Guia de técnicas de nivelamento: Garantindo a precisão no trabalho com metais
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
Os materiais e as peças brutas podem apresentar defeitos, como abaulamento, flexão, torção e distorções ondulatórias. Antes de cortar, fatiar e moldar, é essencial nivelar os materiais.
Processo de nivelamento
Causas da deformação do material e princípios de correção
(1) Causas da deformação do material
A deformação do material pode resultar da tensão residual da laminação, do processamento do material e do levantamento, transporte ou armazenamento inadequados.
(2) Princípios de nivelamento
Com a aplicação de forças externas ou calor (expansão e contração térmica), as fibras mais curtas do material podem ser alongadas ou as mais longas podem ser encurtadas, tornando os comprimentos de todas as camadas de fibra aproximadamente iguais.
Tipos de métodos de nivelamento
Os métodos de nivelamento são categorizados em nivelamento a frio e nivelamento a quente, dependendo da aplicação de calor. Eles também são divididos em nivelamento manual, nivelamento mecânico e nivelamento por chama com base na fonte e na natureza da força aplicada.
Técnicas de nivelamento
Os métodos comuns de nivelamento incluem o nivelamento manual e mecânico. O nivelamento mecânico engloba o nivelamento da máquina, o nivelamento da prensa de fricção, o nivelamento da máquina de endireitamento de perfil e a correção da máquina de formação de martelo vibratório.
(1) Nivelamento manual
O nivelamento manual envolve o uso de martelos ou métodos de torção para corrigir a deformação das peças. É um método flexível e direto, usado principalmente para peças que o equipamento não consegue nivelar. As ferramentas comumente usadas no nivelamento manual incluem martelos, marretas, marretas, martelos de golpe morto, macacos, grampos de fixação, etc., sendo que o acessório principal é uma plataforma.
As ferramentas de medição incluem principalmente réguas, calibradores de folga e gabaritos. Escopo do nivelamento manual: endireitamento de tosquia e corte de curvas laterais, endireitamento de pequenos ângulos de aço, nivelamento manual de defeitos de formação em peças de trabalho.
(2) Nivelamento da máquina
O nivelamento da máquina é usado principalmente para chapas de aço carbono, chapas de aço inoxidável e chapas de liga de alumínio, divididas em nivelamento de chapas finas e nivelamento de chapas grossas.
(3) Tipos de dobramento de placas e princípios de nivelamento
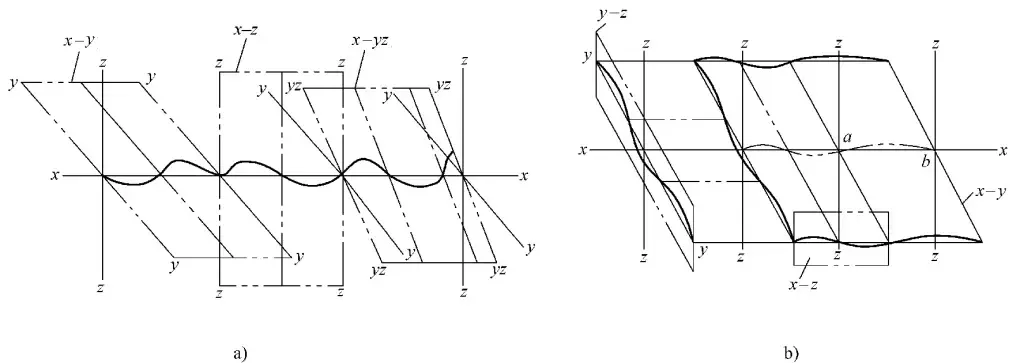
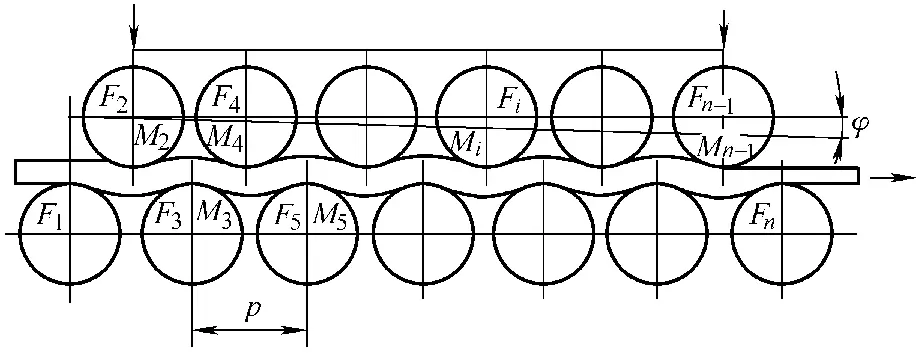
A curvatura da placa é dividida em curvatura plana (bidimensional) e curvatura espacial (tridimensional), conforme mostrado na Figura 3-159. O princípio do nivelamento de placas é causar a deformação plástica da placa de metal sob a ação do rolo de nivelamento, atingindo um estado plano, conforme mostrado na Figura 3-160.
Figura 3-159 Tipos de dobragem de chapas
a) Diagrama de flexão bidimensional b) Diagrama de flexão tridimensional
Figura 3-160 Princípio de nivelamento
Máquinas de nivelamento e suas aplicações
Máquinas de nivelamento de chapas finas e grossas
Para o nivelamento de peças de estamparia de vagões ferroviários de passageiros, dois tipos de equipamentos são usados de acordo com a espessura da peça: máquinas de nivelamento de chapas finas e máquinas de nivelamento de chapas grossas.
A aparência da máquina de nivelamento de chapas finas é mostrada na Figura 3-16a, e seus parâmetros técnicos são fornecidos na Tabela 3-108. Essa máquina usa correção de precisão de 19 rolos, nivelando placas de espessura de 0,5 a 8 mm, com a precisão de ajuste dos rolos de endireitamento de ±0,01 mm.
Tabela 3-108 Parâmetros técnicos da máquina de nivelamento de chapas finas de precisão de 19 rolos
Material
Aço, aço inoxidável, liga de alumínio
Características da superfície
Não é um material sensível à superfície, não é um material propenso a oxidação e ferrugem
Tolerância geométrica
A tolerância de formato da espessura está em conformidade com as normas EN
Resistência à tração
Consulte o Gráfico de desempenho de nivelamento
Resistência ao rendimento
Consulte o Gráfico de desempenho de nivelamento
Seção transversal do material
Consulte o gráfico de desempenho de endireitamento
Comprimento mínimo do material (direção transversal)
A aparência da máquina de nivelamento de chapas grossas é mostrada na Figura 3-16b, e seus parâmetros técnicos são fornecidos na Tabela 3-109. Essa máquina usa correção de precisão de 13 rolos, nivelando placas de 6 a 22 mm de espessura, com nivelamento de 0,5 mm/m2.
Tabela 3-109: Especificações técnicas da máquina de nivelamento de chapas grossas CNC de 13 rolos
Material
Unidades
Notas
Tipo de material
Aço carbono comum, aço resistente a altas temperaturas, aço de alta liga, aço inoxidável, liga de alumínio
Condição do material
Puncionamento, cisalhamento, corte por chama, Corte a plasmacorte a laser, jateamento de superfície, etc.
Resistência máxima ao escoamento
N/mm2
700: Espessura 22 mm, comprimento total 900 mm: Espessura 20 mm, comprimento total 1000 mm
Espessura mínima de nivelamento
mm
6
Espessura máxima de nivelamento
mm
22
Parâmetros relacionados ao nivelador
Largura máxima de nivelamento
mm
1650
Número de rolos de nivelamento
n°
13
Diâmetro dos rolos de nivelamento
mm
180
Número de rolos de suporte superior
n°
4 fileiras de 8 rolos, total de 32 rolos de suporte
Número de rolos de suporte inferiores
n°
4 linhas de 9 rolos, total de 36 rolos de suporte
Diâmetro dos rolos de suporte
mm
200
Capacidade de carga de cada rolo de suporte
kN
1000
Velocidade de nivelamento ajustável
m/ min
0 ~ 15
Potência do motor principal (aproximada)
kW
175 (velocidade de 1200r/min)
Precisão de nivelamento
0,5 mm/m²
Peso da máquina (incluindo o motor)
kg
65000
Dimensões da máquina (C×L×A)
mm
2500 x 4200 x 3650
Altura da mesa de trabalho
mm
800
Valores de ajuste para os lados de entrada e saída da máquina de nivelamento
Dependendo da espessura do material, selecione os valores para os lados de entrada e saída da máquina de nivelamento. Para diferentes materiais e diferentes formatos de peças, os valores para os lados de entrada e saída variam; as peças com alta resistência ao escoamento e grandes seções transversais têm valores de ajuste de entrada maiores.
A Tabela 3-110 mostra os valores de ajuste para os lados de entrada e saída do nivelador de placa fina; a Tabela 3-111 mostra os valores de ajuste para os lados de entrada e saída do nivelador de placa grossa.
Tabela 3-110: Valores de ajuste para os lados de entrada e saída do nivelamento de chapas finas (Unidade: mm)
Espessura da folha
Valores de ajuste do limite do lado da entrada
Valores de ajuste do lado da entrada
Valores de ajuste do lado da saída
0.5
-2.4
-1.2
0.5
0.8
-2
-0.8
0.8
1
-1.2
-0.6
1
1.5
-0.9
0.1
1.5
2
-0.4
0.6
2
2.5
0.1
1
2.5
3
0.8
1.7
3
4
1.9
2.8
4
4.5
2.5
3.4
4.5
5
3.2
3.8
5
6
4.3
5
6
8
6.6
7.2
8
10
8.8
9.2
10
12
10.8
11.2
12
Tabela 3-111: Valores de ajuste para os lados de entrada e saída do nivelamento de chapas grossas (Unidade: mm)
Espessura do material
4°
3°
2°
1°
6
5. 87
5.91
4.01
3.98
8
7.71
7.71
5.83
5.83
10
9.88
9.89
7.61
7.58
12
11.79
11.76
9.6
9.57
14
13.75
13.69
11.56
11.50
16
15.85
15.87
13.68
13.63
18
17.88
17.87
15.66
15.62
20
19.86
19.86
17.61
17.57
22
21.85
21.85
19.57
19.52
Direção de nivelamento
A Figura 3-161 ilustra a direção de nivelamento da peça.
Figura 3-161: Diagrama esquemático da direção de nivelamento da peça
Processo de nivelamento
1) Selecione os valores de ajuste para os lados de entrada e saída com base no material, na espessura e no formato da peça a ser nivelada.
2) Teste de nivelamento da primeira peça.
3) Corrija os valores de ajuste para os lados de entrada e saída com base nos resultados da inspeção de nivelamento da primeira peça.
4) Repita o nivelamento experimental, a inspeção e a correção várias vezes para determinar os valores finais para os lados de entrada e saída.
5) Prossiga com a produção de nivelamento de lotes.
Inspeção
Realize a inspeção de planicidade 100% das peças niveladas. Todas as peças não conformes que excedem o padrão são submetidas a tratamentos de nivelamento secundários ou múltiplos até que a planicidade da peça atenda aos requisitos.
Endireitamento Nivelamento de prensa hidráulica
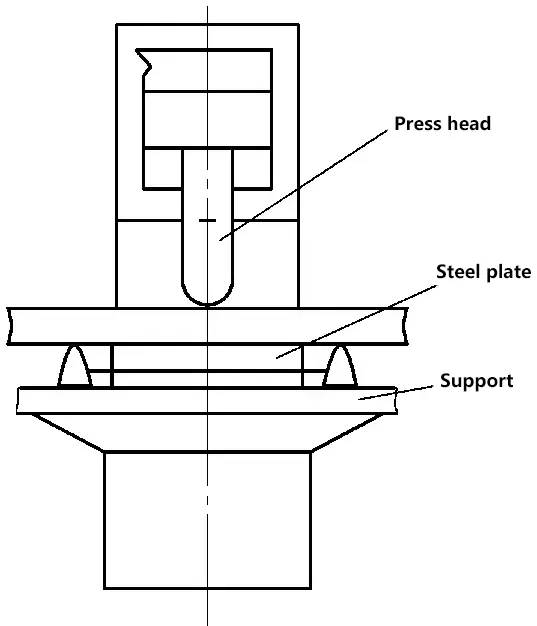
Para peças de trabalho que excedem a capacidade de nivelamento da máquina de nivelamento de rolos, é usado um método de correção de pressão. A Figura 3-162 mostra um diagrama esquemático do uso de uma prensa hidráulica de endireitamento para nivelar placas grossas.
Figura 3-162: Diagrama esquemático do nivelamento de placas grossas usando uma prensa hidráulica de endireitamento
Nivelamento por prensa de fricção
No caso de chapas metálicas e peças de perfil de pequeno porte, também ocorrem deformações durante a processo de estampagem. Entretanto, devido ao tamanho pequeno dessas peças, elas não podem ser niveladas com uma máquina de nivelamento. Em vez disso, uma prensa de fricção é usada para nivelá-las à força.
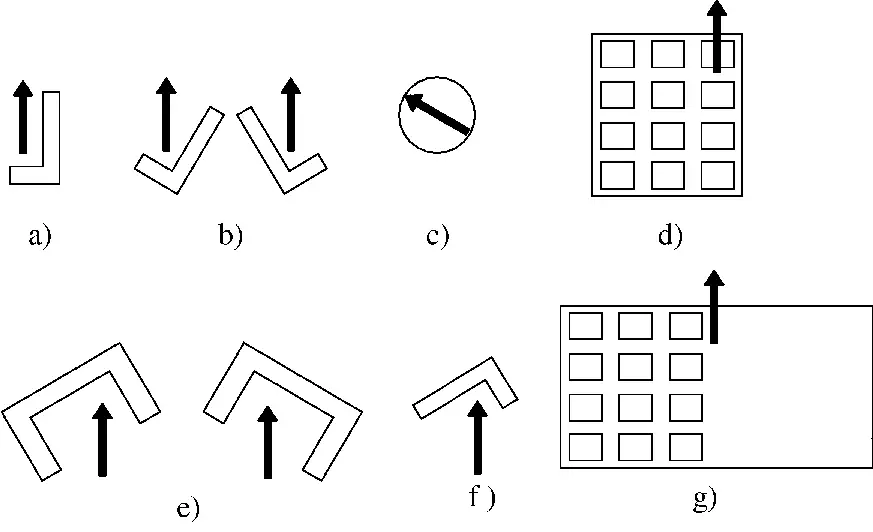
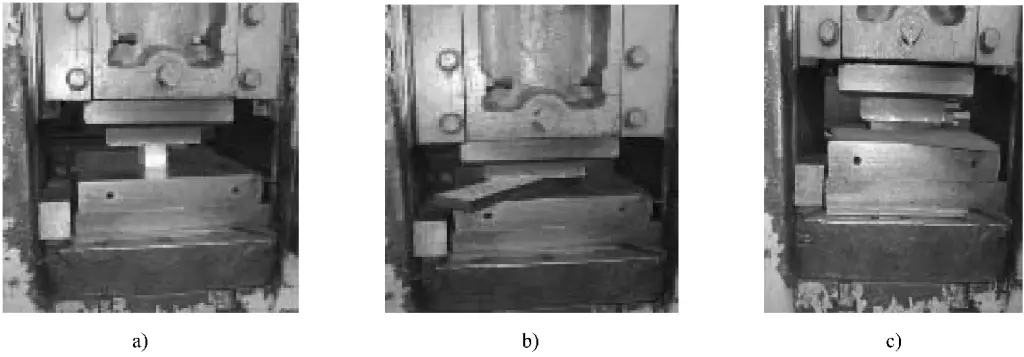
A Figura 3-163 mostra vários métodos comuns de correção usando uma prensa de fricção, como o nivelamento sobreposto de peças deformadas com várias camadas, nivelamento de placas grossas e nivelamento com um ferro de amortecimento de processo.
Figura 3-163: Processo de nivelamento da prensa de fricção
a) Sobreposição de placas finas para nivelamento b) Nivelamento de placas grossas c) Aplicar um ferro de almofada de processo no meio
Máquina de endireitamento de seção de aço Nivelamento
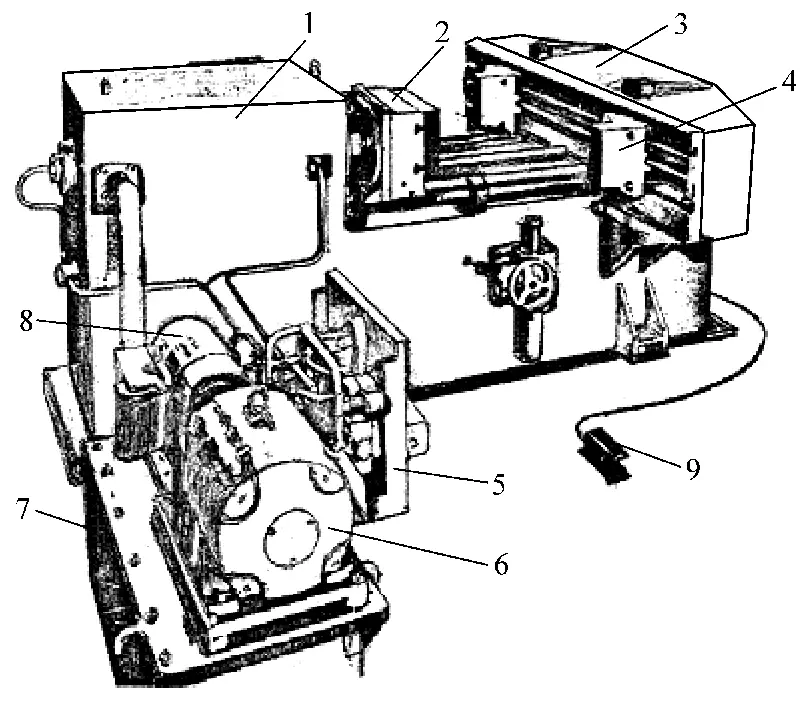
As cantoneiras de aço, os canais de aço e outros perfis usados na produção de ônibus podem sofrer deformações durante o transporte e o corte. Essas deformações são corrigidas usando uma máquina de endireitamento de seção de aço (para endireitar). A máquina de endireitamento de seção de aço, conforme mostrado na Figura 3-164, tem uma estrutura horizontal e é acionada hidraulicamente.
Figura 3-164: Máquina de endireitar aço
1 - Cilindro hidráulico, 2 - Cabeçote da prensa 3 - Travessa de suporte 4 - Pivô móvel 5 - Placa de controle hidráulico 6 - Motor elétrico 7 - Tanque de óleo 8 - Bomba de óleo 9 - Interruptor do pedal
A máquina de endireitamento de seção de aço usa um método de dobra reversa para endireitar. O perfil é colocado entre o cabeçote da prensa e os pontos de apoio. A distância entre os dois pontos de apoio pode ser ajustada de acordo com o comprimento e o grau de curvatura do perfil.
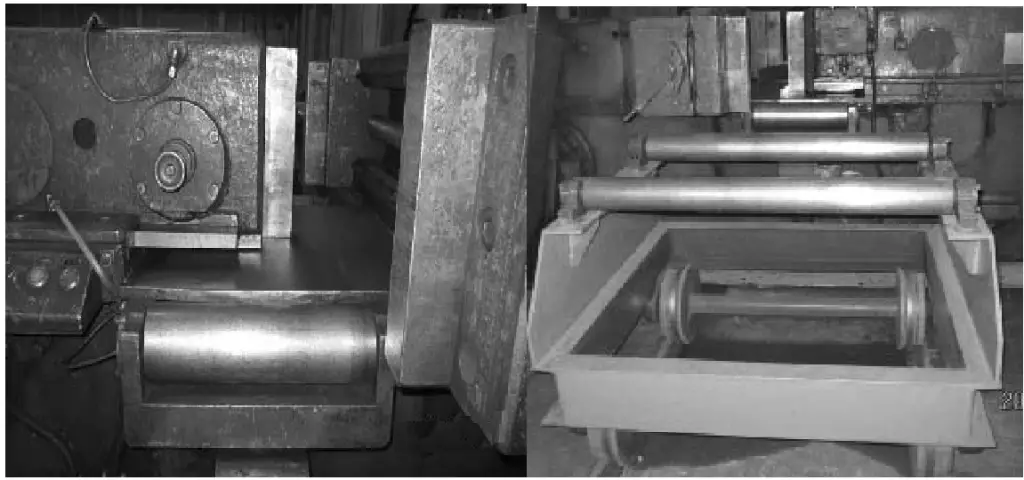
A força exercida pelo cabeçote da prensa atua sobre o perfil a ser nivelado, fazendo com que ele se curve na direção oposta. Dependendo do grau de curvatura do perfil, ele é nivelado em etapas até ficar completamente reto. A Figura 3-165 mostra o dispositivo de suporte de aço da seção.
Figura 3-165: Dispositivo de suporte de aço.
Além de endireitar a seção de aço, a máquina de endireitar seção de aço também pode nivelar algumas chapas grossas de estrutura especial e remodelar peças formadas. A Figura 3-166 mostra o endireitamento do aço angular e o nivelamento de componentes especiais, respectivamente.
Figura 3-166: Endireitamento de cantoneiras de aço e nivelamento de componentes especiais
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.