Essential Sheet Metal Assembly Techniques (Técnicas essenciais de montagem de chapas metálicas): Um Guia Abrangente
Última atualização:
17 de outubro de 2024
Compartilhe seu gosto:
Índice
I. Métodos de montagem
De acordo com os requisitos técnicos especificados, o processo de encaixe e conexão de peças ou componentes para transformá-los em produtos semiacabados ou acabados é chamado de montagem. O processamento de montagem é essencialmente um processo de posicionamento, fixação e conexão. Na montagem de peças de chapa metálica, o suporte, o posicionamento e a fixação são chamados de os três elementos da montagem, que também são as três condições básicas da montagem.
Fixação é o processo de fixação de peças em uma determinada posição com força externa, de modo que as peças envolvidas na montagem mantenham sua posição durante a montagem.
1. Seleção da referência de montagem
Convencionalmente, o suporte também é chamado de referência de montagem, abreviado como referência. Ele resolve o problema de onde montar os componentes de chapa metálica selecionando uma superfície de referência. Na montagem real de componentes de chapa metálica, a melhor superfície de referência deve ser selecionada com base em condições específicas.
Ao selecionar a superfície de referência da montagem como suporte da montagem, os seguintes pontos podem ser considerados:
Quando um componente tem superfícies planas e curvas, a superfície plana deve ser usada como a superfície de referência da montagem.
Quando um componente tem superfícies planas grandes e pequenas, a superfície plana maior deve ser selecionada como a superfície de referência da montagem.
Quando um componente tem superfícies usinadas e rugosas, a superfície usinada deve ser selecionada como a superfície de referência da montagem.
A superfície de referência de montagem selecionada deve ser a mais conveniente para apoiar, posicionar e fixar as peças.
Uma superfície que não seja facilmente deformada deve ser selecionada como superfície de referência para evitar erros de posicionamento causados pela deformação da superfície ou linha de referência.
2. Métodos de posicionamento
A determinação da posição ou da posição relativa de uma peça no espaço é chamada de posicionamento. O posicionamento é um dos primeiros problemas a serem resolvidos durante a montagem. O princípio do posicionamento baseia-se no "princípio de posicionamento de seis pontos", que afirma que qualquer corpo rígido no espaço tem seis graus de liberdade com relação a três coordenadas mutuamente perpendiculares, ou seja, movimento axial ao longo desses três eixos mutuamente perpendiculares e rotação em torno desses eixos.
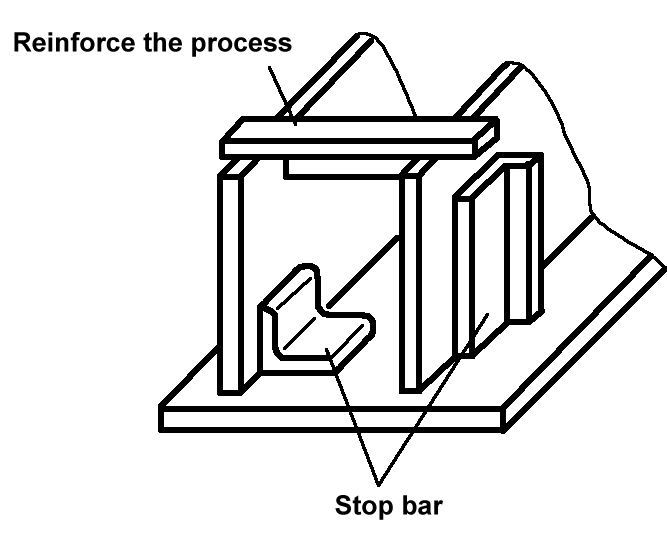
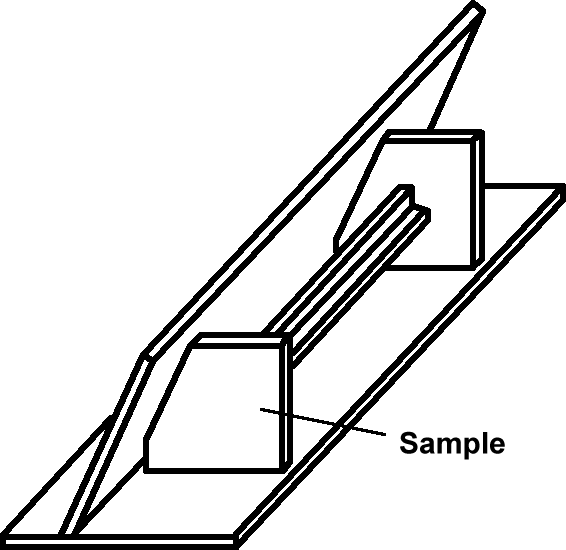
Para garantir que a peça de trabalho mantenha uma posição fixa e inalterada durante a montagem e para obter um posicionamento preciso, os 6 graus de liberdade da peça de trabalho devem ser restringidos. Na montagem de chapas metálicas, a posição de montagem geralmente é determinada pela marcação de linhas de posição de montagem ou pelo uso de elementos de posicionamento, como blocos de parada e pinos de posicionamento, para fixar a posição de montagem. A Tabela 1 mostra métodos comuns de posicionamento de peças.
Tabela 1 Métodos comuns de posicionamento de peças
Tipo
Diagrama
Posicionamento de linha
Posicionamento do pino
Posicionamento do bloco de parada
Posicionamento do modelo
Além disso, na montagem real de componentes de chapa metálica, a referência de posicionamento deve ser determinada com base em condições específicas. A seleção da referência de posicionamento pode se basear nos seguintes pontos:
1) Para várias peças do mesmo componente que tenham conexões ou de encaixe Em caso de relações de dependência com outros componentes, a mesma referência de posicionamento deve ser usada sempre que possível. Isso garante a conexão ou o encaixe correto do componente com outros componentes durante a instalação.
2) Selecione superfícies ou bordas de alta precisão e que não sejam facilmente deformadas como referência de posicionamento para evitar desvios de posicionamento causados pela deformação da superfície ou linha de referência.
3) A referência de posicionamento selecionada deve facilitar a medição do posicionamento de cada componente durante o processo de montagem. As medições durante a montagem incluem a medição das dimensões do produto, bem como a medição e a garantia da precisão da forma e da posição do produto, além da medição e da seleção da superfície da base de montagem.
3. Métodos de fixação
A operação de fixar uma peça de trabalho após o posicionamento para mantê-la em uma posição fixa durante o processo de fabricação é chamada de fixação. A fixação também é comumente chamada de fixturing.
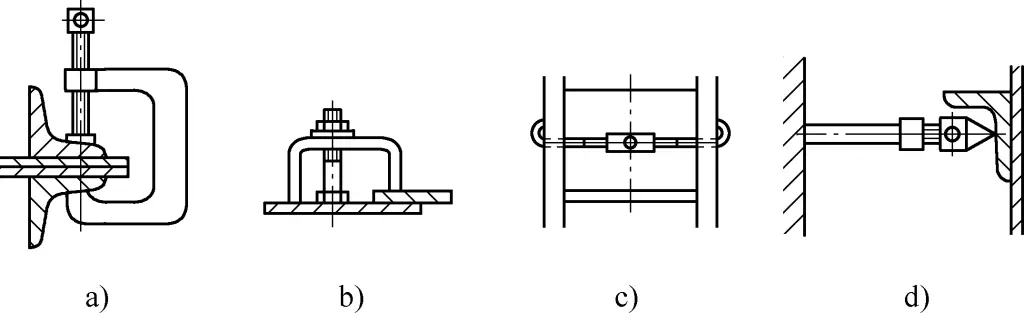
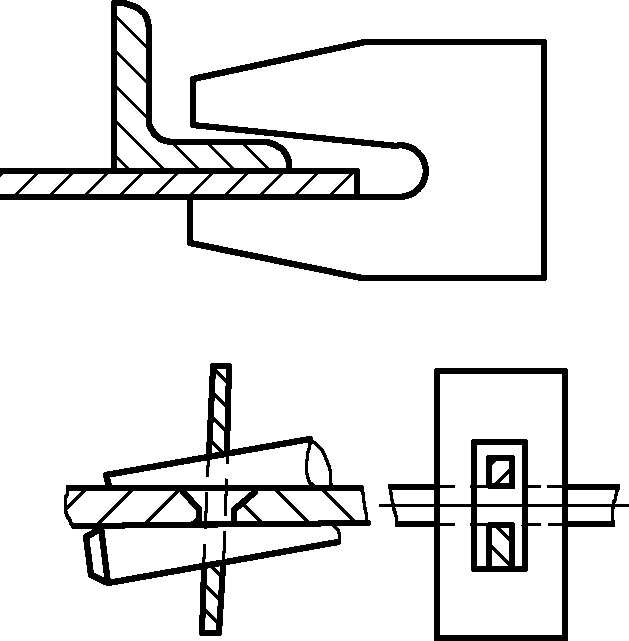
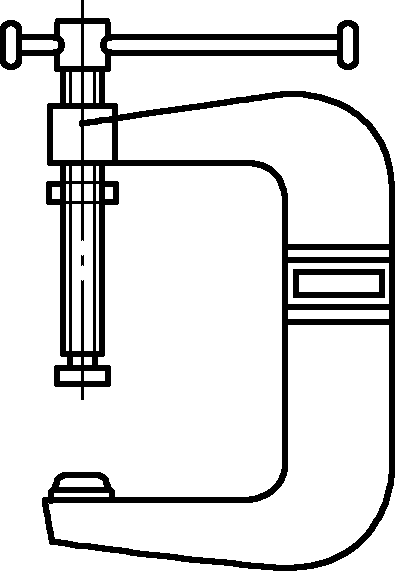
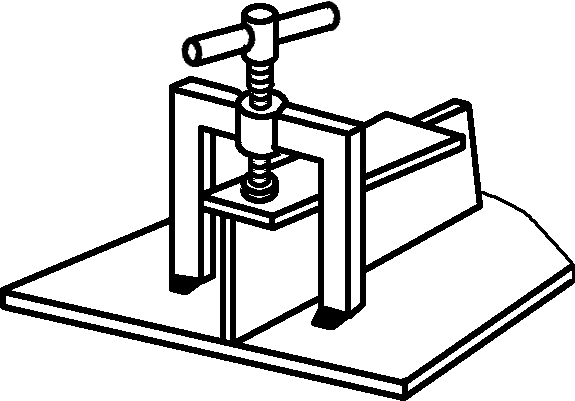
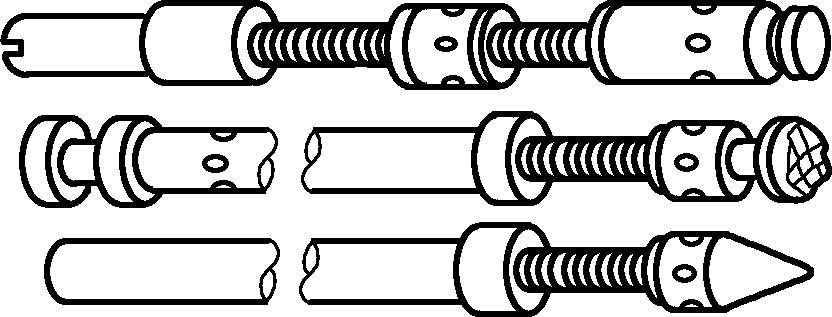
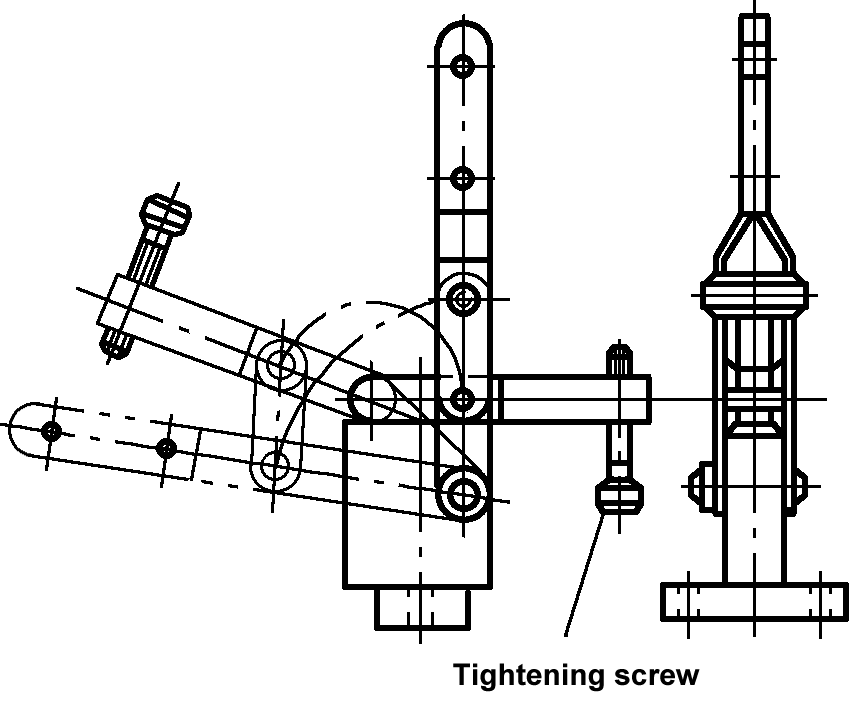
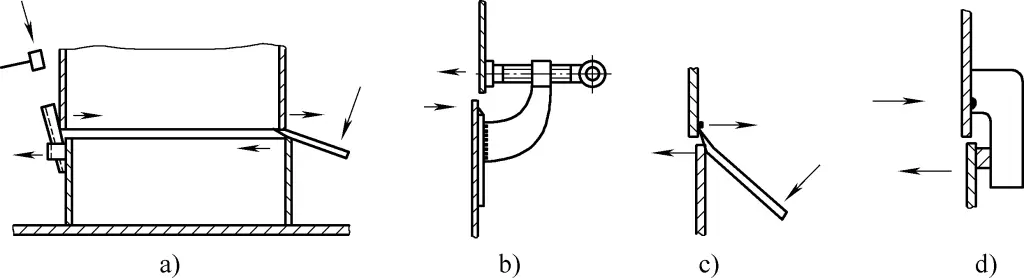
Há quatro métodos de fixação de peças de trabalho usando acessórios de montagemAs ferramentas são: fixação, pressão, tração e levantamento (suporte), conforme mostrado na Figura 1. As ferramentas mostradas na figura são ferramentas espirais comuns, caracterizadas pela capacidade de ajuste e facilidade de uso.
Figura 1 Quatro métodos de fixação de dispositivos de montagem
a) Fixação (grampo em espiral, came) b) Prensagem (Prensagem de parafusos) c) Extração (extrator em espiral) d) Jacking (Empurrador em espiral)
Os dispositivos de montagem comuns são classificados pelo método de aplicação de força, incluindo dispositivos de cunha, dispositivos de alavanca, dispositivos em espiral, dispositivos de alternância e dispositivos excêntricos. Várias ferramentas de elevação também são usadas na montagem de chapas metálicas para empacotamento e manuseio.
4. Principais métodos de montagem
Dependendo da estrutura dos componentes montados, geralmente são escolhidos métodos diferentes para a montagem de componentes de chapa metálica. Com base em diferentes métodos de posicionamento, os principais métodos de montagem incluem montagem de linha, montagem de cópia e montagem de perfil; com base em diferentes orientações de montagem, os principais métodos de montagem incluem montagem horizontal (montagem plana), montagem vertical (montagem vertical) e montagem invertida. Os principais métodos de montagem e suas características são os seguintes.
(1) Montagem de linha
A montagem em linha, também conhecida como montagem de modelo de solo, envolve o desenho de linhas cruzadas em uma placa de base (ou solo) como referências de montagem e, em seguida, o desenho de linhas de posição de contorno e linhas de junção dos componentes em um tamanho real de 1:1 e a montagem de acordo com as linhas. A montagem em linha é adequada principalmente para a montagem de componentes de treliça e estrutura.
(2) Conjunto de cópia
Isso envolve a montagem do próximo conjunto de produtos ou componentes com base em um produto ou componente já montado. No caso de placas de nó salientes na superfície, a montagem pode ser temporariamente adiada sem afetar a estabilidade dimensional e montada após a conclusão de outras peças.
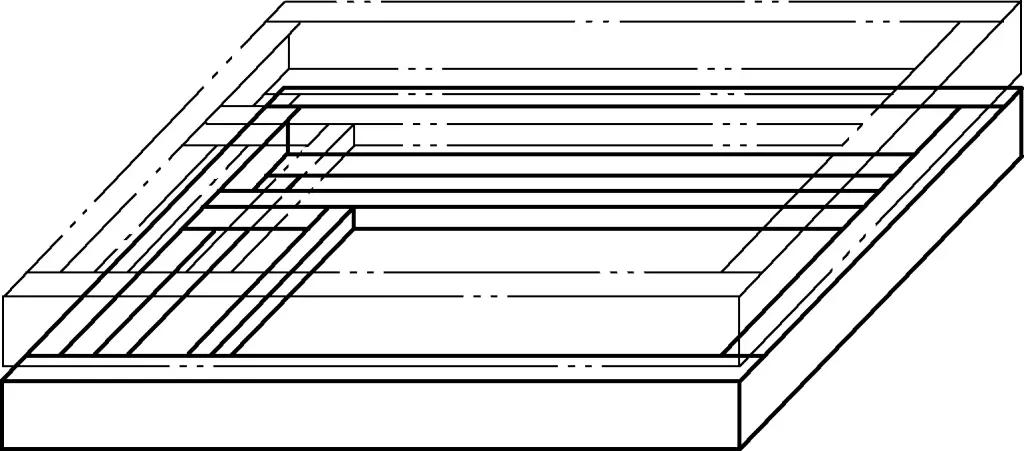
A montagem por cópia é adequada principalmente para a montagem de componentes estruturais de aço com características de estrutura de camada única (chapa), como vigas, colunas e treliças, conforme mostrado na Figura 2.
Figura 2 Exemplo de montagem de cópia
(3) Montagem de perfil
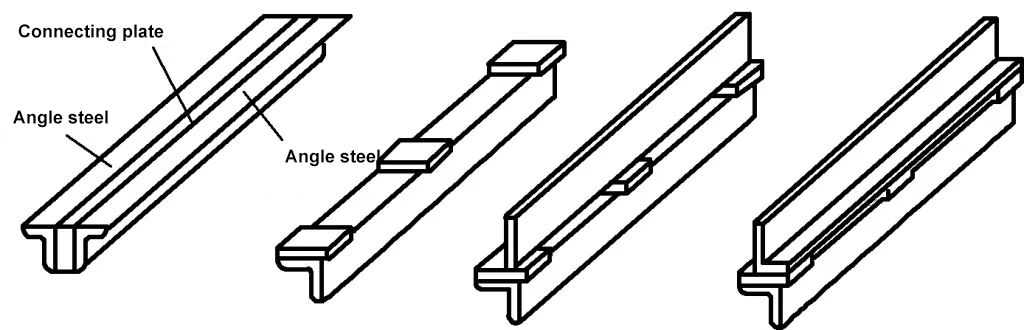
A montagem de perfis usa a forma de uma seção simétrica para montar primeiro uma meia estrutura de um lado e, em seguida, usá-la como modelo para montar o outro lado. A montagem de perfil é adequada para componentes estruturais com formas de seção simétricas, como mostrado na Figura 3.
Figura 3 Exemplo de montagem de perfil
(4) Conjunto de extração de linha
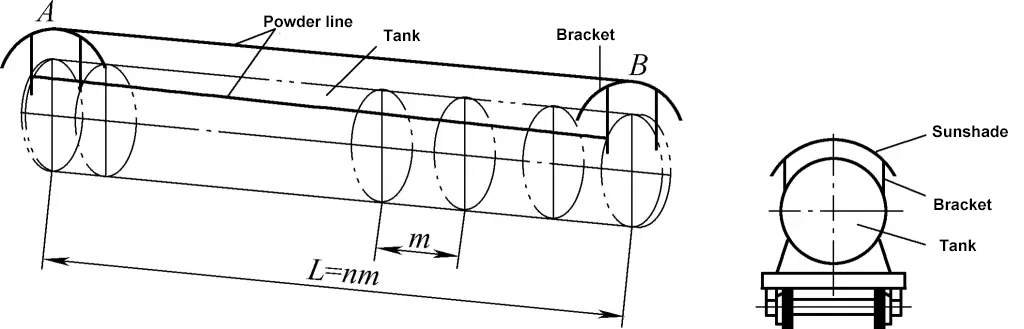
A montagem por tração de linha é adequada para a montagem de estruturas de matriz. Por exemplo, a sequência de montagem dos suportes de suporte de guarda-sol para o corpo de um tanque é primeiro alinhar e fixar os suportes em ambas as extremidades (A e B), depois conectar os suportes das extremidades com linhas de pó ou fios de aço e montar outros suportes com base nas linhas de pó ou fios de aço como referência. Dependendo da necessidade, podem ser puxadas de 2 a 3 ou mais linhas de pó ou fios de aço (consulte a Figura 4).
Figura 4 Exemplo de conjunto de extração de linha
m-Distância entre dois colchetes n-Número de colchetes
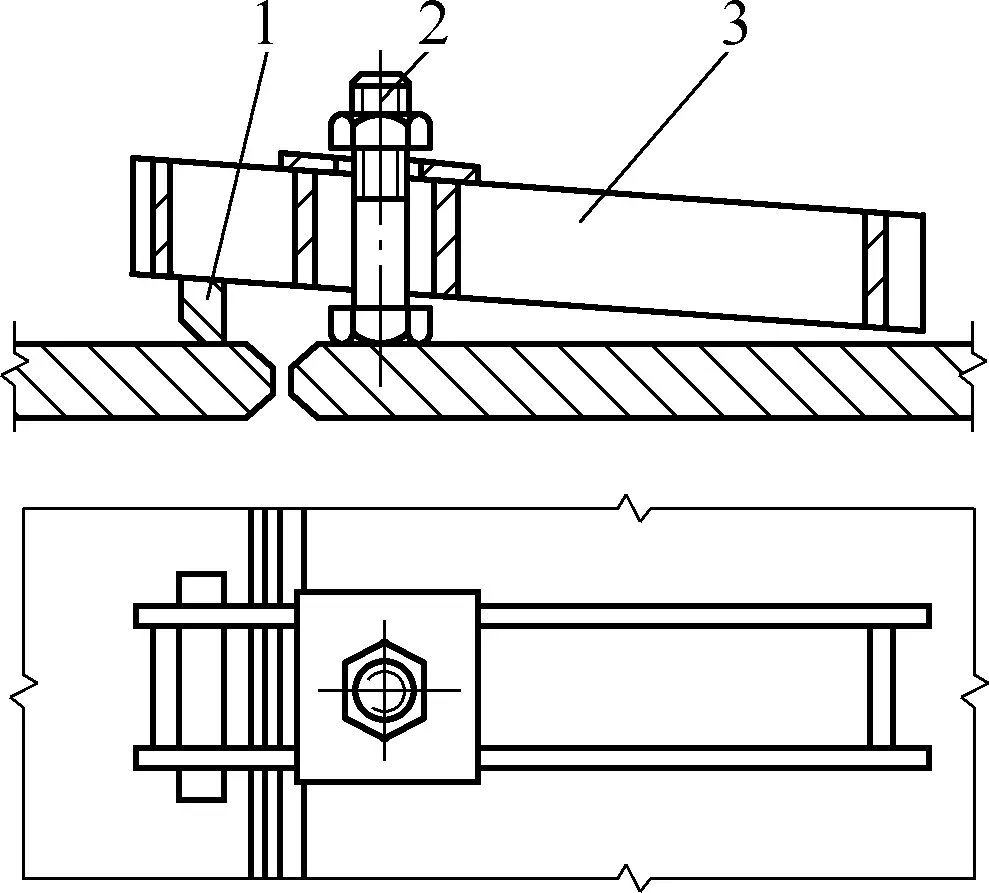
(5) Conjunto de posicionamento do pino
O posicionamento do pino garante funções como a distância e a concentricidade do furo. O diâmetro do pino de posicionamento deve ser tal que ele possa se encaixar no furo com uma pequena folga, geralmente não superior a 0,2 mm. O conjunto de posicionamento de pinos é usado principalmente na montagem de chapas metálicas com os seguintes requisitos.
1) Garantir as dimensões da distância do orifício de instalação.
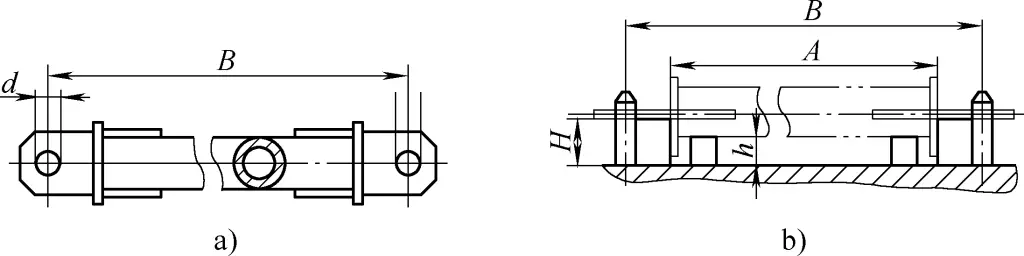
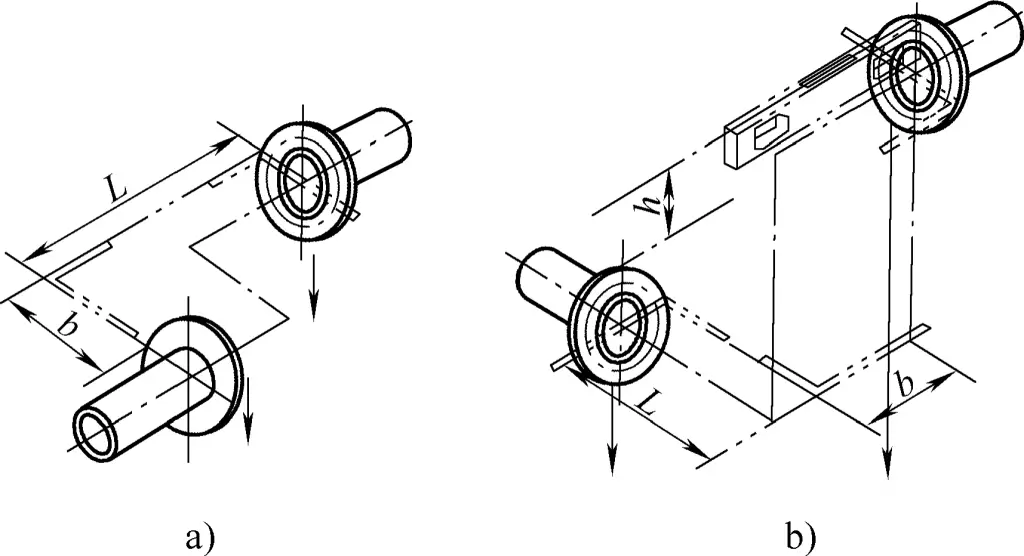
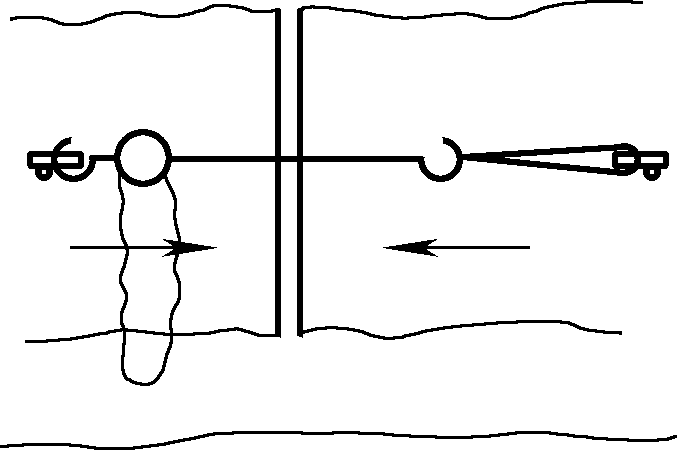
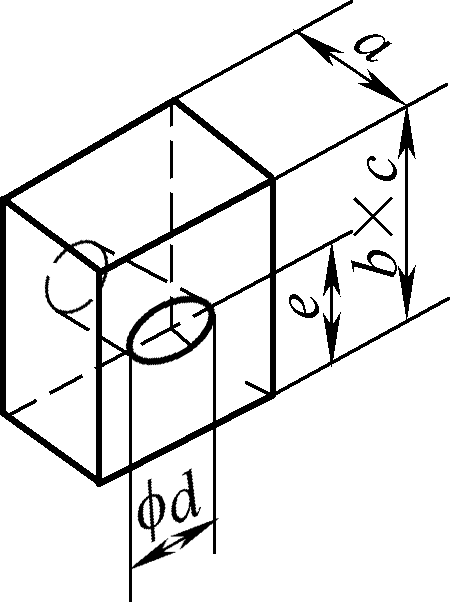
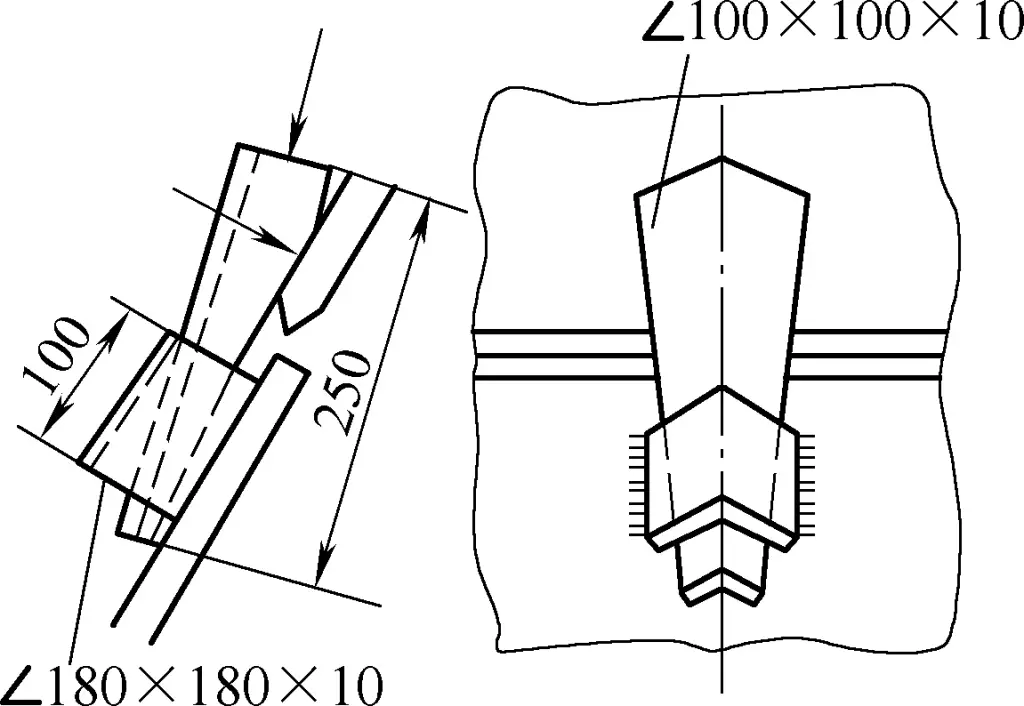
Para estruturas com requisitos de distância de furo, o conjunto de posicionamento de pinos pode ser usado. Por exemplo, a distância dos furos dos parafusos em ambas as extremidades de um tirante inclinado, conforme mostrado na Figura 5a, é garantida pelo conjunto de posicionamento de pinos, conforme mostrado na Figura 5b.
Figura 5 Montagem do posicionamento do pino para garantir a distância do furo de instalação
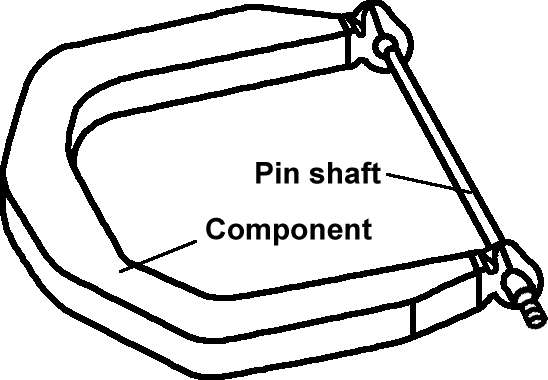
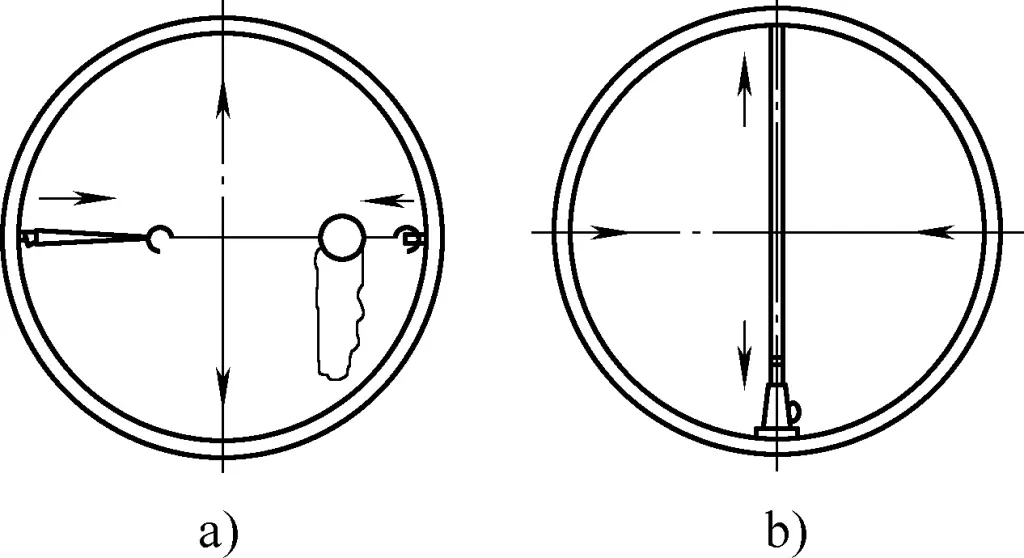
2) Garantir a concentricidade.
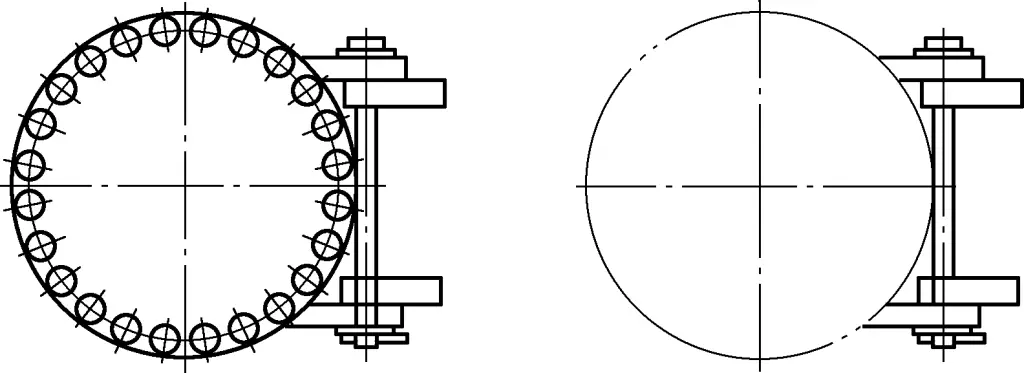
Para componentes de chapa metálica com requisitos de concentricidade, a montagem de posicionamento de pinos é frequentemente usada. Por exemplo, a tampa de orifício do tipo dobradiça mostrada na Figura 6 requer rotação e abertura/fechamento suaves, portanto, garantir a concentricidade da peça da dobradiça é fundamental para a montagem. Durante a montagem, a posição entre as dobradiças superior e inferior pode ser determinada usando pinos para garantir a concentricidade, assegurando assim a relação de posicionamento mútuo entre a dobradiça, a tampa do orifício e o corpo do tanque.
Figura 6 Montagem do posicionamento do pino para garantir a concentricidade
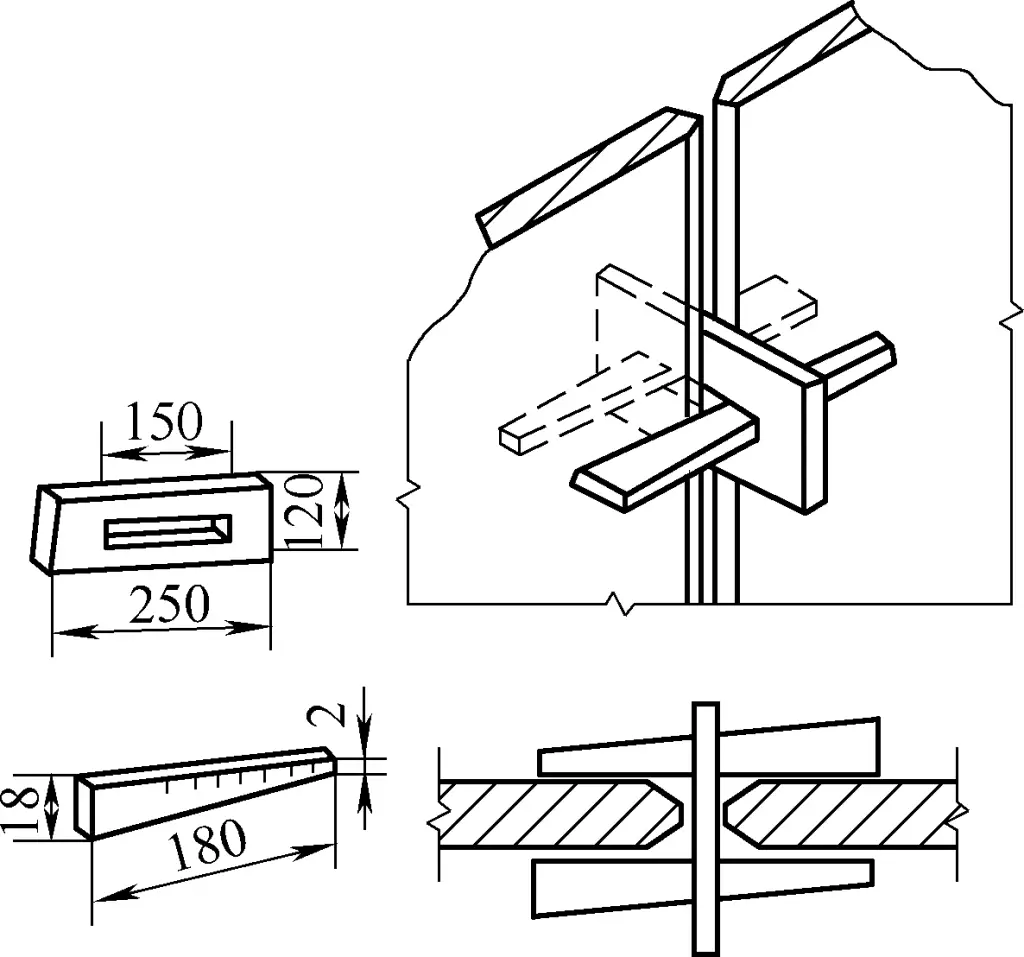
(6) Conjunto de posicionamento do gabarito
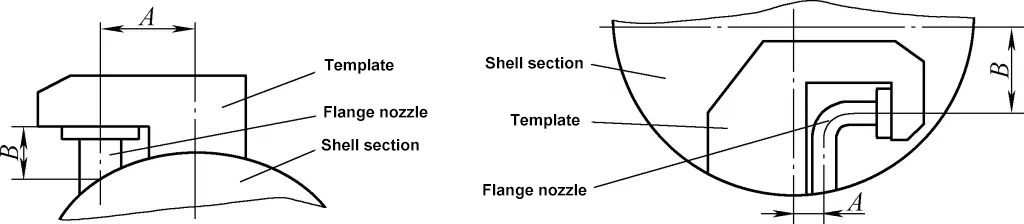
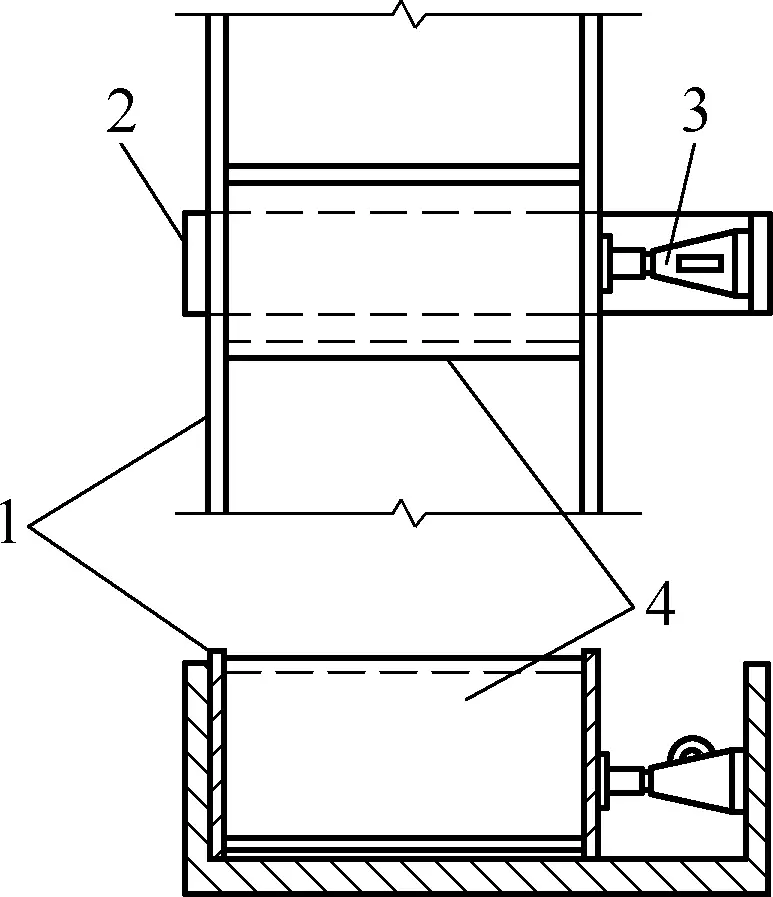
A montagem de posicionamento de gabarito é adequada para montagens em que o posicionamento ou a medição entre os componentes é difícil. Por exemplo, na montagem do flange mostrada na Figura 7, devido à dificuldade de medir as dimensões da montagem da seção do cilindro e do tubo do flange e à dificuldade de garantir a estabilidade do estado da montagem, é usada a montagem de posicionamento de gabarito.
Figura 7 Exemplo de montagem de posicionamento de gabarito
(7) Montagem do molde
A montagem do molde envolve colocar as peças de montagem correspondentes em um molde de montagem (também conhecido como molde combinado, composto por uma base de molde e vários suportes de fixação e posicionamento), posicioná-las e fixá-las e, em seguida, montá-las. Esse método é caracterizado pela alta qualidade e eficiência da montagem, adequado para a produção em massa. Se for usado um molde especial, ele será adequado para produção em larga escala.
(8) Montagem horizontal (montagem plana)
A montagem horizontal envolve a colocação de componentes horizontalmente para montagem, adequada para a montagem de componentes com seções transversais pequenas, mas comprimentos relativamente longos.
(9) Conjunto vertical (conjunto vertical)
A montagem vertical envolve a montagem de componentes de cima para baixo, adequada para componentes com pequenas alturas ou grandes bases inferiores.
(10) Montagem invertida
A montagem invertida envolve a montagem de componentes invertendo-os em 180° em relação ao seu estado de uso, o que é adequado para estruturas com grandes volumes superiores e componentes em forma de caixa em que a montagem vertical é difícil de estabilizar ou em que a placa de cobertura superior não pode ser soldada.
II. Ferramentas para montagem
Dependendo das diferentes estruturas de chapa metálica, são selecionados diferentes métodos de montagem e diferentes ferramentas de montagem são usadas. A Tabela 2 mostra os tipos e usos das ferramentas.
Tabela 2 Tipos e usos de ferramentas
Nome
Diagrama
Uso
Fixação em cunha
Utiliza um grampo com uma abertura ou orifício e uma cunha para prender a peça de trabalho. Quando a cunha é inserida, a superfície inclinada da cunha gera força de fixação, atingindo o objetivo da fixação.
Fixação em espiral
Usa a ação de um parafuso para executar várias funções, como fixação, tração, elevação e suporte. A fixação em espiral em forma de arco é um tipo de grampo comumente usado.
Usa ferro em forma de II ou L e parafusos para prensagem.
Usa parafusos com roscas em direções opostas nas duas extremidades. Ao girar o parafuso, a distância entre os dois cotovelos é alterada, atingindo o objetivo de puxar.
O parafuso da haste de tração tem roscas nas direções para frente e para trás. Quando o parafuso é girado, ele pode executar as funções de elevação ou expansão.
Dispositivo de alternância
Utilizado para emendas de chapas médias e finas, caracterizado por uma fixação rápida e uma ampla faixa de ajuste da espessura da fixação.
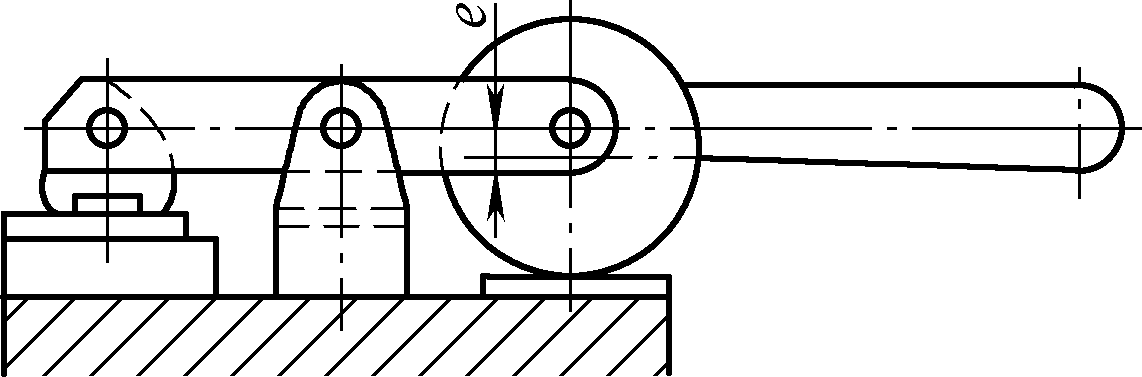
Fixação excêntrica
Gire a roda excêntrica com uma alça para obter a fixação, alterando a distância excêntrica e. A vantagem da fixação excêntrica é sua ação rápida, mas a desvantagem é sua pequena força de fixação.
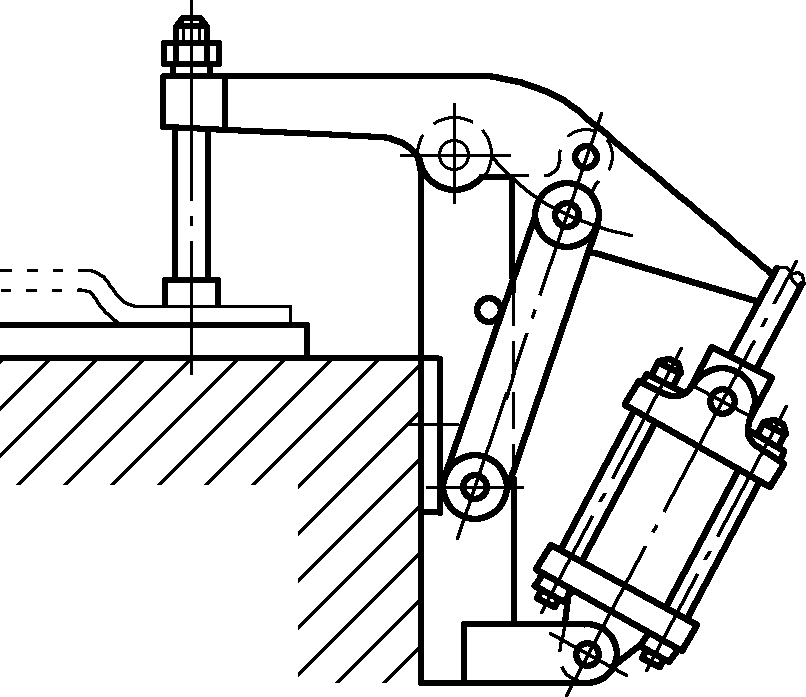
Dispositivo pneumático
Usa a pressão do ar comprimido para empurrar a haste do pistão para frente e para trás para obter a fixação. Adequado para a fixação de componentes de placas médias e finas.
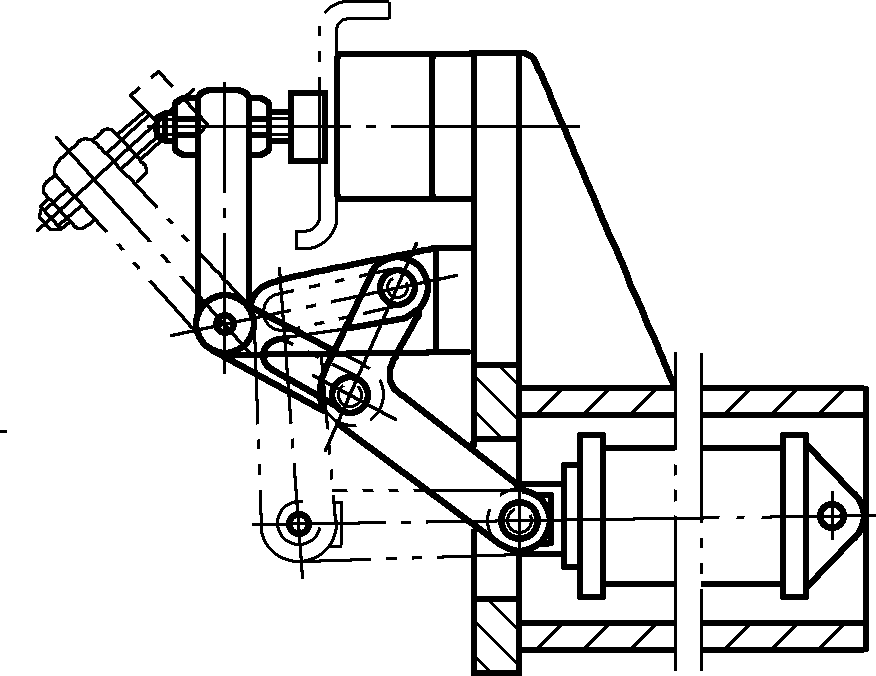
Dispositivo hidráulico
Composto principalmente por um cilindro hidráulico, um pistão e uma haste de pistão. O cilindro hidráulico faz com que a haste do pistão produza movimento linear, prendendo a peça de trabalho ao empurrar o dispositivo de alavanca.
A vantagem do dispositivo hidráulico é sua grande força de fixação e operação confiável; a desvantagem é que o líquido é propenso a vazamentos e a manutenção é inconveniente.
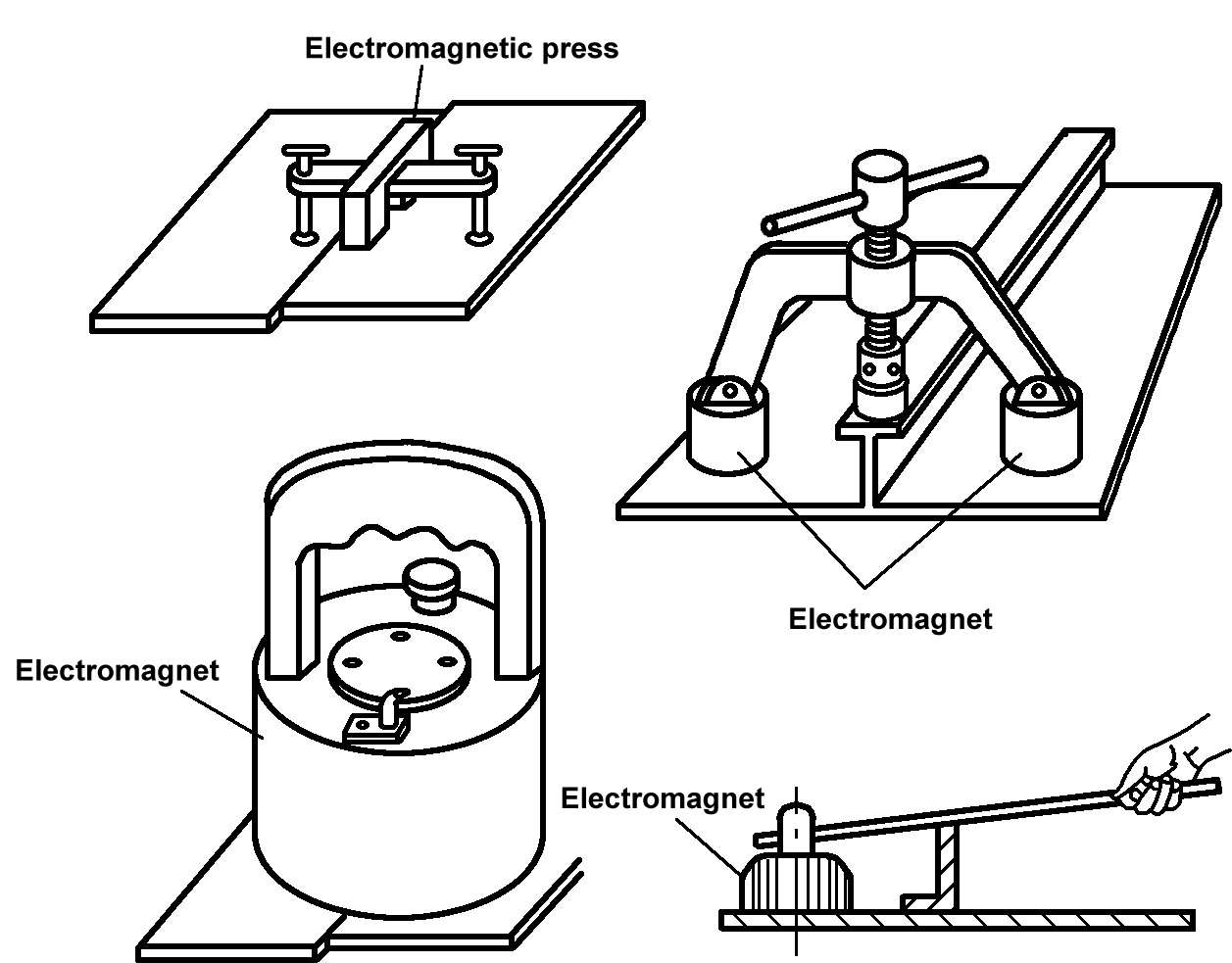
Fixação magnética
Há dois tipos: ímã permanente e eletromagnético. Essa fixação usa um ímã para segurar a placa de aço, contando com a força magnética ou com um parafuso ou alavanca na prensa rotativa para prender a peça de trabalho.
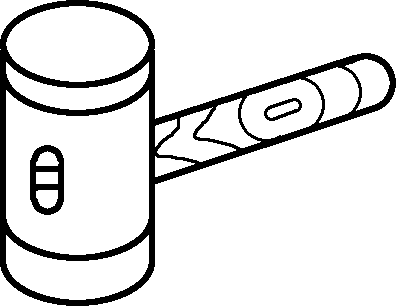
Martelo de cobre
Usado para ajustar e montar peças.
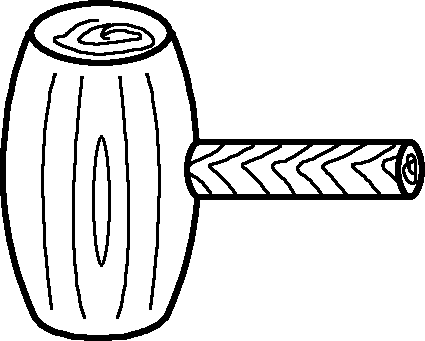
Martelo de madeira
Usado para martelar chapas de aço finas, chapas de metais não ferrosos e componentes de chapas metálicas com requisitos de alta qualidade de superfície.
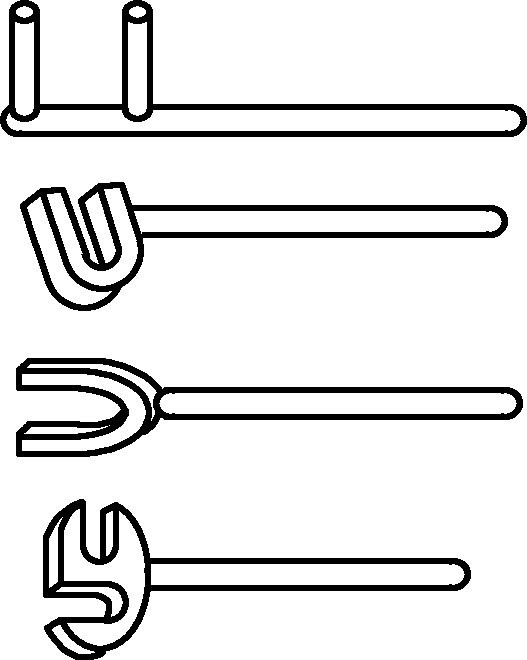
Alavanca
Usado para corrigir e ajustar o formato de componentes de chapa metálica e também pode usar o princípio da alavanca para fixar peças de trabalho.
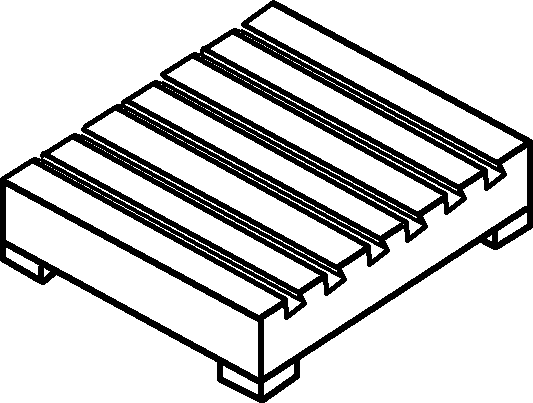
Plataforma com ranhuras em T
Os parafusos podem ser inseridos nas ranhuras em T para fixar peças de trabalho, usadas para moldar ou formar peças de trabalho, montar e soldar.
Além disso, durante a montagem, será usado um grande número de ferramentas de marcação e plataformas de montagem, bem como ferramentas para suporte, ajuste e elevação de componentes de chapa metálica, que não estão listadas aqui, uma a uma.
III. Medição da montagem
A medição durante a montagem é um conteúdo de processamento importante para garantir a qualidade dos componentes montados. Devido à influência do local de processamento, à complexidade dos componentes montados, etc., a medição da montagem tem alguns métodos e meios diferentes da medição do processamento de uma única peça.
1. Ferramentas e instrumentos de medição
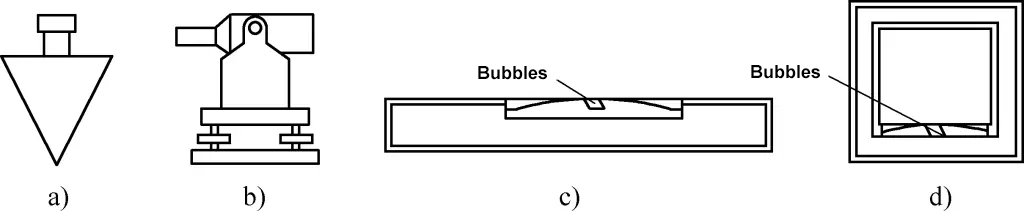
Além das ferramentas e dos instrumentos usados para processar peças únicas, as ferramentas e os instrumentos de medição de montagem também exigem ferramentas e instrumentos para medir a forma e a posição, como níveis, prumos, instrumentos de nivelamento e instrumentos verticais, conforme mostrado na Figura 8.
Figura 8 Ferramentas de medição comuns
a) Fio de prumo b) Instrumento de nivelamento c) Nível ordinário d) Nível de alta precisão
2. Métodos de medição
As medições comuns incluem medição de superfície, medição de tamanho e medição de forma e posição. Entre elas, a determinação razoável da superfície medida e a precisão da medição são a premissa e a base para garantir a precisão da montagem.
(1) Medição do plano
O nivelamento tem dois métodos: o método da linha de pó e o método de inspeção visual.
1) Método de linha de pó.
O método de linha de pó usa linhas de pó ou fios de aço para ajuste, conforme mostrado na Figura 9. A espessura da linha de pó ou do fio de aço não deve exceder 1 mm. Durante o nivelamento, a linha de pó é apertada e a força nas duas linhas de pó é mantida consistente. A interseção das duas linhas de pó é usada para determinar se os quatro pontos finais das duas linhas de pó estão no mesmo plano.
Figura 9 Nivelamento da linha de pó
Para determinar se os pontos médios das duas linhas de pó estão em contato, não se deve chegar a uma conclusão com base em uma única medição. As posições das duas linhas de pó devem ser alteradas várias vezes. Independentemente de qual linha de pó esteja na parte superior ou inferior, a tensão após o contato deve ser a mesma para finalmente determinar a planicidade do plano que está sendo nivelado.
2) Método de inspeção visual.
O método de inspeção visual é adequado para nivelar peças em forma de haste ou estruturas de estrutura baseadas em peças em forma de haste durante a montagem de uma única peça.
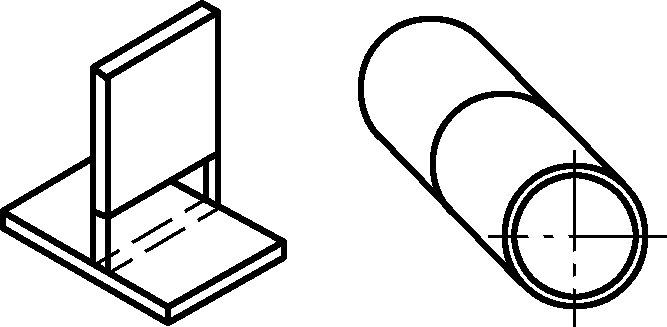
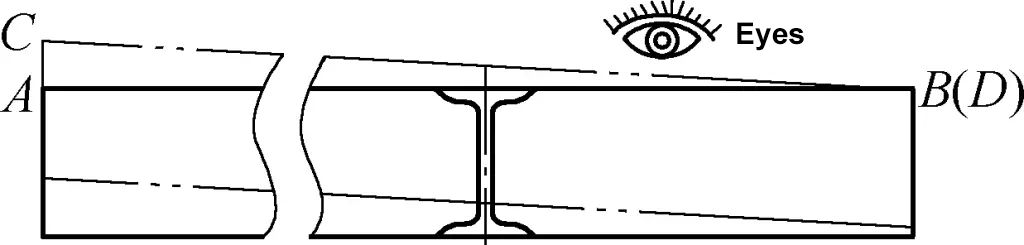
A Figura 10 mostra o método de medição da planicidade de uma estrutura de estrutura plana soldada a partir de duas vigas I AB e CD usando o método de inspeção visual. As vigas AB e CD são usadas como referências de nivelamento (na figura, para facilitar a identificação, a viga CD é desenhada com linhas duplas pontilhadas). As observações são feitas a partir dos pontos B e D da viga I em direção aos pontos A e C. Se AB, CD, AD e BC forem paralelos e tiverem boa retidão, a planicidade da estrutura do quadro plano pode ser determinada como boa.
Figura 10 Nivelamento da inspeção visual
A precisão da medição do método de inspeção visual é muito afetada pela posição, visão, ambiente e experiência do observador, mas é prática. Durante a medição, o ponto de observação não deve ficar muito próximo da viga em I. É melhor ficar mais distante, desde que a observação seja possível. É melhor ficar mais distante, desde que a observação seja possível.
(2) Medição do plano horizontal
Os métodos comuns de medição do plano horizontal incluem o método da mangueira e o método do nível.
1) Método da mangueira.
O método da mangueira envolve o preenchimento de uma mangueira transparente que pode se comunicar com água ou outros líquidos para encontrar o plano horizontal. É um método simples e eficaz para encontrar planos com características horizontais.
Para facilitar a observação, dois líquidos com cores contrastantes (a interface de contato dos dois líquidos é separada por uma quantidade adequada de óleo de motor) podem ser despejados nas duas extremidades da mangueira, como amarelo e azul, vermelho e verde. Quando a temperatura do ambiente de medição estiver abaixo de 0°C, para evitar o congelamento na mangueira, a água na mangueira pode ser substituída por outro líquido ou pode ser adicionado anticongelante à água.
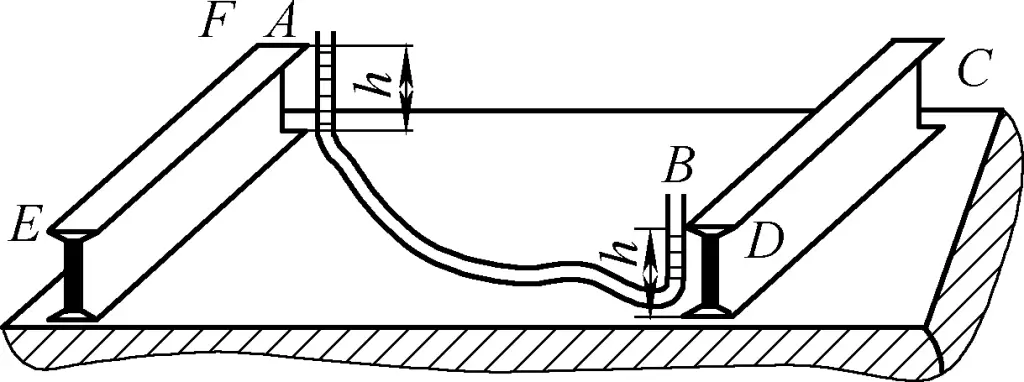
O ajuste da medição é baseado na altura do nível do líquido na mangueira como altura de referência (consulte a Figura 11), ajustando todas as peças que não correspondem à altura do nível do líquido até que todas as peças que precisam de ajuste atendam aos requisitos esperados. O método da mangueira é especialmente adequado para nivelamento horizontal e determinação de elevação em ambientes complexos com visibilidade limitada.
Figura 11 Método da mangueira para nivelamento
Durante a medição, uma extremidade da mangueira é fixada em um ponto de medição e a posição da altura do nível do líquido é marcada. Em seguida, a outra extremidade da mangueira é movida e, com base na altura do nível de líquido da extremidade móvel, a elevação do ponto de medição é ajustada e determinada, mantendo a elevação da extremidade fixa inalterada. Ajustes adequados à altura do nível de líquido podem ser obtidos ajustando-se o comprimento da mangueira com líquido.
É importante observar que o líquido derramado na mangueira tem tensão superficial. Se o diâmetro da mangueira for relativamente pequeno, o nível do líquido não será um plano, mas uma superfície curva, especialmente com água, e esse fenômeno é particularmente perceptível. Para manter a precisão da observação durante a medição, a superfície de referência da observação deve assumir a posição mais alta do nível do líquido ou a posição mais baixa do nível do líquido.
Quando o comprimento da mangueira com líquido na parte plana aumenta, a altura do nível de líquido medido diminui. A mangueira usada para a medição do nível de líquido deve ser transparente, com um diâmetro interno adequado de ϕ6 a ϕ10 mm.
2) Método de nível.
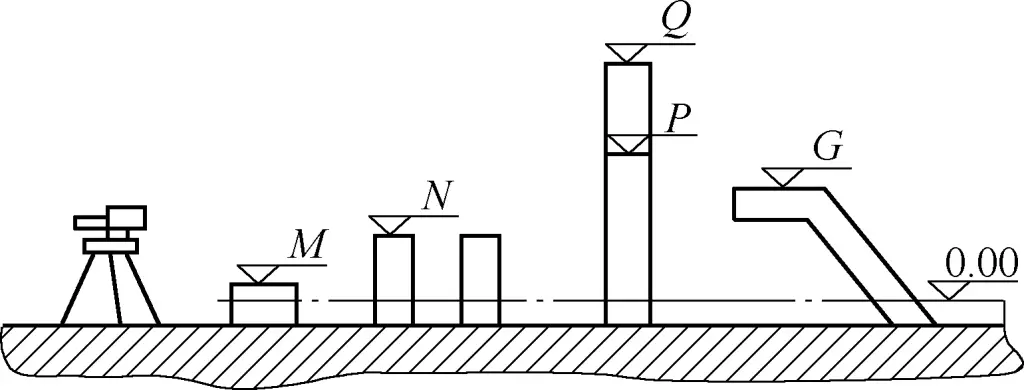
O método de nível usa um nível e um instrumento de nivelamento para encontrar o plano horizontal. Com base na função e na precisão do nível, ele pode ser usado para nivelar planos horizontais, verticais e até planos inclinados de 45° (consulte a Figura 12).
Figura 12 Nivelamento de posição multiponto e multielevação
A precisão do nivelamento com o método de nível aumenta com a precisão do nível, sendo que o nível quadrado tem a maior precisão. Para instalar bombas rotativas de alta velocidade, geralmente deve ser usado um nível quadrado com precisão de medição de nível 2. Quando a peça medida tem um plano, o nível pode ser colocado diretamente sobre o plano para o ajuste da medição.
Ao medir um grande comprimento espacial com um nível comum, um fio de aço com diâmetro não superior a 1 mm pode ser usado para apertar as extremidades da superfície medida, e o nível é colocado no meio do fio de aço. O nível horizontal das extremidades do fio de aço é determinado pelo ajuste da altura das extremidades do fio de aço. Ao usar esse método, deve-se prestar atenção à flacidez do fio de aço devido ao seu próprio peso, que afeta a medição.
(3) Medição do comprimento
Quando o comprimento medido durante a montagem estiver em diferentes níveis de elevação ou linhas centrais, fazendo com que a anotação do comprimento não seja exibida em um único plano ou eixo, a medição do comprimento pode ser realizada usando um prumo em conjunto com um nível, esquadro, etc., para medição e conversão do comprimento (consulte a Figura 13).
Figura 13 Medição de distância em diferentes elevações e linhas centrais
a) Medição da distância da linha central b) Medição da distância da linha central em diferentes elevações
(4) Medição de altura
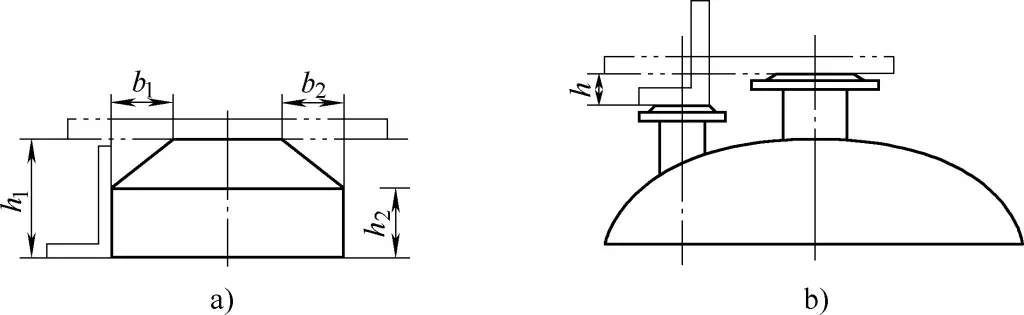
Se diferentes alturas aparecerem no mesmo componente, elas geralmente são medidas e convertidas por meio da elevação da base ou de outras elevações de medição (consulte a Figura 14).
Figura 14 Medição indireta da altura
a) Medição da altura de cilindros cilíndricos e cônicos b) Medição de diferentes conexões de altura
(5) Medição de ângulos
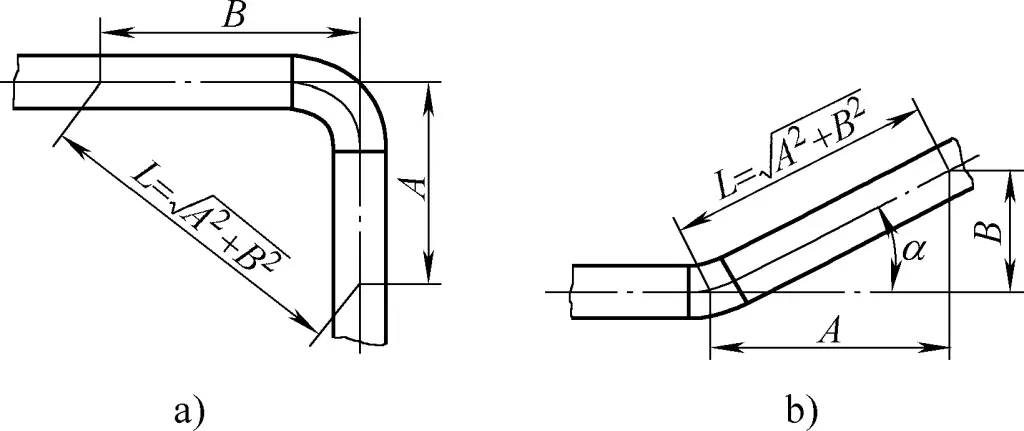
Os métodos de medição de ângulos incluem o método de medição do comprimento lateral do ângulo e o método do modelo. Quando o comprimento do lado do ângulo é longo, a medição do comprimento do lado pode garantir efetivamente a precisão do ângulo. Para a medição do comprimento do lado do ângulo, as funções trigonométricas do teorema de Pitágoras, tangente ou cotangente podem ser usadas diretamente para o cálculo, conforme mostrado na Figura 15. A medição do modelo do ângulo é mostrada na Figura 16.
Figura 15 Método de medição do comprimento do lado do ângulo
a) Medição do comprimento do ângulo reto b) Medição do comprimento do ângulo agudo
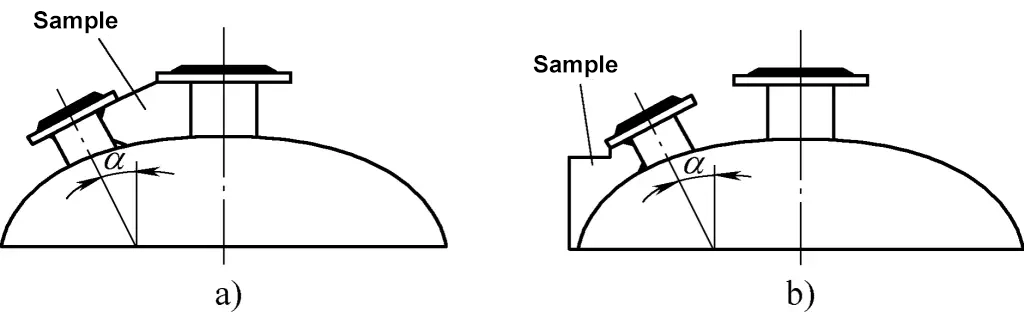
Figura 16 Medição do gabarito de ângulo
a) Usar a vertical como referência b) Usar a horizontal como referência
(6) Medição de lacunas
Frequentemente usado para medir as lacunas de solda, geralmente usando um calibrador especial de lacunas de solda, como mostrado na Figura 17.
Figura 17 Medição da folga da solda
(7) Medição da verticalidade
A medição da verticalidade inclui a medição da verticalidade e da inclinação. As ferramentas comuns para medir a verticalidade e a inclinação incluem prumos, níveis e instrumentos verticais. Os instrumentos verticais são adequados para determinar a precisão vertical em alturas mais elevadas.
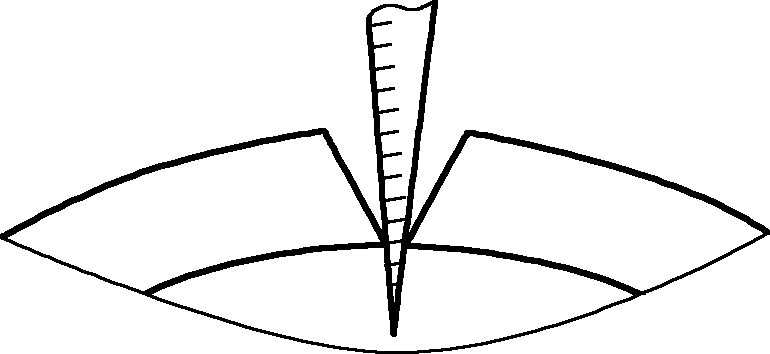
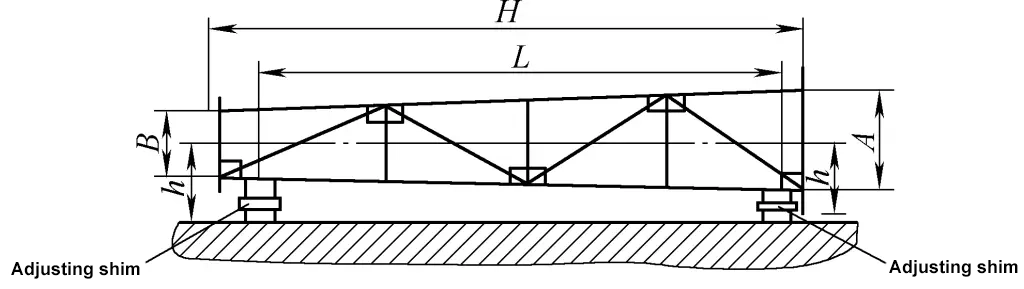
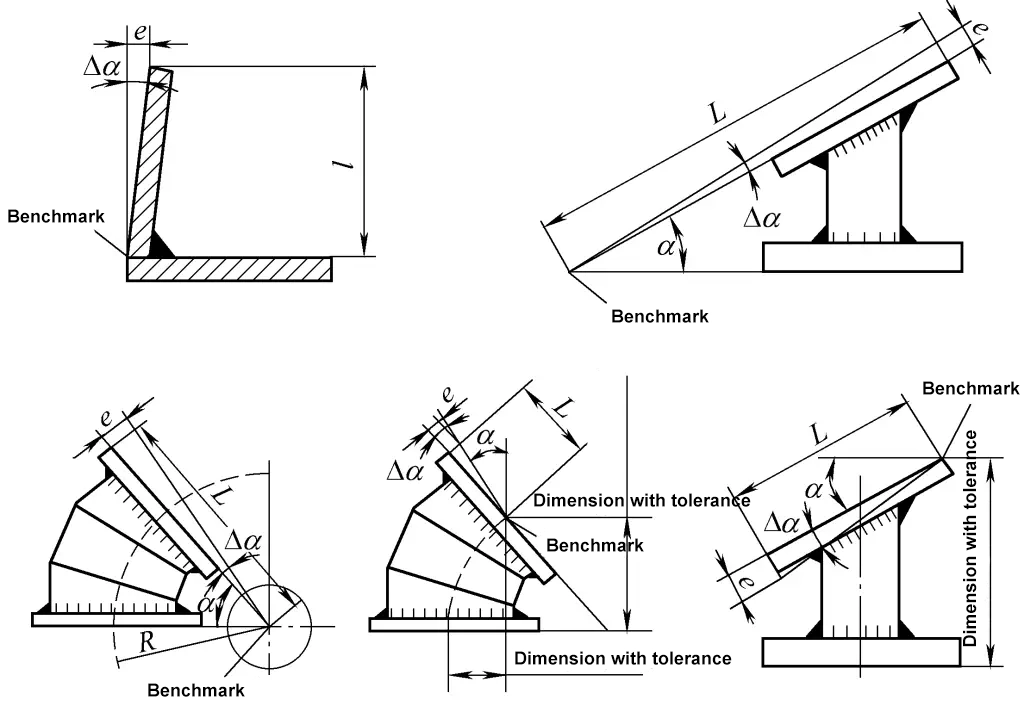
Para a montagem plana de estruturas de estrutura em forma de pirâmide, a medição da inclinação é mostrada na Figura 18. Durante a montagem, a inclinação pode ser ajustada para realizar a medição.
Figura 18 Medição da inclinação de estruturas em forma de pirâmide
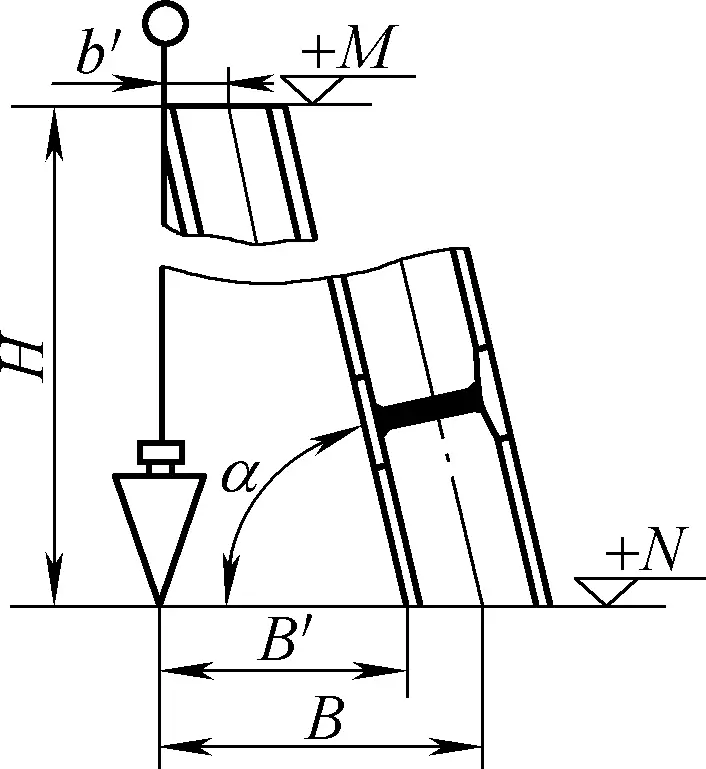
A medição da inclinação também pode ser feita usando um prumo, como mostrado na Figura 19. O ângulo de inclinação α medido pelo prumo pode ser calculado usando α=arctanH/B′.
Figura 19 Medição do prumo de inclinação
(8) Medição do nivelamento
Para a medição do nivelamento, consulte a medição de planos.
(9) Medição da linearidade
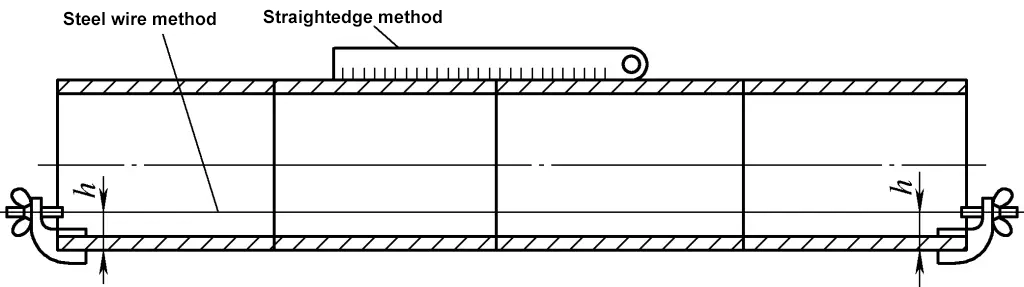
A medição da retidão de componentes emendados pode usar uma régua de aço ou o método do fio (consulte a Figura 20). O método do fio é adequado principalmente para medir a não retidão de seções cilíndricas e peças semelhantes a hastes com uma grande relação entre comprimento e diâmetro.
Figura 20 Medição de não retidão
(10) Medição da concentricidade
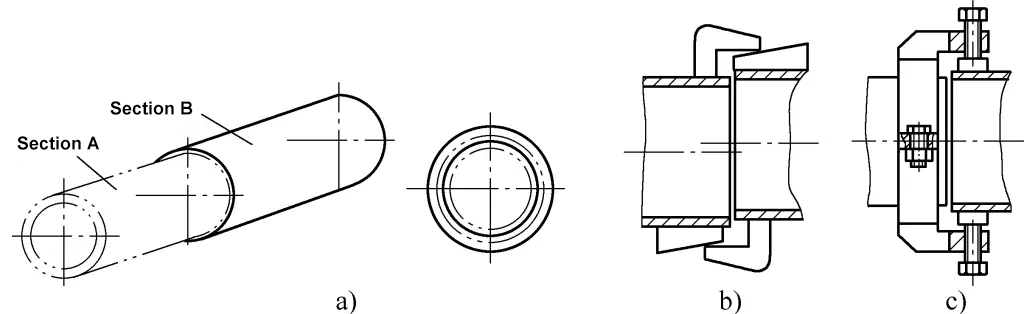
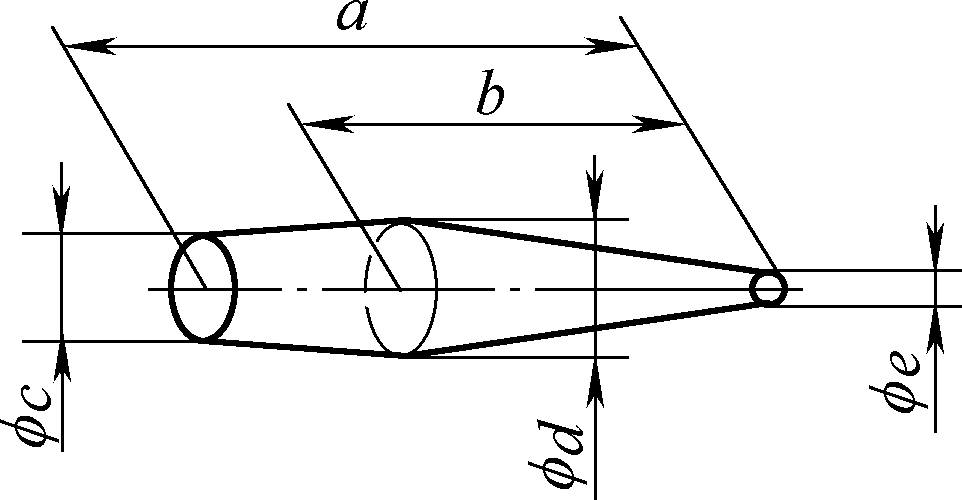
A medição da concentricidade inclui a medição da concentricidade de diâmetros iguais e da concentricidade de diâmetros desiguais. Para a medição da concentricidade de diâmetros diferentes, deve ser adotado o método de montagem seccional com medição de fio interno, conforme mostrado na Figura 21a.
Para corpos cilíndricos com diâmetros diferentes, como mostrado na Figura 21b, eles devem ser divididos em três partes: a seção cilíndrica reta no meio, as seções cilíndricas retas em ambas as extremidades e o corpo cônico. A retidão e a concentricidade de cada parte devem ser medidas separadamente. Quando a concentricidade de cada parte atender às normas relevantes, elas poderão ser montadas e medidas juntas.
Figura 21 Medição da concentricidade do fio
a) Método do fio interno para medir a concentricidade b) Método de fio externo para medir a concentricidade
(11) Medição do desvio diagonal
A medição do desvio diagonal é um método e procedimento indispensável na medição de montagens. Especialmente na montagem de uma estrutura em um plano nivelado, mas não horizontal, a garantia da forma e da posição gerais é totalmente obtida por meio da medição e do controle do desvio diagonal.
Além disso, para ângulos retos em um plano retangular, o efeito do uso do método de medição diagonal é incomparável aos métodos de medição horizontal ou vertical. Além disso, na medição diagonal durante a montagem geral de uma estrutura de quadro retangular, o uso da medição diagonal é um método extremamente eficaz para garantir a forma geral e o desvio de posição.
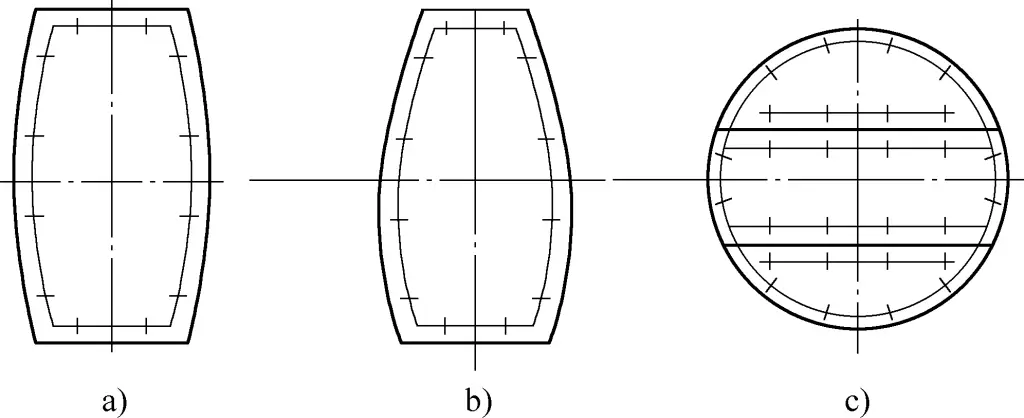
A medição diagonal pode ser usada para verificar a forma e o desvio de posição de vários blanks moldados. Dependendo da situação específica, ela é dividida em dois tipos: diagonais iguais (veja a Figura 22a-e) e diagonais desiguais (veja a Figura 22f).
Figura 22 Medição diagonal para verificação de espaços em branco
a) Retângulo b) Setor c) Trapézio isósceles d) Segmento de um tanque esférico e) Estrutura de aço em ângulo f) Trapézio ordinário
Para espaços em branco axialmente simétricos, as duas diagonais devem ser iguais, e seu desvio desigual deve atender aos requisitos técnicos relevantes. No caso das diagonais de um trapézio comum assimétrico (consulte a Figura 22f), seus comprimentos são desiguais. Os comprimentos das duas diagonais desiguais podem ser calculados usando a seguinte fórmula:
A=√[(E-F)2+H2] B=√[(F+D)2+H2]
IV. Operações de montagens típicas de chapas metálicas
A maioria das montagens de chapas metálicas é feita em uma única peça ou em pequenos lotes, envolvendo muitos ofícios. O processo de montagem geralmente envolve muita soldagem ou outro processamento de conexão, o que pode facilmente causar deformação pós-soldagem. Portanto, as medições devem ser feitas antes da montagem, e as correções e a modelagem devem ser feitas após a montagem. Durante a montagem, também devem ser feitos ajustes nas dimensões e posições dos componentes montados.
Durante a montagem, deve ser escolhido um local de montagem robusto e estável. A planicidade da plataforma de ferro fundido ou aço fundido usada para a montagem da solda deve ser ≤1 mm/m2A planicidade de toda a plataforma deve ser ≤1,5 mm/m2e a planicidade de uma plataforma montada com mais de duas plataformas deve ser ≤2 mm/m2.
Durante a montagem, as ferramentas de medição, auxiliares e de elevação usadas devem garantir segurança, precisão e uso razoável. A seguir, descrevemos as técnicas de operação usando como exemplo várias montagens típicas de chapas metálicas.
1. Técnicas de operação para montagem de peças cilíndricas grandes
Os corpos cilíndricos grandes geralmente são soldados a partir de várias seções cilíndricas. Portanto, sua montagem inclui, na verdade, a soldagem de seções cilíndricas individuais (principalmente soldagem de costura longitudinal) e a montagem de seções cilíndricas (principalmente soldagem de costura circunferencial).
(1) Montagem de costuras longitudinais
As seções cilíndricas geralmente são fabricadas e enviadas como um todo, portanto, a montagem das costuras longitudinais geralmente é concluída durante o processo de formação.
Depois que o corpo cilíndrico é laminado e dobrado, sua costura longitudinal não pode ser perfeitamente correta. Quando a parede cilíndrica é relativamente fina e o diâmetro é grande, ela pode se tornar elíptica devido ao peso do corpo cilíndrico. Além disso, há problemas como desalinhamento, bordas irregulares e folgas irregulares.
Portanto, antes de soldar a costura longitudinal, vários defeitos precisam ser corrigidos ou ajustados. Após a soldagem, todas as diferenças significativas de circularidade devem ser corrigidas. Para métodos de operação específicos, consulte o conteúdo relevante das "técnicas de operação de laminação cilíndrica".
A Figura 23 mostra vários métodos para alinhar as bordas de corpos cilíndricos. As Figuras 24a e 24b mostram métodos comumente usados na produção para ajustar a costura longitudinal de um cilindro usando um tensionador em espiral e eliminar o formato oval de um cilindro de parede fina usando um empurrador em forma de anel.
Figura 23 Métodos para alinhar as bordas de corpos cilíndricos
a), b), c) Usando uma alavanca d) Usando uma prensa espiral e) Usando uma prensa de cunha f) Usar um ferro de portal
Figura 24 Ajuste das aberturas da costura longitudinal e do formato oval dos cilindros
(2) Montagem de costuras circunferenciais
Quando o corpo cilíndrico for relativamente longo e consistir em várias seções cilíndricas conectadas ou tiver tampas de extremidade instaladas em ambas as extremidades, haverá soldas circunferenciais nas juntas. Para garantir que os cilindros conectados estejam na mesma linha central e que as soldas circunferenciais das tampas das extremidades atendam aos requisitos técnicos dos desenhos, devem ser realizadas operações de montagem eficazes nas costuras circunferenciais. A montagem das costuras circunferenciais do corpo cilíndrico é dividida em métodos horizontais e verticais.
A montagem vertical é mais conveniente do que a montagem horizontal e não exige um local grande, mas tem certos requisitos de altura de elevação. O método específico a ser usado depende da altura máxima de elevação e da tonelagem máxima de elevação do guindaste. Se as condições permitirem, a montagem vertical deve ser usada o máximo possível.
1) Montagem horizontal
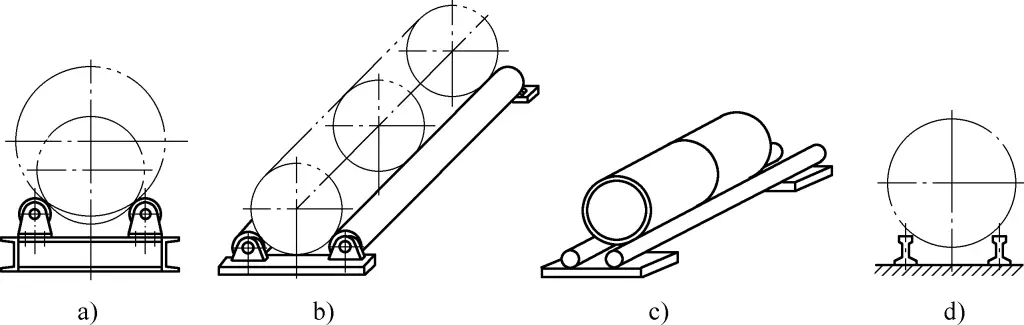
As formas dos corpos cilíndricos na montagem horizontal são diversas, incluindo diâmetros grandes e pequenos, placas grossas e finas e montagens de duas e várias seções. Independentemente da forma de montagem da costura circunferencial, para garantir que os cilindros participantes sejam concêntricos e facilitar a rotação do corpo cilíndrico, o trabalho de montagem geralmente é realizado em um suporte de roletes.
A Figura 25a mostra um suporte de roletes manual. Para garantir a concentricidade dos cilindros montados, o diâmetro de cada rolete no suporte de roletes deve ser igual, e a distância lateral e a posição da altura de cada par de roletes devem ser as mesmas. Isso garante que cada rolete esteja em um plano horizontal.
Devido ao grande peso do próprio corpo cilíndrico, não é necessária nenhuma força externa para prendê-lo durante a montagem. A rotação do corpo cilíndrico pode ser feita manualmente ou com a ajuda de uma alavanca. Para corpos cilíndricos maiores ou mais longos, para reduzir a intensidade do trabalho de girar manualmente o corpo cilíndrico durante a montagem, também pode ser usado um suporte de roletes acionado por motor.
Se o diâmetro de duas seções cilíndricas não for grande, mas o comprimento for longo, para evitar que as seções cilíndricas se dobrem devido ao seu próprio peso, serão necessários mais roletes de suporte. Entretanto, quanto mais roletes houver, mais difícil será garantir que eles estejam no mesmo plano horizontal. Portanto, ao conectar seções cilíndricas finas, um suporte de roletes composto por dois tubos de aço redondos rígidos, conforme mostrado na Figura 25b, pode ser usado para a montagem (os próprios roletes podem girar).
Se houver pouca rotação durante a montagem, um molde composto de dois tubos de aço redondos (consulte a Figura 25c) ou duas seções retas de aço pode ser usado em vez de roletes (consulte a Figura 25d).
Figura 25 Estrutura de montagem para costuras circunferenciais cilíndricas
Para a montagem de corpos cilíndricos de grande diâmetro e múltiplas seções, os suportes de roletes acionados por motor são frequentemente usados em combinação com suportes de roletes manuais.
O uso dos suportes de roletes acima para a montagem pode evitar que todo o corpo cilíndrico se curve. No entanto, quando há desvios de diâmetro ou defeitos locais ao redor do corpo cilíndrico, não é possível garantir que todo o corpo cilíndrico seja concêntrico e que as interfaces coincidam completamente. Nesses casos, é necessário fazer ajustes durante a montagem. Se houver um desvio de diâmetro entre duas seções cilíndricas, a seção com o diâmetro menor deve ser elevada durante a montagem para garantir o desvio uniforme da espessura da parede e obter a concentricidade.
① Princípios de montagem horizontal.
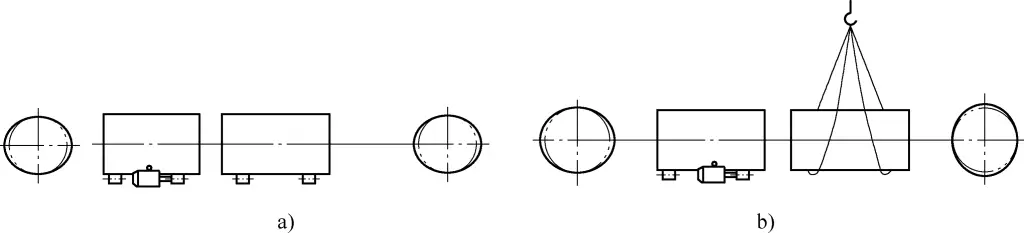
Durante a montagem horizontal do corpo cilíndrico, a montagem de cada componente deve se basear no princípio de alinhamento das formas elípticas formadas pelo corpo cilíndrico, garantindo que o eixo longo se alinhe com o eixo longo e o eixo curto se alinhe com o eixo curto. Dessa forma, mesmo que a elipticidade seja grande, ela não afetará a montagem; por outro lado, mesmo que a elipticidade seja pequena, ela não favorece a montagem.
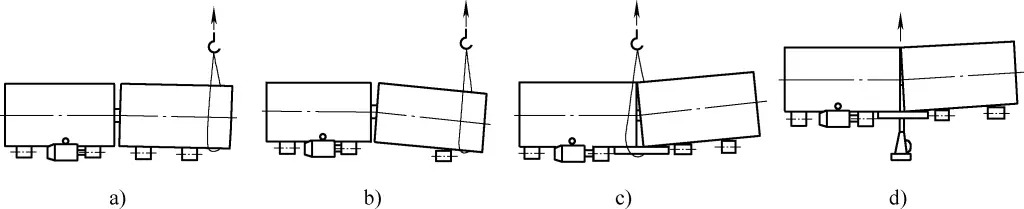
A Figura 26a mostra o método de montagem correto, em que duas pequenas seções cilíndricas são colocadas em um suporte de roletes motorizado e em um suporte de roletes manual, respectivamente. Como cada suporte giratório pode garantir altura e extensão iguais, e a direção da força é a mesma, formando uma elipse unidirecional, o desalinhamento é pequeno, garantindo os requisitos de instalação da montagem.
A Figura 26b mostra o método de montagem incorreto, em que uma seção cilíndrica é colocada em um suporte de roletes motorizado e a outra é suspensa por um guindaste. As diferentes direções de força formam elipses bidirecionais, com a primeira formando uma elipse com o eixo longo na direção horizontal e a segunda formando uma elipse com o eixo longo na direção vertical. O desalinhamento é grande, o que dificulta a montagem e, portanto, é difícil garantir a qualidade da montagem.
Figura 26 Princípios da montagem do corpo cilíndrico
② Layout e projeto de moldes de montagem.
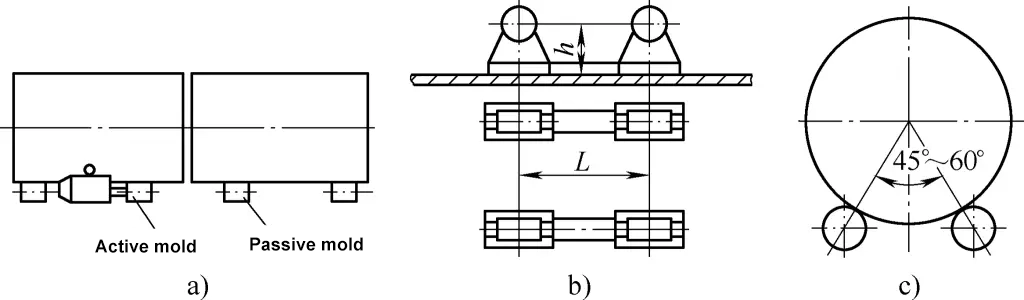
Com base na experiência prática, o molde ativo deve ser colocado no meio (veja a Figura 27a) e não na extremidade, porque o peso na extremidade é muito pequeno, resultando em pressão insuficiente e pouco atrito, dificultando a rotação do corpo cilíndrico.
O projeto do molde envolve principalmente o projeto da altura e do vão. Sob a premissa de garantir a mesma altura de cada suporte giratório, o vão também deve ser igual. Isso garante que a elipticidade formada em ambas as extremidades seja basicamente a mesma. O ângulo do vão é de 45° a 60° (consulte as Figuras 27b e 27c). O método de inspeção pode usar uma combinação de medição com régua e desenho de linha para garantir que cada molde tenha a mesma altura, o mesmo vão e seja paralelo.
Figura 27 Layout e projeto dos moldes
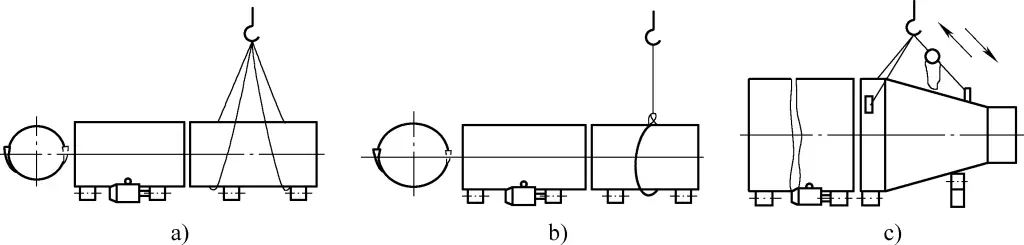
Os principais métodos de içamento para corpos cilíndricos são mostrados na Figura 28, onde a Figura 28a mostra o içamento com corda dupla, a Figura 28b mostra o içamento com trava de corda única e a Figura 28c mostra o içamento com olhais de içamento e blocos de corrente. O método específico a ser usado deve ser determinado com base na situação específica.
Figura 28 Métodos de elevação para corpos cilíndricos
③ Ajustes na montagem horizontal.
Durante o processo de montagem do corpo cilíndrico, muitas vezes são necessários ajustes devido a defeitos como elipticidade, desalinhamento e folgas irregulares. Os principais métodos de ajuste são os seguintes.
Método para ajustar a ovalidade. A Figura 29 mostra métodos comuns de ajuste da ovalidade. A Figura 29a mostra o método do bloco de corrente, em que dois olhais de elevação são soldados na direção do eixo principal máximo. Ao aplicar força por meio de cabos, o eixo maior se encurta e o eixo menor se alonga, ajustando assim a ovalidade. A Figura 29b mostra o método do macaco, em que um macaco e uma haste de pressão são colocados no eixo menor máximo. Após a aplicação de força, o eixo menor se expande e o eixo maior se encurta, ajustando assim a ovalidade.
Figura 29 Métodos de ajuste da ovalidade
Métodos para lidar com espaços irregulares. A Figura 30 mostra métodos comuns para lidar com folgas irregulares. Quando o espaço na posição inferior ou horizontal é adequado, mas o espaço superior é grande, um ponto de solda pode ser colocado no espaço adequado e, em seguida, a força de elevação do guindaste pode ser usada para reduzir o espaço superior, conforme mostrado nas Figuras 30a e 30b. Quando a folga do meio é adequada, mas a folga inferior é grande, um ponto de solda pode ser colocado na folga adequada e, em seguida, um macaco ou guindaste pode ser usado para reduzir a folga inferior, permitindo que a folga superior se expanda naturalmente, conforme mostrado nas Figuras 30c e 30d.
Figura 30 Métodos de ajuste de espaços irregulares
Métodos para lidar com grandes lacunas na faixa intermediária. Para defeitos com grandes lacunas na faixa intermediária, o método de bloco de corrente pode ser usado, conforme mostrado na Figura 31.
Figura 31 Método para reduzir as lacunas da costura do anel usando um bloco de corrente
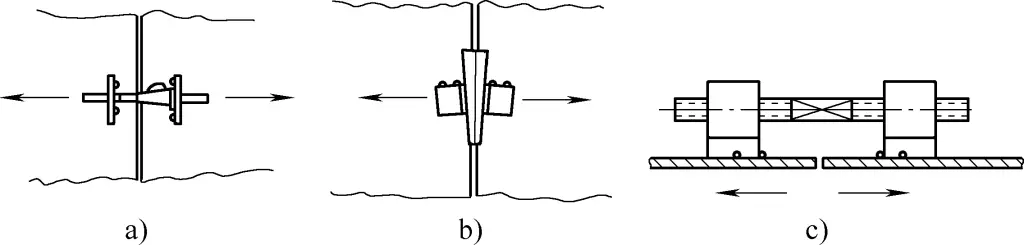
Métodos para lidar com pequenas folgas na faixa intermediária. Para pequenas folgas na faixa intermediária, os acessórios de soldagem de posicionamento podem ser usados primeiro e, em seguida, ferramentas como macacos e cunhas podem ser usadas para expandir a folga. A Figura 32a mostra o método do macaco, a Figura 32b mostra o método da cunha e a Figura 32c mostra o método da haste de parafuso para frente e para trás (as roscas em ambas as extremidades na figura estão em direções opostas).
Figura 32 Métodos para expandir as lacunas
Métodos para lidar com o desalinhamento. Além de girar o cilindro e ajustar a força de elevação e a posição do guindaste para ajustar o desalinhamento, os métodos mostrados na Figura 33 também podem ser usados. A Figura 33a mostra o método da cunha, a Figura 33b mostra o método do macaco, a Figura 33c mostra o método do cavalo de prensa em espiral e a Figura 33d mostra o método da cunha mais cavalo de prensa.
Figura 33 Métodos para ajustar o desalinhamento
Métodos para garantir a quantidade de deslocamento. Devido a diferenças nos processos, como corte, laminação e soldagem, as circunferências das faces das extremidades das costuras do anel do cilindro podem não ser iguais, resultando em um valor deslocado.
Portanto, antes de montar o cilindro, as circunferências de ambos os lados de cada costura de solda do anel do cilindro devem ser medidas para determinar seus respectivos desvios de comprimento desdobrado, que são então convertidos em desvios de diâmetro para encontrar a faixa de valores de deslocamento. Ao ajustar a quantidade de deslocamento, esses desvios podem ser distribuídos uniformemente ao redor da circunferência (consulte a Figura 34a). Os métodos para ajustar a quantidade de deslocamento são mostrados nas Figuras 34b e 34c. A Figura 34b mostra o método de ajuste da cunha e a Figura 34c mostra o método de ajuste do parafuso.
Figura 34 Princípios e métodos para garantir a quantidade de compensação
2) Montagem vertical
A montagem vertical não só tem a vantagem de ocupar uma pequena área no local, mas também permite a fácil observação dos defeitos exibidos ao redor do cilindro e facilita o manuseio. Ao usar a montagem vertical do cilindro, geralmente é necessário equipamento de elevação para auxiliar na montagem, e algumas ferramentas auxiliares simples e leves também são necessárias para a coordenação.
① Métodos de alinhamento.
Existem aproximadamente três métodos para o alinhamento vertical: um é o método de alinhamento com cunha inclinada, o segundo é o método de fixação de quatro pontos e o terceiro é o método de tratamento abrangente. A escolha do método depende do diâmetro e da espessura da placa do cilindro.
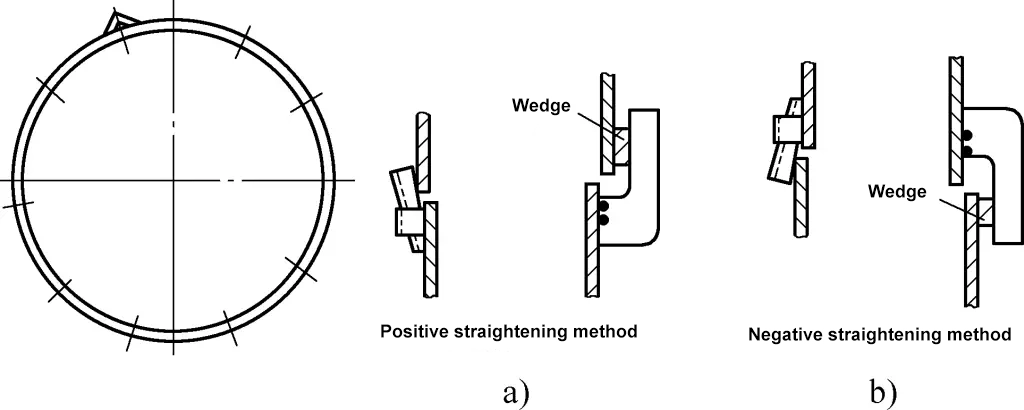
Método de alinhamento com cunha inclinada. A Figura 35 mostra um esquema do método de alinhamento com cunha inclinada. Esse método é geralmente adequado para cilindros com diâmetros menores e placas mais finas. Normalmente, não é necessário medir as circunferências de ambas as extremidades ou calcular o valor do desalinhamento. Desde que a quantidade de desalinhamento e a folga sejam ajustadas para serem iguais de uma só vez, a soldagem de posicionamento pode ser realizada para corrigi-las.
Figura 35 Método de alinhamento com cunha inclinada
O método de correção positiva (veja a Figura 35a) é geralmente usado porque é conveniente aplicar força para correção por meio de martelamento. O método de correção reversa (veja a Figura 35b) é usado somente em áreas individuais sem saída, pois o método de correção reversa não é conveniente para a aplicação de força por meio de martelamento. Deve-se observar que não se deve usar o método de correção positiva apenas porque a extremidade superior é alta, ou o método de correção reversa porque a extremidade inferior é alta, pois a correção da altura superior inevitavelmente reduzirá a altura inferior nesse ponto.
Método de fixação de quatro pontos. O método de fixação de quatro pontos envolve medir a circunferência externa das extremidades superior e inferior e dividi-la em quatro partes iguais, marcando o grau de cada divisão e, em seguida, levantando manualmente para alinhar as linhas de grau correspondentes. Após a soldagem de posicionamento para fixar as quatro linhas de grau, a soldagem de posicionamento é realizada em cada seção de acordo com a quantidade de desalinhamento predeterminada (consulte a Figura 36). Esse método é usado principalmente para cilindros de paredes finas com baixa rigidez, pois são fáceis de erguer e deslocar.
Figura 36 Método de fixação de quatro pontos
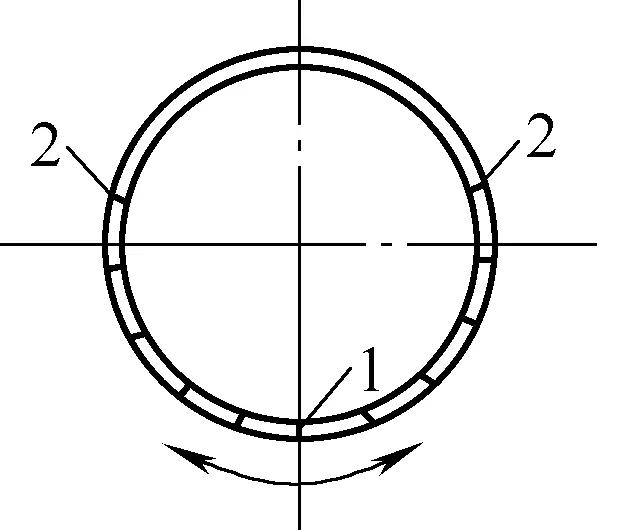
Método de tratamento abrangente. O método de tratamento abrangente começa no primeiro ponto de solda de posicionamento e prossegue sequencialmente ao longo de um lado ou alternadamente ao longo de ambos os lados (dependendo do ajuste) de acordo com a quantidade de desalinhamento predeterminada para a soldagem de posicionamento.
Use um método de régua, inspeção visual ou método tátil para garantir a quantidade de desalinhamento. Quando a soldagem de posicionamento atinge 1/2 ou 2/3 da circunferência, a quantidade de desalinhamento da circunferência restante é determinada novamente e a soldagem de posicionamento continua de acordo com essa quantidade de desalinhamento ou é tratada usando o método de alinhamento de cunha inclinada, conforme mostrado na Figura 37.
Figura 37 Método de tratamento abrangente
1-Ponto de fixação inicial 2 - Ponto final da primeira solda de posicionamento
② Ajuste do conjunto vertical.
O mesmo cilindro frequentemente requer ajustes para defeitos como desalinhamento, folgas excessivas ou insuficientes durante o alinhamento vertical das costuras do anel. Os principais métodos de ajuste são os seguintes.
Métodos para lidar com vários defeitos usando um guindaste. O ajuste da posição e da força de elevação do guindaste pode ajustar todos os defeitos de alinhamento. O movimento para cima e para baixo do gancho pode ajustar o tamanho da folga, e o movimento para a esquerda, direita, frente e trás do gancho pode ajustar o desalinhamento. O efeito será melhor quando combinado com o uso flexível de acessórios, conforme mostrado na Figura 38.
Figura 38 Métodos para lidar com vários defeitos usando um guindaste
Métodos para lidar com o desalinhamento. O desalinhamento pode ser tratado usando os métodos mostrados na Figura 39. A Figura 39a mostra o uso de um ferro de cunha para levantar a pressão, ou o uso de um ferro de ponta chata para erguer, ou o uso de ambos. A Figura 39b mostra o método de pressão de elevação do cavalo da prensa espiral, que é simples e fácil de implementar, exigindo apenas que a extremidade frontal da placa de base seja soldada por posicionamento para fixar a base.
A Figura 39c mostra o uso de um pé de cabra pequeno de ponta chata para elevar a pressão, adequado principalmente para o manuseio de cilindros de paredes finas e com pequeno desalinhamento. A Figura 39d mostra o método de cunha mais cavalo de pressão, que é simples de operar e tem bons efeitos de manuseio.
Figura 39 Métodos para lidar com o desalinhamento
Métodos para garantir folgas uniformes e consistentes. Seja no alinhamento horizontal ou vertical, a folga circunferencial deve ser uniforme primeiro para garantir a retidão. Portanto, o método de soldagem usado deve garantir a folga necessária.
Por exemplo, ao usar a soldagem a arco com eletrodo, deve ser deixado um espaço de 3 a 5 mm para a penetração. Antes de posicionar a soldagem, um eletrodo de ϕ3,2 mm deve ser usado como calibrador de folga, e a soldagem de posicionamento só pode ser realizada após a aprovação da inspeção. Ao usar soldagem por arco submersoDevido à sua alta capacidade de penetração, não é necessário nenhum espaço. Quando ocorrerem folgas irregulares, a força de elevação do guindaste deve ser usada para ajustar no início da soldagem de posicionamento. Se o ajuste for feito depois que a soldagem de posicionamento atingir a metade da circunferência, o efeito não será significativo.
Portanto, desde o início da soldagem de posicionamento, deve-se prestar atenção à uniformidade da folga. Se ocorrer inconsistência na folga depois que a soldagem de posicionamento atingir metade da circunferência e o ajuste da força de elevação do guindaste for ineficaz, os seguintes métodos poderão ser usados: método de redução da folga do bloco de corrente, método de macaco, método de cunha e método de haste de parafuso para frente e para trás.
Por fim, quando pequenas lacunas ou desalinhamentos não atendem aos requisitos, a única solução é esmerilhar ou cortar muitos pontos de solda, permitindo que mais circunferências participem da distribuição da quantidade de desalinhamento até que a quantidade de desalinhamento esteja dentro da tolerância. Em seguida, conclua a soldagem de posicionamento de acordo com a quantidade de desalinhamento e a folga recém-determinadas.
2. Montagem da tampa esférica em peças cilíndricas
De acordo com os princípios de formação e processamento de corpos cilíndricos, independentemente do tamanho ou da espessura, os corpos cilíndricos sofrem deformação significativa após a laminação e a soldagem. Mesmo após a correção do arredondamento, suas seções transversais podem não ser círculos perfeitos. De fato, a precisão do processamento de vários componentes de chapa metálica não é alta, e a maioria das montagens requer ajustes para ser concluída.
Em geral, há dois métodos de montagem de tampas esféricas em corpos cilíndricos: um é o método de cobertura, em que a cabeça é cortada no material da rede (4 mm menor que o diâmetro do projeto). O pré-requisito para esse método é que a distância da costura do anel de alinhamento seja preferencialmente superior a 1.000 mm. Antes da inserção, a ovalidade do cilindro deve ser corrigida para ficar dentro da tolerância. O segundo método não considera a circularidade do cilindro e o corta em um círculo perfeito 4 mm menor que o diâmetro do projeto, com as medidas correspondentes tomadas durante a montagem e a soldagem subsequentes.
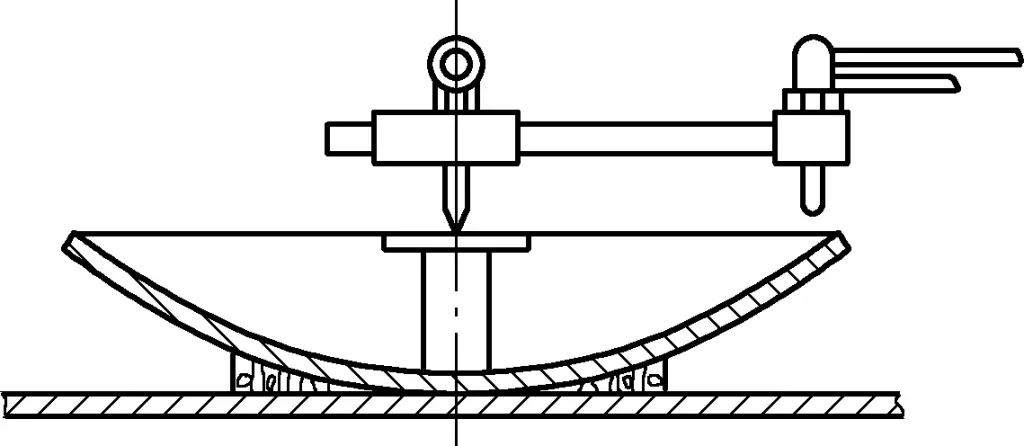
A Figura 40 mostra o desenho de construção da tampa esférica dentro do cilindro. A seguir, apresentamos as técnicas de operação de montagem por meio desse exemplo.
Figura 40 Tampa esférica dentro do cilindro
(1) Método de cobertura para cortar o material da rede da cabeça
Todos os cabeçotes de superfície curva precisam deixar espaço suficiente para o corte porque, após o corte, eles precisam passar por emenda, alinhamento e prensagem. Se houver erros durante a emenda, os erros serão maiores durante a prensagem, como ser muito profundo ou muito raso, ter uma curvatura muito grande ou muito pequena, ser esticado ou comprimido em diferentes extensões etc. Além disso, as diferenças no material e na temperatura de aquecimento afetarão a precisão do corte, portanto, deve-se deixar uma margem suficiente para o corte secundário após a prensagem e a conformação.
1) Método de marcação.
A Figura 41 mostra o método de corte usando o método de cobertura. Ao organizar as costuras dos anéis, a distância entre a costura do anel da cabeça e a costura do anel do cilindro deve ser a maior possível, geralmente superior a 1 m. Se for muito próxima, a rigidez será muito alta, afetando o alinhamento da costura do anel do cilindro.
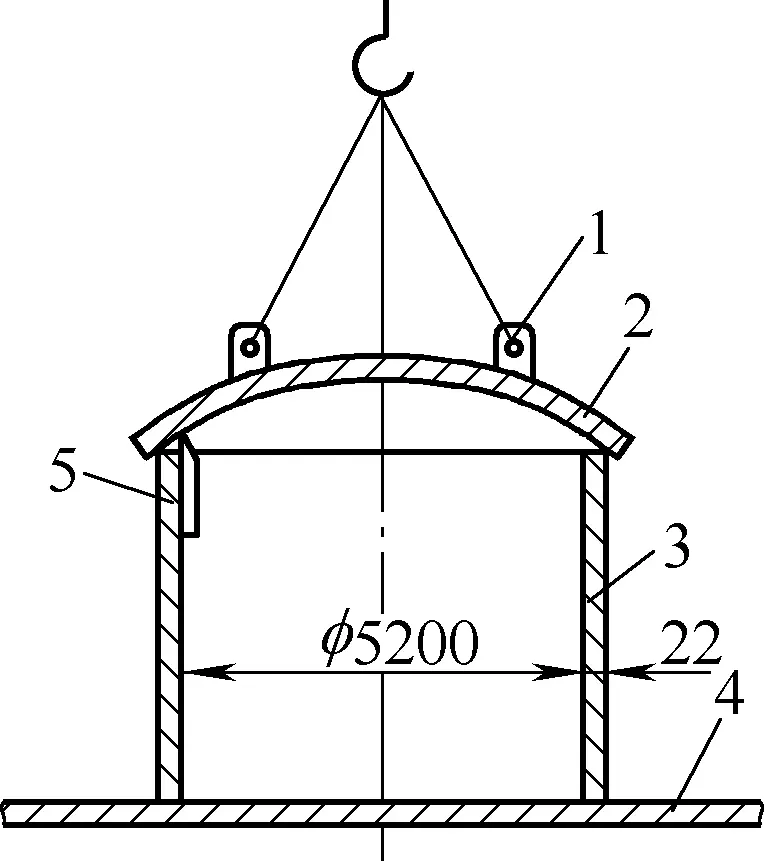
Figura 41 Método de cobertura para cortar o material da rede do cabeçote
1-Lugares de elevação 2-Tampa esférica 3 cilindros 4-Plataformas 5-Caneta de pedra longa
Depois que o cabeçote arredondado for levantado sobre o cilindro a ser inserido, use uma caneta de pedra longa de ponta chata para marcar cuidadosamente ao longo da parede interna do cilindro (é melhor cortar na parte interna da linha). Após a marcação, devem ser feitas marcas de posição correspondentes para ambos e, após o levantamento, insira de acordo com as marcas correspondentes, minimizando o desalinhamento.
2) Disposição dos olhais de elevação.
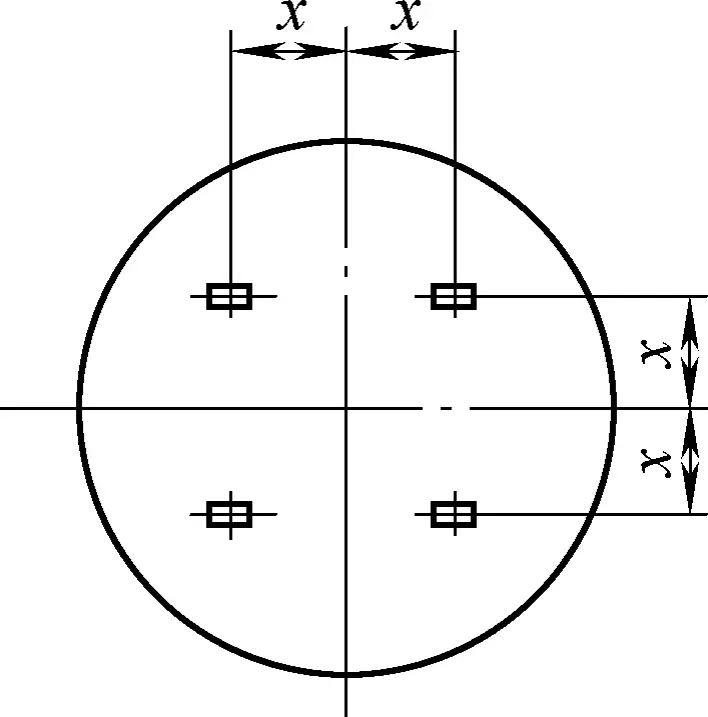
Como o cabeçote é circular, as coordenadas horizontais e verticais dos quatro olhais de elevação devem ser iguais. O objetivo de definir quatro olhais de elevação é equilibrar o cabeçote durante a elevação e permitir o ajuste fino independente de qualquer posição. A disposição dos olhais de elevação é mostrada na Figura 42.
Figura 42 Disposição dos olhais de elevação
3) Método de corte.
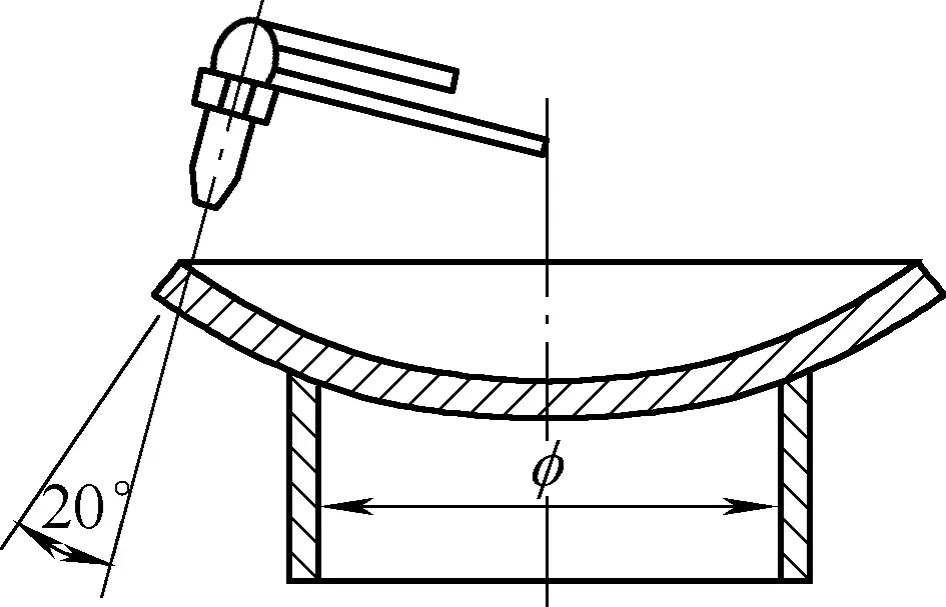
A Figura 43 mostra um esquema do método de corte manual. Coloque o cabeçote com a linha de corte marcada voltada para cima em um cilindro para aumentar sua estabilidade e deixá-lo mais ou menos nivelado. Durante o corte, incline o bocal de corte para dentro em um ângulo (cerca de 20°) para atender aos requisitos do chanfro do projeto.
Figura 43 Esquema do método de corte manual
(2) Método de corte direto em um círculo perfeito
Cortar diretamente em um círculo perfeito significa não considerar a redondeza do cilindro, cortando-o em um círculo perfeito com um tamanho inferior a 4 mm do diâmetro do design. Ele é 4 mm menor que o diâmetro do desenho, deixando um espaço de 2 mm em cada lado. Embora essa folga seja predeterminada, como o cilindro pode não ser um círculo perfeito, ele pode não se encaixar devido à ovalização excessiva. Nesse caso, um bloco de corrente pode ser usado para reduzir o eixo longo e aumentar o eixo curto para que ele se encaixe.
Após o ajuste, algumas áreas podem não ter folga, enquanto outras podem ter folgas grandes demais para serem soldadas. Nesse caso, além de continuar a usar um bloco de corrente para ajustar a folga, o ferro com cunha também pode ser usado para ajustá-la, garantindo que a maior folga seja soldável.
O método de corte em um círculo perfeito com um cortador de círculo é mostrado na Figura 44. Depois de marcar a linha no chão, a goivagem a ar pode ser usada para cortar, permitindo que o bico de corte se incline para fora para cortar o ângulo de chanfro de uma só vez, ou o cortador pode ser usado para corte vertical seguido de chanfro adicional.
Figura 44 Método de corte em um círculo perfeito com um cortador de círculos
(3) Métodos de ajuste da montagem
De acordo com os requisitos do projeto, marque a linha de posição do cabeçote na parede interna do cilindro e, em seguida, o cabeçote cortado pode ser içado para dentro do cilindro para montagem. Durante a montagem, o lado convexo pode ficar voltado para cima ou para baixo, mas é melhor que o lado convexo fique voltado para baixo. Isso se deve ao fato de ser mais fácil alinhar com a linha de posição, ajustar os defeitos e realizar a solda por pontos.
Durante a soldagem, primeiro pode ser feita uma solda de aderência na posição da linha e, em seguida, a soldagem subsequente pode continuar. Durante a montagem, vários defeitos podem ser tratados usando os seguintes métodos.
1) Ao iniciar a montagem e a soldagem, o encaixe pode não ser suave devido à ovalização excessiva, portanto, a ovalização deve ser ajustada antes do encaixe. A Figura 45a mostra o método de usar um bloco de corrente para ajustar grandes folgas e ovalidade, ou seja, puxar mais perto na direção do eixo longo para reduzir a área da grande folga.
Além disso, devido à ovalização excessiva local, ele ainda pode não se ajustar suavemente. A Figura 45b mostra o método de usar o ferro em cunha para ajustar os defeitos de entrada, ou seja, reduzir a área com grande cobertura por meio da ação do ferro em cunha para fazer o encaixe.
2) Quando a posição do cabeçote estiver levemente alta demais, ela pode ser ajustada martelando com uma marreta; quando estiver significativamente alta demais, ela pode ser pressionada para baixo usando o método de cunha de ferro mostrado na Figura 45c ou ajustada usando o método de bloco de corrente mostrado na Figura 45d.
Figura 45 Métodos para lidar com vários defeitos
1-Ajuste as grandes lacunas 2-Ajuste a ovalidade antes da instalação
3) Quando a posição do cabeçote estiver muito baixa, ele pode ser levantado usando o método de levantamento excêntrico para se alinhar com a linha marcada antes de ser fixado com solda de aderência, conforme mostrado na Figura 45e.
4) Se a folga da montagem for muito pequena e difícil de mover, o corte a gás pode ser usado para microcorte.
5) Se a lacuna local for muito grande após a montagem, impossibilitando a soldagem, o método do bloco de corrente pode ser usado para aproximar o diâmetro com a lacuna grande, reduzindo a lacuna, enquanto a área da lacuna pequena também se expandirá.
3. Montagem de escadas em espiral para tanques de armazenamento
A escada em espiral é um acessório do tanque de armazenamento, com uma estrutura cilíndrica em espiral. A produção da escada em espiral inclui principalmente três aspectos: primeiro, o cálculo do tamanho expandido da escada em espiral; segundo, a soldagem da montagem; e terceiro, a instalação.
O cálculo correto do tamanho expandido da escada em espiral é a premissa para garantir a qualidade da estrutura, e a soldagem de montagem é o principal fator para garantir a instalação. Portanto, antes de cortar a escada em espiral, as dimensões do desenho devem ser cuidadosamente verificadas, e o tamanho expandido exato deve ser calculado por meio do layout, enquanto se domina o método de montagem correto para garantir a qualidade da montagem.
(1) Corte expandido
Em termos da estrutura da escada em espiral, as linhas centrais de suas duas placas laterais e a linha central da placa do piso podem ser imaginadas como uma superfície helicoidal direita. A linha central da placa do piso é a matriz geradora da superfície helicoidal. A expansão da superfície helicoidal direita é uma superfície de anel circular maior que o raio do tanque de armazenamento, que é o raio do arco de formação durante a montagem da escada em espiral.
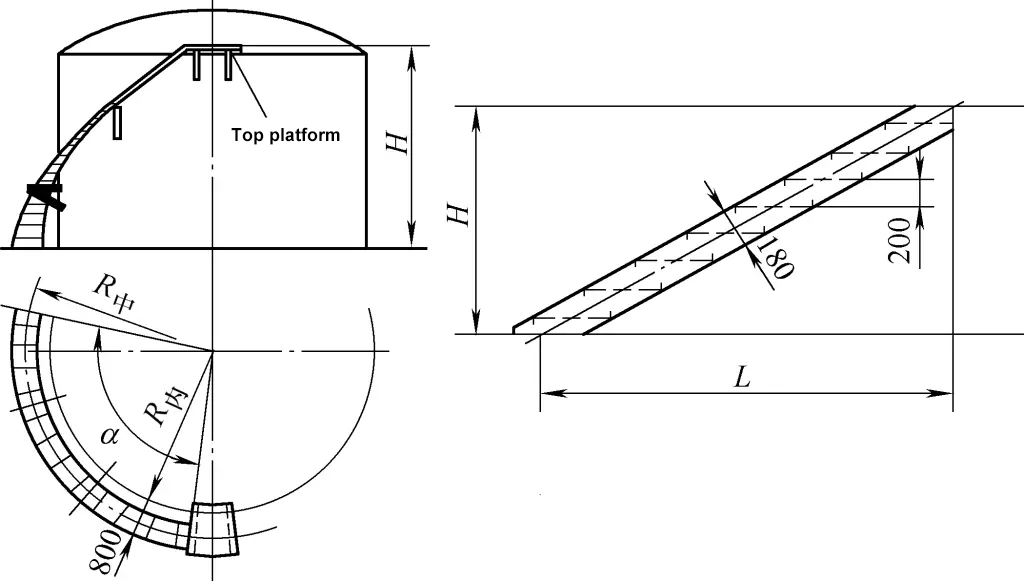
A escada em espiral do tanque de armazenamento é mostrada na Figura 46. Na vista em planta, o ângulo α contido na escada em espiral é chamado de ângulo de enrolamento da escada em espiral, H é a altura da escada em espiral e L é o comprimento do arco contido na faixa do ângulo α na linha central da escada em espiral. Como o ângulo de elevação da linha central da escada em espiral é constante, sua linha central deve ser expandida em uma linha reta.
Figura 46 Escada em espiral do tanque de armazenamento
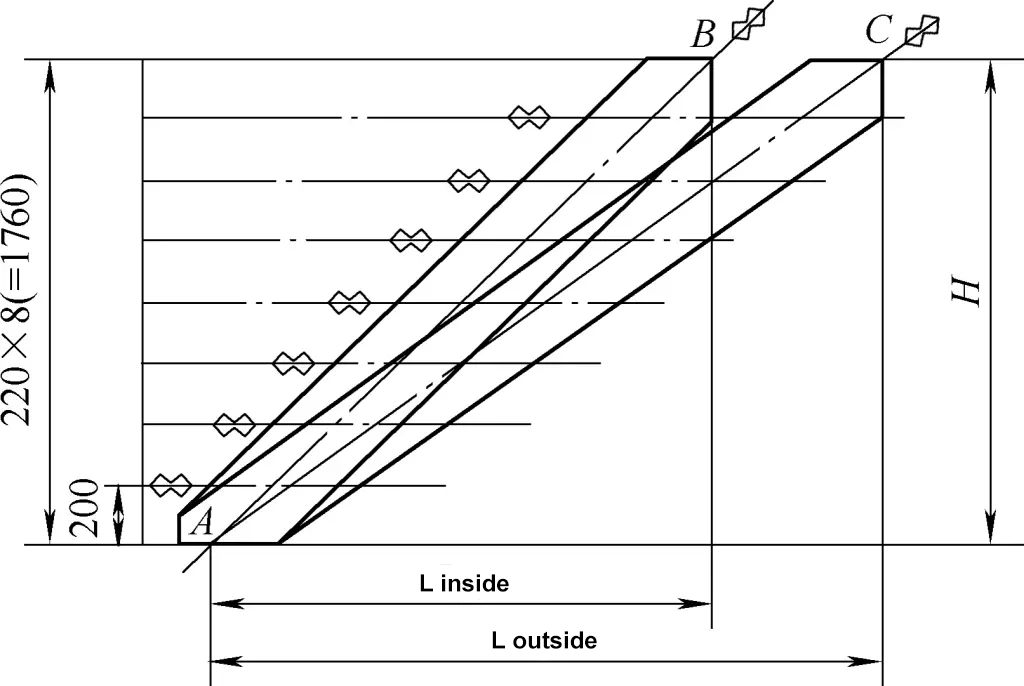
A linha central da placa do piso deve atender a duas condições: primeiro, cada linha central na vista de planta deve estar na linha radial que passa pelo centro do tanque e, segundo, as duas extremidades da linha central da placa do piso devem estar na linha central das placas laterais internas e externas e no mesmo plano horizontal. Portanto, as três linhas centrais das placas laterais e da placa do piso são os principais dados para o corte expandido e a montagem da escada em espiral. A expansão e a marcação das placas laterais da escada em espiral são mostradas na Figura 47.
Figura 47 Expansão e marcação das placas laterais da escada em espiral
Entre eles, Linterno e Lexterno são os comprimentos do arco plano das linhas centrais das placas laterais internas e externas dentro da faixa de ângulo de enrolamento, H é a altura da escada em espiral e AB e AC são os comprimentos expandidos das linhas centrais das placas laterais internas e externas. As fórmulas de cálculo para parâmetros como Linterno, LexternoH e α podem ser encontrados nas técnicas de operação de dobragem por laminação dos componentes em espiral.
De acordo com a largura necessária das placas laterais no desenho (geralmente cerca de 180 mm), marque as linhas das bordas das placas laterais em ambos os lados da linha central, e o modelo de junção das placas laterais internas e externas pode ser marcado.
Divida a altura H da escada em espiral igualmente de acordo com a altura entre cada duas placas do piso (geralmente de 200 a 240 mm) e desenhe linhas horizontais. Os segmentos de linha obtidos nas placas laterais são as linhas centrais de montagem da placa do piso e das placas laterais internas e externas. A altura das extremidades superior e inferior deve ser ajustada de acordo com a conexão com a plataforma, o que deve ser particularmente observado durante o layout e a fabricação da escada em espiral.
(2) Soldagem de montagem
Depois que a placa do piso da escada em espiral for prensada e formada, ela poderá ser montada. Antes da montagem, as duas placas laterais devem ser endireitadas, pois as placas laterais não retas afetarão a precisão da marcação e da montagem. Se as condições permitirem, as placas laterais podem ser laminadas em uma mesa de laminação de acordo com a direção vertical após a formação.
Marque as linhas de montagem da placa do piso nas placas laterais interna e externa de acordo com as dimensões do layout, conforme mostrado na Figura 48a. Geralmente, a montagem da placa lateral externa primeiro é menos trabalhosa do que a montagem da placa lateral interna primeiro. Depois de posicionar e soldar a placa central na placa lateral externa de acordo com a linha, use uma régua de flexão para garantir que a placa de piso e a placa lateral estejam na vertical e fixe todas as placas de piso com solda de aderência do centro para os dois lados.
Em seguida, coloque as placas laterais em pé e ainda fixe as placas de piso com solda de aderência do centro para os dois lados, de acordo com a linha. Durante o processo de solda de aderência, use grampos para fixar as placas laterais em um círculo na linha do arco de formação e certifique-se de que a linha central da placa da banda de rodagem esteja na linha radial do raio do arco, conforme mostrado na Figura 48b.
Figura 48 Montagem da escada em espiral
1, 5 - Linha central da placa de piso 2, 6-Placa de piso 3, 7-Placa lateral 4 - Linha central da placa lateral 8 - Grampo de fixação
O molde de montagem pode adotar a forma mostrada na Figura 49 ou outras formas.
Figura 49 Molde de montagem da escada em espiral
Após toda a formação, a diagonal da escada em espiral pode ser acolchoada para dar à escada em espiral uma certa torção e, em seguida, a soldagem pode ser realizada. O lado inverso é soldado com a mesma operação. Para garantir que a escada em espiral seja fácil de formar e precisa durante a instalação, o corrimão da escada em espiral geralmente é instalado depois que a escada em espiral está no lugar.
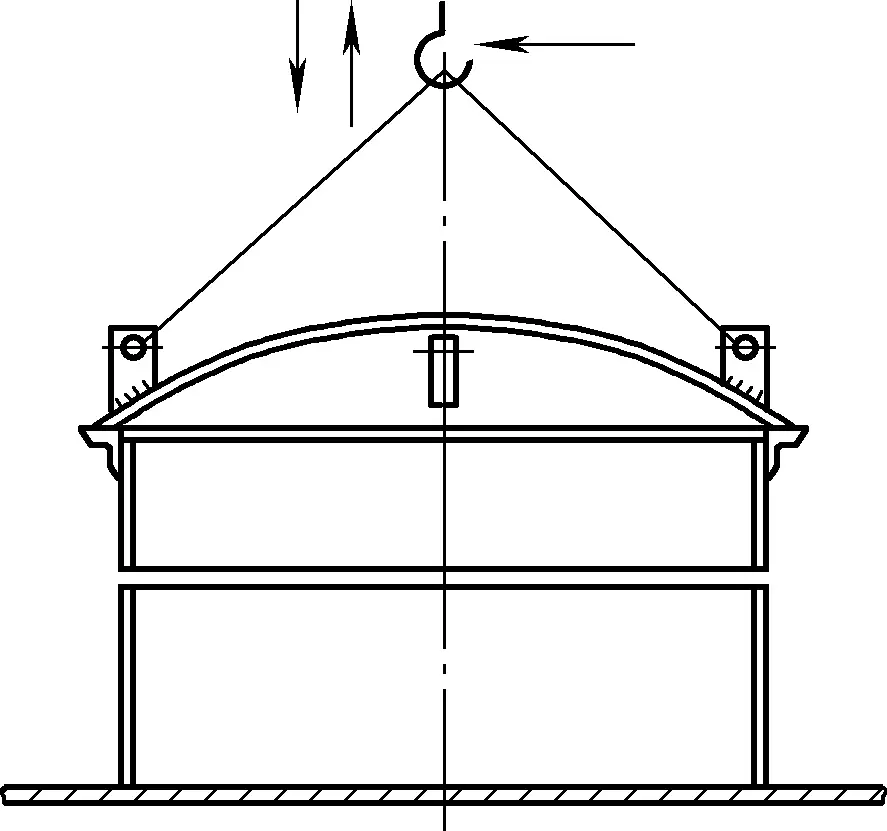
(3) Instalação
A instalação da escada em espiral geralmente envolve a fixação da parte superior com um tubo de aço cabo de aço e ajustando a parte inferior com um bloco de corrente, conforme mostrado na Figura 50.
Figura 50 Içamento da escada em espiral
Durante o içamento, primeiro monte as duas placas laterais na parte superior com parafusos. Durante a montagem, a cooperação de um guindaste e um bloco de corrente pode ser usada para inserir os parafusos na parte superior e, em seguida, usar o bloco de corrente para posicionar gradualmente a escada em espiral. Desde que o tamanho do corte e a montagem estejam corretos, depois que a parte superior estiver no lugar, a escada em espiral pode se torcer naturalmente para assumir a forma e a posição devido à tensão formada pela soldagem, à medida que o bloco de corrente se abaixa gradualmente.
4. Montagem de tanques esféricos
A divisão da aparência dos tanques esféricos é a mesma de um globo terrestre, que pode ser dividido em faixas equatoriais, duas zonas temperadas e regiões polares. Um tanque esférico completo geralmente requer a conexão e a soldagem de vários segmentos esféricos.
Diferentes tamanhos e usos de tanques esféricos têm diferentes métodos de suporte, incluindo colunas de suporte na posição equatorial e suportes na parte inferior do tanque esférico. Devido ao grande diâmetro dos tanques esféricos, seu giro, içamento e transporte durante a instalação são muito difíceis, portanto, o método a granel é geralmente usado para a instalação.
Embora os procedimentos de montagem de tanques esféricos de diferentes diâmetros e métodos de suporte variem, o processo de montagem é geralmente consistente. A montagem geral dos tanques esféricos segue o processo de: montagem da fundação → montagem dos andaimes → montagem das colunas de suporte (ou suportes) → montagem do tanque esférico → inspeção → tratamento térmico → montagem de vários acessórios do tanque esférico (como escadas em espiral, grades etc.) → teste.
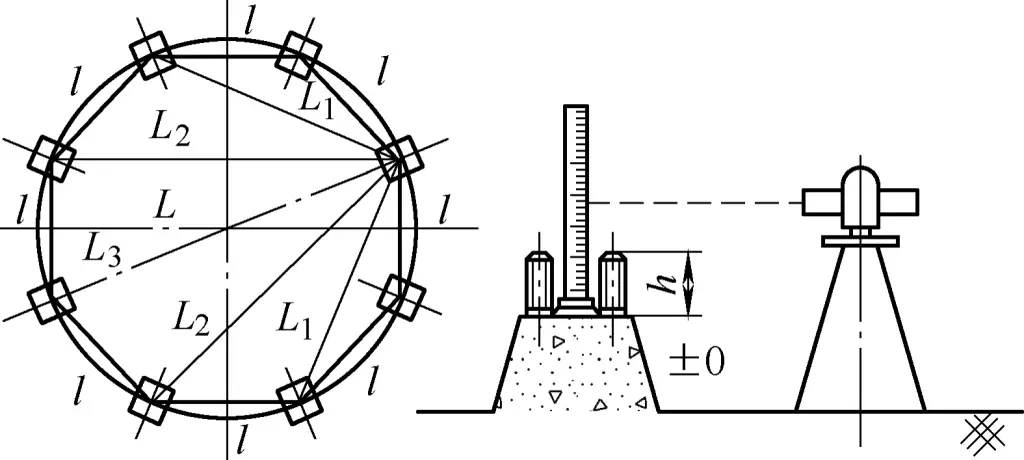
A Figura 51 mostra os itens e métodos de inspeção para a fundação de um determinado tanque esférico. Para a fundação de um tanque esférico com colunas de suporte na posição equatorial, as dimensões geométricas, a elevação, os parafusos de ancoragem etc. de cada parte da fundação do tanque esférico devem ser verificados de acordo com os requisitos do projeto antes de as colunas de suporte serem içadas. Somente depois de passar pela inspeção é que o içamento pode prosseguir.
Figura 51 Itens e métodos de inspeção para a fundação de um tanque esférico
A Tabela 3 mostra os itens de inspeção e as tolerâncias para a fundação de um tanque esférico. Da mesma forma, a fundação suportada pela posição inferior do tanque esférico também deve ser inspecionada antes de prosseguir para o próximo processo.
Tabela 3 Itens de inspeção e tolerâncias para a fundação de um tanque esférico (unidade: mm)
Itens de inspeção
Tolerâncias
Observações
Distância entre os parafusos de ancoragem
±2
-
Comprimento da corda entre as colunas de suporte
±1
l
Comprimento da corda radial entre as colunas de suporte
±2
L1~4
Comprimento do diâmetro entre as colunas de suporte
±3
L
Nivelamento da superfície da fundação da coluna de suporte
±2
-
Comprimento efetivo dos parafusos
0~+2
h
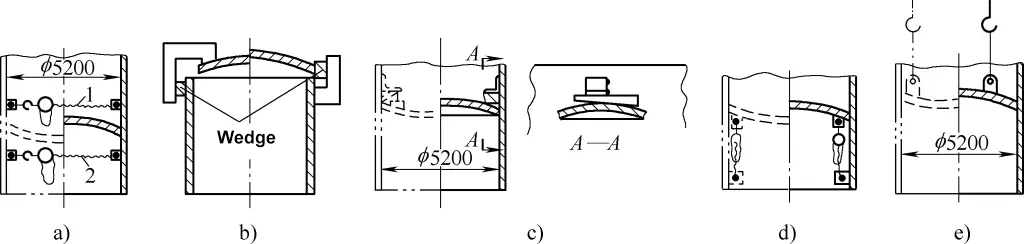
(1) Métodos de montagem de tanques esféricos
Embora os tanques esféricos sejam instalados usando o método a granel, os métodos de montagem variam de acordo com o diâmetro do tanque esférico. Em geral, há três métodos: método de montagem de faixa, método de montagem de hemisfério e método de montagem de segmento.
1) Método de montagem da faixa
Montagem de banda dividida, também conhecida como banda em anel ou montagem segmentada. Ela envolve a divisão de toda a esfera em cinco partes: faixa equatorial, zona temperada superior, zona temperada inferior, calota polar superior e calota polar inferior. Primeiro, as pétalas da esfera são soldadas nessas cinco partes na plataforma no solo; em seguida, as zonas temperadas superior e inferior e as calotas polares são montadas na plataforma no local, apoiadas temporariamente, e os pilares e as faixas do tanque da esfera são soldados.
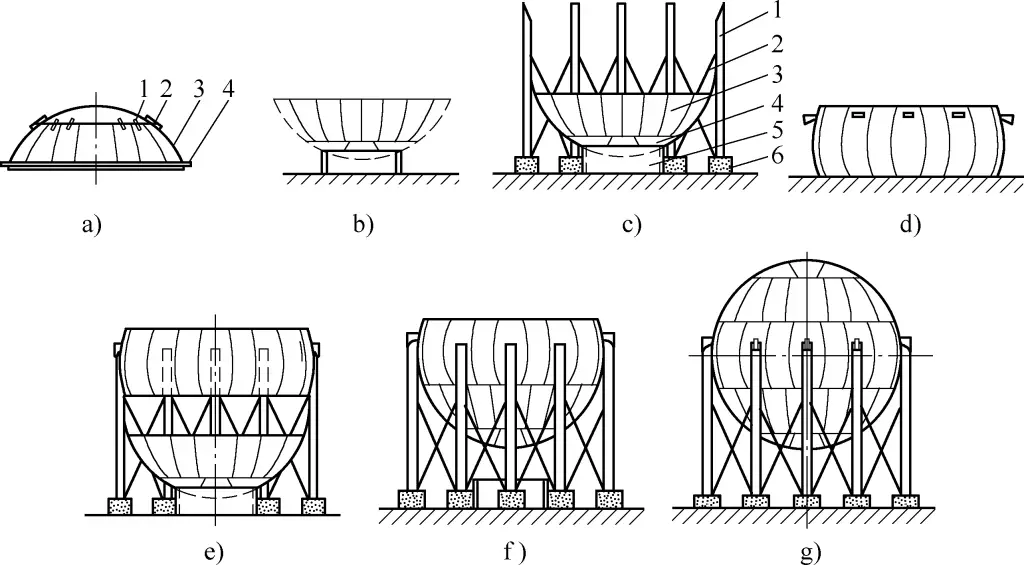
Esse método é adequado para a montagem geral de tanques-esfera de pequeno e médio porte com diâmetro inferior a 12 m. O processo de montagem de faixa dividida é mostrado na Figura 52, e os regulamentos do processo para montagem segmentada de tanques-esfera são mostrados na Tabela 4.
Figura 52 Processo de montagem da faixa dividida
a) Montagem da seção inferior b) Seção inferior colocada no centro da fundação c) Parte do pé da coluna fixada na fundação d) Seção média da faixa equatorial e) Pé de coluna e montagem equatorial f) Seção inferior e montagem equatorial g) Seção superior e montagem equatorial
a) Na figura: 1-Tampa polar 2 - Placa de reforço 3-Zona temperada 4-Aro de reforço
c) Na figura: Pé de 1 coluna 2-Barra de amarração 3-Zona temperada inferior 4 - Calota polar inferior Estrutura da placa de 5 anéis 6-Fundação
Tabela 4 Normas de processo para montagem segmentada de tanques-esfera
Número de série
Conteúdo do processo
Equipamentos
1
Pré-montagem do segmento: ① Pré-montagem da faixa equatorial; ② Pré-montagem das zonas temperadas superiores e inferiores; ③ Pré-montagem das calotas polares superior e inferior e fixação com placas de reforço, soldagem de posicionamento
Plataforma de montagem, caminhão guindaste de 50 t, máquina de solda AX-320
2
Montagem das seções superior e inferior: ① Montagem da calota polar superior e da zona temperada superior; ② Montagem da calota polar inferior e da zona temperada inferior
Plataforma de montagem, caminhão guindaste de 50 t, máquina de solda AX-320
3
Soldagem: ① Soldagem de costura longitudinal e circunferencial das seções superior e inferior; ② Soldagem de costura longitudinal da faixa equatorial
Máquina de solda de CO2
4
Instalação da seção inferior: Levante a seção inferior até o centro de instalação, vire-a e coloque-a sobre a almofada, garantindo que a face da extremidade da interface esteja na horizontal
Caminhão guindaste de 127 t, instrumento de medição de nível
5
Instalação dos pés de coluna: Primeiro instale 5 pés de coluna em intervalos, ajuste a verticalidade e aperte os parafusos de ancoragem
Caminhão guindaste de 120 t, instrumento de medição de nível
6
Montagem da faixa equatorial e do pé da coluna: ① Lentamente, içar a faixa equatorial em equilíbrio, soldar com os pés da coluna erguida, manter o nível das portas superior e inferior; ② Em seguida, instale os 5 pés de coluna restantes, ajuste a verticalidade e posicione a solda com a faixa equatorial
Caminhão guindaste de 120 t, instrumento de medição de nível, máquina de solda AX-320
7
Fechamento da seção inferior e da faixa equatorial: içar a seção inferior para fechar com a porta inferior da faixa equatorial, depois que a costura circunferencial atender aos requisitos, usar um grampo para conectar e fixar e realizar a soldagem de posicionamento
Caminhão guindaste de 120 t, instrumento de medição de nível, máquina de solda AX-320
8
Fechamento da seção superior e da faixa equatorial: içar a seção superior para fechar com a porta superior da faixa equatorial, depois que a costura circunferencial atender aos requisitos, realizar a soldagem de posicionamento
Caminhão guindaste de 120 t, instrumento de medição de nível, máquina de solda AX-320
9
Soldagem: Costuras circunferenciais superiores e inferiores da faixa equatorial, costuras internas e externas
Máquina de solda de CO2
10
Inspeção de solda: Inspeção radiográfica e de detecção de falhas e inspeção de solda de superfície
Detector ultrassônico de falhas, máquina de raios X
11
Teste hidrostático
Caminhão com bomba d'água
2) Método de montagem do hemisfério
O método de montagem do hemisfério envolve a pré-fabricação de dois hemisférios e, em seguida, o içamento deles em uma esfera completa no local. Esse método é adequado para a montagem de tanques esféricos de pequeno e médio porte com diâmetro inferior a 10 m.
3) Método de montagem das pétalas
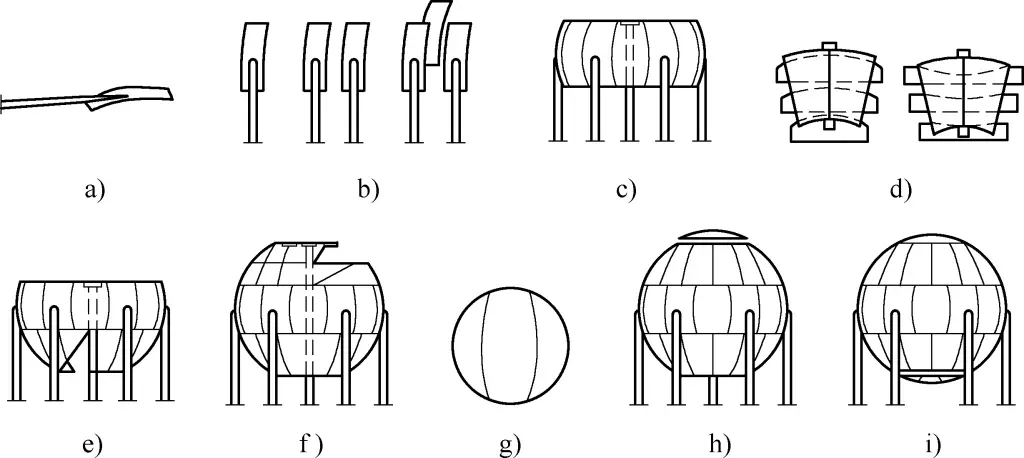
No local, as pétalas ou as várias pétalas pré-montadas são içadas diretamente em uma esfera completa. Esse método é adequado para tanques esféricos grandes e pode economizar grandes equipamentos de içamento. O processo é mostrado na Figura 53, e os regulamentos do processo de fabricação das pétalas esféricas são mostrados na Tabela 5. Ao soldar totalmente o tanque esférico, as soldas devem ser submetidas à inspeção de detecção de falhas 100%.
Figura 53 Processo de montagem da pétala
a) Montagem do pé da coluna b) içamento de uma única pétala da faixa equatorial c) Depois que a montagem da pétala única da faixa equatorial estiver concluída, monte a coluna central d) Montagem dupla de pétalas da zona temperada e) Içamento da zona temperada inferior f) Içamento da zona temperada superior g) Montagem da tampa polar h) Içamento da calota polar superior i) Içamento da calota polar inferior
Tabela 5 Regulamentações do processo de fabricação de pétalas de esferas
Número de série
Conteúdo do processo
Equipamentos
1
Layout: ① Faça a placa de corte inicial e o modelo de arco para as pétalas da esfera; ② Faça o modelo de cobertura (modelo tridimensional); ③ Use o modelo de corte inicial na placa de aço Marcar 2-3 espaços em branco
2
Corte: Faça uma trilha de modelo de acordo com a linha de arco em branco para cortar
Máquina de corte semiautomática
3
Teste de prensagem e conformação: Prensagem a frio
Corte do modelo: ① Use um modelo tridimensional para marcar e corrigir as peças formadas; ② Faça um segundo modelo de corte com base na quantidade de correção
Tocha de corte do tipo sucção
5
Corte: Use o modelo de corte formal para marcar e cortar de acordo com a quantidade e corrija a trilha do modelo
Máquina de corte semiautomática
6
Formação da prensa: Pressione de acordo com os parâmetros operacionais durante o teste de prensagem
Inspeção da curvatura das pétalas da esfera: Coloque em um gabarito em forma de arco e meça com um gabarito de arco
8
Correção: Corrigir os desvios de curvatura para atender aos padrões
Prensa hidráulica de 6000kN
(2) Técnicas operacionais para montagem de tanques-esfera
Embora o tamanho e as especificações dos tanques-esfera variem, e diferentes tamanhos e especificações de tanques-esfera usem diferentes métodos de montagem, algumas técnicas operacionais no processo de montagem são as mesmas, principalmente nos seguintes aspectos.
1) Soldagem de montagem de tampas quadradas de placa de concha esférica
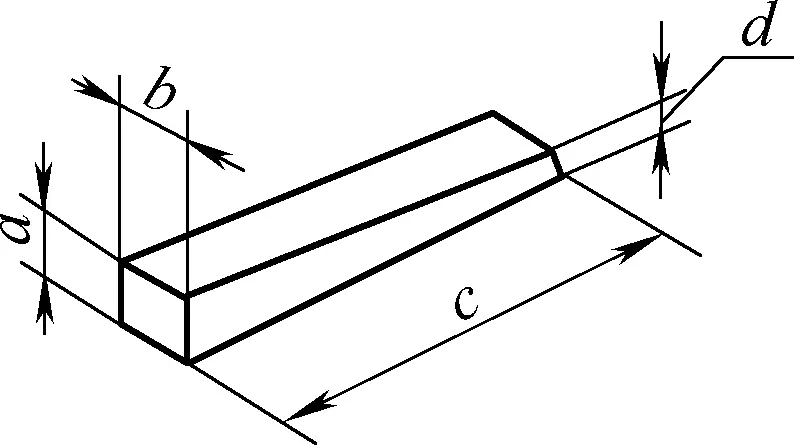
A placa da carcaça da esfera deve ser soldada com tampas quadradas antes do içamento (as tampas quadradas para içamento usam solda de quatro lados). As tampas quadradas são ferramentas auxiliares importantes para a montagem de tanques-esfera (consulte a Tabela 6 para conhecer sua estrutura e seleção). Além da função de içamento, elas também podem ser usadas com grampos em forma de H para fixar a placa da carcaça e ajustar as folgas, o desalinhamento e outros aspectos (os grampos usam solda de três lados para as tampas quadradas).
Tabela 6 Seleção de especificações para tampas quadradas, pinos cônicos e ferros em cunha (unidade: mm)
Diagrama esquemático
Especificações do tanque esférico
Dimensões
Diâmetro interno
Espessura da parede
a
b
c
d
ext: e
12450
37
30
50
50
30
25
16310
38.5
19
60
60
20
25
12410
31.4
30
55
55
26
25
21173
21
30
50
50
30
25
15400
40
30
50
50
30
25
12450
37
230
190
30
35
8
16310
38.5
200
160
22
35
3
12410
31.4
200
190
32
32
8
21173
21
220
140
30
35
8
15400
40
250
180
30
35
4
12450
37
38
38
200
8
-
16310
38.5
32
32
200
3
-
12410
31.4
30
30
200
3
-
21173
21
36
36
150
3
-
15400
40
38
38
180
4
-
A posição da tampa quadrada é geralmente soldada de acordo com as necessidades da montagem. Em princípio, quatro são soldadas para costuras verticais e duas para costuras circunferenciais. As Figuras 54a, 54b e 54c mostram a disposição das tampas quadradas para a faixa equatorial, a zona temperada e a zona polar, respectivamente, com requisitos de soldagem iguais aos da soldagem formal.
Figura 54 Posições de soldagem de tampas quadradas
As tampas quadradas geralmente precisam ser usadas com pinos cônicos, ferros em cunha e braçadeiras em forma de H para obter o ajuste da placa da carcaça. A Tabela 6 fornece a seleção de especificações para tampas quadradas, pinos cônicos e ferros em cunha para diferentes tamanhos de tanques-esfera.
2) Braçadeiras para montagem do tanque de esfera
No processo de montagem e ajuste dos tanques-esfera, além dos grampos mostrados na Tabela 2, os seguintes grampos são frequentemente necessários com base em suas características.
① Grampo em forma de H.
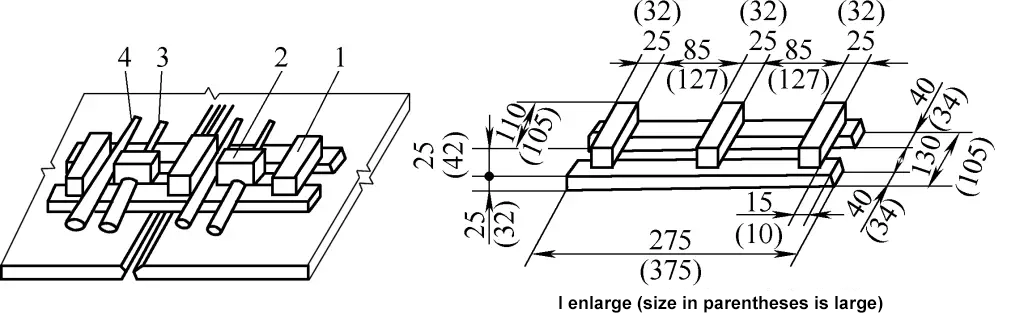
A Figura 55 mostra a estrutura da abraçadeira em forma de H, que consiste em uma estrutura em forma de H 1, tampa quadrada da abraçadeira 2 e pinos cônicos 3 e 4. Sua principal função é ajustar o desalinhamento, o desalinhamento da borda e as folgas, além de conectar placas adjacentes. Geralmente, um conjunto é instalado a cada 1,3 m.
Figura 55 Grampo em forma de H
1-Estrutura retangular Tampa de 2 quadrados Pino cônico 3, 4
② Barra de parede.
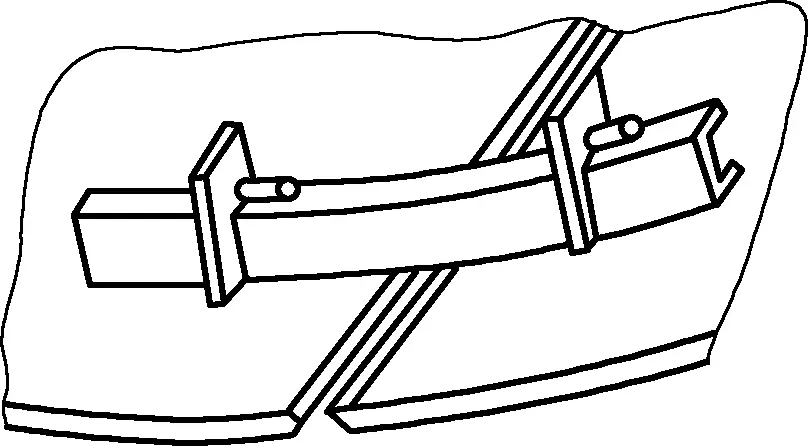
Conforme mostrado na Figura 56, a estrutura da barra de parede envolve a inserção de uma viga em I rígida ou de um canal de aço em uma placa de furo pré-soldada na placa do casco e, em seguida, o encaixe firme com uma cunha de ferro para ajustar o desalinhamento e o deslocamento.
Figura 56 Barra de parede
Barra de aço de canal ③.
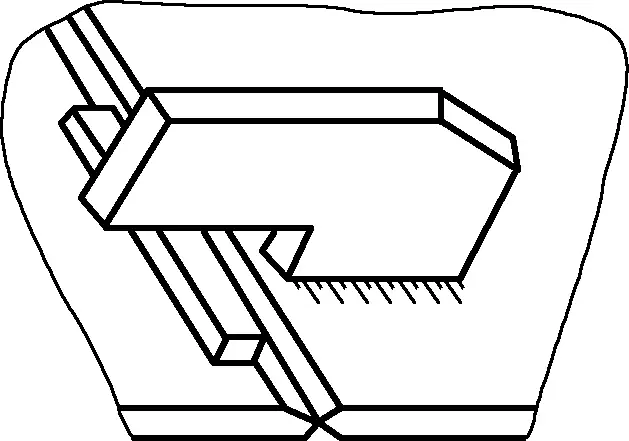
Conforme mostrado na Figura 57, a estrutura da barra de aço do canal envolve levantar a placa do casco e colocá-la dentro do aço do canal pré-posicionado na placa do casco inferior. Após o posicionamento, insira o pino cônico através do orifício da tampa quadrada no canal de aço e calce-o firmemente para servir como ajuste de posicionamento e desalinhamento.
Figura 57 Barra de aço para canal
④ Cavalo de imprensa.
Conforme mostrado na Figura 58, a estrutura do cavalo de prensa é usada quando é difícil ajustar o desalinhamento ou o deslocamento local. Um ferro vertical entalhado é soldado firmemente na extremidade inferior e um ferro com cunha é usado para apertar na extremidade superior, fazendo com que ele se mova para baixo para corrigir o desalinhamento ou o deslocamento.
Figura 58 Cavalo de imprensa
⑤ Barra de pressão do parafuso.
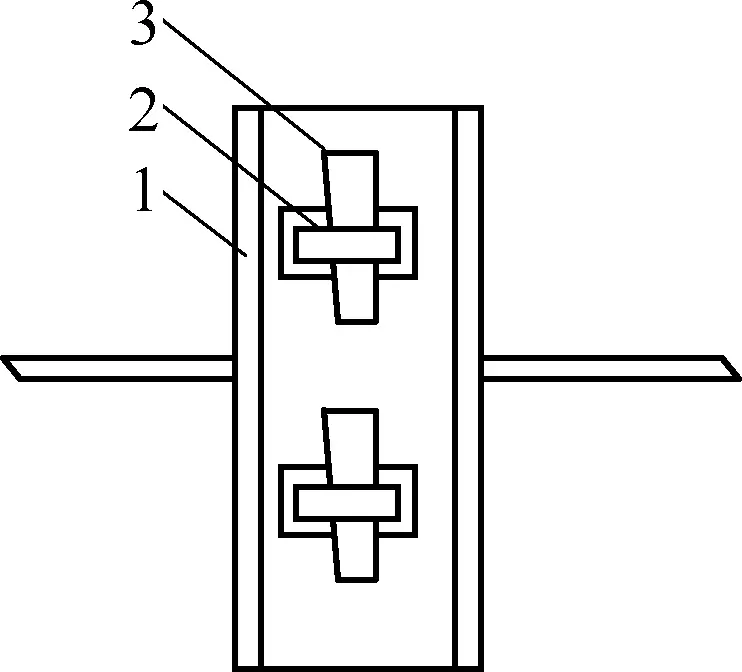
Conforme mostrado na Figura 59, a estrutura da barra de pressão de parafuso envolve a soldagem de um parafuso na extremidade inferior, a inserção da barra de pressão nele, a colocação de uma almofada na extremidade superior e o aperto do parafuso, fazendo com que a extremidade superior se mova para baixo naturalmente, corrigindo o desalinhamento ou o deslocamento.
Figura 59 Barra de pressão do parafuso
1 bloco 2 parafusos Barra de 3 botões
⑥ Aço angular.
Conforme mostrado na Figura 60, a estrutura de aço em ângulo proporciona bons efeitos de ajuste. Quando não for possível corrigir o desalinhamento ou o deslocamento local usando os métodos acima, o aço angular pode ser usado para o ajuste.
Figura 60 Aço em ângulo
⑦ Gap Piece.
Conforme mostrado na Figura 61, a estrutura da peça de folga garante a folga da junta e também pode ajustar pequenos deslocamentos.
Figura 61 Peça de folga
V. Inspeção da montagem
Após a montagem, as tolerâncias geométricas dos componentes de chapa metálica devem passar por inspeções mútuas e especiais após a autoinspeção do operador. Os requisitos de tolerância geométrica variam de acordo com a localização do componente e o setor do produto. A inspeção de dimensões e tolerâncias geométricas de componentes de chapa metálica pode usar diretamente ferramentas de medição gerais e gabaritos, ferramentas de medição especiais, como hastes de amostragem, ou ser combinada com níveis, prumos, níveis e instrumentos verticais.
Além disso, para componentes de chapa metálica, como caldeiras, vasos de pressão, cilindros de gás e tubulações de pressão, são necessárias inspeções de resistência e vazamento, seguindo os padrões nacionais relevantes.
A Tabela 7 fornece os padrões de seleção para os graus de tolerância dimensional e geométrica para estruturas soldadas, com os desvios dimensionais correspondentes e as tolerâncias geométricas referenciadas na Tabela 8.
Tabela 7 Seleção do grau de tolerância dimensional e geométrica
Grau de tolerância
Escopo de aplicação
Dimensões de comprimento, ângulos
Tolerância geométrica
A
E
Peças soldadas com requisitos de alta precisão dimensional, importantes
B
F
Estruturas relativamente importantes, pequena deformação térmica por soldagem e endireitamento, produção em massa
C
G
Estruturas gerais (como estruturas em forma de caixa) com grande deformação térmica decorrente de soldagem e endireitamento
D
H
Estruturas com grandes desvios permitidos
Tabela 8 Desvio dimensional e tolerância geométrica (unidade: μm)
Grau de tolerância
Tamanho nominal/mm
>30~120
>120~400
>400~1000
>1000 ~2000
>2000 ~4000
>4000 ~8000
>8000~12000
>12000 ~16000
>16000~20000
>20000
Desvio dimensional
A
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±5
±8
±10
±12
±14
±16
C
±3
±4
±5
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
Tolerância geométrica
E
0.5
1.0
1.5
2.0
3.0
4.0
5.0
6.0
7.0
8.0
F
1.0
1.5
3.0
4.5
6.0
8.0
10
12
14
16
G
1.5
3.0
5.5
9.0
11
16
20
25
H
2.5
5.0
9.0
14
18
26
32
36
40
Para peças estruturais soldadas, o desvio do limite do ângulo não marcado é determinado de acordo com o desvio do ângulo na Tabela 9. O tamanho nominal na tabela é baseado no lado curto como o lado de referência, e seu comprimento é calculado a partir do ponto de referência marcado no desenho, conforme mostrado na Figura 62. Se o ângulo não estiver marcado no desenho, mas apenas a dimensão do comprimento estiver marcada, o desvio permitido deverá ser medido em mm/m. Em geral, a seleção do grau B não requer marcação, enquanto a seleção de outros graus de tolerância deve ser feita de acordo com os requisitos técnicos anotados na Tabela 9 do desenho.
Selecionar a tonelagem correta da prensa dobradeira para o seu projeto de dobra de chapas metálicas não é apenas uma necessidade técnica - é um fator crítico...
O que transforma o metal plano nos produtos que usamos diariamente? A fabricação de chapas metálicas é fundamental! Este artigo explora os materiais...
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.