduz um valor λ por curva.
Quando a estrutura da dobra é complexa, com vários raios de canto e ângulos de formação, os métodos de cálculo acima podem levar a erros. O emprego do método gráfico para medir a camada neutra pode determinar com rapidez e precisão as dimensões desenvolvidas.
A dobradeira CNC é o equipamento mais amplamente utilizado para componentes de flexão em vagões de passageiros. A Tabela 3-99 apresenta os parâmetros técnicos de algumas máquinas de dobra fabricadas pela Huangshi Forging Machine Tool Co.
Tabela 3-98: Parâmetros de cálculo para o comprimento desenvolvido de curvas de placas de aço da série SUS301L
| Material | Espessura da folha | Raio de canto padrão R | Valor de redução λ | Flange mínimo | Largura da ranhura em V do molde inferior |
| Aço inoxidável LT, ST, DLT | 1.0 | 2.0 | 2.4 | 10 | 15 |
| 1.5 | 2.0 | 3.1 | 10 | 15 | |
| 2.0 | 3.0 | 4.3 | 15 | 20 | |
| 2.5 | 3.0 | 5.0 | 20 | 25 | |
| 3.0 | 5.0 | 6.7 | 20 | 30 | |
| 4.0 | 7.0 | 9.0 | 25 | 35 | |
| Aço inoxidável MT, HT | 0.8 | 3.0 | 2.4 | 10 | 15 |
| 1.0 | 3.0 | 2.7 | 10 | 15 | |
| 1.5 | 5.0 | 4.2 | 15 | 20 | |
| 2.0 | 7.0 | 5.8 | 20 | 25 | |
| 2.5 | 10.0 | 7.8 | 28 | 40 | |
| 3.0 | 13.0 | 9.7 | 28 | 40 |
Tabela 3-99 Parâmetros técnicos da máquina de dobra CNC
| Modelo | 80/3200 | 160/3200 | 320/4000 | 400/4000 |
| Força nominal/kN | 800 | 1600 | 3200 | 4000 |
| Comprimento da dobra/mm | 3200 | 3200 | 3200 | 4000 |
| Distância entre colunas/mm | 2700 | 2700 | 2700 | 3500 |
| Profundidade da garganta/mm | 400 | 400 | 400 | 500 |
| Curso do cilindro/mm | 170 | 170 | 170 | 200 |
| Altura da mesa de trabalho/mm | 800 | 800 | 800 | 800 |
| Altura de montagem da matriz/mm | 600 | 600 | 600 | 600 |
| Potência do motor principal/kW | 5. 5 | 11 | 18.5 | 22. 5 |
| Número de cilindros de compensação | 3 | 3 | 3 | 4 |
| Número de eixos de controle | 3 + 2 | 3 + 2 | 3 + 2 | 3 + 2 |
| Curso do eixo X do backgauge/mm | 500 | 500 | 500 | 500 |
| Velocidade do eixo X do backgauge/(mm/s) | 200 | 200 | 200 | 200 |
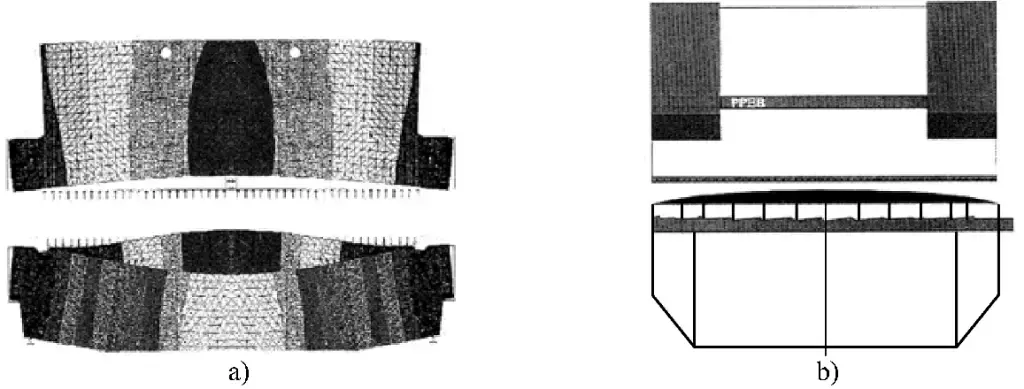
Especialmente durante o processo de dobra de peças longas, o controle deslizante se deforma devido à rigidez insuficiente na direção do comprimento da máquina de dobra e ao layout dos cilindros hidráulicos, resultando em diferentes ângulos de dobra no meio e nas extremidades. Por esse motivo, a máquina de dobra é equipada com um dispositivo de compensação de deflexão para compensar durante a dobra (Figura 3-117).
As matrizes para máquinas de dobra são categorizadas em tipos gerais e especializados. As matrizes especializadas são projetadas para peças específicas. A maioria das operações de dobra utiliza matrizes gerais. A estrutura das matrizes é mostrada na Figura 3-118.
Os três elementos principais no projeto de matrizes de máquinas de dobra são: as dimensões estruturais da peça de fixação da matriz (relacionadas ao equipamento), o formato da matriz superior e o ângulo da peça de trabalho, além da largura e do ângulo da ranhura em V da matriz inferior.
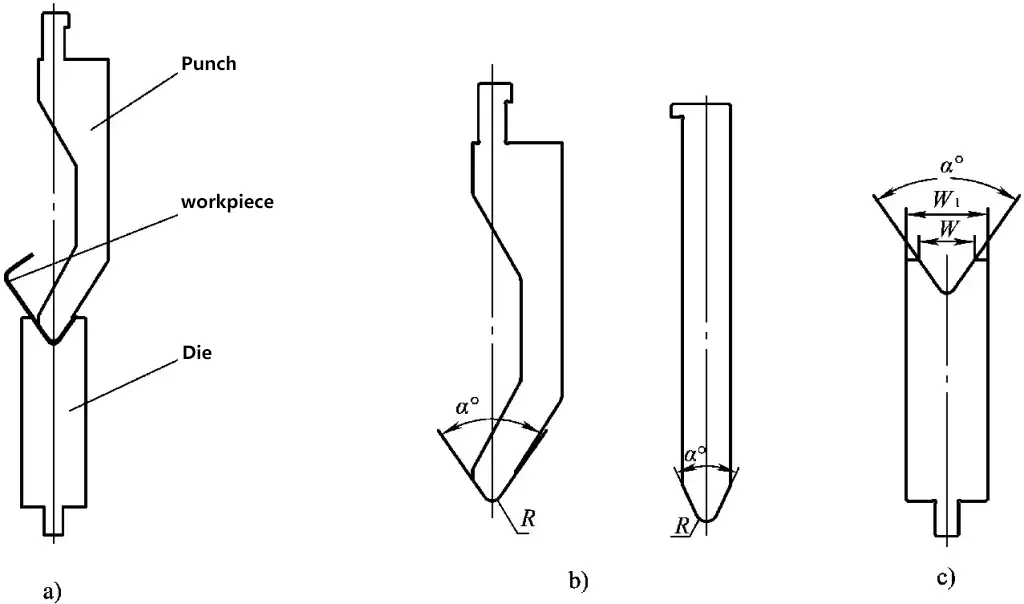
a) Estado de funcionamento da matriz de dobra
b) Estrutura da matriz superior
c) Estrutura da matriz inferior
1) Conforme mostrado na Figura 3-118b, o raio do canto arredondado da parte de trabalho da matriz de dobra superior é projetado de acordo com os requisitos da peça de trabalho dobrada. O ângulo é projetado com base no retorno elástico do material e no requisito de profundidade para entrar na matriz inferior. A forma da seção transversal da matriz superior pode ser reta ou curva.
2) Conforme ilustrado na Figura 3-118c, o tamanho da parte de trabalho da matriz de dobra inferior, indicada como W, é projetado com base na espessura da chapa e no raio do canto arredondado. O ângulo é projetado de acordo com o retorno elástico do material e com o requisito de coincidir com a matriz superior. Os ângulos das matrizes superior e inferior são idênticos.
Os ângulos e as larguras das ranhuras em V nas matrizes de dobra geralmente têm valores padrão. Para materiais como aço-carbono e liga de alumínio, normalmente é usado um ângulo de 84°, enquanto que para o aço inoxidável, que tem um retorno elástico maior, o ângulo geralmente é menor que 75°. A largura da ranhura em V na matriz inferior geralmente é escolhida para ser oito vezes a espessura da chapa.
Depois de serem equipados com matrizes dedicadas, os freio de prensa pode formar peças de trabalho com alguns formatos especiais.
Os materiais de matriz de freio de prensa normalmente incluem aço 70, 42CrMo, T10 e Cr12MoV, com dureza de tratamento térmico superior a 50 HRC.
A precisão dimensional da seção transversal é um dos principais indicadores de precisão de uma peça dobrada. Muitos fatores podem influenciar essa precisão, inclusive a matriz de dobra, a precisão do blank, a sequência de dobra e o método de posicionamento.
As dimensões desdobradas de uma peça dobrada são únicas. A seleção da matriz de dobra correta (superior e inferior) é essencial para garantir a precisão das dimensões da dobra. Caso contrário, a precisão de dobra exigida não poderá ser garantida.
Os espaços em branco são provenientes principalmente de tosquiaO corte, a punção ou as operações de prensa de punção de torre. Diferentes métodos de corte produzem diferentes precisões de peças em bruto. O processo de corte deve ser escolhido com base nos requisitos de precisão da peça dobrada para atender às necessidades de precisão da dobra. Além da precisão dimensional do blank, a condição do blank, como rebarbas, dobras laterais e planicidade, também afetará diretamente a precisão da peça dobrada.
Ao dobrar formas complexas, é necessário escolher uma sequência de dobra adequada para concluir a formação da dobra e, ao mesmo tempo, garantir os requisitos de tolerância dimensional.
O posicionamento é dividido em posicionamento frontal e lateral. Para garantir a precisão da dobra, é melhor ter um posicionamento frontal por metro na prensa dobradeira. Algumas peças dobradas também exigem posicionamento lateral para melhorar a precisão do posicionamento.
A Figura 3-119 mostra o diagrama da peça de trabalho da viga de reforço do painel externo, feita de chapa de aço inoxidável SUS301L-HT de 0,8 mm de espessura.
Como pode ser visto na figura, essa peça dobrada exige alta precisão em suas dimensões e envolve várias operações de dobra. Se a sequência de dobra não for organizada adequadamente, a peça poderá interferir no molde durante o processo de dobra, deixando de atender aos requisitos de precisão.
Solução 1: Corte a laser → Nivelamento de uma curva → Formação.
A sequência de dobra segue o esquema mostrado na Figura 3-120. Isso atende aos requisitos de uso na produção real, graças à alta precisão do corte a laser, ao pequeno erro cumulativo e à capacidade de implementar o posicionamento de vários pontos durante a dobra.
Solução 2: Cisalhamento → Entalhe → Nivelamento → Dobra → Formação.
Devido à baixa precisão do cisalhamento, o posicionamento de vários pontos afetaria as dimensões de dobra das dobras intermediárias. Nesse caso, o posicionamento de vários pontos não pode ser usado; somente um único posicionamento de ponto de base pode ser aplicado. Tomando a viga de reforço do painel externo como exemplo, as duas dobras mais externas devem ser feitas primeiro.
Aproveitando a precisão do posicionamento da dobradeira CNC, o erro de cisalhamento é transferido para os lados mais externos, onde a precisão não é necessária. Em seguida, é realizada a dobra das oito dobras internas.
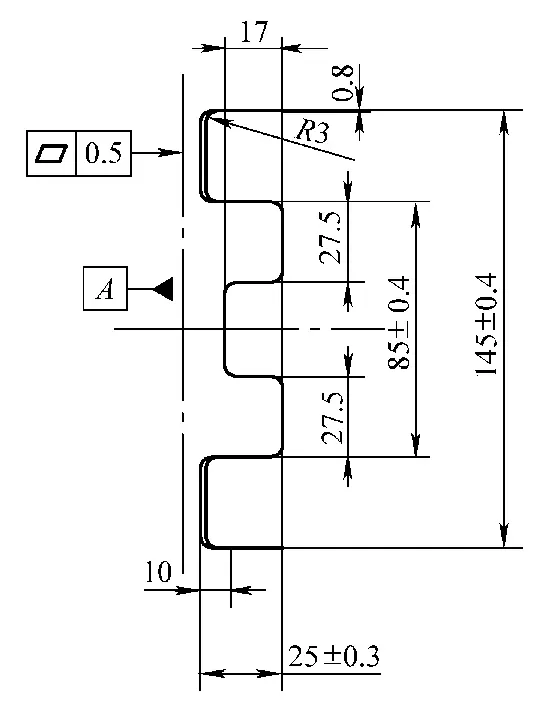
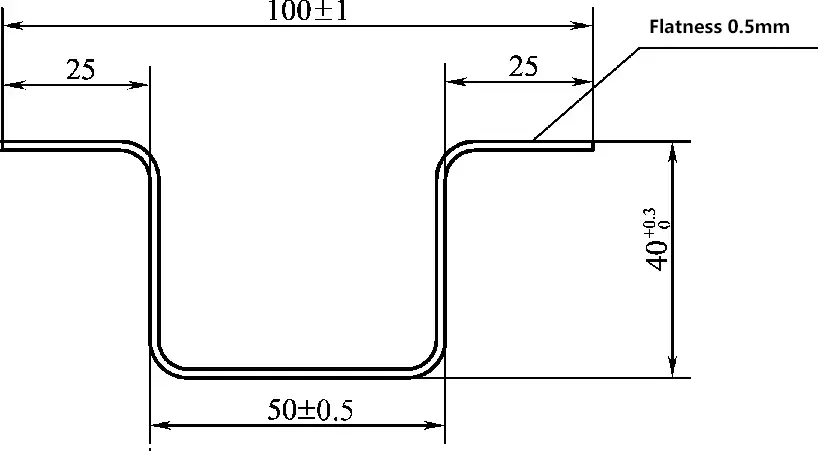
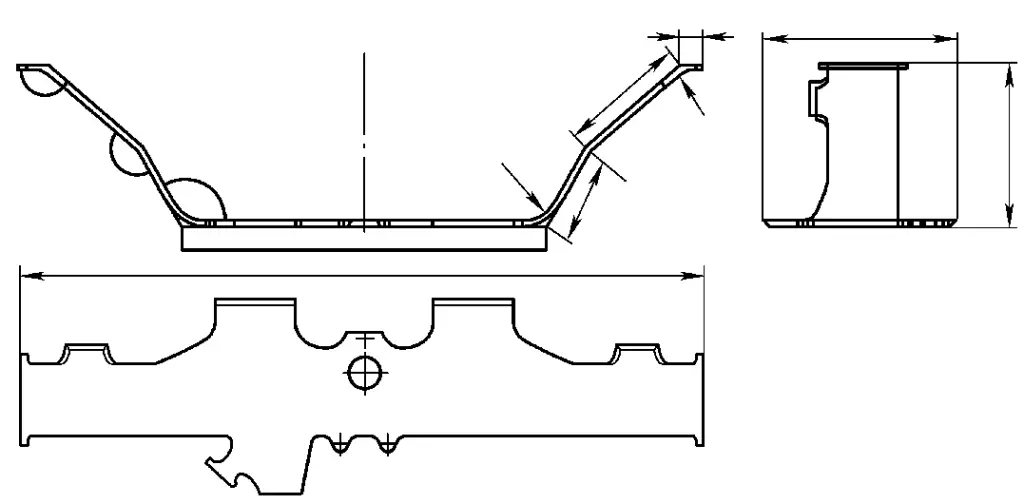
A Figura 3-121 mostra a vista em seção transversal da peça bruta de dobragem do pilar lateral. A peça de trabalho tem 3500 mm de comprimento e é feita de chapa de aço inoxidável SUS301L-HT de 1 mm de espessura.
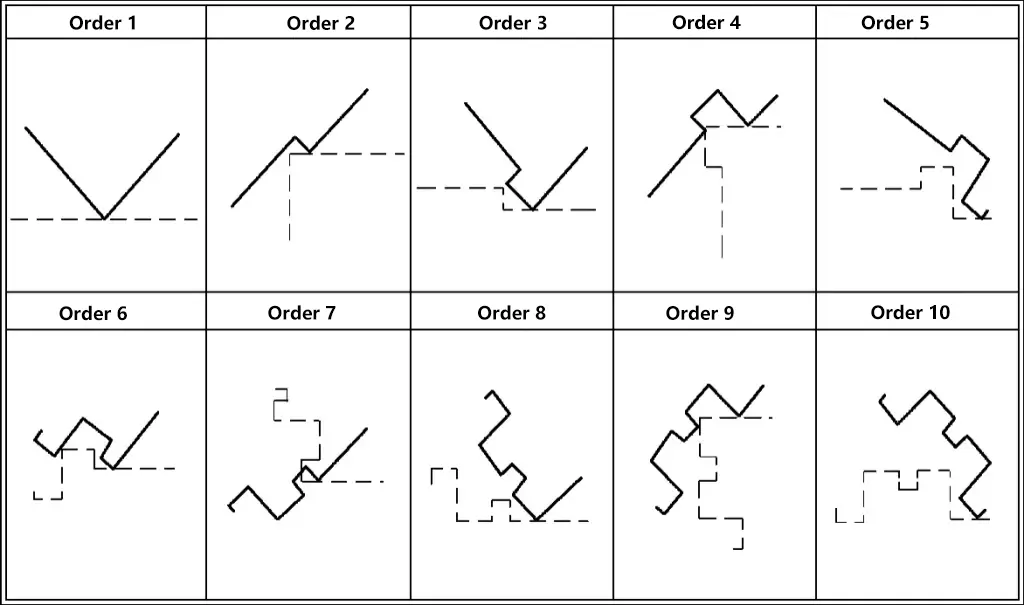
Esse componente exige um alto grau de precisão dimensional da seção transversal para garantir a qualidade do processo de dobra subsequente. Dada a necessidade de manter certos níveis de tolerância nas dimensões da seção transversal, a sequência de dobra foi projetada conforme ilustrado na Figura 3-122.
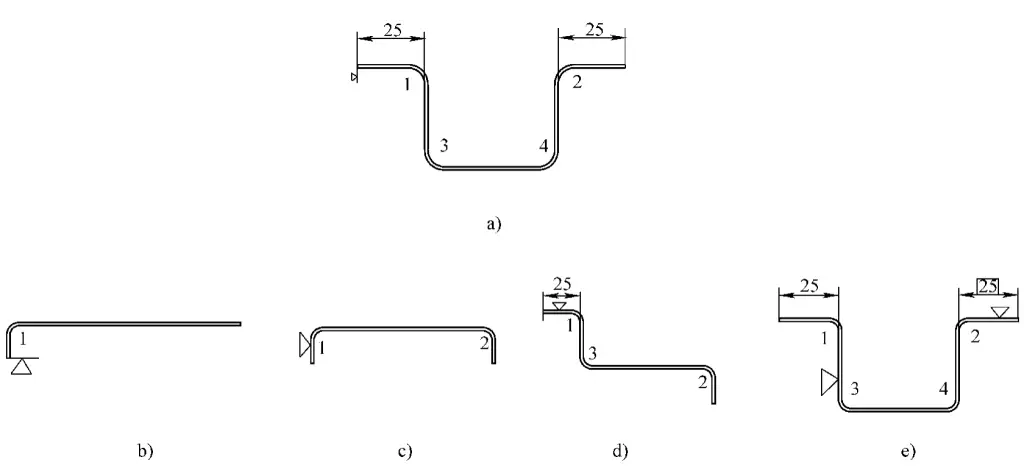
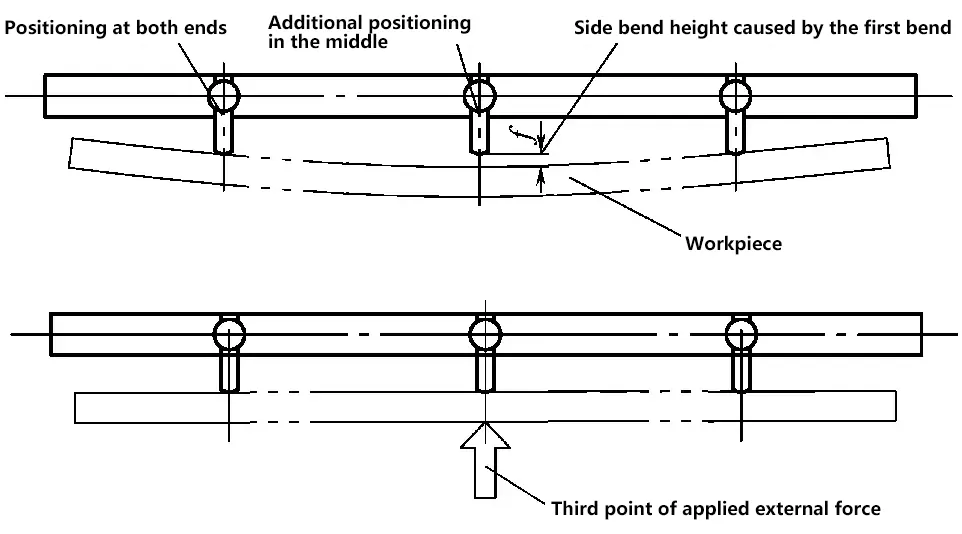
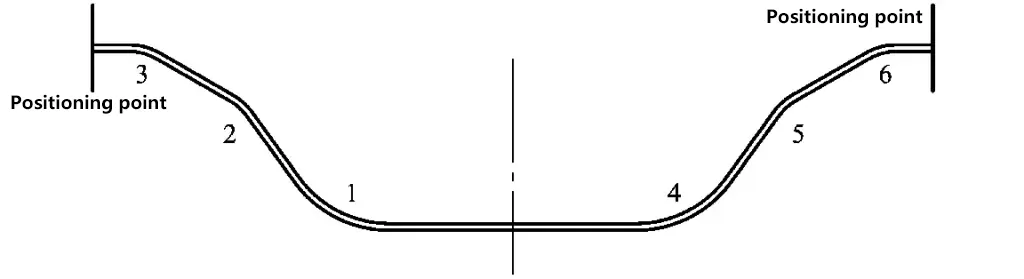
Devido ao comprimento desse componente, ele está sujeito a dobras laterais durante o processo de dobra. Esse problema é inevitável. Portanto, a partir da segunda dobra, um método de posicionamento de três pontos deve ser usado para dobrar (Figura 3-123), ou seja, após forçar um posicionamento em linha reta em três pontos na superfície de posicionamento, prossiga com a dobra.
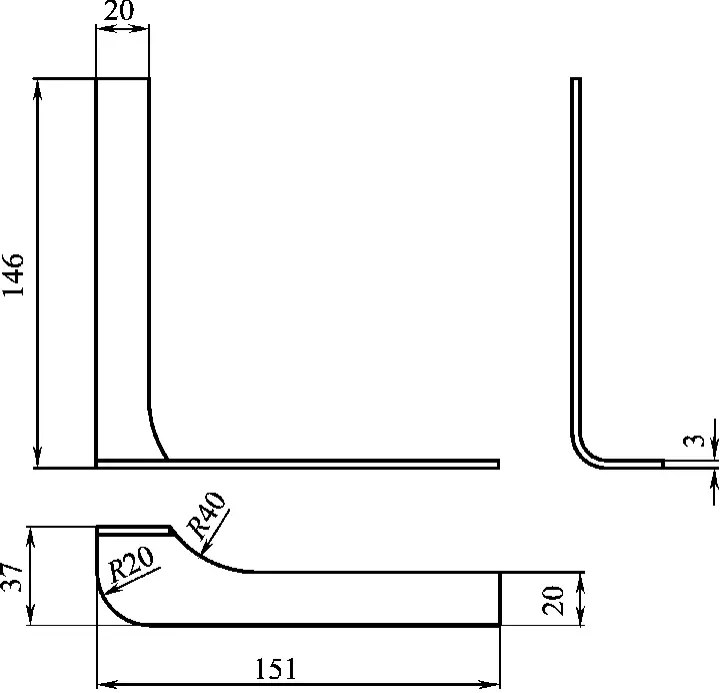
A Figura 3-124 mostra o diagrama do componente de ferro angular, feito de aço para intempéries com 3 mm de espessura. Trata-se de um simples peça de dobramas os lados da linha de curvatura são assimétricos.
Como a dobra é um processo de dobra livre, a linha de dobra pode se desviar sob a ação da força excêntrica, resultando na não conformidade do componente. Para resolver isso, é adotada a solução de adicionar material suplementar ao processo, conforme mostrado na Figura 3-125. O material suplementar é cortado após a dobra.
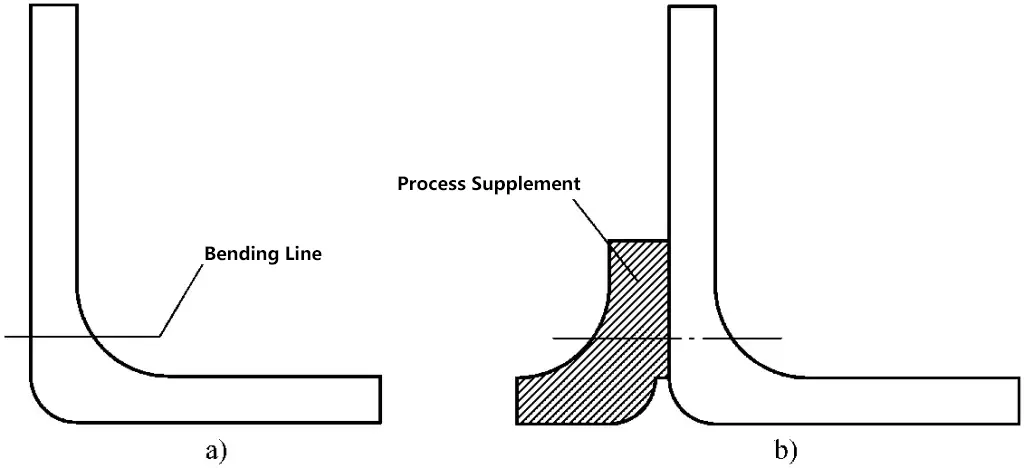
a) As linhas de flexão são assimétricas em ambos os lados
b) O material de suplemento do processo o torna simétrico
A Figura 3-126 mostra a placa de cobertura do bogie, feita de placa de aço S355J2G3 com 12 mm de espessura. Essas peças geralmente são formadas de uma só vez usando um molde. Entretanto, se a peça de trabalho for pequena o suficiente para ser levantada manualmente, é mais provável que o uso de uma dobradeira para a conformação garanta a precisão dimensional.
O fluxo do processo de fabricação desse componente é o seguinte: Jateamento da superfície da chapa de aço para remoção de ferrugem → Corte a laser da matéria-prima → Retificação das rebarbas → Processamento do chanfro → Dobra para formar.
A Figura 3-127 ilustra o processo de dobra, com pontos de posicionamento em ambas as extremidades. O método de posicionamento, a sequência de dobra e a matriz de dobra são os três fatores principais.
1) Método de posicionamento:
Como a placa da tampa inferior é um componente longo e fino, uma combinação de métodos de posicionamento traseiro e lateral deve ser usada durante a dobra. O posicionamento traseiro deve estar em um plano horizontal para garantir a retidão da peça de trabalho após a dobra.
2) Sequência de flexão:
Para facilitar a operação e o posicionamento preciso, a curvatura é realizada do meio para as duas extremidades. A sequência de dobragem é o lado interno R100 → R50 → lado externo R100. A peça bruta é cortada por corte a laser, que tem alta precisão dimensional. As duas extremidades são posicionadas separadamente, resultando em um erro cumulativo menor.
3) Matriz de dobragem:
A quantidade de retorno elástico da formação de dobra é garantida pelo controle do deslocamento do controle deslizante da máquina de dobra. Não foram tomadas medidas para controlar o retorno elástico na matriz. A estrutura da matriz é mostrada na Figura 3-128.
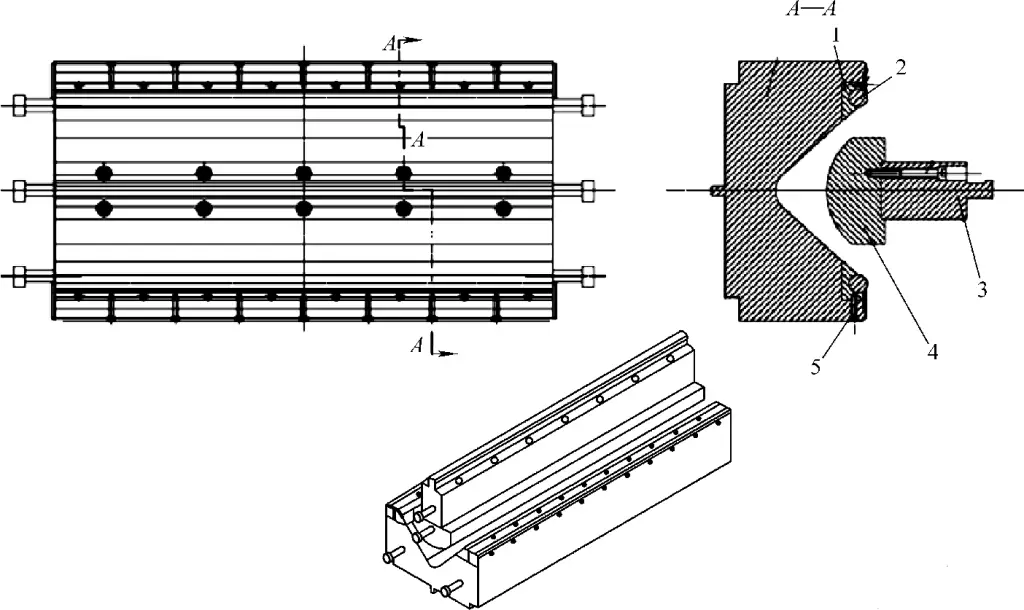
1 - Assento da coluna de pressão
2 - Coluna do portão
3 - Assento superior do portão
4 - Portão superior
5 - Portão inferior