Principais técnicas para corrigir a deformação da soldagem
A soldagem pode criar deformações residuais que afetam a integridade estrutural. Como podemos corrigir essas distorções de forma eficaz? Este artigo explora vários métodos, como técnicas manuais, mecânicas, por chama e eletromagnéticas, para restaurar componentes soldados. Os leitores aprenderão como cada abordagem funciona, suas aplicações e as vantagens dos diferentes métodos para deformações de soldagem específicas. Seja você um soldador novato ou experiente, obterá insights práticos para aprimorar seus projetos de soldagem e garantir a precisão do seu trabalho.
Última atualização:
28 de junho de 2024
Compartilhe seu gosto:
Índice
Durante a fabricação de componentes estruturais soldados, embora uma série de medidas necessárias seja tomada, a deformação residual geralmente ocorre de forma inevitável; portanto, quando a deformação residual excede os requisitos técnicos, é preciso tomar medidas para corrigi-la.
Os métodos comuns de correção incluem correção manual, correção mecânica, correção por chama e correção eletromagnética, etc.
1. Método de correção manual
O método de correção manual envolve o uso de ferramentas, como martelos, para golpear as partes deformadas da solda. Esse método é usado principalmente para a deformação por flexão de soldas pequenas e simples e para a deformação por onda de placas finas.
2. Método de correção mecânica
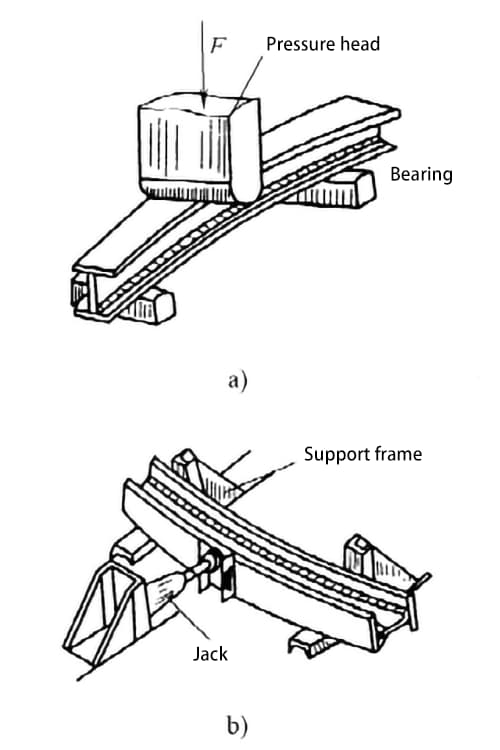
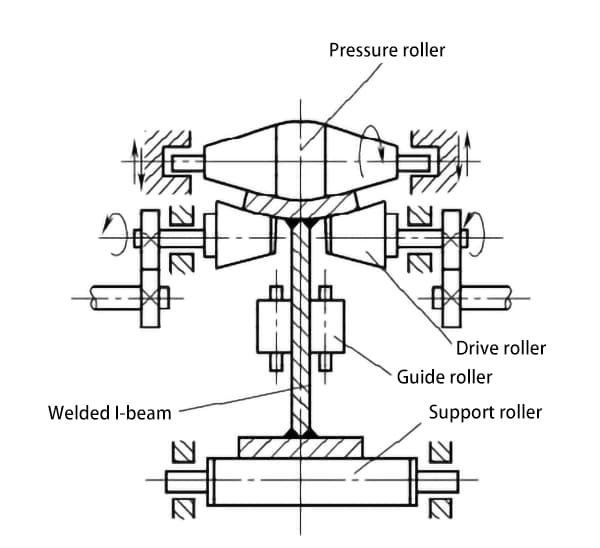
Prensas hidráulicas, macacos, máquinas de endireitamento especializadas e martelos são comumente usados. Forças externas são aplicadas para causar deformação plástica no componente oposta à direção da deformação da solda, neutralizando assim uma à outra. A Figura 9-80 mostra um esquema de endireitamento mecânico de uma viga em I dobrada após a soldagem usando uma prensa ou macaco. A deformação angular do flange da viga em I pode ser corrigida usando a máquina de roletes mostrada na Figura 9-81.
Figura 9-80 Correção mecânica da deformação após a soldagem da viga em I
a) Correção da prensa b) Correção do macaco
A deformação após a soldagem é causada principalmente pelo encolhimento da solda e de sua área próxima. Se o forjamento ou a laminação forem realizados ao longo da área da solda para obter o alongamento plástico, eles poderão compensar a deformação plástica que ocorre durante a soldagem, eliminando assim a deformação. Peças soldadas pequenas com poucas quantidades são geralmente forjadas com um martelo manual. Para estruturas de chapas finas com soldas regulares, o equipamento de laminação pode ser usado para laminar a solda e suas áreas próximas, obtendo bons efeitos técnicos e econômicos.
Figura 9-81 Correção da deformação angular de uma viga I soldada usando uma máquina de rolos
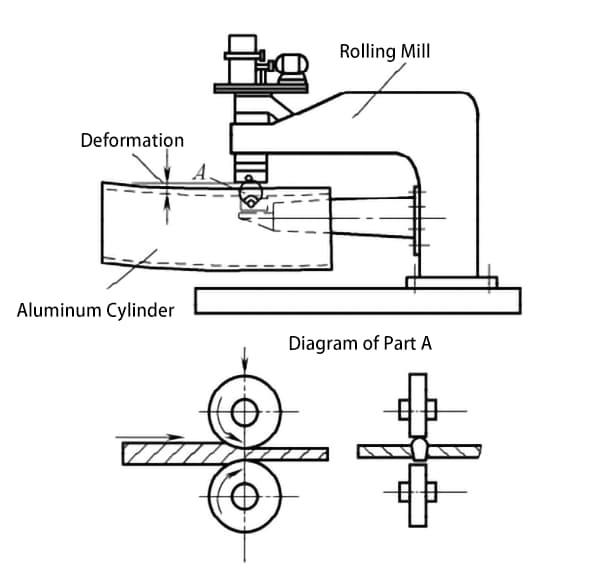
A Figura 9-82 mostra um esquema da correção da deformação por flexão de um cilindro de alumínio após a soldagem usando um máquina de laminaçãoonde a costura longitudinal é laminada. Mudar a direção do rolo de pressão também pode laminar a solda circunferencial. O forjamento por laminação da solda não apenas elimina a deformação residual da solda, mas também elimina a tensão residual da solda.
Os métodos de correção mecânica são adequados apenas para estruturas simples de peças soldadas médias e pequenas.
Figura 9-82 Esquema da laminação da solda longitudinal de um cilindro de alumínio
3. Método de correção de chama
O método de correção por chama, também conhecido como método de correção por aquecimento, usa uma chama como fonte de calor para aquecer localmente o metal, fazendo com que ele sofra deformação plástica compressiva. À medida que o metal esfria, ele se contrai, e a deformação causada por essa contração é usada para neutralizar a deformação residual causada pela soldagem.
Esse método geralmente usa um maçarico a gás e não requer equipamento especializado. É simples e conveniente de operar, flexível e pode ser usado para corrigir estruturas grandes e complexas.
(1) Os três elementos essenciais da correção de chamas
Há três fatores principais que determinam o efeito da correção da chama: a posição de aquecimento, a temperatura de aquecimento e o formato da área aquecida.
1) Posição de aquecimento
Esse é o principal fator para o sucesso ou fracasso. Uma posição de aquecimento incorreta não só não corrigirá a deformação, mas poderá até mesmo piorar a deformação existente. Portanto, a posição de aquecimento selecionada deve causar a deformação na direção oposta à deformação residual da soldagem, para neutralizá-la.
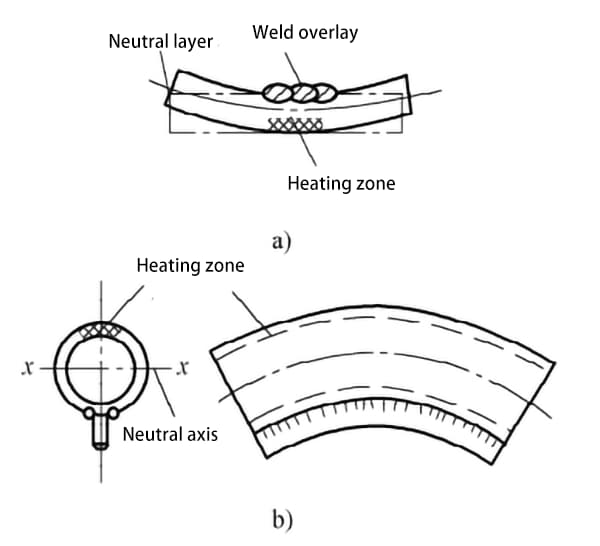
As principais razões para a flexão ou deformação angular são o fato de as soldas estarem concentradas em um lado do eixo neutro da peça de trabalho. Para corrigir essas deformações, a posição de aquecimento deve ser escolhida no lado oposto do eixo neutro, conforme mostrado na Figura 9-83. Quanto mais distante a posição de aquecimento estiver do eixo neutro, melhor será o efeito de correção.
Figura 9-83 Posição de aquecimento para correção da chama
a) Deformação angular da solda de acumulação b) Aletado curvatura de tubos deformação
2) Temperatura de aquecimento
A temperatura da área aquecida deve ser maior do que a da área adjacente não aquecida, fazendo com que o metal aquecido se expanda termicamente e seja obstruído, resultando em deformação plástica compressiva. Para chapas grossas de aço carbono ou componentes soldados com alta rigidez, temperaturas de aquecimento locais acima de 100°C podem produzir deformação plástica compressiva. Na produção, a temperatura para o aquecimento por correção de chama do aço estrutural é geralmente controlada entre 600 e 800°C.
A medição de temperatura no local é inconveniente; geralmente, a cor da peça aquecida é observada com os olhos para estimar a temperatura aproximada. A Tabela 9-13 lista as cores da superfície da chapa de aço durante o processo de aquecimento e suas temperaturas correspondentes.
Tabela 9-13 Cores da superfície da chapa de aço e suas temperaturas correspondentes
Cor
Temperatura (°C)
Marrom-vermelho escuro
550-580
Marrom-vermelho
580-650
Vermelho cereja escuro
650-730
Vermelho cereja profundo
730-770
Vermelho cereja
770-800
Vermelho cereja claro
800-830
Vermelho cereja brilhante
830-960
Laranja-Amarelo
960-1050
Amarelo escuro
1050-1150
Amarelo brilhante
1150-1250
Branco-amarelo
1250-1300
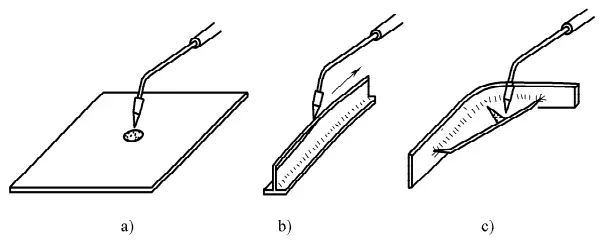
3) O formato da área de aquecimento.
As formas da área de aquecimento incluem ponto, faixa e triângulo, conforme mostrado na Figura 9-84, com aquecimento de ponto mostrado na Figura 9-85, aquecimento de linha mostrado na Figura 9-86 e aquecimento de triângulo mostrado na Figura 9-87.
Figura 9-84 Correção da chama e formas das áreas de aquecimento
a) Ponto b) Listra c) Triângulo
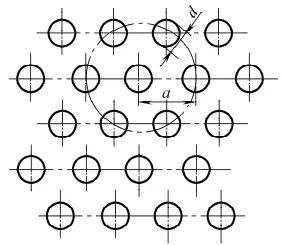
Figura 9-85 Aquecimento por pontos
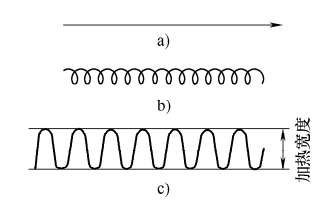
Figura 9-86 Aquecimento de linha
a) Aquecimento direto b) Aquecimento em cadeia c) Aquecimento em faixa
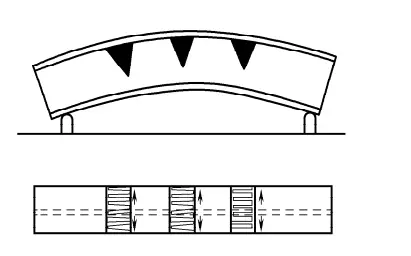
Figura 9-87 Aquecimento triangular
(2) Métodos comuns de correção de chamas
Os métodos comuns para corrigir a deformação da solda por chama são mostrados na Tabela 9-14.
Tabela 9-14 Métodos para corrigir a deformação da solda por aquecimento
Método de aquecimento
Métodos
Observação
Aquecimento pontilhado (Consulte a Figura 9-85)
Dependendo da deformação, o calor pode ser aplicado em um ou vários pontos
d=φ15 a φ30mm a=50~100mm
1. Geralmente, usa-se chama neutra de oxiacetileno
2. Preste atenção às propriedades do material que está sendo corrigido
3. Preste atenção à temperatura ambiental do local de trabalho
4. Ao corrigir placas finas, use um martelo de madeira para martelar
5. Primeiro, planeje os locais e as etapas de aquecimento de acordo com a deformação
6. Para aços de alta resistência que tenham sido tratados termicamente, a temperatura de aquecimento não deve exceder a temperatura de revenimento
7. Ao usar o resfriamento com água em conjunto com a correção de chamas, o aço deve ser resfriado até perder o estado vermelho antes de despejar a água
8. O local de aquecimento geralmente fica longe da solda
9. Se o processo subsequente após a correção for a soldagem ou o corte a gás, a quantidade necessária de deformação reversa poderá ser feita durante o processo de correção da chama
10. A cor correspondente à temperatura durante o processo de aquecimento é mostrada na Tabela 9-13
Aquecimento linear (Consulte a Figura 9-86)
A chama se move em linha reta e também pode fazer oscilações laterais na direção da largura, com uma largura de aquecimento de 0,5 a 2 vezes a espessura da placa
Aquecimento triangular
(veja a Figura 9-87)
Na borda do aço corrigido, aqueça em um triângulo com o vértice apontando para dentro
Calor, água e energia são usados em conjunto.
Ao aquecer e corrigir estruturas de placas finas, o resfriamento com água ou a força externa podem ser usados simultaneamente para melhorar o efeito de correção
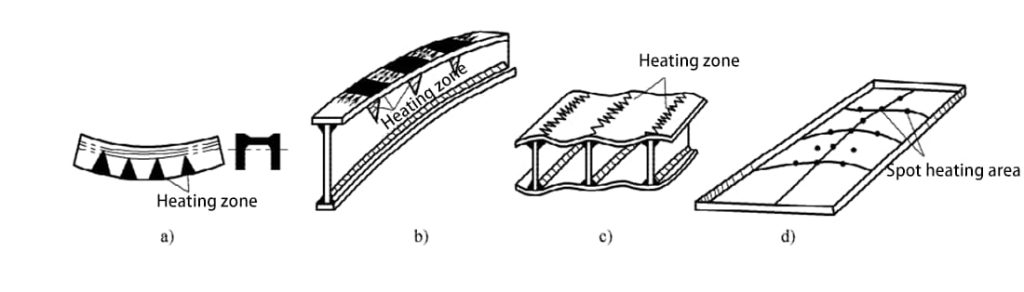
A Figura 9-88 mostra exemplos de correção por chama da deformação da solda.
Figura 9-88 Exemplo de correção por chama da deformação da solda
a) Flexão lateral do arco de aço assimétrico
b) Deflexão para cima de uma viga em I assimétrica
c) Deformação angular da junta do arco de topo
d) Deformação ondulada de uma placa fina média
(3) Resultados do teste após a correção da chama
Os resultados dos testes de correção de chama para alguns aços de baixa liga comumente usados são mostrados na Tabela 9-15.
Tabela 9-15 Resultados parciais de testes de aços estruturais de baixa liga comumente usados após correção de chama
Grau de aço
Conclusões experimentais e precauções
14MnNb
Testes de correção de chama em vigas soldadas por fadiga mostram que a correção de chama tem pouco efeito sobre as propriedades do aço
Q345 (16Mn)
Com boa correção de chamas e placa de flexão hidrotérmica ① desempenho. Quando a temperatura de aquecimento da placa de flexão hidrotérmica está em torno de 650°C, as propriedades mecânicas quase não são afetadas e, mesmo após o aquecimento a 850~900°C, ela ainda tem resistência e plasticidade suficientes
Q390(15MnV)
A correção do aquecimento local com chama de oxi-acetileno não afeta as propriedades mecânicas do aço
Q420
A correção do aquecimento local com chama de oxi-acetileno não afeta as propriedades mecânicas do aço
14MnVTiXt
A correção do aquecimento local com chama de oxi-acetileno não afeta as propriedades mecânicas do aço
10MnPNbXt
A correção local com chama de oxi-acetileno não afeta as propriedades mecânicas do aço
Q390(15MnTi)
A correção com chama de oxi-acetileno pode ser usada, e placas de aço finas também podem ser usadas para dobrar placas hidrotérmicas
08MnPXt
Ao corrigir a deformação com cozimento por chama local, a temperatura deve estar entre 600~700°C. Porque a 600~700°C, os grãos começam a crescer e a 700~800°C, as estruturas de Widmanstätten aparecem
Q345 (09MnCuPTi)
Os grãos da placa fina ainda são finos a 900°C, e as estruturas Widmanstätten aparecem a 900~1000°C, portanto, a temperatura para correção de cozimento local deve ser de 700~800°C, evitando o uso de correção hidrotérmica
A chapa dobrada a fogo com água é um nome de processo na construção naval. O processo é exatamente o mesmo que o endireitamento por chama; envolve o uso de chama para aquecer localmente a chapa de aço para obter a deformação desejada, com resfriamento rápido por água durante o processo de aquecimento.
Como as chapas planas se transformam em peças curvas? A curvatura do metal é fundamental. Este artigo revela as ferramentas, as técnicas e os truques por trás...
Você já se perguntou como os objetos do cotidiano obtêm suas formas exclusivas? De latas de refrigerante a peças de automóveis, a dobragem de metal é uma...
Curioso para saber como as estruturas metálicas são endireitadas de forma impecável? Este artigo se aprofunda no cativante processo de endireitamento por chama usando oxi-acetileno...
Guia detalhado que abrange protocolos de operação e procedimentos de manutenção para equipamentos essenciais de trabalho em bancada e ferramentas elétricas.
Nossos engenheiros de vendas estão prontamente disponíveis para responder a qualquer uma de suas perguntas e fornecer uma cotação imediata, adaptada às suas necessidades.